

Ручная гильотина для металла
Механические гильотинные ножницы с приводом от рычага или педали — несомненно, самый распространенный вид металлорежущих станков. При ограничении по толщине обрабатываемого металла и его видам, гильотинные ножницы ручные можно встретить в каждой мастерской или цехе, где предполагается работа с листовым металлом, арматурой или профильным прокатом.

Механический гильотинный станок
Гильотинный механический резак оборудуется двумя ножами. Нижний, как и у гидравлической или электрической гильотины — неподвижный. А верхний может передвигаться по направляющим вертикально вниз, как у промышленных установок, или поворачиваться вокруг оси. Точка вращения находится на одном из концов ножевой балки, на втором — рукоятка.
Ручная гильотина механическая может оборудоваться редуктором, позволяющим развить на ноже значительное усилие, позволяющее резать листы толщиной более 1 мм толщиной и нержавеющею сталь. Гильотина ножная приводится в действие педалью, ручная — рычагом. Возможен и комбинированный привод. Мобильная гильотина для рубки металла устанавливается на любой ровной поверхности, обеспечивающей устойчивость станка, и применяется на строительных площадках, например, для резки кровельной стали или профнастила.
Во втором случае чаще всего используется гильотина ручная сабельного типа, оснащенная дугообразным ножом. Точка резания в таком случае плавно перемешается траекторией реза и не повреждает металл сложного профиля. Ручная сабельная гильотина применяется как для поперечного, так и для продольного резания заготовок из стали, алюминия, нержавейки.
Гильотинная рубка на ручных станках возможна и при работе с арматурой, уголком и профилем. Если рубка листа на гильотине возможна на всех видах станков, то мини гильотина по металлу для работы с фасонным прокатом должна быть оборудована редуктором.

Таблица характеристик гильотинных ножей
Что такое гильотина?
 В первоначальном смысле гильотина – это механизм для отсечения головы, использующийся в ряде европейских государств для приведения в исполнение смертной казни. Орудие представляло собой огромный косой нож, вес которого колебался в пределах 40-100 кг, движущийся между вертикальными направляющими. Веревкой его поднимали на высоту около 3 м и закрепляли при помощи щеколды. Приговоренного к смерти клали на скамейку, а голову закрепляли между досками с выемкой для шеи. Нижняя была неподвижная, а верхняя – перемещалась вверх-вниз в пазах. Защелка, удерживающая нож, открывалась специальным рычагом и он на огромной скорости падал прямо на шею жертвы, из-за чего смерть наступала мгновенно.
В первоначальном смысле гильотина – это механизм для отсечения головы, использующийся в ряде европейских государств для приведения в исполнение смертной казни. Орудие представляло собой огромный косой нож, вес которого колебался в пределах 40-100 кг, движущийся между вертикальными направляющими. Веревкой его поднимали на высоту около 3 м и закрепляли при помощи щеколды. Приговоренного к смерти клали на скамейку, а голову закрепляли между досками с выемкой для шеи. Нижняя была неподвижная, а верхняя – перемещалась вверх-вниз в пазах. Защелка, удерживающая нож, открывалась специальным рычагом и он на огромной скорости падал прямо на шею жертвы, из-за чего смерть наступала мгновенно.
Назначение и область применения
Применяются ножницы гильотинные Н3121 для резки в случае, когда толщина поперечного сечения более 6,3 миллиметров. При этом плотность обрабатываемого материала не должна превышать показателя 150 кг/м2, так как в противном случае созданного усилия будет недостаточно.
Основная область применения гильотины серии Н – цеха и склады различных предприятий, на которых выполняется работа по резке металла. Модель Н3121 востребована:
- на машиностроительных, автостроительных, судостроительных предприятиях, где листовые заготовки используются для создания корпусов и других элементов конструкции;
- на заготовительных площадках, куда приходит листовой материал, нарезается и отправляется в производственный цех.
Высокая производительность и относительная компактность определяет то, что гильотины серии Н используют в крупносерийном производстве с установкой конвейерной подачи заготовок. Быстрая наладка с операторного места позволяет сократить время простоя оборудования из-за поступления заготовок различной толщины или длины.
Конструктивные особенности
Использовать рассматриваемую модель гильотины можно для осуществления резки по заданной разметке или без нее. Для этого могут использоваться установленные боковые и здание упоры, которые будут направлять подачу металла в зону обработки.
