

Металлургическая продукция
Определения литья в землюОпределим, какими терминами называют литейную технологию заливки металла в формы на основе песка. Аналогичными считаются формулировки: — Литье в песчаные формы, смеси;— Литье в песчано-глинистые формы, смеси;— Литье в землю.Все эти термины обозначают одну и туже технологию литья. Применение далее любого из названий, будем считать аналогами.
Литейная продукция
Литье в песчаные формы – метод литья металлов и сплавов, при котором расплавленный металл заливается в форму сделанную из плотно утрамбованного песка. Для связи песчинок между собой, песок смешивают с глиной, водой и другими связующими материалами.Более 70% всех металлических отливок производится с помощью процесса литья в песчаные формы.Основные этапы
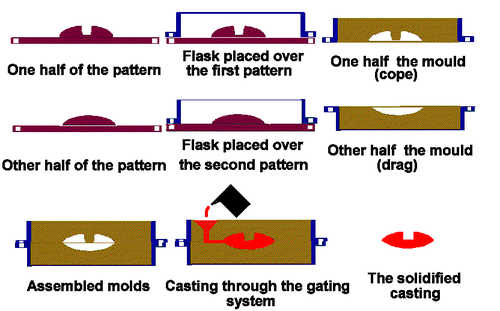
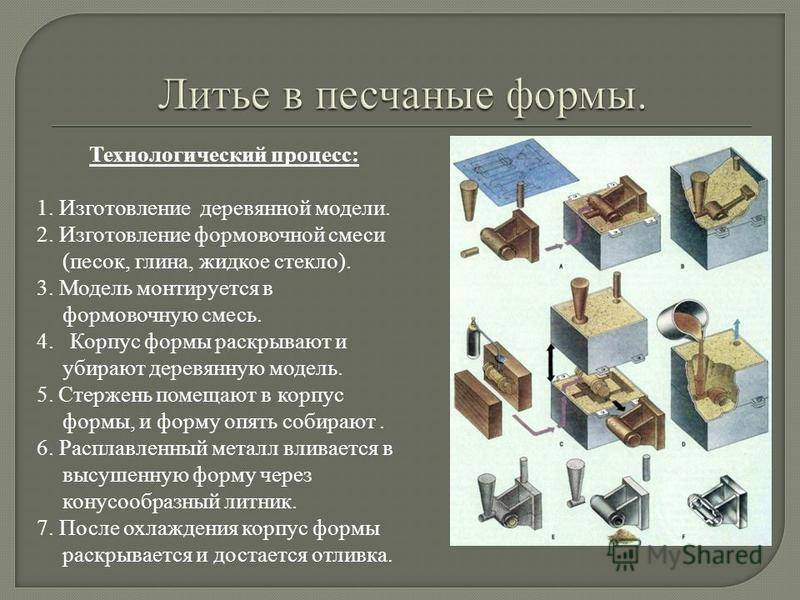
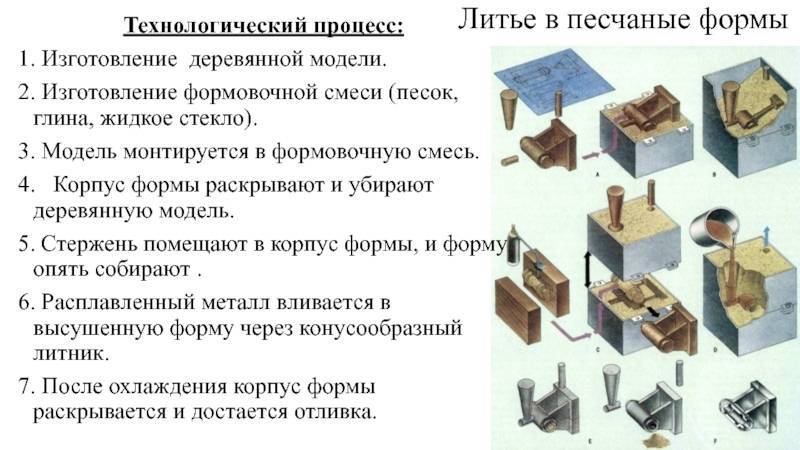
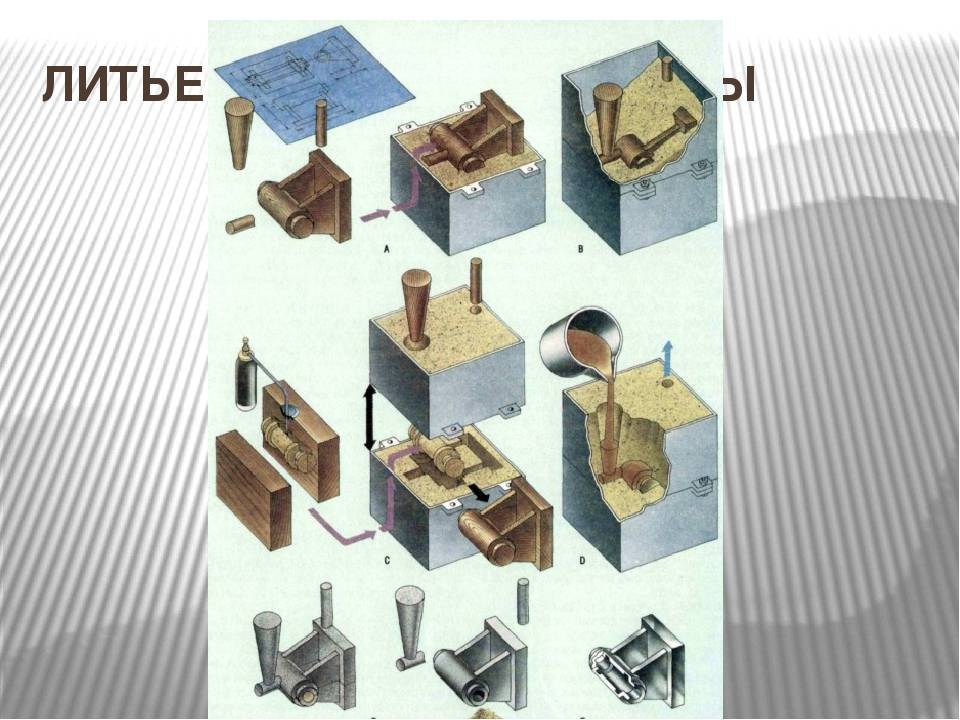
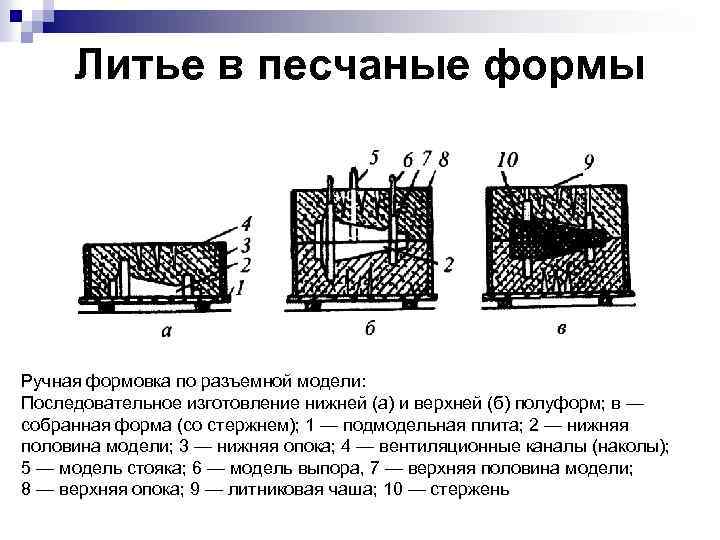
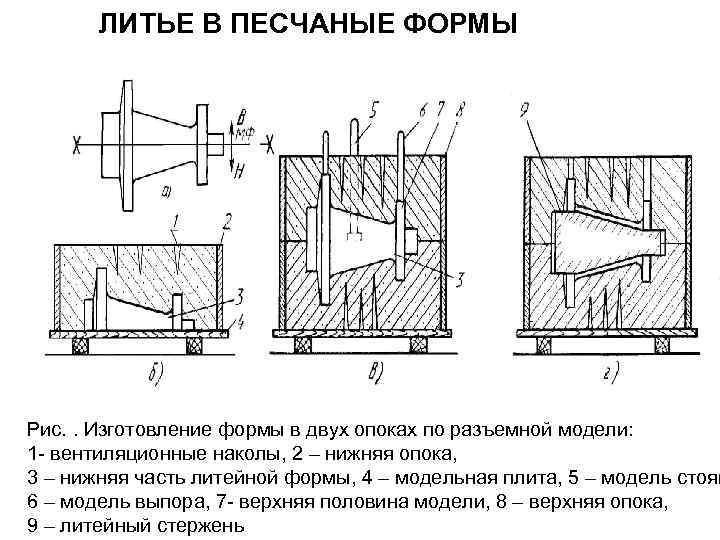
Есть шесть шагов в этом процессе: -Поместить модель в опоку с песком, чтобы создать форму. -В необходимых местах присоединяются литниковая система и выпоры. -Удалить из опоки модель и соединить полуформы. -Заполнить полость формы расплавленным металлом. -Выдержать застывающий металл в опоках согласно технологии.-Выбить отливку и освободить от литников и выпоров.
Процесс литья
Литье в песчано-глинистые формы включает в себя несколько последовательных этапов:
- Разработка литейной формы, расчет технологии ее изготовления, выполнение чертежей.
- Изготовление натурной модели детали в соответствии с чертежами. Изготовление сопутствующей оснастки.
