

Что такое силиконовая форма для гипса
Формы из силикона имеют много преимуществ. Во-первых, к ее поверхности не прилипает гипсовый раствор
Это очень важно, поскольку не нарушается целостность изделия. Таким образом, гипсовые поделки, вылитые в силиконовой форме, имеют идеальный внешний вид
Никакой другой материал не обладает такими свойствами. Во-вторых, силиконовая форма для гипса очень эластичная и износостойкая. Ее можно использовать много раз, не нарушая целостности. В-третьих, форма из силикона легко отделяется от застывшего изделия. Это значит, что силиконовая форма для гипса не требует смазки перед заливкой. Для мастеров это очень удобно и существенно упрощает работу.
Формы для литья бетона
Форма для бетона (или матрица)– это открытая сверху емкость, соответствующая по своим размерам и конфигурации отливаемому изделию. В нее заливается цементный раствор с добавлением (по необходимости) полимерных пластификаторов, красителей и других добавок, например, щебня мелких фракций или керамзита. Если нужно, то поверхность бетона уплотняется правилом или виброуплотнителем. После затвердевания изделия оно извлекается из матрицы или же матрица снимается с изделия
Изготовляют их из самых разнообразных материалов, иногда просто из подручных
Пластиковые формы для литья в домашних условиях
В домашних условиях для литья бетона часто применяются пластиковые формы. Популярны также силиконовые формы, их чаще используют для отливки элементов ландшафтного дизайна.
Инструменты для изготовления формы
Инструменты для изготовления матрицы зависят от ее вида.
Для производства форм из дерева или из ОСБ, вам понадобится набор плотницкого инструмента:
- рулетка;
- пила;
- топор;
- уголок;
- уровень;
- шуруповерт;
- стальные уголки или ленточные стяжки.
Набор плотницкого инструмента
Для изготовления из металла потребуется набор слесарного инструмента
- Верстак с тисками.
- Ножницы по металлу.
- Болгарка.
- Киянка и длинный уголок 50×50 для сгибов.
Верстак с тисками и иные слесарные инструменты
Для силиконовой или полиуретановой матрицы потребуются
- заливочный стол;
- устойчивый и выровненный по строительному уровню в двух плоскостях заливочный стол;
Заливочный стол
- плоские заливочные емкости;
- емкости для смешивания состава с пластификатором и заливки;
- дрель-мешалка или ручная мешалка;
- скальпель и нож для доводки деталей.
Основные виды форм
По виду формы для литья бетона разделяются на:
- Жесткие.
- Гибкие.
Жесткие матрицы делают из дерева, металла, ДСП, листового пластика.
Жесткая форма для литья бетона из дерева
В них отливают тротуарную плитку,
Гибкие формы чаще всего отливают из пластика или силикона. Их применяют для отливки искусственного камня.
Преимущество силикона заключается в его прочности и износостойкости. Силиконовые матрицы стоят дорого, но служат долго. К тому же литье к ним не прилипает даже безо всякой смазки.
https://youtube.com/watch?v=rsGvtmCdXoQ
ПО назначению матрицы различаются на:
- Для литья плитки.
- Для литья декоративных камней.
- Для литья фигурных изделий.
Формы также делятся на разборные и неразборные. Неразборные используют для отливки единственного изделия и разрушают, чтобы его извлечь.
Разборная форма для литья из бетона вазона
Разборные матрицы для литья пригодны к повторному использованию, В зависимости от прочности и износостойкости материала отливают от нескольких экземпляров до нескольких сотен изделий.
Изготовление форм в домашних условиях
Если вы решили сделать искусственный камень своими руками, матрицу для литья можно вырезать из пенопласта. Не забудьте укрепить ее, например, обмотав ее в несколько слоев скотчем.
Форму также можно самостоятельно отлить из полиуретана или силикона. Для этого придется приобрести готовые смеси и пластификаторы, самостоятельно в домашних условиях их не приготовить.
Первый шаг при создании матрицы — изготовление модели. Модель точно повторяет размеры и форму готового изделия. В качестве модели можно использовать уже отлитый образец, можно также вырезать модель из дерева, вылепить из гипса или воска.
