

Рез ручным клуппом
В домашней мастерской рекомендуется проводить рез ручным клуппом. Среди особенностей подобного процесса можно отметить следующие моменты:
Рабочая часть устанавливается в специальном держателе, выполненном в виде трещотки. Он существенно упрощает процесс нарезания витков на поверхности трубы.
Начать работу можно с очистки трубы. Стоит учитывать, что при нарезать витки можно только при отсутствии сильных дефектов.
Зачистка поверхности проводится до металла, пока он не начнет блестеть.
Наружная кромка обрабатывается для получения фаски. За счет этого обеспечивается захождение инструмента.
Поверхность обрабатывается техническим вазелином. Он снижает степень трения, делает ход инструмента более плавным.
Труба крепится в тисках, можно удерживать ее и газовым ключом
Важно исключить вероятность наклона или смещения трубы при оказании на нее высокой нагрузки.
Применение ручного клуппа
Работа предусматривает совершение нескольких витков по часовой стрелке, после чего в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
Стандарты резьб
Рассмотрим несколько вариантов. Стоит учесть, что некоторые вообще перестали применяться при изготовлении
Поэтому мы акцентируем ваше внимание на конкретных видах, востребованных во всем мире
G — Цилиндрическая (дюймовая) трубная резьба
В Русской системе стандартизации обозначается ГОСТ 6357-81, на мировой арене – BSPP. Именно такие изделия в большинстве случаев применяются в работе с газовыми или водопроводными трубами и продаются в любой торговой точке. Как правило, бронзовая, стальная, или латунная сантехническая арматура оснащается данным стандартом. Что касаемо самостоятельной нарезки, то вам придется пользоваться английской аббревиатурой.
 Плюсы заключаются в следующем:
Плюсы заключаются в следующем:
G – международный знак резьбы, понятный всем.
Исчисление диаметров производится в дюймовой системе от 1/16 до 6. Угол профиля составляет 55 градуса, а вверх несколько закруглен. Шаг имеет всего четыре позиции, которые мы и представляем вам в таблице.
| Шаг в мм, P | Количество витков |
| 0,907 | 28 |
| 1,337 | 19 |
| 1,814 | 14 |
| 2,309 | 11 |
Расшифровка очень простая и по ней можно понять, какой параметр что обозначает. Итак:
Первая G говорит о виде стандарта. d или D – диаметры условного прохода в дюймах. А, В, С – класс точности исполнения от максимального до понижающего. LH говорит, что изделие с левой резьбой.
 Для полного понимания необходимо ознакомиться с таблицей и в дальнейшем взять ее на вооружение, так как именно представленные значения наиболее часто встречаются в домашних инженерных конструкциях.
Для полного понимания необходимо ознакомиться с таблицей и в дальнейшем взять ее на вооружение, так как именно представленные значения наиболее часто встречаются в домашних инженерных конструкциях.
| Размер условного прохода резьбы G | Шаг в миллиметрах | Диаметры (мм) |
| Ряд 1 Ряд 2 | d=D d2=D2 d1=D1 | |
| 1/8 | 0,907 | 9,728 9,147 8,566 |
| 1/4 | 1,337 | 13,154 12,301 11,445 |
| 3/8 | 16,662 15,806 14,95 | |
| 1/2 | 1,814 | 20,955 19,793 18,631 |
| 5/8 | 22,911 21,749 20,587 | |
| 3/4 | 26,441 25,279 24,117 | |
| 7/8 | 30,201 29,039 27,877 | |
| 1 | 2,309 | 33,249 31,77 30,291 |
| 1/8 | 37,897 36,418 34,939 | |
| 1-1/4 | 41,91 40,431 38,952 | |
| 3/8 | 44,323 42,844 41,365 | |
| 1-1/2 | 47,803 46,324 44,845 | |
| 3/4 | 53,746 52,267 50,788 | |
| 2 | 59,614 58,135 56,656 |
R — стандарт трубной конической резьбы
BSPT является аббревиатурой международного значения и подчиняется отечественному нормативу по ГОСТу за номером 6211-81.
 По своему устройству процесс напоминает действие с цилиндрической заготовкой, но только с небольшим уклоном в масштабе 1:16.
По своему устройству процесс напоминает действие с цилиндрической заготовкой, но только с небольшим уклоном в масштабе 1:16.
Согласно государственному стандарту данный процесс должен отвечать таким требованиям:
- Угол профиля составляет 55 градуса.
- Создание шага соответствует определенному размеру трубы.
