

Содержание
Слайд 1 Выполнила ученица 8В класса Косарева Ольга.
Слайд 2
Это процесс , при котором расплавленный металл заливается в формы ,где и застывает. Такая технология обработки металлов известна ещё с глубокой древности . В настоящее время литье – сложный технологический процесс , в котором широко применяется автоматизация производства .
Слайд 3
В песчаные формы(ручная или машинная формовка); В оболочковые формы ; По выплавляемым моделям; В кокиль; Под давлением; В постоянные формы; Вакуумное ; По выжигаемым моделям ; С утеплением ; Центробежное.
Слайд 4
Сначала изготавливаются деревянные шаблоны , а на их базе песчаные формы. После этого в песчаную форму заливается расплавленный металл , который постепенно застывает . При удалении полученной отливки форма разрушается.
Слайд 5
Слайд 6
Слайд 7
Расплавленный металл заливается в термостойкие металлические формы. Перед заливкой их покрывают специальным составом и нагревают до определённой температуры , которую в дальнейшем поддерживают постоянной . Металл входит в форму под действием силы тяжести, поэтому получаются отливки ,свободные от шлаковых и газовых включений .В целях повышения производительности труда применяется карусельный способ, причём созданы комплексы ,в которых весь процесс ,включая заливание расплава, автоматизирован. Способом литья в постоянные формы получают отливки массой от нескольких грамм до нескольких тонн.
Слайд 8
Слайд 9
Металл заливается на высокой скорости, благодаря чему хорошо заполняются все полости ,а отливка получается довольно плотной. Недостатком такого способа является образование пузырьков воздуха в отливке , но благодаря достижениям в науке и технике эти дефекты сведены к минимуму. При отливке под давлением получают высококачественные отливки с чистой поверхностью.
Слайд 10
Слайд 11
Документально подтверждено, что художественное литьё было развито много тысяч лет назад. В Египте найдены скульптуры, отлитые из бронзы, датирующиеся 3-им тысячелетием до нашей эры, в Китае — 2-ым тысячелетием до нашей эры. Также художественное литьё широко использовалось в Древней Греции и в Древнем Риме. Пик художественного литья из бронзы пришёлся на 17-XVIII век в Западной Европе, когда любой более-менее богатый человек желал увековечить себя в статуях и эпических композициях
На Руси художественное литьё было развито с 11 века, когда отлив колоколов стал искусством.
Слайд 12
Слайд 13
Слайд 14
Слайд 15
Спасибо за внимание!!!!!!
Посмотреть все слайды
Технологии литья
Существуют различные способы получения алюминиевых изделий литьем, каждый из которых позволяет в тех или иных условиях изготовить необходимые отливки.
Литье под давлением
Такое производство осуществляется с использованием специальных машин. В основе конструкции – гидравлический пресс, работающий под высоким давлением сжатого газа, для высокоточного создания алюминиевой детали.
Такое литье избавляет от необходимости дальнейшей обработки детали, так как литые детали, изготовленные подобным образом, имеют высокую точность и полностью готовы к использованию. Это значительно экономит исходные материалы. Кроме того, производство не требует использования дополнительных формовочных смесей, что значительно сокращает вредное воздействие материалов. Обработка алюминия под давлением подходит для производства сложных деталей разных форм.

При использовании данной технологии литья не ухудшается качество алюминия, что позволяет применять его для отливок изделий повышенной прочности.
Литье под давлением считается наиболее экологичным способом и одним из самых не дорогостоящих, поэтому активно используется в промышленном производстве.
Самый выгодный способ – алюминиевое литье кокилем. Он представляет собой металлическую форму, позволяющую изготовить деталь любой сложности. В зависимости от целей, форма может быть двух видов:
- цельная – представляет собой готовую форму, в которую заливается сплав, а по завершении работы отливок достают при помощи рабочих инструментов;
- разборная – используется для изготовления деталей повышенной сложности;
Суть технологии заключается в следующем:
- в начале форму нагревают до температуры равной примерно 310°С и наносят на неё специальную краску, способную выдержать высокие температуры. Если работа происходит с разборной формой – её части скрепляют стержнем. Главное – сделать это максимально точно и прочно.
- Далее в полученную форму заливается необходимый объём расплавленного алюминия. В отличие от первой технологии, такое литье требует гораздо больших временных затрат. Однако, себестоимость форм значительно ниже цен на дорогостоящее оборудование, в котором применяется гидравлический пресс.