Заливочные емкости должны быть размером с модель (или группы моделей, если форма планируется многоместная) плюс толщина матрицы. В заливочной емкости размещают модель (или модели) лицевой стороной вверх, следя за тем, чтобы расстояние до стенок от модели было постоянным. После этого в отдельной емкости (лучше всего подойдет ведро с небольшим носиком) нужно всыпать смесь в пластификатор и тщательно перемешать. Заливать модели нужно не торопясь, равномерной тонкой струйкой, обеспечивая полное смачивание моделей и стенок заливочных емкостей и избегая образования воздушных пузырей.
После полимеризации смеси остается извлечь модели — матрицы готовы к литью бетона.
Материалы для литых форм
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе
Эту форму осторожно вынимают и заливают вместо нее алюминий
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.










Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
Читать также: Метрическая резьба что это такое
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.
Алюминий – один из самых распространенных металлов на земле. Он присутствует даже в человеческом организме, так что уж говорить об окружающей действительности. В каждом доме или личном автомобиле есть алюминиевые функциональные элементы, детали или узлы, которые, увы, достаточно часто ломаются. Это мебельная и оконная фурнитура, направляющие для дверей и ставен, защелки замков и другие нужные мелочи.
Их можно заменить покупными новыми изделиями, отремонтировать или изготовить самостоятельно. В последних двух случаях и может понадобиться плавка алюминия в домашних условиях.
Приготовление силиконовой смеси для формы
Отмеряем составляющие силиконовой смеси (отвердитель и силикон) и тщательно их перемешиваем.
Для этого в емкость наливаем основной компонент и начинаем его активно мешать вращательными движениями, как сахар в стакане. Когда масса придет в движение, не прекращая мешать, понемногу вливаем катализатор.
Для полного смешивания ингредиентов хватает 1-1,5 минут. Перемешивать дольше 2-х минут не следует, смесь начнет терять свои качества.
Перемешав состав, сразу начинаем заливку.
Важно. Готовя смесь, выдерживайте рекомендованное инструкцией соотношение и температурный режим
Силикон будет тем жестче, и тем быстрее схватывается, чем больше отвердителя и выше температура. А, уменьшив количество катализатора ниже нормы можно не добиться полимеризации
Готовя смесь, выдерживайте рекомендованное инструкцией соотношение и температурный режим. Силикон будет тем жестче, и тем быстрее схватывается, чем больше отвердителя и выше температура. А, уменьшив количество катализатора ниже нормы можно не добиться полимеризации.
Чтобы силикон не прилипал к модели, мажем ее разделяющей смазкой. Состав продается готовый и, если работы много, стоит банку приобрести. Для небольших же домашних поделок в этом качестве подойдет парафин, вазелин и даже обычное мыло.
Изготовление форм
В качестве огнеупорной основы формовочных смесей применяют кварцевый песок, пылевидный кварц, плавленый кварц, электрокорунд, циркон, дистен-силлиманит, шамот, магнезит, графит. Связующими материалами служат этилсиликат, жидкое стекло, гипс.
Приготовление огнеупорной суспензии и гипсовой массы.
Огнеупорные суспензии (этилсиликаты и жидкостекольные), как правило, готовят в специальных установках.
Приготовление этилсиликатной суспензии. Для приготовления этилсиликатной суспензии рекомендуется использовать установки. У которых частота вращения крыльчатки составляет до 2500 мин-1. На практике суспензию иногда готовят вручную, если к качеству поверхности отливки не предъявляется высоких требований.
Этилсиликатную суспензию готовят двумя способами — раздельным и совмещенным.
При раздельном способе предварительно готовят гидролизрованный этилсиликат, затем в него вводят огнеупорную составляющую при постоянном перемешивании. Суспензию выдерживают в течении получаса до полного удаления из нее пузырьков замешанного воздуха.