- Максимально возможный диаметр используемого изделия – 6 дюймов. Более широкие образцы не подлежат винтообразному соединению, в таких случаях применяется сварка или фланцы.
Соединительная арматура данного стандарта используется в местах с повышенным давлением и температурой для максимальной герметизации системы. Поэтому необходимо в точности соблюдать установленный страной норматив по соотношению параметров.
Прочие стандарты
 Существуют еще несколько видов, но мы о них напишем совсем немного, так как в быту гражданин, скорее всего, их не будет использовать:
Существуют еще несколько видов, но мы о них напишем совсем немного, так как в быту гражданин, скорее всего, их не будет использовать:
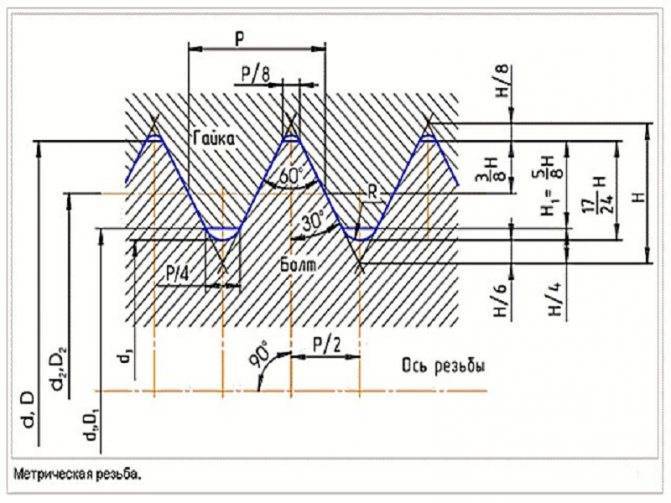
- Метрическая нарезка, которая не подходит для монтажа труб. По названию понятно, что на схемах и чертежах единицей измерения является производная от метра, то есть миллиметр.
- Буквы Кр на изделии говорят о том, что это сантехнический товар со своеобразным профилем и плавной круглой резьбой.
- NPSM, NPT, NPTF являются обозначением американской системы стандартизации. Продукция имеет форму равнобедренного треугольника и отличается от своих аналогов углом профиля, который соответствует 60, а не 55 градуса.
 Конечно, вряд ли вам в работе подойдут данные виды стандарта, но стоит напомнить параметры BSPP, чтобы вы смогли их отличить от других в случае необходимости.
Конечно, вряд ли вам в работе подойдут данные виды стандарта, но стоит напомнить параметры BSPP, чтобы вы смогли их отличить от других в случае необходимости.
| Обозначение условного прохода | Число витков на 1 дюйме | d=D | d2=D2 | d1=D1 |
| 1|8 | 27 | 10,272 | 9,510 | 8,766 |
| 1|4 | 18 | 13,572 | 12,443 | 11,314 |
| 3|8 | 17,055 | 15,926 | 14,797 | |
| 1|2 | 14 | 21,223 | 19,772 | 18,321 |
| 3|4 | 26,568 | 25,117 | 23,666 | |
| 1 | 11 1|2 | 33,228 | 31,461 | 29,694 |
| 1 1|4 | 41,985 | 40,218 | 38,451 | |
| 1 1|2 | 48,054 | 46,287 | 44,52 | |
| 2 | 60,092 | 58,325 | 56,558 |
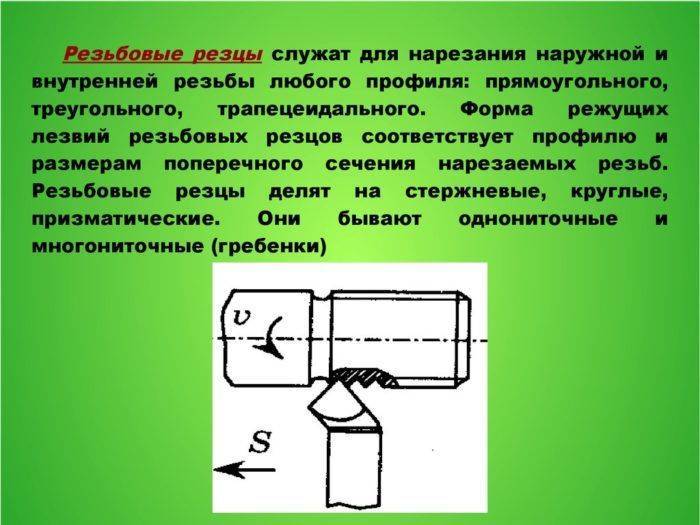
Какими резцами проводят нарезание резьбы
На токарном агрегате можно проводить операции нарезания — как по наружной, так и по внутренней поверхности. При этом применяют разные типы режущих элементов. Их можно разделить на три основные группы:
- Стержневые;
- Призматические;
- Круглые.