С другой стороны, если есть необходимость в быстром получении большого количество деталей, необходимо приобрести сразу несколько форм. Несколько увеличивается и расход исходных материалов. Но экономически выгодным становится тот факт, что использование одной матрицы позволяет получить большое количество отливок.
Технология
Технология литья деталей из алюминия в домашних условиях довольно проста, но требует тщательного выполнения требований и большого внимания к деталям. Наиболее простая технология заключается в заливке расплавленного алюминия в подготовленные формы. При этом необходимо иметь минимальный набор необходимого оборудования.
Главной задачей является расплавление воска или парафина внутри формы с заменой пустот алюминием, после чего остывшую деталь можно легко достать. Первое, что нужно сделать – это подготовить опалубку, в качестве которой можно взять любую картонную коробку, например, из-под обуви, или изготовить ее из фанеры. В нее заливается парафин или воск.

Парафиновая форма для литья
При работе с парафином следует учитывать некоторые особенности:
- Залитый в форму парафин очень быстро остывает, поэтому не следует ускорять этот процесс. Деталь должна остыть самостоятельно, это позволит сохранить однородную структуру. Для полного остывания нужно подождать около суток, после чего можно перейти к его обработке.
- Парафин может сильно просесть в центре заготовки, поэтому нужно учитывать этот факт при оценке необходимых габаритов заготовки.
Вырезать правильную форму из заготовки – очень трудная задача. Поэтому человек, не имеющий должного опыта, не сможет справиться с ней.









Форму для заливки алюминия следует изготовить из оргстекла, который прочно скрепляется с помощью герметика. После этого на дне подготовленного «аквариума» располагается заготовка, которую нужно закрепить, чтобы она не сместилась в процессе заливки гипсом. Сделать это можно с помощью пластилина.
Затем следует подготовить гипсовую смесь, которая приготавливается с добавлением мелкозернистого песка (в соотношении один к одному)
Это очень важно, так как чистый гипс содержит много влаги, которая испаряется при отливке детали и влияет на качество готового изделия
Стоит помнить, что гипс очень быстро застывает, поэтому выполнять работы нужно в быстром темпе. Полностью залив форму, ее стоит встряхнуть, чтобы избавиться от пузырьков воздуха.
После застывания гипса форму из оргстекла необходимо снять. Затем следует удаление парафина. Это можно сделать, положив форму вверх ногами на горячий лист железа, разогреваемого на огне. Также можно прокипятить форму в воде, что позволит более тщательно избавиться от парафина. После этого гипсовую форму нужно высушить.
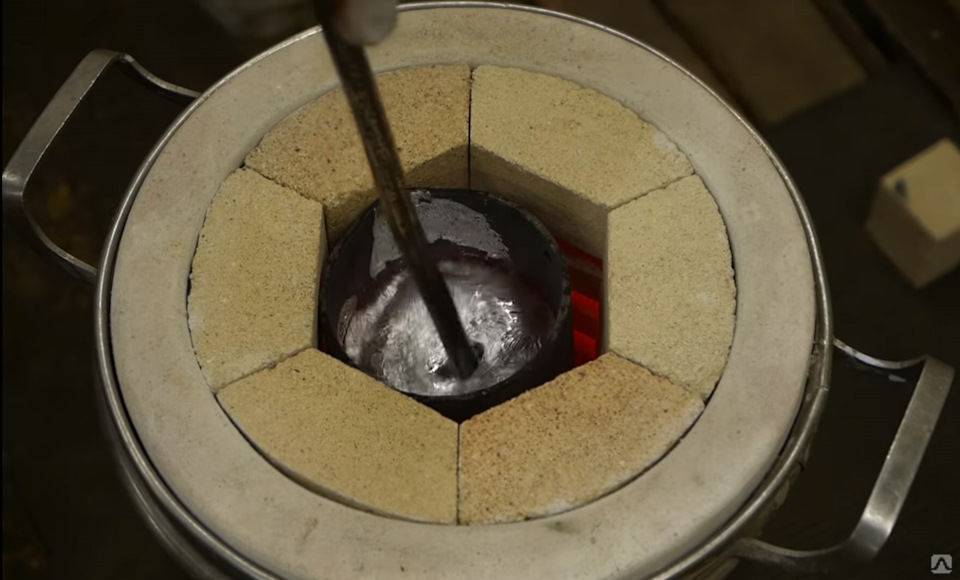
Существует несколько способов расплавления алюминия, но технология литья в домашних условиях предусматривает самостоятельное изготовления тигельной печи или использование муфельной. Тигельная печь изготавливается только из огнеупорного кирпича.