При использовании совмещенного метода в этилсиликат сначала вводят, непрерывно перемешивая, растворитель ( гидролизный спирт, ацетон или изопропиловый спирт). Затем всыпают часть (0,7-0,8 от общего количества) огнеупорного материала и перемешивают в течении 10-15 мин. Далее вливают воду, подкисленную соляной или азотной кислотой, продолжая перемешивать в течении 30-40 мин. Наконец, добавляют оставшуюся часть огнеупорного материала и специальные добавки (глицерин, борную кислоту и др.), перемешивают еще в течении 10-15 мин.
Приготовление жидкостекольной суспензии. Для приготовления жидкостекольной суспензии в жидкое стекло добавляют сначала огнеупорную глину (глинозем или шамот, а затем пылевидный кварц. Огнеупорные составляющие вводят при непрерывном перемешивании в течении часа. Для улучшения технологических свойств в суспензию иногда добавляют 4% веретенного масла. Готовую суспензию выдерживают в течении 5-8 мин до удаления пузырьков воздуха.
Приготовление гипсовой массы. Жидкую гипсовую массу для форм, в которые заливают алюминиевые и магниевые сплавы готовят обычно в смесителях пропеллерного типа. В воду предварительно вводят замедлитель схватывания (0,15-0,30% от массы сухой смеси).
Если форма предназначена для литья магниевых сплавов, добавляют также 1% борной кислоты для предотвращения загорания магния при заливке. Кислота, кроме того, замедляет схватывание гипса.
Составы некоторых огнеупорных покрытий приведеныв таблице 3Таблица 3. Составы огнеупорных покрытий
| Заливаемые сплавы | покрытия | Состав суспензии | Закрепляющая присыпка | ||||
| Связующее | Массовая доля связующего, % | Огнеупорный материал | Массовая доля огнеупорного материала, % | Огнеупор | Размер зерна, мм | ||
| Углеродистые стали, чугун | Этилсиликатное | Гидролизованный этилсиликат | 30-40 | Пылевидный кварц | 60-70 | Кварцевый песок | 0,20-0,40 |
| Комбинированное с упрочняющим жидкостекольным покрытием | Гидролизованный этилсиликат (облицовочные слои) | 30-40 | Пылевидный кварц | 60-70 | Кварцевый песок | 0,20-0,40 | |
| Жидкое стекло (упрочняющие слои) | 40 | Пылевидный кварц + глина (Н2О до 10-15%) | 60 | Кварцевый песок | 0,20-0,40 | ||
| Титановые сплавы | Комбинированное | Гидролизованный этилсиликат | 43-48 | Электрокорунд (м5-М7-20%, М40-80%) | 52-57 | Электрокорунд | шлифзерно |
| Жидкое стекло | 40 | Электрокорунд М40 | 60 | Электрокорунд | |||
| Цветные сплавы | Гипсовая форма | Вода (99,7%), замедлитель схватывания (0,3%) | 40 | Гипс (40%), кварцевый песок (50%), асбест (10%) | 60 | — | — |
| Этилсиликатное | Гидролизованный этилсиликат (98%), борная кислота (2%) | 32 | Электрокорунд (м5 — 70%), М7-30%) | 78 | Электрокорунд | 0,40 |
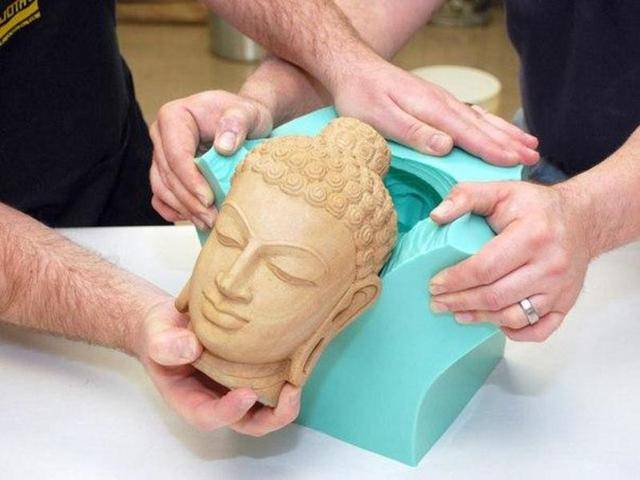
Изготовление формы из силикона Эластолюкс Платинум
На такую большую и простую фигуру можно и одинарную (цельную) форму лить и потом разрезать с одной стороны,чтоб вытаскивать. Эластолюкс очень хорошо выворачивается и гнется. Вот Эластоформ рвется. Да и разделительный состав (вазелин) в данном случае не обязателен. Я не мажу,потому что изделия после отливки окрашиваются и обезжиривать их постоянно не хочется.