К первой группе относится инструмент самого простого типа. По конструкции это рабочая головка на стержне разного сечения и формы. Форма профиля соответствует головке. Некоторые модели резцов стержневых имеют твердосплавные напайки на рабочих гранях. Это увеличивает ресурс последних, которые менее подвергаются истиранию рабочей поверхности, и, как следствие, не так часто затачиваются.
Призматического типа приспособлениями проводят обработку заготовок только с внешней стороны. По сравнению с предыдущей группой они могут справляться с более обширными поверхностями, их можно затачивать большее число раз. В токарном станке элемент закрепляют при помощи держателя «ласточкин хвост».
Круглыми элементами для нарезания можно выполнять внутренние и наружные резьбы. Ими удобнее работать, нежели призматическими, они более универсальны – имеют широкую область применения. Хорошо поддаются переточке в большом количестве раз. Крепят резцы в держателе в отверстие торца. Призматические и круглые элементы относят к фасонному инструменту для токарного оборудования.
Рекомендации по работе
Перед тем, как нарезать резьбу – следует знать определенные правила работы с инструментом.
Если их не соблюдать, то виток может получиться некачественной, а резьбонарезной инструмент не прослужит долго или даже повредится при нарезке. Есть ряд требований не только к инструменту, но и к проведению работ такого вида:
- работа всегда должна выполняться только с помощью исправного и достаточно острого инструмента;
- перед началом работ металлическая труба предварительно подготавливается – с места нарезки удаляется старая краска, ржавчина и грязь. Поверхность очищается до “голого” металла;
- с помощью напильника или болгарки на торце трубы делается наружная фаска;
- при создании витков необходимо проводить периодическую смазку резцов и рабочей поверхность трубы. С этой целью применяется смазка или специальный состав. Наносятся они как перед началом работ, так и во время процесса.
Порядок работы
Лерка позволяет быстро и достаточно качественно выполнить формирование витков на любой разновидности трубы. Для того чтобы это сделать нужно знать, как правильно нарезать резьбу:
Трубу следует надежно зажать с помощью тисков или другого приспособления.
С уже подготовленной и зачищенной трубы необходимо снять наружную фаску.
Вставить в держатель лерку с заранее определенным диаметром.
Тщательно смазать трубу и резьбонарезной инструмент смазкой.
Лерка таким образом присоединяется к трубе, чтобы ее положение было перпендикулярно оси изделия. Если резьбонарезной инструмент буде установлен даже с незначительным перекосом, то может произойти срыв витков или изменение значения ее диаметра.
Держатель инструмента необходимо вращать по направлению часовой стрелки
Это обеспечит создание правой нарезки на изделии.
После изготовления 3-5 витков устройство раскручивают в обратном направлении, в процессе металлическая стружка будет удаляться.
Крутить инструмент нужно очень плавно, и не совершая резких рывков.
Важно помнить о периодической смазке резцов и внутренней поверхности соединения смазкой.
После того, как последний виток будет создан, лерка возвращается к верху, а потом проходиться по уже готовым виткам еще раз.
Следует учитывать, что показатель длины соединения не должен быть больше 10 мм. Это расстояние является стандартным для подавляющего большинства бытовых трубопроводных систем.
Нарезание резьбы на стальных трубах
Одним из наиболее распространенных способов соединения труб является резьбовое соединение на фитингах. Существует два вида соединения: муфтой, угольником, тройником, крестовиной; подвижной муфтой с полным смещением ее заподлицо с концом трубы («сгон»).
Для нарезания трубной резьбы вручную применяют клупп с тремя комплектами раздвижных плашек.
Один из комплектов предназначен для труб диаметром 1/2″ — 3/4″, второй 1″ — 1 1/4″ и третий 1 1/2″ — 2″. При работе клуппом приходится прилагать большое усилие, поэтому нарезание резьбы на трубах диаметром более 1 1/2″ выполняют два человека.
Нарезание резьбы на трубах выполняют в следующей последовательности.
1. Стальную трубу проверяют по диаметру (см. табл. 5) и надежно зажимают в прижиме, не допуская ее смятия. Выдвинутый над прижимом конец трубы должен составлять 150—200 мм.
2. Нарезаемый конец трубы очищают стальной щеткой и ветошью от грязи, Окалины и коррозии, заусенцы снимают напильником.