Плавка алюминия в домашних условиях
После расплавления металла можно начинать процесс литья алюминия. С помощью ложки из нержавеющей стали следует снять окисную пленку. Плавление металла можно попробовать произвести с помощью газовой горелки, которой будет достаточно при небольшом объеме.
Технология может видоизменятся в зависимости от требований к готовому изделию и имеющихся инструментов. Методом проб и ошибок можно добиться оптимальной технологии.
Разнообразие и использование сплавов, необходимые станки и формы
Повышенным спросом пользуются изделия из алюминиевых сплавов:
- Силумин – сплав алюминия с кремнием. После добавления в его состав магния, конечный продукт становится чрезвычайно прочным. Это один из самых низкоусадочных и высокогерметичных сплавов. При изготовлении не подвержен растрескиванию и используется для создания элементов, подвергающихся небольшим нагрузкам.
- С целью создания фасонного литья используется сплав, в состав которого помимо самого алюминия входят медь, кремний и железо. Такая заготовка прекрасно отделяется от формы и отличается высокой прочностью.
- При создании высокопрочных элементов используют сплав алюминия с добавлением кремния, никеля, меди и цинка.
Тот или иной сплав выбирается в зависимости от задач, которые предстоит выполнить изготовленным деталям и нагрузок, которые готовые элементы должны будут выдержать.
Все операции проводят на специально созданном оборудовании, которое может быть использовано как в условиях производственного цеха, так и в небольшой частной мастерской.
Для создания вышеперечисленных сплавов необходимо использование машин, оснащенных как холодной, так и горячей камерами, предназначенными для плавления металла. Машины с горячими камерами необходимы при производстве сплавов, в состав которых введен цинк. Расплавленный металл внедряется во внутреннее пространство пресс-формы постепенно. Он заполняет всю форму.
Во время работы со сплавами, в составе которых содержится магний и медь, отливки производятся благодаря тому, что расплавленный состав внедряется внутрь пресс-формы под довольно большим давлением. Его уровень в определенных ситуациях достигает 700 Мпа. Именно такой способ производства позволяет заметно повысить производительность труда, не повышая трудоемкости процесса, а изготовленным таким образом детали не требуют механической обработки.
Выбор оборудования при создании цеха или организации процесса литья основан на особенностях технологического процесса. При литье алюминия под давлением он заключается в следующем:
- В раскаленной печи металл нагревается до температуры плавления и переходит в жидкое состояние.
- В это время в цеху должна быть подготовлена специальная пресс-форма, внутренний контур которой полностью соответствует параметрам будущей детали.
- Расплавленный металл под большим давлением подается в подготовленную пресс-форму.
- После остывания из разъемной пресс-формы извлекают готовое изделие.
Алюминиевое изделие в пресс-форме Сегодня некоторые производители пользуются и другими способами литья. Это может быть литье в землю, песок или цемент, но литье алюминия под давлением дает возможность получить изделие, минимальная толщина стенки которого меньше миллиметра. А все может достигать от 4 до 12 кг.
Муфельная печь – идеальный домашний вариант для частых работ
Муфельная печь представляет собой подобие простой «буржуйки» только с толстыми стенами. Может быть как на дровах, так и на электричестве, кому как удобно. Во втором случае проволока натягивается по спирали с внутренней стороны кирпичей, поближе к форме.
Внутри посередине располагается тигель – специальная емкость для расплавки металла. В данной конструкции потери сведены к минимуму – свободное пространство занимает тигель, между которым и стенками остается небольшой зазор 5-10 см.
Благодаря большой толщине – 20-30 см, стенки можно заполнить разными теплоизоляторами, для сохранения тепла. Ее можно переносить либо сделать стационарной, в связи с чем, подбирается теплоизолятор. Внутри располагается кирпич, снаружи – железо, а чем заполнить остальное пространство остается на усмотрение каждого отдельно.
Как отлить алюминий
Характеристика алюминия. Алюминий один из самых распространённых металлов.
Он серебристо-белого цвета, достаточно хорошо поддаётся литью и механической обработке. В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