К конструктивным особенностям можно отнести:
- схема имеет верхний привод, который приводится в движение при помощи специального электрического мотора;
- передаточный механизм представлен клиновидной передачей и цилиндрическим редуктором – стандартная схема для ножниц этой серии. Использование ременной передачи позволяет осуществить защиту установленного электродвигателя. При превышении показателя возможной нагрузки ремень начнет скользить на шкивах. При этом коэффициент потери мощности определяет снижение КПД всего на несколько десятых процента;
- решение использовать редуктор закрытого типа и клиноременной передачи позволяет также снизить уровень шума, исходящего от ножниц Н3118;
- разрезаемый материал для повышения точности обработки прижимается при помощи специальной кулисы, которая работает синхронно с ножевым механизмом. Регулировки прижима осуществляется системой пружин, которая находится внутри корпуса;
- модель Н3118 оборудована задним и боковым упором также для фиксации металла во время обработки;
- электронная схема позволяет проводить резание в одиночном и автоматическом режиме. Установка основных функций и управление всем оборудованием проводится через специальный пульт или педали. При включении одиночного режима резания даже при длительном нажатии кнопки пуска проводится одиночное резание, так как срабатывает специальная система защиты от случайного нажатия;
- для увеличения срока службы конструкции используется комбинированный способ смазки трущихся элементов. Отметим, что смазывающая жидкость не подается в зону резания и поэтому заготовки после резания не имеют на поверхности масла или иной СОЖ;
- включение системы проводится при помощи жесткой муфты, которая оснащена двумя шпонками и магнитом, работающим от электричества. Подобная особенность обуславливает уменьшение расходов на эксплуатацию и снижение стоимости ножниц Н3118.
Ножницы гильотинные рассматриваемой серии пользуются большой популярностью по причине простоты использования, эффективности, высокой практичности и надежности.
Гильотинные ножницы Н3118 выполнены с верхним приводом. Для мерной резки полос гильотина ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки.
Пневматические гильотины
https://www.youtube.com/watch?v=uKdAWhtCkRk
Гильотина для рубки металла с приводом, работающим от сжатого воздуха, превышает по производительности гидравлические и приблизительно равна электромеханическим. Для ее работы требуется компрессор или центральная магистраль со сжатым воздухом. Применяются пневматические гильотины в крупных металлообрабатывающих цехах для производства крупносерийных деталей.
Как и электрические и гидравлические станки, пневматические гильотинные ножницы принадлежат к стационарному типу оборудования. Они оснащаются рабочими столами большой площади, выдвижными контейнерами для сбора продукции и автоматизированными механизмами подачи. Большинство пневматических ножниц оборудуется ЧПУ — скорость работы пневматики в сочетании с электронным управлением позволяет получить большое количество деталей высокой точности за ограниченное время.
1 Основная информация о гильотинных ножницах
Под таким оборудованием понимают режущий инструмент с ножом наклонного типа для поперечной и продольной прямолинейной резки металлических листов. Гильотинные ножницы дают возможность осуществлять обработку листов не только по разметке, но и по боковому либо заднему упору без разметки.










Описываемые устройства принято подразделять в зависимости от вида используемого на них привода на:
- гидравлические;
- кривошипные (иначе называемые механическими).
Большей мощностью обладает гидравлическое оборудование, которое без труда справляется со стальными листами толщиной 6 сантиметров. Длина реза подобных ножниц может превышать показатель в 8 метров. Механические приспособления по ряду характеристик идентичны гидравлическим. При этом первые имеют другую систему привода, предполагающую, что кривошипное устройство обеспечивает движение лезвия и в верхнем и в нижнем направлении.
Мощность установок с кривошипным механизм ниже, нежели у их гидравлических собратьев, поэтому они рекомендованы для разрезания заготовок толщиной от 3 до 8 мм. Зато скорость обработки металла у механических ножниц выше (до 56 резов за одну минуту против 3–18 у «гидравлики»).
Кроме того, гильотины имеют разную схему привода ножа (верхнего). Бывают консольные ножницы с поворотной балкой и станки с прямым ходом ножа. Первые характеризуются тем, что верхний нож у них перемещается за счет оборота балки вокруг расположенных в задней части и на боковых стенках агрегата центров. Так как устройство привода этой самой балки находится в подобных установках внутри станка, они отличаются компактными размерами.
У прямоходных же гильотин лезвие соединяется с рамой. Она способна передвигаться по прямым направляющим вниз за счет работы двух гидроцилиндров либо кривошипного механизма. Такая конструкция дает возможность производить изменение угла резки листов разной толщины. Поворотные станки этого делать не позволяют. У них угол всегда остается таким, каким его задал завод-изготовитель установки.