3. Проверяют и готовят клупп к работе, т. е. очищают все час клуппа от пыли и грязи, а все трущиеся части его смазывают машинным маслом.
4. Подбирают необходимые плашки под размер резьбы, очищают; их от пыли и грязи, проверяют остроту режущих кромок и неправность резьбовых ниток.
5. Плашки устанавливают в клупп, поворачивая рукояткой диск-планшайбу до упора. Места установки плашек в корпусе клуппа должны быть полностью открыты. Плашки поочередно вставляют в клупп, закрепляя их поворотом диска в противоположную сторону.










Правильность установки плашек проверяют, перемещая рукоятки диска в ту или другую сторону. При этом плашки должны одновременно сближаться к центру или расходиться от него без приложения больших усилий. Точность установки плашки на нужный размер проверяют по делениям на корпусе клуппа. Положение диска и плашек закрепляется установкой «защелки» в шлицевую прорезь на диске. Прием нарезания резьбы показан на рис. 194.
6. Нарезаемый конец трубы и плашки смазывают вареным маслом.
7. Клупп устанавливают на конец трубы и, вращая червячный винт, три направляющие плашки доводят до соприкосновения с цилиндрической поверхностью трубы, обеспечивая устойчивое положение клуппа на трубе.
Рис. 194. Нарезание трубной резьбы клуппом:
а — общий вид; б — первый поворот; в — второй поворот; э — третий поворот
8. Клупп налаживают для первого прохода резьбы так, чтобы заборная часть резьбовых плашек была размещена от края трубы на две-три нитки резьбы. Затем, вращая винт, перемещающий защелку, а вместе с ней и диск, сжимают резьбовые плашки таким образом, чтобы они врезались в поверхность трубы примерно на 0,3 — 0,5 мм.
9. Клупп вращают в четыре приема (за каждый прием необходимо описать угол не более 90°, см. рис. 194).
Вращение выполняют до тех пор, пока не будет выполнен первый проход на заданную длииу нарезания резьбы. Длину нарезанной части проверяют измерительной линейкой, она равна сумме длины конца трубы, вышедшей из клуппа, и ширины плашки.
10. После выполнения одного прохода обратным вращением клуппа плашки подводят к концу трубы и устанавливают в первоначальное положение.
11. Вторично сжимают плашки винтом так, чтобы они врезались в стенку трубы, и вращают до конца нарезки.
12. После выполнения второго прохода обратным движением плашки приводят в первоначальное положение, затем продолжают выполнять последующие проходы.
Качество нарезаемой резьбы зависит от числа проходов, поэтому для получения полной и хорошей резьбы надо выполнять следующее число проходов: при диаметре труб до 1″ — два прохода, а свыше 1″— три прохода.
Перед каждым повторным проходом поверхности резьбы детали и плашек необходимо очищать от стружек и вновь смазывать вареным маслом.
13. После нарезания резьбы освобождают защелку, рукояткой планшайбы раздвигают плашки и свободно снимают клупп с конца трубы. По окончании работы из клуппа вынимают плашки, тщательно протирают и смазывают все его части маслом.
Качество нарезания резьбы проверяют, навертывая муфту по всей длине нарезки.
Муфта по резьбе должна навертываться свободно вручную или с помощью трубного ключа при небольшом усилии.
Делаем резьбу своими руками
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
Срез трубы должен быть перпендикулярен ее стенкам. В противном случае резьбовое соединение будет не надежным.
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.
Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.
Сделав несколько поворотов вокруг трубы необходимо отвести клупп в обратном направлении приблизительно на 90º. Это позволит удалить с будущей резьбы снимаемую стружку.
Изготовление резьбы при помощи клуппа
После окончания резки масло необходимо полностью удалить.
Наглядно посмотреть на процесс нарезки резьбы клуппом можно на видео.
Нарезка резьбы плашкой
Плашка для нарезания резьбы на трубах может быть:
- круглой формы. Для нанесения резьбы на трубы различного диаметра используются отличные по размерам плашки;
- раздвижной. Использование такой плашки помогает в нарезании резьбы на трубах различных диаметров. Для раздвижной плашки применяется специальный держатель.
Различные плашки для нанесения резьбы
Плашки для нарезания резьбы на трубах используются более часто, так как имеют меньшую стоимость.