У технического алюминия температура плавления равна 658 градусам, у алюминия высокой чистоты — 660, температура кипения алюминия составляет 2500 градусов.
Для отливки алюминия домашние нагревательные приборы вряд ли будут полезны и обеспечат нужной температурой. Нужно расплавить алюминий, нагревая его до температуры свыше 660 градусов.
Литье алюминия: выбор источника тепла
В качестве источника тепла для плавки алюминия можно использовать:
- Очень действенный способ достигается благодаря собственноручной тигельной муфельной печи. В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.
- Муфельная печь для плавки алюминия своими руками, тут!
- Для получения температуры плавления алюминия достаточно температуры горения сжиженного или природного газа, в этом случае процесс можно выполнить в самодельной печи.
- При небольшом объеме плавки можно воспользоваться теплом, получаемом при горении газа в бытовой газовой плите.
- Необходимую температуру обеспечат газовые резаки или ацетиленовые генераторы, если таковые имеются в домашнем хозяйстве.
Подготовка алюминия
Несмотря на то что процесс плавки будет выполняться в домашних условиях, к нему необходимо отнестись ответственно. Металл предварительно необходимо очистить от грязи, раздробить на небольшие куски. В этом случае процесс плавки пойдет быстрее.
Выбор останавливают на более мягком алюминии, как более чистом материале, с меньшим количеством примесей. Во время плавки с жидкой поверхности металла убирают шлак.
Отливаем деталь из алюминия самостоятельно
Нам потребуется:
- металлический лом;
- ковш для плавки;
- формочки.
Этапы процесса:
- Подготовить ёмкость для плавки алюминия в домашних условиях. Для этой цели можно использовать кусок стальной трубы.
- Изготовить форму. Для деталей, имеющих сложную конструкцию, форма может состоять из нескольких элементов. Форму можно сделать из гипса (скульптурного). Ни в коем случае не используйте алебастр!
- Дабы избежать прилипания гипса к ёмкости для формы, необходимо предварительно смазать её маслом.
- В процессе заливки гипса, ёмкость необходимо периодически встряхивать, чтобы не допустить образования пузырьков.
Важно. Так как гипс очень быстро твердеет, постарайтесь как можно скорее установить модель детали в гипс
Также в гипс рекомендуется установить небольшой предмет (например, палку), которая послужит каналом для заливки будущей детали.
- Теперь заливается первичный слой: чтобы элементы формы в процессе отлива лежали устойчиво, необходимо сверлом 4 небольших отверстия.
- Заливается второй слой.
- После затвердения, форму аккуратно извлечь из ёмкости и разделить на половинки. Чтобы не допустить прилипания металла к поверхности формы, её следует обработать сажей.
- Жидкий алюминий залить в форму и дождаться полного его остывания.
Таким образом, соблюдая технология отлива деталей из алюминия в домашних условиях, можно изготовить любую вещь, не прибегая к посторонней помощи
Важно только строго следовать всем правилам и нормам безопасности
Литье из алюминия по напечатанной модели и питерский Кастомайзинг
Всем доброго времени суток, меня зовут Алексей и, прежде чем перейти к делу, немного расскажу о себе, т. к. это первый пост на 3DToday.
С 2014 года я занимаюсь 3D дизайном, проектированием, 3D печатью, ЧПУ-станками, изделиями из металла, ювелирными изделиями и немного кастомайзингом. За это время скопилось много опыта: далеко не только в 3D печати, но и в смежных технологичных сферах. Пожалуй, пришло время им делиться — так родилась идея цикла статей про использование 3D печати как одного из инструментов в цепочке производства на базе небольшой мастерской. Акцент в этих статьях будет, скорее не на том, ЧТО напечатано, а о том, что было ДО, и что происходило ПОСЛЕ непосредственно самой печати.
Весной 2021, не за долго до международного мото-форума IMIS-2018, мой друг и коллега, Алексей Черкасов, поделился со мной идеей сделать кастомный литой алюминиевый впускной коллектор на свой мотоцикл. К слову, этот проект на базе Yamaha XS650 он строил уже полгода и планировал участвовать на этом весеннем кастом-ивенте. У него было два винтажных карбюратора годов 60-70-х: Posa 35 и Lake 35. Один из них он планировал поставить на свой байк. Немного доработанный Алексеем карбюратор Lake 35:

Кстати, проект в итоге занял первое место в том году в номинации «OldSchool»:

На тот момент двигатель и новая рама были уже смоделированы в 3D, оставалось нарисовать траектории потоков воздушно-топливной смеси, посадочные крепления к двигателю, карбюратору и общую форму. Компоновка агрегатов в раме была довольно тесной, особо не развернешься, но и ничего особо сложного.3D модель нового коллектора:






![Литье алюминия дома под давлением [оборудование, формы]](https://labequip.ru/wp-content/uploads/c/1/c/c1c3a96a4ded097472414f191d862612.jpeg)





Коллектор в сборе с карбюратором:

Через пару часов после застывания смеси форма с пластиковой моделью и системой литников внутри ставится в печь на два часа при температуре 731 градус (рекомендуемая температура для используемой смеси). В процессе пластик и воск сгорают, остатки в виде золы после сгорания можно продуть из формы компрессором.Вообще, расплавленный металл лучше заливать в предварительно равномерно прогретую в печи и установленную в специальную вакуумную литейную машину форму. Но из-за отсутствия на тот момент отдельной плавильной печи для металла с тигелем, печь была занята плавлением алюминия для коллектора, а форма прогревалась газовой горелкой. В вакуумную литейную машину форму тоже было не поставить из-за размеров самой формы (машина рассчитана на менее габаритные изделия), поэтому литье производилось под атмосферным давлением. Сразу после того, как металл перестанет быть красным, форма опускается в воду, где она растворяется.Фото литого изделия без обработки, сразу после извлечения из ведра с водой, видны фрагменты литников:

Далее изделие обрабатывалось, удалялись литники, нарезалась резьба, плоскости фланцев выравнивались на фрезерном станке.

Коллектор с карбюратором после установки на мотоцикл:

Еще пара изображений для тех, кому интересно устройство карбюратора Lake 35:
Сейчас я занимаюсь разработкой и изготовлением еще одного впускного коллектора под два карбюратора Mikuni, но в этот раз для снегохода. Если статья зайдет, то расскажу подробнее как про прошлый опыт и оборудование, так и про новый опыт. В этот раз попробуем отлить его в литейной машине, а еще в мастерской появилась отдельная тигельная печь.

