

Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.
Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие
Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения
При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
Схема нарезки резьбы метчиком
Проблема с нарезанием резьбы метчиком ! — Оснастка и инструменты
Добрый день.
С такими метчиками Garant сталкивался — оценка — на троечку.
Метчик из порошкового быстрореза с покрытием. По пределу прочности (хрупкости) что-то между обыкновенным быстрорезом и тв.сплавом.
Скорость при данной твердости обороты лучше занижать (я бы начал около 200-250 об. — даже крутые бренды советуют метчиком такого типа на данной стали при указанной твердости давать 7-8 м/мин, что-то около 300 об., но с учетом нашего материала может и занизить до 100-200 об.). Резать лучше с маслом. После нарезки нескольких резьб — посмотрите что происходит с вершинами на реж.части метчика (возможно или их скалывает или они затираются (садятся)), проверьте не налипает ли материал на сам метчик, не упирается ли он в дно отверстия.
Сам процесс резания идет плавно или есть какие-то подергивания, похрустывание.
Отверстие просверлено надеюсь 6,8 мм (6,7 мм будет маловато). В данном случае лучше жесткое резьбонарезание, чем через предохранительные резьбовые патроны и т.д. (если конечно станок позволяет, есть такая функция?). И интересно знать что за деталь, как она закреплена — я клоню в сторонужесткости СПИД. Материал я бы сдал на хим.анализ и проверьте твердость, за одно посмотрите за кромкой метчика после каждого отверстия (не может быть посторонних включений в материале) и что происходило на предыдущих операциях обработки (допустим на сверловке) — как вел себя инструмент и какая была стружка?
И посмотри у этого метчика заход должен быть не менее 3-4 зубьев (иначе на такой твердости будут поломки), и согласен с предыдущим автором — хорошо бы посмотреть как он заточен….
Возможно еще есть смысл выводить метчик в процессе нарезания (резать за 2-3 входа), но вообще думаю скорость снизить и с маслом и все должно наладиться, если конечно в материале нет еще каких проблем.
И честно говоря это уже предельная твердость для метчиков такого типа, дальше уже только тв.сплав (но при наличии хорошей жесткости — и всякие быстросменные патроны здесь лишние)
Более хорошие результаты дают метчики DC, Dormer, Walter-Prototyp, Kennametal. Иногда проблему приходится решать тв.сплавным метчиком или резьбонарезной фрезой — но слишком дороговато.Изменено 23 декабря 2011 пользователем цти www.chipmaker.ru
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.










Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
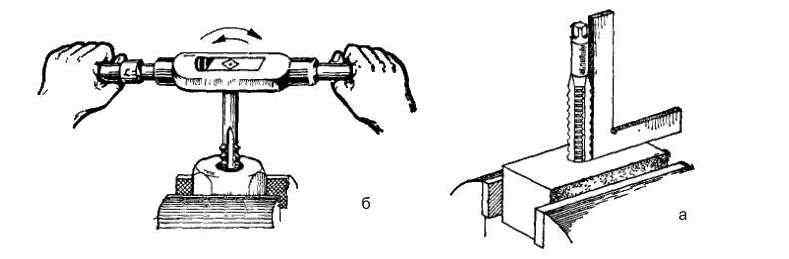
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров:
12 500
Как правильно нарезать резьбу плашками и метчиками – инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
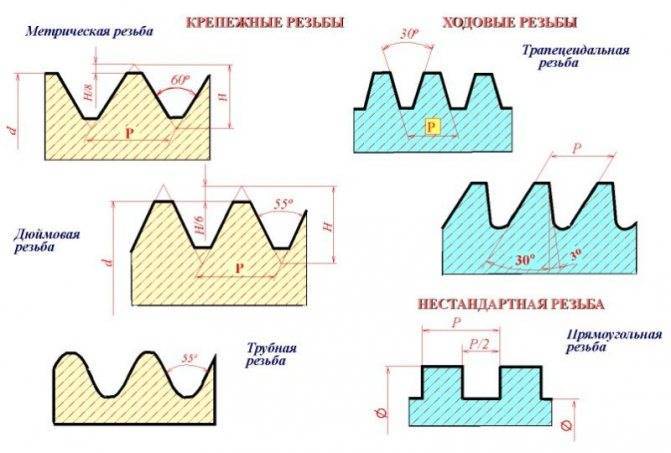
Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Наружная
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.

Плашкодержатель и плашки
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
Далее нужно следовать точно по инструкции:
Закрепив заготовку в тисках, проверяется правильность ее расположения.
Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
Первый виток выполняется с небольшим усилием








Важно выполнять повороты в правильном направлении.
Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении.

Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.
Работа с метчиком
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.
Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали – ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Меры предосторожности
Существует несколько правил проведения работ:
- Не пытаться нарезать резьбу метчиком, закрепленным в патроне электродрели. С помощью этого электроинструмента невозможно выставить точный угол, усилие.
- Нельзя продолжать движения вперед если появились затруднения. При чрезмерном надавливании произойдет поломка оснастки, которая останется в отверстии. Вытащить ее оттуда будет крайне сложно. Для этого его нужно высверливать разными сверлами или зачищать пространство вокруг шлифмашинкой. После зачистки попытаться вытащить обломок плоскогубцами.
- Проверять угол сверления отверстия. Оно должно быть ровным, чтобы сохранить целостность оснастки.
- Использовать защитный очки, во избежание попадания металлической стружки в глаза.
- После проведения работ очистить отверстия от стружки.
- Движения должны быть плавными, без нажима.
- Не забывать про съем фаски.
Мастера рекомендуют покупать несколько приспособлений для проведения работ, взамен одного универсального.
Резьбовые соединения может изготовить любой человек без практического опыта. Для этого нужно купить набор метчиков, для внутренней резьбы, плашек для наружной. Изучить технологический процесс, научиться пользоваться инструментами.
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
- По способу приведения во вращение выделяют машинные или машинно-ручные метчики. Особенностью машинно-ручной разновидности инструмента можно назвать наличие квадратного хвостовика, который подходит для державки с двумя ручками. За счет подобной державки можно повернуть инструмент и нарезать резьбу. Что касается машинной разновидности рассматриваемого инструмента, то он устанавливается в патроне различных станков, может иметь хвостовик самых различных форм и размеров.
- Выделяют универсальные и комплектные метчики — по признаку, связанному с особенностями применения. Универсальный вариант исполнения имеет рабочую часть, которая разделена на несколько участков. Они отличаются друг от друга геометрической формой, первый предназначен для черновой обработки, второй и последующий — для доведения поверхности до подходящего состояния. Комплектный вариант рассчитан на поэтапное использование нескольких метчиков. Как правило, комплект для нарезания резьбы в обычном металле представлен тремя инструментами, для обработки твердых сплавов — пятью.
- Проводится классификация метчиков по признаку того, какого типа отверстие обрабатывается: глухое или сквозное. Для работы со сквозными отверстиями используется инструмент с удлиненным конусным наконечником, который является продолжением рабочей части. Подобного рода форму зачастую имеют метчики универсального предназначения. Если нужно провести нарезание резьбы в глухом отверстии, то применяется инструмент, который имеет срезанный наконечник, напоминающий фрезу. За счет подобной формы можно проводить нарезание резьбы на всю длину отверстия.