Перед тем, как нарезать резьбу на трубе плашкой (леркой), нужно подготовить трубу описанным выше способом. Затем можно проводить саму процедуру по следующей схеме:
- при помощи штангенциркуля подобрать нужную по диаметру плашку;
- смазать внутреннюю часть лерки и поверхность трубы любым доступным материалом;
- закрепить плашку в специальном держателе. Лерки для нарезания резьбы на трубах должны быть прочно закреплены в держателе. В противном случае резьба получится неровной, что приведет к образованию течи в месте соединения;
- плашкодержатель вращается в нужном направлении. После нескольких витков необходимо, как и предыдущем случае, избавиться от скопившейся стружки. Для этого инструмент немного поворачивается в обратном направлении;
- после нанесения резьбы труба и используемый инструмент очищаются от смазки.
На начальной стадии используются черновые плашки, которые четко прорезают трубу, но не дают большой точности резьбы. Окончательная нарезка производится чистовой плашкой.
Нанесение резьбы при помощи лерок
Нарезаем внутреннюю резьбу
Чтобы сделать внутреннюю резьбу, требуется:
- подготовить отверстие. Оно должно быть чистым и не содержать никаких покрытий и посторонних отложений. Отверстие смазывается;
- подобрать метчик по диаметру;
- установить метчик в отверстие, при этом следует соблюдать вертикальность нарезного оборудования. Начать вращение метчика по часовой стрелке.
Процедура нарезки резьбы внутри трубы
Для нанесения внутренней резьбы требуется использовать два метчика: черновой и чистовой. Черновой метчик удаляет около 70% стружки, а чистовой оставшиеся 30%.
Резьбу на металлической трубе можно сделать своими руками. Для этого потребуется покупка специального инструмента и небольшое количество времени. Проведение работы доступно не только для профессионалов, но и для простых пользователей.
Конструкция метчика
Метчик – своего рода закаленный винт, имеющий выступающие ребра с несколькими прорезанными винтовыми или прямыми канавками – режущими кромками. При ввинчивании в пустотелые заготовки соответствующего диаметра такие рифленые ребра вырезают стружку, выводя ее из обрабатываемой зоны отверстия и оставляя на стенках детали аналогичные винтовые канавки – резьбу.
Нехитрый резьбонарезной прибор, метчик, по сути – это железный прут из твердой стали высокого качества, с наличием на одном краю режущей части, на другом – хвостовика с квадратным элементом (у ручных моделей) для крепления воротка, служащего для возвратно-поступательных движений метчика в процессе работы.
Рабочая зона инструмента для нарезания внутренней винтовой резьбы условно разделяется на части:
- режущую часть(заборную), обеспечивающую основное срезание припуска на обработку;
- калибрующий участок, окончательно обрабатывающий резьбу;
- перья (ребра с винтовой нарезкой);
- канавки для вывода стружки (малые метчики имеют 3 канавки; крупные, с диаметром больше 20 мм, – 4 канавки);
- сердцевину, придающую метчику жесткость и прочность.
Простой способ нарезки резьбы на металлической трубе
Я покажу как просто нарезать резьбу на водопроводной трубе обычному домашнему мастеру, без каких-либо навыков в этом деле и с минимальным набором инструментов.
К примеру, при замене батареи центрального отопления, как в моем случае. В этом нет абсолютно ничего сложного и метод доступен почти каждому. Итак, вы обрезали трубу болгаркой или другим инструментом, типа ножовкой.










Главное, чтобы срез был ровный и перпендикулярный.
Понадобится
- Клупп под нужный диаметр трубы.
- Разводной ключ (газовый).
Клупп — резьбонарезной инструмент, типа плашки, только это насадка с направляющей юбкой. Его необходимо приобрести к сантехническом магазине. Дефицита на них нет, поэтому найдете без проблем, даже в поселке.
В данном случае представлен китайский вариант, довольно неплохой.
Стоит такая штука в районе 200-500 рублей. Все зависит от диаметра и наценки. Ходовые модели под диаметры 1/2, 3/4 дюйма и дюймовая как в моем варианте.
Можно спросить у сантехников советский аналог, если есть такая возможность. Тогда для вас это будет в обще бесплатно.
Нарезаем резьбу на трубе
Старую краску можно не снимать. Смазываем место, где будет резьба твердой или жидкой смазкой: солидол, литол, моторное масло.
Также промазываем резцы на клуппе.
Ни там ни там не нужно наносить сильно много твердой смазки, так как стружки после нарезки будут к ней прилипать и не будут падать вниз, а значит удаляться. Надеваем клупп направляющей на трубу.
По идее клупп вращается специализированным инструментом — трещоткой, но так как у нас разовая работа, приобретать дорогой инструмент будет не выгодно. Берем разводной ключ, и подгоняем его размер под заднюю юбку клуппа.