- Изготовление составляющих частей формы, стержней с применением соответствующих смесей.
- Сборка конструкции и установка стержней, литниковой системы, выполнение прибылей.
- Заливка расплавом металла, выдержка времени на затвердевание и остывание металла.
- Освобождение заготовки, очистка поверхности от остатков формовочной смеси.
- Удаление литников, зачистка облоя, обработка необходимых поверхностей.
МАРКИ
1.1. Формовочные пески в зависимости от массовой доли глинистой составляющей (частиц глинистых материалов и обломков зерен кварца и других минералов размером менее 0,02 мм) подразделяют на кварцевые (К), тощие (Т) и жирные (Ж).
Кварцевые и тощие формовочные пески подразделяют на группы в зависимости от массовой доли глинистой составляющей, диоксида кремния, коэффициента однородности и среднего размера зерна, жирные – от предела прочности при сжатии во влажном состоянии и среднего размера зерна.
1.2. Кварцевые пески содержат до 2,0 % глинистой составляющей.
Группы кварцевых песков приведены в табл. – .
Таблица 1
Массовая доля глинистой составляющей, %, не более | |
1 | 0,2 |
2 | 0,5 |
3 | 1,0 |
4 | 1,5 |
5 | 2,0 |
Таблица 2
Массовая доля диоксида кремния, %, не менее | |
К1 | 99,0 |
К2 | 98,0 |
К3 | 97,0 |
К4 | 95,0 |
К5 | 93,0 |
Таблица 3
Коэффициент однородности, % | |
О1 | Св. 80,0 |
О2 | От 70,0 до 80,0 |
О3 | » 60,0 » 70,0 |
О4 | » 50,0 » 60,0 |
О5 | До 50,0 |
Таблица 4
Средний размер зерна, мм | |
01 | До 0,14 |
016 | От 0,14 до 0,18 |
02 | » 0,19 » 0,23 |
025 | » 0,24 » 0,28 |
03 | Св. 0,28 |
1.3. Тощие пески содержат от 2,0 % до 12,0 % глинистой составляющей.