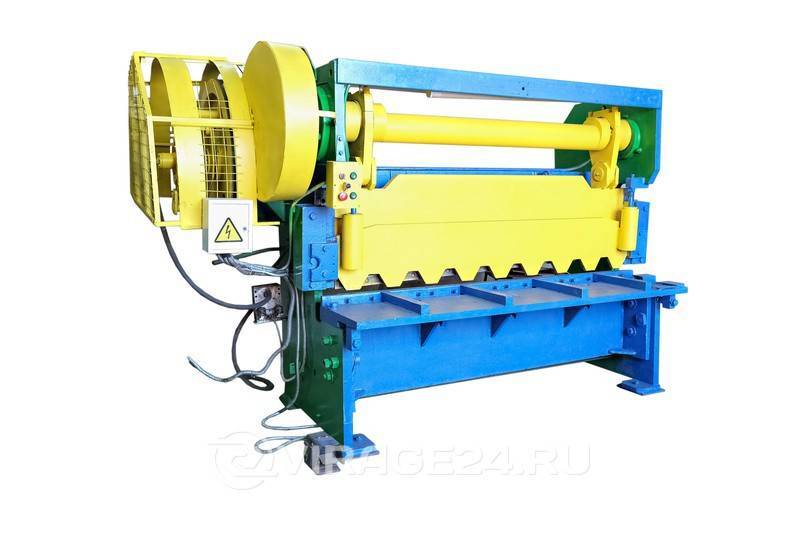
Гильотинные ножницы (гильотина) НА3121, Н3121, Н3121А 12х2000мм
Гильотинные ножницы НА3121 с кривошипным механизмом и электромеханической муфтой используются для продольной или поперечной резки листового материала. При продольной резке нож совершает несколько ходов, а разрезаемый лист передвигается по рабочему столу, что позволяет осуществлять резку листа любой длины. При этом ширина полосы необходимого отреза ограничена показателем 500 мм. Поперечная резка станка имеет максимальные параметры разрезаемого материала: ширина до 2000 мм, толщина до 12 мм при одиночном режиме хода верхнего ножа.
Данная модель применяется преимущественно в цехах заготовки предприятий машиностроения для резки листового проката по линии разметки или по упорам. Автоматический и одиночный режимы хода позволяют применять гильотину НА3121 на производствах любого типа.
Ножницы НА3121 имеют верхний привод. С двух боков сварной станины расположены две стойки, на которые опирается рабочий стол. К столу винтами крепятся нижние ножи, а также передний и боковой упоры. Зазоры между режущими кромками ножей (верхней и нижней) регулируются горизонтальным изменением положения стола. На ножевой балке, имеющей Г-образную форму и усиленной ребрами, крепятся верхние ножи, которые при резке осуществляет возвратно-поступательное движение. Прижимная балка прижимая лист, работает согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Для более плавного реза и снижения нагрузок на ножницы устанавливаются пневматические уравновешиватели. Шатунный механизм скрепления балки, на которой смонтированы режущие ножи, позволяет увеличивать открытую высоту установленных ножей на 20 мм. С тыльной стороны ножевой балки установлен задний упор, служащий для мерной резки полос.
Пневматическая жесткосблокированная многодисковая фрикционная муфта-тормоз расположена на левом конце приводного вала.
Тип смазки основных механизмов — комбинированный.
Основные параметры ножниц разработаны согласно ТУ2-041-1068—83. Благодаря наклону подвижных ножей два градуса десять минут, гильотина Н3121А обеспечивает высокую точность резания металла и оптимальную нагрузку на режущие поверхности. Отклонение при длине реза 1000 мм не превышает 0,25 мм. Основным преимуществом кривошипных ножниц НА3121 являются простота управления (кнопочное и от педали), точность реза и хорошая производительность. Купить НА3121 (Н 3121), Вы можете на нашем заводе, сделав заявку на сайте или по телефонам, указанным на странице контактов.
В базовую комплектацию входит:
- Ножницы в сборе;
- Педаль управления;
- Паспорт и руководство по эксплуатации;
- ЗИП (зап.части инструмент принадлежности).
Дополнительное оборудование:
- Рольганг для подачи металла в зону реза (приводной и не приводной);
- Лазерный указатель линии реза;
- Откатная тележка (приводная и не приводная).
| Технические характеристики | НА3121 |
| Разрезаемый лист, мм | 12х2000 |
| Угол наклона подвижного ножа | 2°10’ |
| Ширина листа по заднему упору, мм | 500 |
| Усилие прижима, кН | 29 |
| Наибольшее усилие реза, кН | 500 |
| Мощность электромотора, кВт | 18,5 |
| Количество резов в минуту | 40 |
| Расстояние между стойками в свету, мм | 2235 |
| Число режущих кромок ножа | 4 |
| Тип муфты | пневматич. |
| Габариты, мм | 2300x3390x2345 |
| Масса, кг | 6500 |
Порядок установки ножниц кривошипных листовых Н3121
- Ножницы кривошипные листовые Н3121 поставляются заказчику в собранном виде.