Вращаем инструмент, делая несколько оборотов вокруг трубы. Теперь резцы вошли в зацепление.
Если труба хлипкая и неустойчивая, ее нужно удерживать другим разводным ключом вот так:
А другим разводным ключом вращать насадку. Последовательность нарезки такая: 2-3 оборота клуппа вперед, 1 назад. Это нужно сделать обязательно, чтобы стружка сломалась, отвалилась и не мешала дальнейшей нарезке. Если этим пренебречь, стружки могут замять витки резьбы.
Всего нужно нарезать 4-5 полных витков резьбы.
В итоге резьба на трубе нарезана.
Так же учтите, что резцы в клуппе имеют небольшой конус. Это нужно для того, чтобы можно было с легкостью начинать и нарезать резьбу. В итоге я веду к тому, что конечные витки могут быть не полными и недорезанными по глубине. Поэтому, чтобы получить 3-4 полноценных витка резьбы на трубе, визуально лучше нарезать 6-7 витков.
После всех работ резьбу можно проверить навинтив на нее любой переходник или штуцер.
Чем толще труба, тем большее усилие приходится прилагать для проворачивания насадки. Способ не хитрый, должных навыков почти не требуется, справиться даже новичок. Перекосить резьбу невозможно, так что бояться не стоит.
Особенности нарезания наружной резьбы
Резьба представляет собой различной геометрической формы канавки, нарезаемые специальными инструментами – плашками, резьбовыми фрезами, метчиками и шлифовальными кругами. Резьбу наносят как ручным способом, так и с помощью токарного станка и резца.
• способ нарезки плашкой и метчиком
Метчик – винт с прямолинейными и винтовыми канавками, предназначен для нарезания внутренней резьбы. Ручной способ нарезки требует 3 метчика: черновой, для нанесения первоначальной резьбы, средний и чистовой. Машинный способ нарезки осуществляется на токарных и фрезерных станках. Плашки по своей форме и виду схожи с гайкой, на внутренне части инструмента расположены режущие зубцы конической формы, для нарезания внешней резьбы. По форме различают – круглые, квадратные и шестигранные. По устройству – цельные, разрезные и раздвижные. Для беспрепятственного прохождения плашки по детали необходимо снять фаску.
• метод токарной обработки
На производстве резьба нарезается с помощью токарного станка и специального инструмента – резьбового резца. Для каждого изделия устанавливается индивидуальный показатель винтового шага, определяется он путем замера расстояния между соседними витками. Деталь помещается в токарный станок, в момент вращения заготовки резец перемещается по все оси, создавая винтовую поверхность. Резьбовые резцы по особенностям конструкции подразделяются на: призматические, стержневые и круглые/дисковые. Используемый профиль резьбы – треугольный, прямоугольный, трапецеидальный, упорный и круглой геометрической формы.

Правила нарезания внутренней резьбы метчиком
При
ручной нарезке резьбы инструмент
вставляют в отверстие вертикально (без
перекоса). Вороток вращают в нужном
направлении (для правой резьбы по часовой
стрелке) не все время, а периодически
делают 1–2 оборота в обратную сторону.
При
таком вращательно-возвратном движении
метчика срезаемая стружка ломается,
становится короткой (дробленой) и легче
удаляется из рабочей зоны, а процесс
формирования резьбы значительно
облегчается. По окончании нарезания
инструмент вывертывают вращением
воротка в противоположную сторону,
затем его прогоняют по готовой резьбе
насквозь или до упора для глухих
отверстий. Необходимо также придерживаться
следующих правил:
При
формировании резьбы в вязких и мягких
металлах (алюминий, медь, баббиты и
другие), а также в глубоких отверстиях
инструмент следует периодически
выкручивать из отверстия для очистки
канавок от стружки.
При
использовании комплекта метчиков
необходимо применение всех инструментов
набора. Нарезание сразу чистовым
метчиком или средним, а затем чистовым
без прохода черновым не ускоряет, а
только замедляет и затрудняет процесс
нарезания. Кроме того, резьба при этом
получается некачественной, а инструмент
может сломаться. Чистовой и средний
метчики вкручивают в отверстие вручную
(без воротка) до тех пор, пока инструмент
не пойдет по резьбе правильно, и только
после этого устанавливают вороток и
продолжают работу.