Сертификат необходим при коммерческом выпуске шоколадных изделий, конфет, леденцов и пр. Если делать шоколад самостоятельно для себя, жены, ребёнка, достаточно просто использовать пищевой силикон. Угощая соседей с перфоратором необходимо подготовить формы из технического силикона.
Изготовление одинарной формы
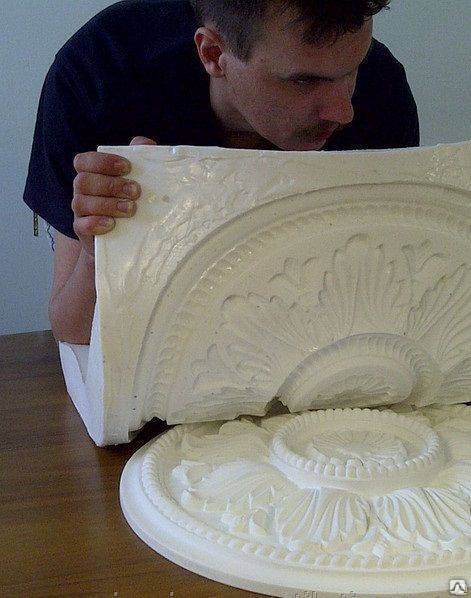
Сначала разберемся, как снять форму с элемента лепного декора.
Модель помещаем в коробку (опалубку) из дощечек, закрепив ко дну с помощью пластилина или проволочной скобой. Размеры коробки подбираем так, чтобы слой силикона между стенками и моделью был как минимум 10-15 мм. На столько же должен покрыть силикон самую высокую часть модели (рис. 1). Этот уровень приблизительно отметим на стенке коробки.
Рекомендую: Из чего построить стены пристройки
Теперь прикинем, сколько нам понадобится силиконовой смеси. Засыпаем модель чистым песком или простой солью по уровню заливки силиконом. При этом пристукиваем и встряхиваем коробку, уплотняя засыпку. Высыпаем песок в мерную емкость. Каков объем песка, столько понадобится и силикона.
Силикон льем тонкой струей, стараясь не допустить образования воздушных пузырьков. Заполнить особенно сложные места «помогаем» ему тонким гибким шпателем.
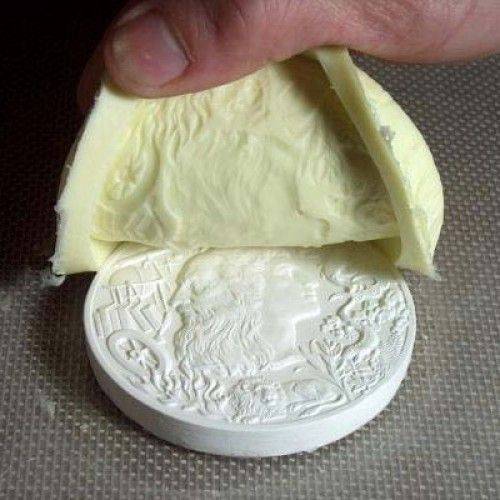
Обычно уже через 5-6 часов слепок можно аккуратно снимать, но заливать гипсом раньше, чем произойдет полная полимеризация не стоит. Как правило, это от 16 часов до суток.
Как сделать силиконовую форму для гипса
Готовые силиконовые формы можно купить в строительных магазинах. Но можно изготовить самостоятельно. В этом случае мастер имеет возможность создать форму по собственной креативной задумке.
Изготовление силиконовой формы для гипса осуществляется по определенной технологии.