- Подъем ножниц в распакованном виде следует производить за отверстия в станине, согласно схеме строповки
- Монтажный чертеж ножниц приведен на Глубина фундамента Н принимается в зависимости от характера грунта, но не менее 800 мм.
- Горизонтальное положение ножниц на фундаменте производится с помощью клиньев и проверяется уровнем, установленным на столе ножниц. Точность монтажа в поперечном и продольном направлениях должна быть не менее 0,2 мм. На длине 1000 мм.
- После монтажа ножниц на фундаменте необходимо провести расконсервацию. Снятие антикоррозийного покрытия осуществляется деревянной лопаточкой и ветошью, смоченной бензином Б-70 ГОСТ 51-82
- Расконсервированные обработанные поверхности во избежание коррозии покрыть тонким слоем масла «Индустриальное 80» ГОСТ 20799-88.
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
Процесс резки металлических деталей и заготовок может происходить как по разметке (при мелком производстве), так и без неё, при этом используя задний и боковой упор (при больших объёмах производства). В процессе резки, происходит прижимание металлических листов с помощью прижимной балки, функционирующей совместно с ножевой балкой. Благодаря прочной и надёжной конструкции оборудования, при рабочем процессе не наблюдаются явления динамического характера, за счёт чего резка листового металла происходит с высокой точностью и допустимой нагрузкой на режущую поверхность оснастки.
Станок может использоваться для резки неметаллических листовых заготовок, только при условии, что они не будут портить режущую кромку ножей. Процесс резки деталей начинается с передвижения балки ножевой по боковым роликовым опорам, а спереди – по двум плоским направляющим. Нужный прижим обеспечивают специальные пружины, размещённые в стаканах прижимной балки. Перед тем, как запустить основной производственный процесс, гильотинные ножницы необходимо осмотреть и проверить на наличие поломок. Эксплуатация оборудования с неисправными запчастями и затупленной оснасткой запрещена.
Гильотинные механические ножницы нашли своё применение как в мелкосерийном изготовлении заготовок, так в цехах и заводах, крупных промышленных и строительных объектах. Оборудование имеет массу преимуществ, которые позволяют использовать станок НА3121 для изготовления качественного конечного продукта высокой точности. Станок обладает относительно низкой стоимостью и компактностью.
Назначение и область применения
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, используются для холодной резки листового металла. Важным свойством каждого материала можно назвать его прочность. Высокий показатель прочности приносит ограничение в использовании оборудования. Ножницы НК3418 могут использоваться исключительно для резки следующего листового металла:
- с показателем прочности не более 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В некоторых случаях использовать подобное оборудование можно при резке не только металла, но и других типов материала.
Подобные особенности применения определяют область использования модели НК3418:
- Заготовительные цеха предприятий, которые связаны с областью машиностроения, судостроения, авиастроения и так далее. В подобных сферах деятельности ножницы НК3418 позволяют провести быстрое изменение размеров листового металла, который является основным материалом.
- Другая сфера деятельности, в которой проводится использование листового металла. Характеристики модели НК3418 определяют высокую производительность этого оборудования.
Высокая производительность, прежде всего, связана отсутствием необходимости переналадки. Гильотинные ножницы можно использовать для резки металла любой толщины, в рамках установленного предела, без переналадки.









Еще важным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Этот момент определяет то, что гильотина управляется при помощи специального блока оператора, который используется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют высокую надежность в работе. При этом стоит не забывать о простоте использования, а также об отсутствии сложностей на момент проведения ремонтных работ. Использование современных технологий позволяет достигать высокую точность отрезания. Гильотина имеет совершенную систему смазки, а также электрооборудование, которое позволяет использовать станок в сложных эксплуатационных условиях. В сравнении с гидравлическими ножницами НК3418 рассматриваемый вариант исполнения имеет огромное количество преимуществ.
Еще одной важной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Этот момент определяет чистоту заготовок после проведения резания
Установка зазора между режущими кромками
Абсолютно ровный рез без заусенцев или загибов на гильотинных ножницах с гидравлическим приводом можно получить только при правильно установленном зазоре между ножами. В случае, если зазор слишком маленький, то металл будет иметь неровный край, а при большом – начнет загибаться во время резки.
Настройку положения режущих кромок необходимо проводить даже на качественном оборудовании. Производится она с помощью рычагов управления нижними направляющими роликами ножниц. Рычаги имеют несколько фиксируемых положений, из которых крайнее верхнее соответствует минимальному зазору. При работе числового программного управления регулирование производится автоматически при помощи двух горизонтально расположенных гидроцилиндров.
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.









Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.