В
процессе нарезания требуется
тщательно следить за правильностью
врезки инструмента, чтобы не было его
перекоса. Для этого необходимо через
каждые вновь нарезанные 2–3 нитки
стружки проверять положение метчика
относительно верхней плоскости детали
с помощью угольника
Особенно осторожно
следует работать с глухими и мелкими
отверстиями
Конструкция
метчика
Метчик
(рис. 1) представляет собой закаленный
винт, на котором прорезано несколько
прямых или винтовых канавок, образующих
режущие кромки инструмента. Канавки
также обеспечивают размещение стружки,
образующейся при резании стружка
может выводиться из зоны резания.
Метчик
состоит из двух частей
— рабочей и хвостовика, на конце которого
выполнен квадрат (у ручных метчиков).
Рабочая часть метчика включает в себя:
режущую (заборную) часть, которая
обеспечивает удаление основной части
припуска на обработку; калибрующую
часть, осуществляющую окончательную
обработку резьбы; стружечные канавки;
перья (витки резьбы, разделенные
стружечными канавками) и сердцевину,
обеспечивающую метчику достаточную
для обработки прочность и жесткость.
Хвостовая часть метчика служит для
закрепления его в воротке, которым
производятся рабочие и холостые
перемещения метчика.
Рабочую
часть метчика изготавливают
из инструментальных углеродистых сталей
марок У11, У11А, быстрорежущей стали или
твердого сплава. Выбор материала рабочей
части зависит от физико-механических
свойств обрабатываемой заготовки. У
цельных метчиков материал хвостовой
части тот же, а у метчиков, состоящих из
двух частей, соединяемых сваркой,
хвостовую часть изготавливают из
конструкционной стали марок 45 и 40Х:
Число стружечных канавок, выполненных
на метчике, зависит от его диаметра (три
канавки дтя метчиков диаметром до 20 мм
и четыре — для метчиков диаметром свыше
20 мм).
Основную
работу при нарезании резьбы выполняют
режущие кромки, образованные пересечением
передних поверхностей канавки с задними
(затылованчыми, выполненными по
архимедовой спирали) поверхностями
рабочей части. Затылование задней
поверхности режущих зубьев позволяет
сохранить постоянным их профиль после
переточки, которая осуществляется
централизованно в заточных цехах.
Как
правило, метчики изготовляют с прямыми
канавками, однако для улучшения условий
резания и получения точных и чистых
резьб применяют метчики с винтовыми
канавками. Угол наклона такой канавки
к оси метчика составляет 8… 15°. Для
получения точных и чистых резьбовых
поверхностей в сквозных отверстиях при
обработке мягких и вязких материалов
используют бесканавочные метчики.
Рис.
1 Метчик:
а
– конструкция: 1
– нитка(виток); 2 – квадрат; 3 – хвостик;
4 – канавка; 5 – режущее перо;б
– геометрические параметры: 1
– передняя поверхность; 2 – режущая
кромка; 3 – затылованная поверхность;
4 – задняя поверхность; 5 – режущее перо;
α – задний угол; β – угол резания;δ
– угол заострения;
γ – передний угол;в – с
винтовой стружечной канавкой: 1
– канавка; г — нарезание глухой резьбы;
ω – угол наклона винтовой канавки.
Ручные инструменты
Ручные приспособления являются основным видом для нарезания резьбы в быту, их применение имеет следующие особенности:
- Доступность. Ручные приспособления имеют самую низкую цену среди устройств подобного типа поэтому доступны любому хозяину.
- Функциональность. При нанесении нарезки используется основное устройство (плашкодержатель, вороток), в которое вставляется режущий инструмент с нужными параметрами.
Рис. 5 Плашка Зубр и метчики в наборах резьбонарезного инструмента
Компактность. Ручные приспособления занимают мало места и не требуют для проведения операций большого пространства.
Промышленность выпускает готовые наборы из метчиков и плашек разных размеров для нарезки резьбового профиля – это существенно упрощает задачу поиска необходимых приспособлений.
Инструменты для ручной обработки – метчик
Метчик является основным устройством для прорезания внутренней резьбы, которая редко используется в трубопроводных линиях. Порядок работы с метчиком состоит из нескольких простых этапов:
- Смазывают внутренние стенки заготовки машинным маслом, помещают метчик в вороток и вставляют в отверстие, следя за тем, чтобы не было перекосов. Рабочий конец метчика имеет конусную форму, поэтому снимать внутреннюю фаску нет необходимости.
- Совершают несколько вращательных движений по часовой стрелке в направлении витков, затем вращают метчик обратно. Процедуру повторяют несколько раз, делая 3 – 4 прохода вперед и назад.