Если вы посчитали статью интересной, то вы знаете что делать)На все ваши вопросы постараюсь ответить в комментах и учесть их в написании следующей статьи.
Меры безопасности
Требуется использование индивидуальной защиты при плавке алюминия. Руки, лицо, открытые участки тела должны быть защищены. Рекомендуется использовать перчатки сварщика, которые выдерживают температуру больше 600 градусов. Это главное средство защиты, поскольку шансы попадания жидкого алюминия на руки самые высокие. Очки и маска предотвращают попадание раскаленных элементов в глаза. Чтобы защититься полностью, можно проводить плавильные работы в костюме металлурга с высокой огнестойкостью. Химический респиратор применяется при очистке алюминия сварочным флюсом.
Профессиональное оборудование для качественного литья высокоточных алюминиевых деталей
Чтобы получить качественные изделия, имеющие точную форму, необходимо приобрести оборудование для профессионального литья алюминия, а также спецмашины для правильного осуществления важной процедуры. При грамотном осуществлении процедуры литье деталей из алюминия используются высокопрочные профессиональные пресс-формы
Конструкции изготовлены из надежных стальных сплавов и им не страшна высокая температура плавления алюминия. Они должны иметь безупречно ровную поверхность, какие-либо деформации и искажения исключены, поскольку непосредственно влияют на качество процедуры отлив алюминия нужной формы.
Особенности прессформы:
Форма должна содержать в конструкции дополнительные механизмы, позволяющие быстро извлекать готовые изделия, имеющие высокие температуры. В состав качественной пресс-формы входят специально разработанные подвижные стержни из качественного металла, которые непосредственно нужны для формирования специальных внутренних полостей.
Преимущества оборудования для профессионального изготовления форм:
- С помощью стандартных шаблонных форм можно легко придавать любым изделиям идеально ровную поверхность;
- Выплавляемым материалам можно придавать любую геометрическую конфигурацию;
- специально разработанные механизмы позволяют без особых усилий доставать отлитые металлические изделия из форм.
В процессе качественного литья любых алюминиевых деталей и изделий используют специализированные литейные машины, а также дополнительные приспособления. При этом спецмашины могут традиционно оснащаться холодной и горячей камерой, при помощи которых реализуется основной процесс образования, а также прессования необходимой формы изделия.
Специальные горячие камеры, предназначенные для качественного и быстрого плавления любых видов металла, применяются в основном для профессионального производства сложных сплавов, основу которых составляет высокопрочный цинк.
Преимущества литья при помощи спецоборудования
- Отлив алюминия происходит под требуемым давлением. Максимальное давление в установке достигается при помощи воздуха или действия поршня. Под воздействием необходимого уровня давления формовочная смесь для литья алюминия вытесняется в специальные внутренние формы, которые заранее подготовлены.
- Профессиональные машины, в которых используется только холодное давление, в основном используют для качественной отливки изделий с применением специально разработанных медных сплавов.
Основную смесь для литья направляют в специальную поверхность формы. Процедура происходит под высоким давлением, за счет которого удается создавать заданную форму. При этом получаемое изделие не требует дополнительной обработки, и дополнительная полировка алюминия не потребуется.
Производственные машины для литья алюминия под давлением могут использоваться для отдельных видов форм. При этом спецмашины, предназначенные для профессиональной процедуры литье алюминия под давлением, могут иметь разные модели, в зависимости от главных параметров работы.
Надежное оборудование используется преимущественно на предприятиях и представляет собой специально созданные конструкции, предназначенные для качественного изготовления деталей под заказ. Таким образом, высокая цена оборудования для производственного литья алюминия полностью оправдана.
Особенности литья алюминия под давлением
Литье алюминия под давлением является одним из востребованных процессов обработки металла, из которого с помощью воздействия высоких температур создают изделия любой нужной (даже самой сложной) конфигурации. Алюминиевое литье под давлением используется на производстве для создания качественных, прочных и надежных деталей, отличающихся неповторимыми свойствами.
Описываемый процесс относится к числу полностью механизированных манипуляций, в ходе которых расплавленный металл подается в специальную разъемную форму под искусственно созданным давлением с помощью поршня, движущегося с достаточно большой скоростью.
Такой способ отливки гарантирует отсутствие усадки и высокий уровень точности выполнения работ. В процесс такого создания деталей практически исключено существование бракованных изделий. Это является одним из важнейших преимуществ описываемого процесса. Созданные таким образом детали и другие изделия нашли применение в:
Литье в песчаные формы
Для изготовления деталей литьем применяется несколько технологий. Самая простая — литье в песчаные формы:
Если требуется изготовить алюминиевую деталь простой формы, то выполнять литье можно открытым способом непосредственно в грунт — кремнезем. Изготавливают небольшую модель из любого материала: дерево, пенопласт. Устанавливают в опоку. Грунт укладывают вокруг небольшими слоями и тщательно трамбуют. После того как образец извлекают, кремнезем хорошо держит форму и литье выполняют прямо в нее.
В качестве формирующей смеси можно использовать песок, соединенный с силикатным клеем, или цемент, замешанный на тормозной жидкости. Соотношение материалов должно быть таким, чтобы если смесь сжимать, она сохраняла форму.
Видео «Литьё алюминия в земляную (песочную) форму в домашних условиях»
Для деталей сложной формы применяется иная технология.
Литье по выплавляемым моделям
Этот известный давно способ для изготовления алюминиевых изделий в домашних условиях может быть немного изменен. Принцип литья заключается в следующем:
Из легкоплавкого материала изготавливается модель. Укладывается в определенную форму, заливается гипсом. Устанавливается один литник или несколько. После того как гипс застыл, его хорошо просушивают. При высокой температуре легкоплавкий материал переходит в жидкое состояние и вытекает через литник. В полученную форму льют алюминиевую заготовку.
Рекомендуемый материал — воск, имеет один очень большой недостаток. Это высокая цена материала. Но для небольших деталей он не нанесет большого вреда семейному бюджету.
Подробности процесса можно уточнить по видео.
Видео «Литье алюминия под высоким давлением»
Таким образом, изготовить необходимую деталь из алюминия различной формы можно даже самому обычному мастеру-любителю.
Как отлить деталь сложной формы из алюминия
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.
Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.









Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.
3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.
Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс. Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали. Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.
6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 11С — один час и два часа при температуре 300С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.
Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.