Группы тощих песков приведены в табл. – .
Таблица 5
Группа | Массовая доля глинистой составляющей, %, не более |
1 | 4,0 |
2 | 8,0 |
3 | 12,0 |
Таблица 6
Массовая доля диоксида кремния, %, не менее | |
Т1 | 96,0 |
Т2 | 93,0 |
Т3 | 90,0 |
Таблица 7
Предел прочности при сжатии во влажном состоянии, МПа | |
Ж1 | Св. 0,08 |
Ж2 | От 0,05 до 0,08 |
Ж3 | » 0,05 |
1.4. Жирные пески содержат от 12,0 % до 50,0 % глинистой составляющей.
Группы жирных песков приведены в табл. и .
1.5. Обозначение марок кварцевых и тощих песков состоит из обозначений групп по массовой доле глинистой составляющей, массовой доле диоксида кремния, коэффициенту однородности и среднему размеру зерна.
Пример. 2K1O302 – кварцевый формовочный песок с массовой долей глинистой составляющей от 0,2 % до 0,5 %, массовой долей диоксида кремния не менее 99,0 %, коэффициентом однородности от 60,0 % до 70,0 % и средним размером зерна от 0,19 до 0,23 мм.
(Поправка).
1.6. Обозначение марок жирных песков состоит из обозначений групп по пределу прочности при сжатии во влажном состоянии и среднему размеру зерна.
Пример. Ж2016 – жирный формовочный песок с пределом прочности при сжатии во влажном состоянии от 0,05 до 0,08 МПа и средним размером зерна от 0,14 до 0,18 мм.
Подготовка материалов для литья
На первом этапе требуется подготовить алюминиевый лом
Важно понимать, что алюминий бывает разных видов, например, если взять проволоку, то может попасться та, что очень легко гнется, а можно выбрать практически не поддающуюся физическому воздействию
Второй этап заключается в подборе гипса. Именно из него изготавливается форма, если работы идут на дому. Наиболее выгодная марка – гипсовая. Однако стоимость такого продукта довольно высока и найти его бывает непросто, поэтому допускается использование белого гипса.
Его покупка возможна в любом магазине строительных материалов. Но остерегайтесь такого материала, как алебастр. Он крайне похож на гипс и именно его может посоветовать продавец в качестве замены, однако, для наших целей его применение невозможно.
На третьем этапе нужно подобрать воск, именно он является лучшим вариантом для литья деталей малого размера
Чистый воск стоит довольно дорого и его покупка возможна лишь в больших объемах, что не имеет никакого смысла, поэтому лучше всего приобретать обычные свечи, неважно какого вида. Именно при помощи их и будет происходить изготовления пресс форм
Последнее, что нам понадобится это емкость для растапливания алюминия, сделанная из чего-то прочного, ведь ей предстоит выдержать нагревание до высоких температур. А также нельзя обойтись без главного – источника температуры.
Для этого можно использовать что угодно, хоть газовый горн, хоть самодельную печь, это неважно. Все, что нам требуется – достичь нужной температуры
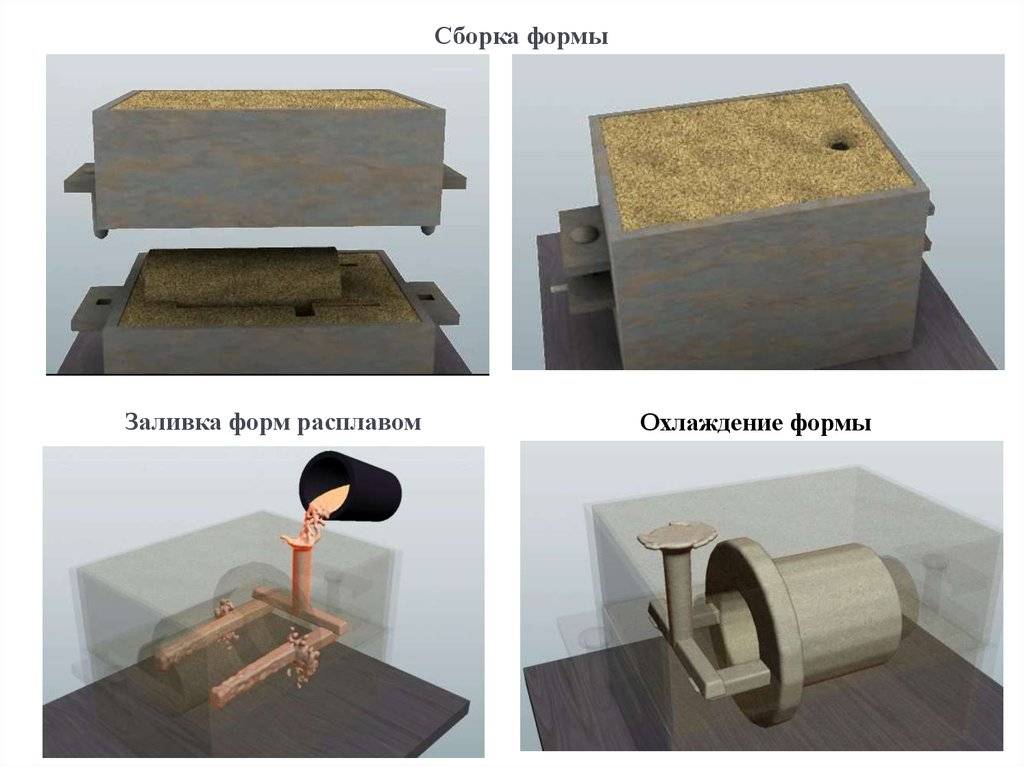
Заливка форм
Перед заливкой металла в форму ее собирают. Сначала сжатым воздухом из формы выдувают пыль и сор. Устанавливают стержни. Нижнюю полуформу накрывают верхней. Опоки скрепляют друг с другом или на верхнюю опоку устанавливают груз, после чего форма готова к заливке.