- Извлекают метчик наружу и очищают его кромки от стружки, такую же операцию проводят и с внутренними стенками заготовки. Если элементы не очищать от стружки, профильные зубцы могут быть повреждены из-за ее попадания в канал.
Рис. 6 Ручной резьбонарезной инструмент для труб в работе
Использование плашки
С помощью плашки удобно делать внешнюю нарезку на заготовках малого диаметра, перед проведением процедуры элемент с нужными параметрами вставляется в плашкодержатель, дальнейшие операции выполняются в следующем порядке:
- Напильником, наждачной бумагой или болгаркой снимают фаску с торца внешних стенок заготовки, машинным маслом смазывают резцы и обрабатываемую поверхность.
- Помещают плашку поверх детали и делают несколько оборотов, стараясь держать инструмент строго по центральной оси заготовки. Затем отворачивают ее обратно и снова вращают вперед, проходя большее расстояние.
- После 3 – 4-х проходов в разных направлениях плашку снимают и очищают поверхность детали и резцов от стружки.
При резке плашкой или метчиком рационально использовать отдельные элементы для черновой и чистовой обработки – это упрощает процесс и повышает качество профильной поверхности резьбовых витков.
Рис. 7 Клуппы трубные
Применение клуппа
Клупп является ручным резьбонарезным инструментом, современной модификацией плашки и работает по одинаковому с ней принципу. Его основные отличия от плашки:
- направляющая цилиндрическая часть с ребрами;
- возможность установки в специальную трещотку с прочной удобной ручкой;
- длинные резцы, с неполным сечением с краю и постепенно переходящие в основной профиль, поэтому резьба режется постепенно, что упрощает и облегчает проведение работ;
- возможность замены изношенных резцов в головке на новые;
- проблемы при нарезании короткой резьбы из-за неполной прорезки поверхности в конечной части. В этом случае дополнительно используют плашку или обрезают клупп до зубцов с полным профилем.
Проведение работ клуппом при нарезании аналогично действиям с плашкой, его можно проворачивать электроинструментом, трещоткой с ручкой или разводным газовым ключом, зажимая ребра цилиндрической направляющей части.
Рис. 8 Трубные электрические резьбонарезные клуппы










Основы ремонта водопровода
Не многие задумывались над тем, как подключается ввод водопровода в частный дом.
Состоит он из:
- труб,
- вентилей,
- клапанов,
- кранов и других компонентов.
Собирается все это в единую систему посредством резьбовых соединений.
Для того, чтобы процесс замены старой детали на новую не занимал много времени, и существует резьба.
Иногда приходится сталкиваться с такими случаями, когда самому доводится менять изношенный элемент (например, трубу), а на ней нет пазов.
Как поступить в этом случае?
Выход из создавшегося положения очень простой – своими руками нарезать резьбу. Идеальный вариант – это, когда у вас есть возможность воспользоваться токарным станком.
Но такое оборудование есть далеко не у каждого домашнего мастера.
Оно стоит дорого, и для того, чтобы им пользоваться, нужно иметь определенный опыт и навыки.
Если вам нужно оснастить трубу резьбой, например, для подключения мембранного бака для водоснабжения (написано здесь), можно задействовать один из двух видов приспособлений, предназначенных для нарезания пазов:
- резьбонарезная лерка,
- трубный вороток.
С помощью этого инструмента нарезают резьбу в водопроводных и канализационных трубах (зачем нужен гидрозатвор прочитайте здесь), которые применяются в инженерных сетях многоэтажных домов и частных постройках.
Обратите внимание! Если у вас нет никакого опыта в этом деле, то работать с леркой вам будет очень сложно. Так как даже минимальный перекос инструмента неизменно приведет к образованию дефекта
В этом случае, лучше всего использовать вороток, процесс нарезки с его помощью упрощается наличием в конструкции такой важной детали, как — направляющая. Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета
Чтобы не испортить водопроводную трубу, для приобретения определенного навыка, потренируйтесь на не нужном куске пустотелого предмета.
Теперь давайте попытаемся освежить в своей памяти, что собой представляет процесс нарезания резьбы:
- при нанесении пазов на трубы, образовывается винтовая поверхность на внешней стороне пустотелого предмета;
- винтообразная плоскость играет роль соединительного элемента, который размеренно вращается кругом оси сгонки;
- шаг резьбы соответствует одному полному витку.
Для того, чтобы место сопряжения водопроводных труб было водонепроницаемым, прочным, и узел мог выдерживать высокий напор в системе, необходимо нарезать резьбу таким образом, чтобы шаг в точности совпадал с шагом стыковочных деталей.