Сначала нужно сделать контейнер для заливки. Для этого можно использовать дерево, ДСП, стеклопластик и любой другой материал. Или можно взять уже готовую емкость. Затем следует тщательно склеить детали формы, чтобы они хорошо держались и не было щелей.
На следующем этапе нужно взять скульптурный пластилин и равномерно выложить до половины контейнера. Делать это следует аккуратно, чтобы поверхность была гладкой и без дефектов.
Затем в пластилин надо поместить модель, под которую делается форма
Очень важно в пластилине сделать карандашом небольшие дырочки, чтобы во время отливки не смещались части формы
Теперь нужно измерить объем требуемого силикона. Подсчитать количество необходимого материала можно по размерам контейнера.









Затем нужно смазать поверхность модели мыльным раствором или восковой смазкой. Для создания силикона нужно смешать жидкий раствор диоксида кремния и кислотный отвердитель согласно инструкции на упаковке и вылить массу тонкой струей на пластилин с моделью. Когда верхняя часть формы затвердеет, можно удалять пластилин. Но делать это следует аккуратно, чтобы не повредить поверхность формы.
Теперь нужно вновь смазать поверхность модели и формы, приготовить силиконовую массу и сделать форму для верхней части модели.
Силиконовая форма для гипса готова.
Тонкости технологии
Технология художественного литья латуни схожа с изготовлением изделий из бронзы. Она имеет некоторые тонкости, о которых следует поговорить до начала работы с материалами:
- Прежде чем сделать отливку необходимо выбрать расходные металлы, расплавить их. Для этого используются разные виды печей. Благодаря низкой температуре плавления, изготовить конструкция для плавки можно самостоятельно. Она будет состоять из газовой горелки, термоустойчивой емкости.
- Важный этап во время изготовления изделий — заливание расплавленного сырья в подготовленную заранее форму. Продолжительность процедуры не более 2 минут. Если выполнять заливку неправильно, изделие может получить раковины из шлака, пригары, углубления, спаи. Готовая деталь будет испорчена или потребует дополнительной обработки.
- Охлаждаться сплав должен равномерно, без использования охлаждающих жидкостей.
- Деталь после извлечения из формы требует дополнительной обработки. После литья на ней остаются литники, заливы, выпоры, прибыли. Их необходимо убрать.
Нельзя забывать про то, что формы бывают многоразовые, одноразовые. Из первых заготовки извлекаются клещами. Вторые разбиваются молотом.
Процесс литья из гипса
Процесс литья из гипса состоит из нескольких этапов. Само литье в гипсовые формы занимает минуты, гораздо больше времени уходит на подготовительные и завершающие операции. К подготовительным относятся:
- Изготовление модели изделия.
- Проектирование и изготовление формы, или опоки.
- Подготовка материалов для литья смазывания формы.
Процесс литья из гипса
Проверьте, чтобы все необходимые материалы, оборудование и инструменты были под рукой, отмыты и очищены после прошлого раза. Счет при отливке идет на минуты.
Непосредственно перед литьем в гипс следует произвести смазывание опоки и смешивание раствора для литья. Заливать растров в отверстие следует тонкой струйкой, обязательно давая воздуху возможность выйти. После заливки форму надо повращать и слегка потрясти, чтобы добиться максимального прилегания раствора к мелким деталям рельефа.
Завершающие операции не менее важны. Они так же определяют качество изделия. К ним относятся
- Сушка (при естественной температуре или на радиаторе). Слишком быстрая сушка может привести к растрескиванию отливки.
- Разборка формы. Если она плохо отходит от изделия, можно легонько обстучать ее деревянным или резиновым молоточком.
- Удаление литников и доработка деталей готового изделия.
- Очистка опоки (если планируется еще одна или несколько отливок).
Литье в гипсовые формы немного отличается от литья в формы из силикона. Силикон не нуждается в смазке, он упруг и из него легче извлекать отливку, к тому же он дает больше возможностей для проработки деталей.
Преимущества силикона
Как было уже сказано, для изготовления формочек используют силикон в виде двухкомпонентного состава. Им очень удобно пользоваться, так как все манипуляции сводятся к перемешиванию компонентов и последующей заливке. Полученный состав не дает усадки, поэтому форма и объем жидкой консистенции полностью сохранится после затвердевания.