Заливка в зависимости от технологического процесса производства отливок может производиться в неподвижную форму или форму, движущуюся по конвейеру. На движущемся конвейере заливку осуществляют со специальной платформы, которая движется синхронно и параллельно с конвейером. Жидкий металл заливают в форму из литейных ковшей, как правило, чайникового типа или через заливочно-дозирующие устройства.
В зависимости от размера отливаемых деталей ковши имеют емкость: ручные до 60 кг, монорельсовые до 1 т, крановые 3 – 100 т. На рис. 153 представлена схема поворотного ковша ручного типа.
Рисунок 153 — Литейный ковш чайникового типа
Ковш подвешен на траверзе подъемного устройства, которое перемещает ковш от плавильной печи к участку заливки. Ковш имеет носок 1, через который струя металла поступает в форму. Наклон, поворот ковша осуществляется с помощью ручного штурвала 2 с червячным самотормозящимся механизмом 3. Для того чтобы задержать при разливке шлак и не допустить попадания его в форму, перед носком в ковше устанавливают перегородку, задерживающую шлак.
На рис. 154 представлена схема стопорного ковша. Такие ковши могут иметь значительную емкость. В днище ковша установлен стопорный стакан с отверстием 2, на стопорном стержне 3, защищенном от воздействия расплава огнеупорными стопорными катушками, на конце навинчивается стопорная пробка 1, достаточно плотно притертая к стопорному стакану.
При нижнем положении стопорное отверстие плотно закрыто и не допускает вытекания жидкого металла. При подъеме стопорного стержня вверх, который осуществляется вручную с помощью рычажного механизма 4, открывается проход для расплава, и металл поступает из ковша в форму.





При разливке из стопорного ковша в форму поступает струя металла без шлака, так как шлаковый слой располагается над металлом. Еще более совершенным является ковш с шиберным затвором, располагающимся под днищем ковша. Основой шиберного затвора являются две огнеупорные плиты, одна из которых неподвижная, другая подвижная. В одном положении отверстия в плитах не сообщаются друг с другом и затвор в этом случае закрыт, в другом случае отверстия сообщаются друг с другом и затвор открыт. Подробнее об устройстве такого ковша сказано в разделе сталеплавильного производства (разливка стали). При производстве мелкого литья на конвейере металл из печи выпускают в раздаточный ковш большой емкости, а из него уже по мере надобности переливают в разливочные небольшие ковши.
Небольшие ковши емкостью до 500 кг футеруют обмазкой огнеупорным составом из кварцевого песка и глины или из кварцевого и шамотного порошка и глины. Ковши большей емкости футеруются шамотным кирпичом.
Автоматические заливочно-дозирующие устройства
Эти устройства одновременно выполняют заливку металла и дозирование порции расплава. В электромеханических устройствах дозирование порций металла регулируют наклоном ковша или открыванием стопора или шибера. В пневматических устройствах порцию расплава вытесняют из промежуточного ковша-копильника сжатым воздухом. Изменяя давление газа, регулируют объем заливаемого в форму металла, рис. 155.
Рисунок 155 — Заливочно-дозирующий агрегат с пневмоустройством для выдачи порции металла
Большое значение при заливке металла имеет температура расплава. Заливаемый в формы металл всегда перегрет над температурой ликвидуса, т.е. температурой начала кристаллизации. Величина перегрева зависит от его влияния на структуру и механические свойства готового металла, от толщины стенок и размера отливки, свойств материала формы, жидкотекучести сплава. Основное требование состоит в том, чтобы расплав заполнил все полости формы. Для низкоуглеродистых и углеродистых сталей достаточен перегрев в 30 – 60 °С, для тонкостенных отливок он увеличивается до 100 °С, еще выше перегрев для высоколегированных сталей. В среднем температура заливки стали изменяется от 1520 °С до 1620 °С.
При отливке чугунных деталей температура разливки 1300 – 1450 °С, перегрев составляет сотни градусов; при отливке деталей из ковкого и высокопрочного чугуна перегрев выше на 60 – 70 °С. Латунные и бронзовые отливки отливают из металла, перегретого на 100 – 200 °С при 1000 – 1200 °С, а алюминиевые и магниевые сплавы при 700 – 800 °С.