- Инструмент для нарезания резьбы также классифицируется по виду рабочей поверхности. Примером можно назвать винтовые, прямые или укороченные канавки. В продаже можно встретить вариант исполнения, который также имеет и комбинированную поверхность. Подходит он для обработки металлов с низким показателем твердости. Для твердых сплавов применяется инструмент с режущими элементами, которые расположены в шахматном порядке.
 Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Это интересно: Серый цвет в интерьере — разбираем досконально
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
Конструкция метчика
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.




Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
Геометрия режущей и калибрующей части метчика
Это интересно: Механический угломер инструментальный с нониусом: разбираем по пунктам
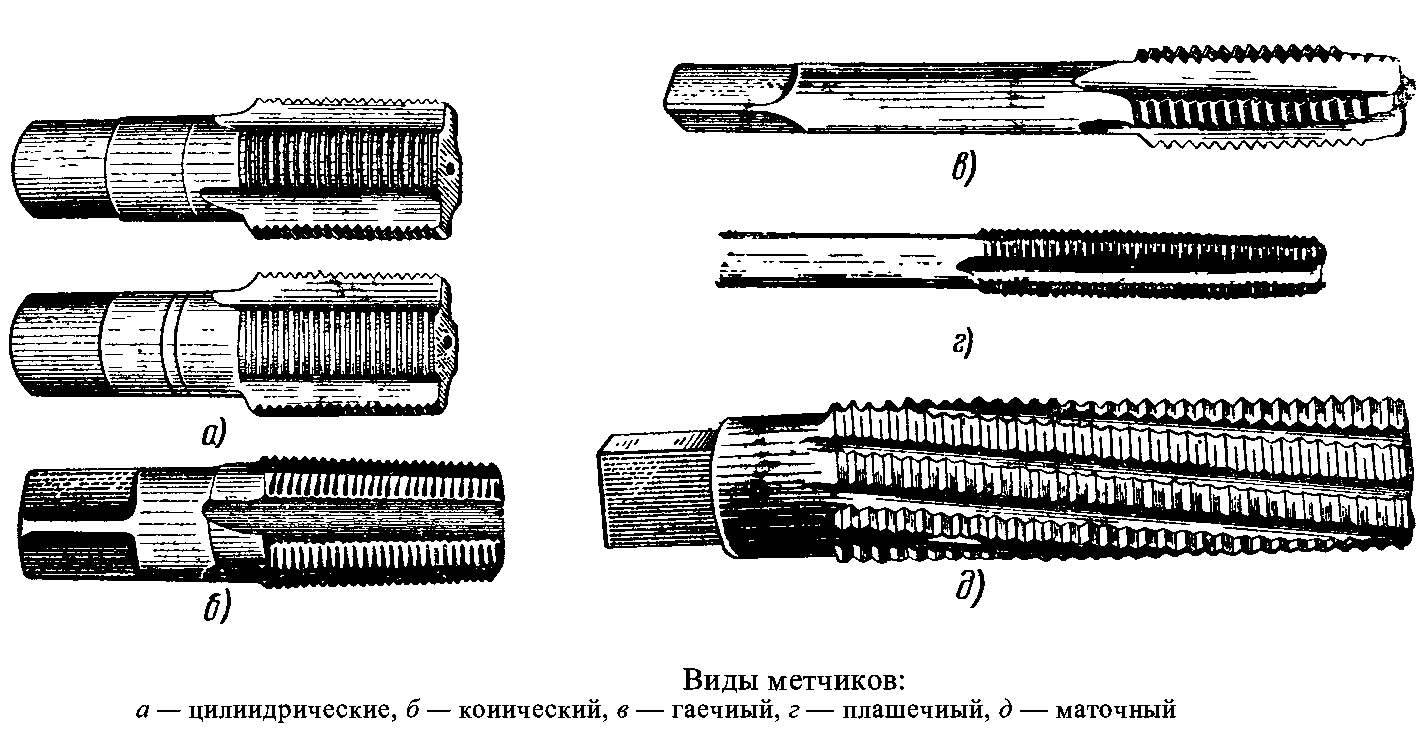
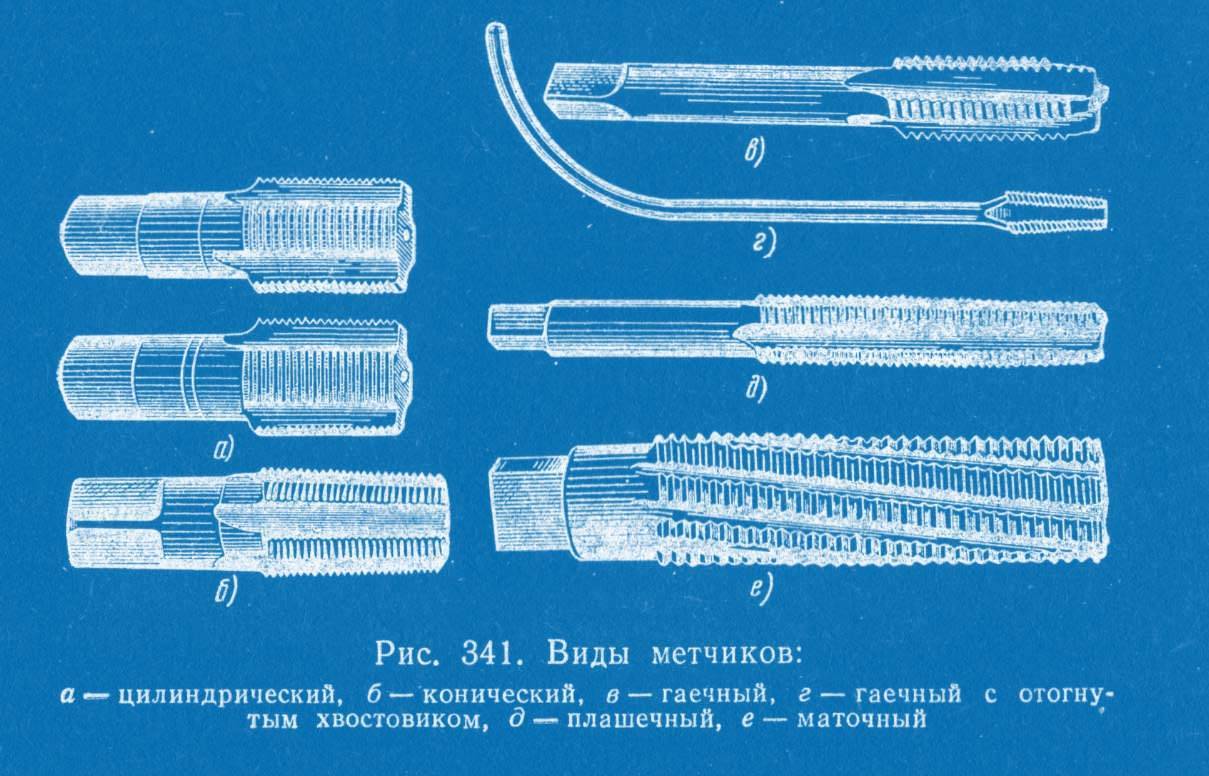
Виды метчиков по конструкции
По собственному конструктивному исполнению приспособления также делятся на разнообразные виды. Так, в зависимости от этого параметра, отличают такие инструменты:
- со стружечными канавами укороченной длины, какие именуют бесканавочными (система подобных метчиков специально изобретена для того, чтобы порезать в деталях из низкоуглеродистых вязких сталей, алюминиевых сплавов, а также прочных легированных сталей);
- с канавками, размещёнными по винтовой линии (устанавливают подобные приборы на обрабатывающие центры и применяют для нарезки глухой резьбы);
- с режущими зубьями, сделанными в шахматном порядке (за счёт того, что разрезающие зубья в калибровочной части подобного прибора срезаны через один, удаётся достичь снижения силы трения при обработке);
- ступенчатого вида с рабочей частью, разделённой на 2 места, каждый из которых осуществляет собственную функцию (к примеру, имеются ступенчатые метчики, где первый участок функционирует по генераторной схеме, а 2-ой — согласно профильной; у ступенчатых приборов других видов первый участок осуществляет режущую функцию, а 2-ой — разглаживающую);
- комбинированные (это по сути, 2 в 1: их режущая доля, сделанная в одной конструкции, начинается со сверла, а завершается метчиком);
- метчики-протяжки, применяемые в отверстии любого диаметра (с их поддержкой резьба нарезается на токарном станке, в патроне которого крепится обрабатываемая часть, а в резцедержателе — хвостовик применяемого прибора. Перемещение метчика в период нарезания резьбы поддерживается механической подачей суппорта, а вращение возделываемой детали — вращением шпинделя);
- с внутренней полостью, в результате которой, происходит охлаждение прибора в процессе обработки (применение подобных метчиков, определённых в специальном либо многооперационном оснащении, даёт возможность существенно увеличить эффективность нарезки резьбы);