Полезно узнать > Как правильно развести эпоксидный клей, какие нужно соблюдать пропорции

Тот факт, что работать с силиконом можно при комнатной температуре, существенно облегчает задачу мастера. Еще одним неоценимым достоинством является универсальность материала. Он остается абсолютно безопасным даже при повышенной температуре, что позволяет использовать молды для запекания или приготовления кондитерских изделий.
Зачастую неопытные мастера стараются еще больше сэкономить, покупая не сам силикон, а герметик на основе силикона. При смешивании с гипсом образуется однородная масса, которая также способна застывать и сохранять свою форму.

Однако такие эксперименты лучше не проводить. Гипс имеет мелкозернистую структуру, поэтому даже при правильной заливке глянцевой поверхности не получить. Если в гипссодержащий молд налить эпоксидную смолу, то полученную заготовку придется долго полировать. Консистенция двухкомпонентного силикона дает отличный глянец внутри формы.
Клеевые формы
Клеевые формы делают из желатина или столярного клея открытым или закрытым способом. Сначала готовят клей. Желатин (7 кг) заливают теплой водой (0,5 л) и выдерживают 20-30 минут, пока он разбухнет. Плитку столярного клея разбивают молотком на мелкие куски и вымачивают их в течение суток в воде, меняя ее 2-3 раза, затем, добавив 1,5 л горячей воды, варят на водяной бане до готовности. Клееварка должна быть плотно закрыта крышкой. В конце варки добавляют 300 мл воды и 500 г технического глицерина.

Клеевую форму открытым способом готовят следующим образом. Модель раствором гипса прикрепляют к гипсовой плите, вокруг нее устанавливают деревянные бруски-бортики с небольшим наклоном внутрь. Модель, плиту и бортики покрывают 1-2 раза лаком. Когда лак подсохнет, смазывают смазкой и оставляют на 12 часов. Затем модель обливают клеем (посуду с ним держат над моделью в 10 мм).
Через сутки убирают бортики, с модели снимают клеевую форму. На форму слоем не более 3 см наносится гипсовый раствор – получится кожух, верх которого делают плоским, чтобы его можно было поставить на стол при изготовлении отливок.
Через час кожух снимают с формы. На нем останутся два «замка» в виде выпуклостей там, где были вырезаны предварительно углубления-метки на форме (как при изготовлении гипсовой формы). Затем кожух внутри 2-3 раза покрывают лаком, чтобы форма плотно лежала в нем. Саму форму обезжиривают тальком, квасцами или формалином.
Клеевая форма закрытым способом. Сначала подготавливается модель. Модель из мрамора, кости, дерева, бронзы предварительно следует покрыть густой мыльной пеной, хрупкое изделие, например, из терракоты, — обернуть фольгой, обычную модель накрывают кусочками влажной бумаги.
Подготовленную модель облепливают глиной слоем в 1 см, хорошо выравнивают ее поверхность, покрывают стеариновой смазкой и делают в глине углубления-метки для фиксации кожуха. Затем модель сверху заливается гипсовым раствором — это и будет кожух. Через час кожух можно снять, внутри его следует покрыть шеллачным лаком.
В самых высоких местах кожуха просверливают одно отверстие (суженное наружу) диаметром 4-5 мм для воронки, и второе диаметром 3-4 мм для выхода воздуха. Затем модель (уже без глины) накрывается кожухом и в пространство между кожухом и моделью через воронку заливается клей (при температуре 55°С).
Этот слой клея и образует форму. Через сутки кожух снимают, а форму разрезают специальным ножом (на конце лезвия ножа есть изгиб под углом 120°), на одной стороне формы получается углубление, на другой — выпуклость, что предохраняет части формы от сдвига при изготовлении уже самой копии модели.
Необходимое оборудование и материалы
Для отливки изделий из гипса не требуется высокопрофессиональное оборудование. Процесс вполне доступен в любительской домашней мастерской.