Литье в песчано глинистые формы
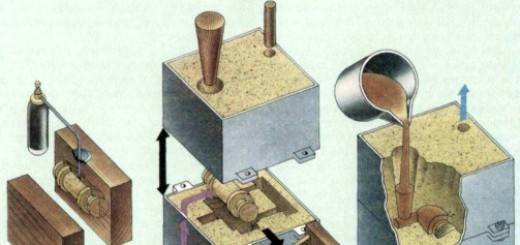
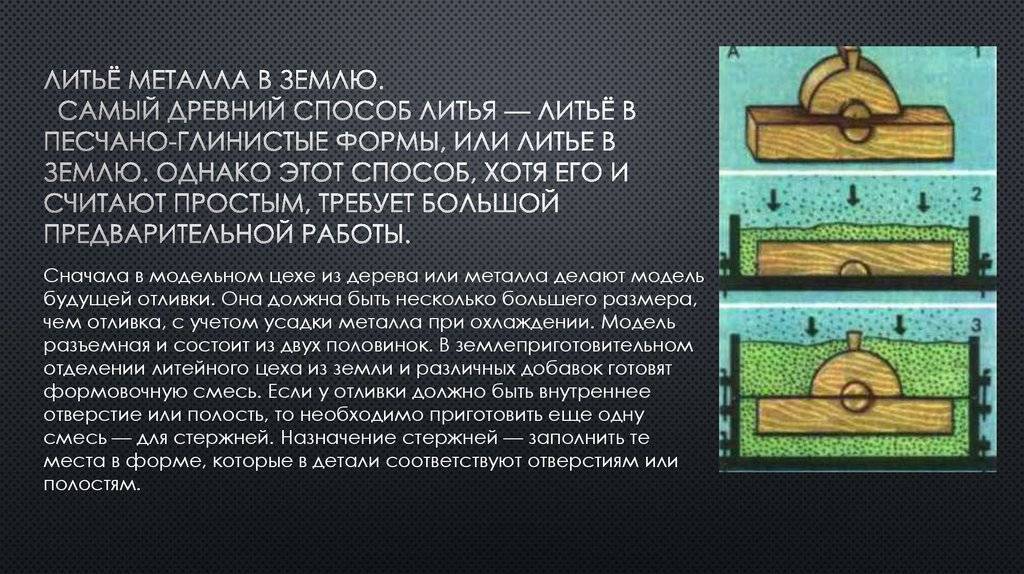
Одним из первых методов выплавки металла, освоенных человечеством, было литье в песчано-глинистые смеси, «землю». При этом виде литья, в данной смеси, состоящей из песка, глины и воды образуют форму.
Песок имеет свойство уплотняться, а глина придает единообразную структуру, тем самым сохраняется приданная смеси форма модели изделия. Модель изделия изготовляют из материала из которого проще всего подготовить модель, но обычно изготавливается из дерева, при серийном производстве, когда модель используется часто, для того чтобы сохранить размеры и поверхность модели, ее изготовляют из прочным материалов, обычно это алюминиевые сплавы.
Особенностью такого метода получения формы является необходимость извлечения модели, что является и главным недостатком. Поэтому формовка обычно осуществляется в двух полуформах, для чего используются специальные ящики без дна (опоки). Для извлечения модели из смеси на ней выполняют специальные формовочные или литейные уклоны, обеспечивающие удобный выем изделия или стержня из формы.
При подготовки чертежа модели для формовки, учитывают особенности формовки, изменение размеров изделия в процессе остывания, припуски на последующую обработку, и т.д. Модель всегда больше изделия на величину усадки и последующей обработки и выполняется разъемной по одной или нескольким плоскостям для удобства выема ее из формы.
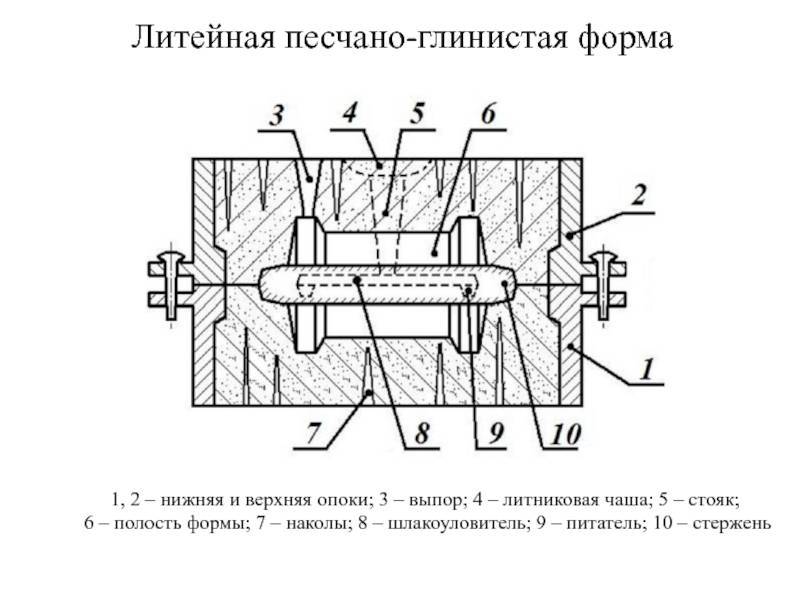
При изготовлении формы следует учитывать каналы потока хода расплавленного металла, по которым жидкий металл будет заливать полость формы заполняя ее равномерно — литниковая система. Стоит при проектировании формы учитывать разветвленность каналов, чтобы металл равномерно распределялся по всей форме, не застаиваясь и не остывая в какой то определенной зоне.
Для предотвращения образования усадочной раковины на теле заготовки, в форме делают специальную полость, объем которой может быть достаточно велик (иногда больше, чем объем самой формы для изделия). Этот объем заполняют расплавленным металлом, но делают это так, что бы он застывал в последнюю очередь, таким образом образование раковины происходит в нем. Эта часть отливки называется ”прибыль” и после извлечения отливки из формы должна быть отрезана или удалена при последующей механической обработке.
Литье в песчано-глинистые формы до начала 21 века был самый распространенный вид литья (более 90% изделий по массе, производили в промышленности, этим способом) в современной промышленности лидирующее место заняло литье по газифицируемым моделям.
Оба вида литья применяется как в частных мастерских при индивидуальном производстве, так и в массовом производстве.