- колокольные (подобные устройства применяются для значительного диаметра (50−400 миллиметров) и имеют сборную систему, состоящую из единичных разрезающих компонентов).
Конструктивно все приведённые выше приспособления настолько различаются между собой, что отличить их друг от друга возможно даже по фото.
Как нарезать правильно
Нарезка может осуществляться фактически на любом металле. Но не рекомендуется делать это на каленом железе, так как после термической обработки оно приобретает низкую устойчивость к напряжениям, повышенную хрупкость, поэтому материал будет крошиться. Для правильного процесса следует точно выбрать окружность прутка и маркировку приспособления, а также подготовить тиски и зажимы. Возможно, потребуется таблица подбора диаметра сверла под резьбу метчика. Следует придерживаться правил:
- действия должны быть медленные, приводить инструмент в движение без рывков;
- обязательно проверяйте каждый болт или гайку, при необходимости – делайте шлифовку;
- если это требуется, можно совершить небольшой предварительный нагрев элемента;
- чтобы вороток не заклинил, необходимо периодически обламывать стружку – делать вращательные движения в обратную сторону.
Подготовка
Очистите поверхность от загрязнений – песка и земли, ржавчины, следов масла и прочих веществ. Высушите заготовку. Теперь на часть, где будет находиться нитка, нанесите смазку. Как подобрать по таблице для нарезки резьбы метчиками и сверлами смазывающую субстанцию, ознакомьтесь ниже:
| Материал | Покупная эмульсия | Мыльная вода | Льняное масло | Скипидар | Керосин | Машинное, минеральное масло, сало |
|---|---|---|---|---|---|---|
| Сталь | + | + | + | — | — | Не подходит, так как имеет повышенную вязкость, стружка будет прилипать к изделию. |
| Латунь | + | + | + | — | — | |
| Медь | + | + | — | + | — | |
| Алюминий | + | + | — | — | + | |
| Чугун | С ними лучше работать «на сухую», они хорошо поддаются обработке. | |||||
| Бронза |
Процесс нарезки наружной
Труба или прут зажимаются тисками в вертикальном положении. Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно
С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой
Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые отверстия вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нарезки внутренней
Метод аналогичный. Сперва крепко и надежно устанавливаем элемент в тисках, затем делаем в нем отверстие с помощью сверла по металлу. После этого обрабатываем полученные края, смазываем элемент и приступаем к введению двухпроходного чернового метчика. Вкручивания также происходят медленно и постепенно, с обратным движением. Затем процедуру нужно повторить с итоговым приспособлением. Посмотрим видео на эту тему:
После теоретических данных перейдем к точным сведениям и размерам по ГОСТ.
Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей, легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в последнем случае инструмент получает способом спекания порошков. Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.