Важно: подготовка, сам процесс литья и завершающие операции связаны с появлением большого количества пыли. Обязательно должна быть обеспечена качественная вентиляция и уборка помещения
Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики. Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской.
Формы для отливки из гипса
Основным оборудование является форма для отливки. Для ее изготовления сначала следует подготовить модель изделия. Для этого подходит пластилин, полимерная глина, любой пластичный материал. Если делают копию, то моделью является сам оригинал. Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Важно правильно подобрать материал для опоки. Если готовится маленькая формочка для литья кулона или деталей масштабной модели техники — подойдет жесткий картон
Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса.
Опока из жесткого картона для литья из гипса
- Емкость для смешивания гипса с водой.
- Стакан с носиком для заливки гипса.
- Резинки для стягивания частей формы.
- Кисточки для смазки.
- Дрель для сверления отверстий.
- Шпатели и ножи.
- Картон и скотч.
Гипс для литья следует выбирать самый лучший. Строительный алебастр можно применять, в крайнем случае, его лучше просеять через сито 0.2 мм, убедиться в том, что он достиг «пуховой» консистенции, не содержит комочков и посторонних включений.
Смазка формы для литья из гипса
Смазку для формы можно приобрести готовую, а можно изготовить самостоятельно из натертого на терке детского мыла, воды и подсолнечного масла.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.





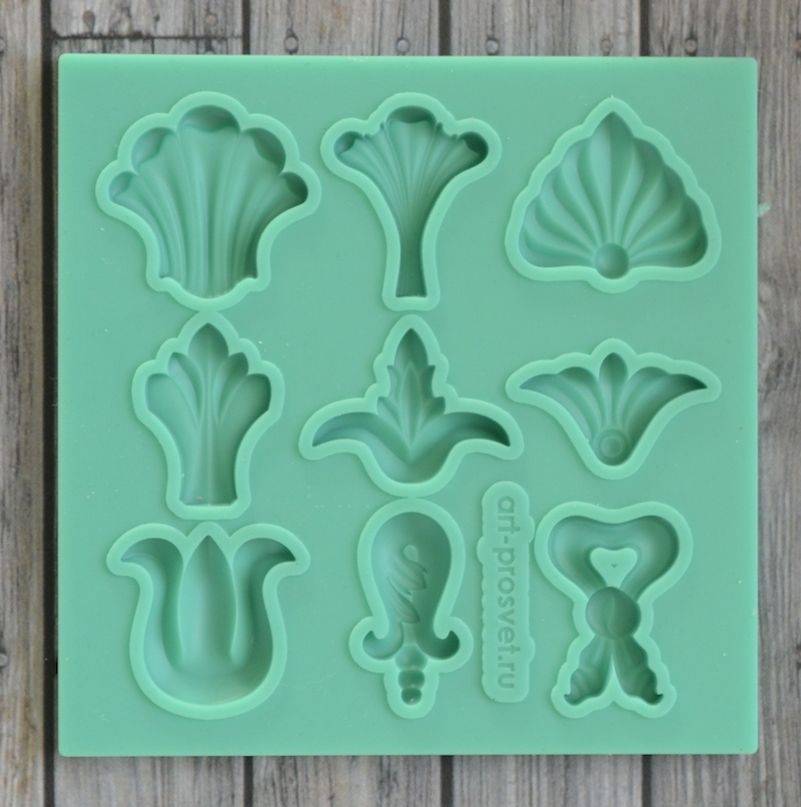


Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Как сделать форму из гипса: пошаговая инструкция
- Шаг 1. Готовим емкость для заливки гипсом или делаем ящик из досок. При изготовлении деревянного ящика для заливки имейте в виду, что все стыки нужно проклеить. Для этого подойдет клеевой пистолет. Гипс легко найдет любую дырочку и трещинку, воспользуется лазейкой и будет вытекать. Можно сделать опалубку – ящик без дна. В этом случае деревянная заготовка ставится на лист фанеры или ДВП и понизу тщательно обмазывается пластилином, чтобы не было щелей.