Особенности литья в песчано-глинистую форму:
- В качестве материала отливок используется серый чугун, обладающий хорошей жидкотекучестью и малой усадкой (1%), малоуглеродистая сталь (
Свойства
К основным характеристикам данного строительного материала относят:
- прочность – смесь обладает высокой плотностью и практически не поддается разрушению;
- пластичность – масса имеет склонность к деформации, это обусловлено наличием глинистых вкраплений;
- текучесть – смесь обладает способностью равномерного распределения внутри емкости или ящика для литья;
- газопроницаемость – материал способен «избавляться» от избыточного воздуха и газов, которые образуются при заливке;
- огнеупорность – формовочный песок обладает повышенной стойкостью к высоким температурам.

Кроме того, к его основным свойствам относят:
- однородность;
- высокую сорбционную способность;
- химическую стойкость;
- повышенную сыпучесть и пористость структуры.

Кроме того, формовочный материал делят на два типа (обозначенные буквами А и Б). К первой относится разновидность с большим остатком на крайнем верхнем сите, на нижнем – к категории Б. Также различаются природные и обогащенные пески. Последние получают путем специальной обработки, удаляя из природного песка глину и ненужные примеси.

Литейная продукция
Литье в песок или землю применяют для производства множества деталей. Для удобства потребителей их можно систематизировать в несколько групп.Группа А – к этой группе относят отливки простой формы – кольца, колеса, маховики и пр.Группа Б – к этой группе относят элементы арматуры, подшипниковые корпуса, сложные поверхности с тупым или острым углом.Группа В – она включает в себя заготовки для зубчатых колес, станины, кожуха и пр.Группа Г – это отливки для производства станочных станин, сложные корпусные детали.Группа Д – это отливки, которые получают методом формования по модели.
Таким образом, можно сделать вывод, что в формы из песка можно выполнять отливку и канализационных люков, и детали со сложной геометрической формы, например, кожуха ступеней компрессоров и пр.При проектировании формы из песка, конструктор должен учитывать то, что в том направлении куда будет извлекаться готовая отливка не должна иметь никаких препятствий в виде выступающих стержней и пр.
Что такое литье в песчаные формы?
Литье в песчаные формы, также называемое литьем в песчаные формы, представляет собой процесс литья металла, в котором в качестве материала формы используется песок. Выражение «литье в песчаные формы» также может относиться к продукту, созданному в процессе литья в песчаные формы. Другими словами, форма, которую я сделал из прессованного песка
Мы также можем определить это как производственный процесс, при котором жидкий металл заполняется лишнее отверстие песчаной формы либо под действием силы тяжести, либо с применением силы, где он затвердевает, образуя форму полости.
В соответствии с литье металла исследование , 60% металлических отливок производится методом литья в песчаные формы. Это просто показывает, насколько этот метод производства металлов очень популярен во всех спектрах.
Методы исправления дефектов
Незначительные дефекты исправляют заделкой замазками или мастиками, пропиткой различными составами, газовой или электрической сваркой.
Заделка замазками или мастиками – декоративное исправление мелких поверхностных раковин. Перед заполнением мастикой дефектные места очищают от грязи, обезжиривают. После заполнения исправленное место заглаживают, подсушивают и затирают пемзой или графитом.
Пропитывание применяют для устранения пористости. Отливки на 8-12 часов погружают в водный раствор хлористого аммония. Проникая в промежутки между кристаллами металла, раствор образует оксиды, заполняющий поры отливок.
Газовую и электрическую сварку применяют для исправления дефектов на необрабатываемых поверхностях (раковины, трещины). Дефекты в чугунных отливках заваривают с использованием чугунных электродов и присадочных прутков, в стальных отливках – электродами соответствующего состав
Основные рекомендации по выбору способа литья
При сравнении различных способов литья необходимо учитывать следующие факторы.
1. Технологические свойства сплава.
Литье в металлические формы нежелательно применять:
— при пониженной жидкотекучести металла, т.к. высокие скорости охлаждения приводят к быстрому остыванию и кристаллизации расплавленного металла, что может стать причиной образования недоливов и спаев;
— при высокой склонности материала к усадке, так как возможно образование трещин из-за низкой податливости формы, препятствующей свободной усадке отливки в литейной форме.
2. Сложность формы отливки.
В зависимости от конфигурации, размеров, массы и необходимого количества стержней отливки делят на шесть групп сложности. Наиболее простые отливки относят к первой группе, которая характеризуется гладкими и прямолинейными наружными поверхностями с наличием невысоких усиливающих рёбер, фланцев, отверстий, а также внутренними поверхностями простой формы. Типовые изделия – крышки, фланцы, муфты, колёса вагонеток. Самые сложные отливки относят к шестой группе, которая характеризуется криволинейными наружными поверхностями, имеющими рёбра, кронштейны и фланцы значительной протяжённости, пересекающиеся друг с другом под различными углами, а также внутренние полости особо сложной конфигурации с затруднёнными выходами на поверхность отливки. Типовые изделия – станины специальных металлорежущих станков, сложные корпуса насосов, рабочие колёса гидротурбин.
Сложные по конфигурации отливки получают литьем под давлением, по выплавляемым моделям, в песчаных формах. Литьем в кокиль получают отливки с простой наружной конфигурацией, а центробежным литьем – отливки типа тел вращения. Наиболее тонкостенные отливки получают литьем по выплавляемым моделям и литьем под давлением.
3. Количество.
В условиях крупносерийного или массового производства рентабельны способы литья с применением металлических или оболочковых форм. Но если необходимо изготовить одну или всего несколько отливок (единичное производство), то нерационально изготавливать для этого дорогостоящий кокиль или использовать дорогостоящее литьё по выплавляемым моделям. Поэтому в данном случае может окупиться и является наиболее рациональным применение литья в песчаные формы, для которого можно использовать недорогие деревянные модели.
4. Требуемые точность геометрических показателей и качество поверхности.
Следует выбирать способ, обеспечивающий заданную точность размеров и шероховатость поверхности. Высокое качество поверхности позволяет либо исключить последующую механическую обработку, либо выполнять ее с минимальными припусками. Это дает возможность сохранить при механической обработке литейную корку, имеющую повышенную твердость и износостойкость, снизить себестоимость готовых деталей за счет экономии металла. Однако при этом увеличиваются расходы на литейное оборудование и оснастку, их ремонт и обслуживание. Поэтому, при выборе метода получения отливки следует проводить технико-экономический анализ не одного заготовительного (литейного), а двух этапов производства – заготовительного (литейного) и механообрабатывающего.
Наиболее точным показателем, определяющим эффективность применения того или иного способа, является себестоимость изделия.
При выборе оптимального способа получения отливок, как правило, требуется проводить сравнительный анализ возможных вариантов литья и их технологических показателей, ориентировочно представленных в табл. 1Л.
2.1. Сущность литейного производства
Производство литых изделий известно с глубокой древности. В Китае, Индии, Вавилоне, Египте, Греции, Риме отливали предметы вооружения, религиозного культа, искусства, домашнего обихода. В XIII–XV веках Византия, Венеция, Генуя, Флоренция славились литыми изделиями.
В русском государстве в XIV…XV веках отливались бронзовые и чугунные пушки, ядра и колокола. В 1586 г. А. Чохов отлил «Царь-пушку» (рис. 1.9). «Царьпушка» — чугунная отливка массой около 39 т (диаметр ствола — 890 мм, длина — 4 м, калибр — 887 мм). Для выстрела каменным ядром для пушки необходим был заряд пороха массой 84 кг. Расчетная скорость вылета ядра из ствола составляла 230 м/с, а скорость ядра на расстоянии 1 000 м от пушки — 180 м/с. Позднее в России были созданы и другие замечательные образцы литейного искусства. Так, в 1735 г. был отлит «Царь-колокол» (рис. 1.10) массой свыше 200 т отцом и сыном Моториными, в 1782 г. — памятник Петру I « Медный всадник» (массой 22 т) Э. Фальконе, в 1816 г . — памятник Минину и Пожарскому В. П. Екимовым, в 1850 г. — скульптурные группы Аничкова моста (рис. 1.11) в Петербурге П. К. Клодтом и др. В 1894 г. на заводе в Перми была изготовлена чугунная отливка шабота для кузнечного молота массой 620 т.
Рис. 1.9. Царь-пушка Рис. 1.10. Царь-колокол Рис. 1.11. Скульптуры Аничкова моста
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки или детали. При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию литейного производства (заготовку или деталь) называют отливкой.
Общий мировой выпуск отливок в 2011 г . составил 75 млн т. При этом 70 % отливок приходится на машиностроение, где масса литых деталей от их общей массы составляет 50 %. Из литых заготовок в станкостроении изготавливают 80 % всех деталей, в сельскохозяйственном машиностроении и в тракторостроении — до 60 %.
Методом литья изготавливают блоки двигателей, головки цилиндров, поршни и поршневые кольца, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков и прокатных станов, турбинные лопатки, гусеничные траки, ковши экскаваторов и другие детали, которые затруднительно или невозможно получить другими методами обработки металлов (в частности, давлением и резанием).
Технология литья позволяет:
1) получать изделия сложной формы и различных размеров (блоки цилиндров ДВС, станины металлорежущих станков, фасонное художественное литье);
2) изготавливать изделия с минимальными припусками на обработку (детали фотоаппаратов, поршни ДВС). При этом коэффициент использования металла (КИМ) составляет не менее 70 %, а при литье под давлением — 95 %;
3) изготавливать изделия из сплавов с низкой пластичностью и низкой обрабатываемостью резанием (ковши экскаваторов, траки и т. д.).



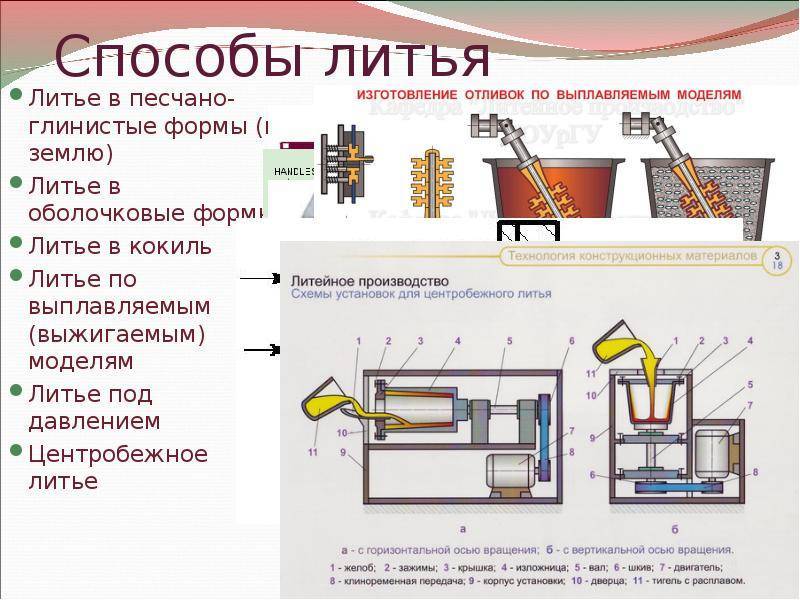
Для изготовления отливок применяют литье в песчаноглинистые формы и специальные способы (литье по выплавляемым моделям, в оболочковые формы, в кокиль, под давлением, центробежное литье и др.).