- Шаг 2. Перед тем как заливать гипс, емкость нужно смазать. Для этой цели вам и потребуется мыло, масло или жидкий воск. Лучший вариант – жидкое мыло. Мазать нужно обильно, чтобы после высыхания слепок легко отделился от стенок емкости. Для этого вам понадобится кисть.
- Шаг 3. Заливаем первую половинку формы. Есть два варианта. В первом случае на дно емкости наливается тонкий слой гипса и оставляется до застывания. Естественно, придется заранее изготовить небольшую порцию раствора для этой цели. Когда смесь застыла, на нее помещают модель, тщательно смазывают ее мылом и заливают свежим гипсом до половины. Во втором случае вместо основы из гипса используют слой пластилина.
Шаг 4. Итак, после застывания форму извлекают, и аккуратно достают из нее модель. Если использовался пластилин, соприкасающиеся плоскости будут неровными. Для выравнивания можно использовать кусочек пильного полотна. Зубчиками нужно аккуратно снимать небольшие слои, после поработать наждачной бумагой. В конце работы нужно сделать так называемые «замки» по поверхности формы. Видели, как сцепляются детали конструктора «Лего»? Вот по этому принципу и будут совмещаться обе детали формы. На поверхности в нескольких местах делаются углубления – плавные ямки.
- Шаг 5. Изготавливаем вторую часть формы. Теперь нужно пройтись по полуформе кистью, стряхнуть пыль и мелкие кусочки. Смазать емкость, и поместить заготовку в нее. Положить в форму модель, также все смазать. Залить гипсом так, чтобы смесь покрывала образец слоем, толщиной около двух сантиметров. После того, как гипс затвердел, можно извлекать прототип.
- Шаг 6. Выпиливаем на обеих частях формы отверстие для заливки. Далее ей нужно дать просохнуть в течение суток. Потом форму нужно промыть теплой водой и снова просушить. Готово! Теперь вы знаете, как сделать форму для литья из гипса.
Особенности производства профессиональных форм в домашних условиях
Применение специальных машин для процедуры литья и изготовления алюминия своими руками нецелесообразно не только в экономическом плане, но также и в виду сложности высокоточной технологии. Также спецоборудование, работающее под определенным уровнем давления, имеет слишком крупные габариты и не подходит для домашнего применения.
Как расплавить алюминий в домашних условиях?
Существует необычный метод изготовления формы, называемый «литье в землю». Процедура позволяет получать детали непосредственно в «домашних» условиях. С помощью удобного метода можно осуществлять литье алюминия в домашних условиях. Качественные формы можно сконструировать из высокопрочного цемента. Также используют гипсовые модели форм, которым легко можно придавать любую заданную форму. При помощи высокоточных форм можно смело осуществлять литье алюминия на заказ.
Стоит отметить, что самым важным показателем правильно организованного процесса литья в непроизводственных условиях является степень усадки металла. Небольшие детали выплавляют в специальной форме, придать форму которой можно с помощью специального воска
При этом формы, предназначенные непосредственно для литья алюминия, важно предварительно обрабатывать и наносить специальное масло. После изготовления необходимой детали проводят процедуру чернение алюминия, которая производится при помощи специального раствора
Технология литья алюминия в домашних условиях: порядок основных действий
Предварительно необходимо тщательно подготовить форму. Также при использовании метода «литье в землю» необходимо тщательно проверить уровень оптимального углубления и убедиться, что он в точности повторяет форму необходимой детали.
Необходимо контролировать степень усадки, поскольку именно от этого будет зависеть качество процедуры плавка алюминия в домашних условиях.
Для того чтобы усадка была минимальна, необходимо непосредственно на форме выполнить из глины специальный кант небольших размеров.
Для правильного осуществления процедуры
следует использовать качественную стальную емкость, а также печь для литья алюминия
Также необходимо купить алюминий для литья в требуемом количестве, обращая внимание на его качество.
При правильной организации процесса процедура формовочное литье алюминия своими руками не займет много времени, при этом качество получаемых деталей будет выполнено на высоком уровне. Главное в процедуре литья алюминия в домашних и производственных условиях — грамотное соблюдение технологии, которая гарантирует высокое качество получения идеальной поверхности будущей детали.