При выборе способа литья учитывают объем производства, требования к геометрической форме изделия и чистоте поверхности, химический состав заливаемого металла, форму отливки, экономические соображения и другие факторы.
Независимо от способа литья во всех случаях для получения отливки нужна литейная форма. Литейная форма представляет собой конструкцию, состоящую из элементов, образующих рабочую
полость, заполнение которой расплавом обеспечивает получение отливки заданных размеров и конфигурации.
При изготовлении отливок литейная форма является основным инструментом. Форма обеспечивает, во-первых, необходимую конфигурацию и размеры отливки, во-вторых, заданную точность и качество ее поверхности, в-третьих, определенную скорость охлаждения залитого металла, способствующую формированию требуемой структуры и соответствующих свойств отливки.
Литейные формы подразделяют по количеству заливок на разовые и многократные, по материалу — па песчаные, песчаноцементные, гипсовые, металлические, из высокоогнеупорных материалов и др.
Основными операциями технологического процесса изготовления отливок являются: изготовление литейной формы, плавка металла и заливка в форму, извлечение отливок из формы.
§ 1. Формовочные пески и глины
Формовочные пески – это осадочные горные породы, образовавшиеся в результате отложения минералов и выветривания осадков. Пески обычно носят название карьера, в котором их добывают, например, Люберецком, Гусаровском, Кичигинском и др. Добывают пески открытым способом. Если пески содержат примеси или имеют неоднородный зерновой состав, то в карьерах их обогащают, освобождая от посторонних примесей, а также разделяют на фракции по размерам зерен.
Основной составной частью таких песков являются зерна минерала кварца (SiO2); температура плавления его 1713°С. Кроме зерен кварца песок содержит частицы полевых шпатов, слюды, окислов железа, глинистых и других минералов.
В зависимости от содержания глинистой составляющей пески делят на кварцевые и глинистые.
Кварцевыми называют пески, содержащие глинистых составляющих не более 2%. Пески, содержащие более 2% глинистых составляющих, называют глинистыми (табл. 1).
1. Классификация и состав (%) формовочных песков
| Песок | Класс | Глинистая составляющая | SiO2 | Вредные примеси | |
| окислы щелочноземельных металлов | окислы железа | ||||
| Обогащенный кварцевый | Об1К Об2К Об3К | 0,2 0,5 1,1 | 98,5 98,0 97,5 | 0,4 0,75 1,0 | 0,2 0,4 0,6 |
| Кварцевый | 1К 2К 3К 4К | До 2 | 97 96 94 90 | 1,2 1,5 2,0 – | 0,75 1,0 1,5 – |
| Тощий | Т | Св. 2 до 10 | – | – | – |
| Полужирный | П | Св. 10 до 20 | – | – | – |
| Жирный | Ж | Св. 20 до 30 | – | – | – |
| Очень жирный | Ож | Св. 30 до 50 | – | – | – |
Зерновой состав формовочных песков (табл. 2) определяют по навеске 50 г сухого песка, от которого отделена глинистая составляющая. Навеску сухого песка просеивают через набор калиброванных сит с точными размерами ячеек. Песок, оставшийся в наибольшем количестве на трех смежных ситах, называют основной зерновой фракцией.
2. Классификация песков на группы по величине зерен основной фракции
| Песок | Группа | Номера сит, на которых остаются зерна основной фракции |
| Грубый | 063 | 1; 063; 04 |
| Очень крупный | 04 | 063; 04; 0315 |
| Крупный | 0315 | 04; 0315; 02 |
| Средний | 02 | 0315; 02; 016 |
| Мелкий | 016 | 02; 016; 01 |
| Очень мелкий | 01 | 016; 01; 0063 |
| Тонкий | 0063 | 01; 0063; 005 |
| Пылевидный | 005 | 0063; 005; тазик |
При выборе песков следует учитывать характер изготовляемых отливок. Для крупных отливок применяют более крупный песок, который придает смеси повышенную огнеупорность и газопроницаемость. Для мелких отливок используют мелкозернистый песок, обеспечивающий получение более чистой поверхности.
Пески делят на две категории А и Б. К категории А относят пески с большим остатком основной фракции песка на крайнем верхнем сите из трех смежных, к категории Б – пески с большим остатком на крайнем нижнем сите.
При маркировке песка на первом месте ставят обозначения класса, на втором – группы, на третьем – категории. Например, кварцевый песок средней зернистости обозначается 1К02А, 2К02А или 1К02Б, 2К02Б; тощие пески обозначают Т0315А, полужирные и очень жирные пески П025, ОЖ01.
Для улучшения качества поверхности отливки применяют в некоторых случаях формовочные материалы с более повышенной, чем у кварцевых песков, огнеупорностью и высокой химической стойкостью.
К ним относят:
оливины, имеющие формулу химического соединения (Mg, Fe)2. Температура плавления оливиновых песков около 1800°С. Их применяют как составную часть облицовочной смеси для форм крупных стальных и чугунных отливок;
хромистый железняк-минерал, имеющий химический состав, соответствующий формуле Fe Cr2O4. Температура его плавления зависит от количества примесей в основном веществе, но выше температуры плавления кварца. Хромистый железняк в виде зерен размером 1 – 1,5 мм применяют в облицовочных смесях для форм крупных стальных отливок;
циркон ZrSiO4, имеющий высокую температуру плавления (2450°С) и большую, чем у кварца, теплопроводность. Измельченный циркон применяют для приготовления формовочных и стержневых смесей, красок и паст;
шамот (mAl2O3*nSiO2), представляющий собой огнеупорную глину, обожженную до потери пластичности. Шамот используют в смесях для изготовления сухих литейных форм средних и крупных стальных отливок.





