Стойкость ленточных пил
| Материал | Производительность, см/мин | Количество заготовок, шт. |
| Сталь 20-45 | 40 | 820 |
| 50 | 780 | |
| 60 | 660 | |
| Сталь 40Х | 35 | 700 |
| 45 | 630 | |
| 50 | 510 | |
| 20Х13, Р6М5 12Х18Н9Т | 15 | 380 |
| 20 | 300 | |
| 25 | 210 |
При осуществлении движения в ленточнопротяжном механизме станка неизбежно возникают циклические знакопеременные нагрузки, поэтому важно чтобы и зуб пилы, и само полотно были устойчивы к такому воздействию (отличались износостойкостью). Для подавляющего количества ленточнопильных полотен срок службы варьируется от 140-160 часов
Для того чтобы несколько увеличить длительность работы данной оснастки следует при перерывах в работе техники производить снятие пилы на релаксацию
Для подавляющего количества ленточнопильных полотен срок службы варьируется от 140-160 часов. Для того чтобы несколько увеличить длительность работы данной оснастки следует при перерывах в работе техники производить снятие пилы на релаксацию.
От того насколько, верно, вы подберёте шаг зуба ленточной пилы напрямую зависит стойкость зуба. Ниже будет представлена таблица, где указана зависимость шага пилы от диаметра разрезаемого материала.
Классификация изделий
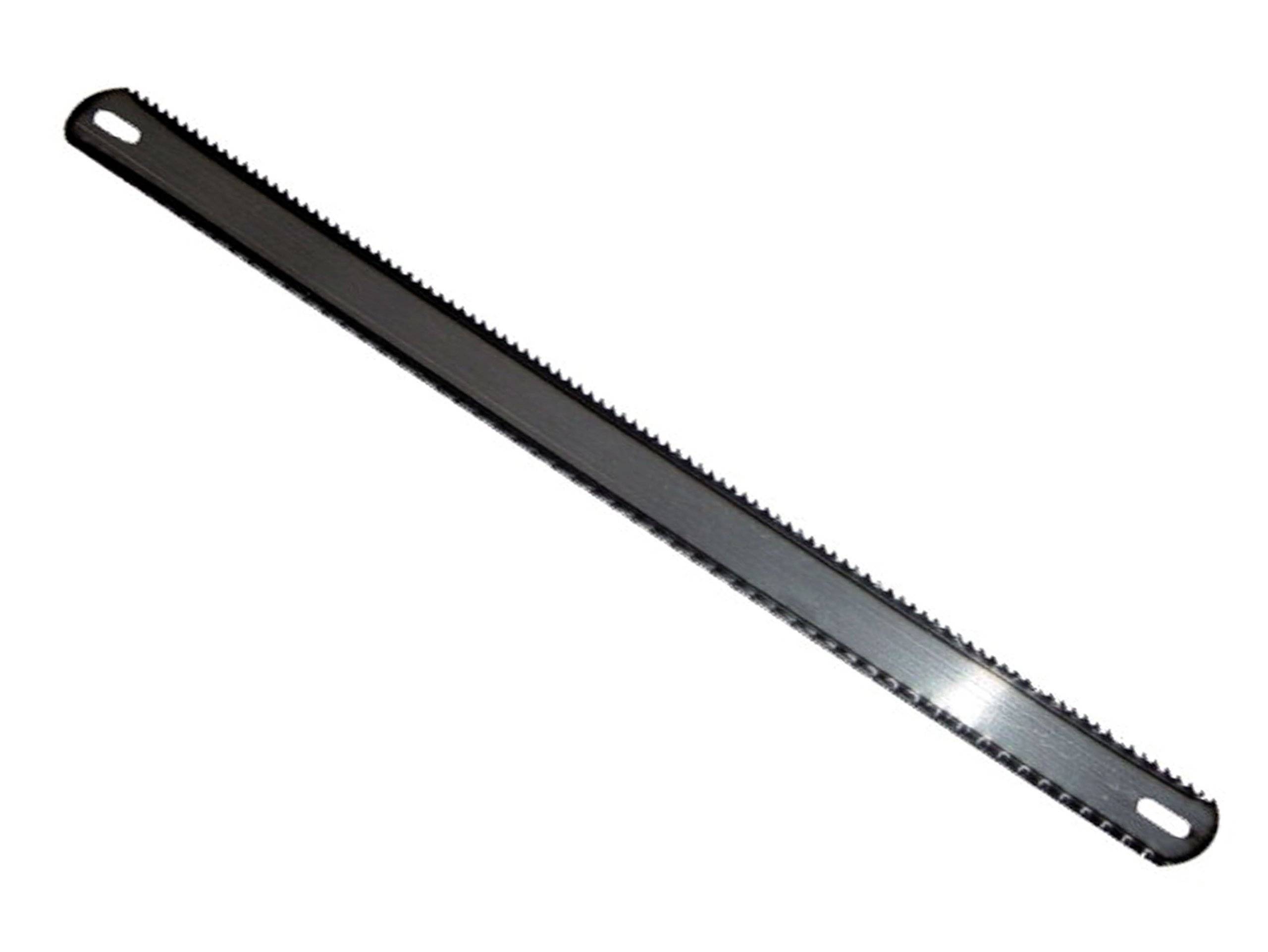
Полотна для ножовок являют собой узкую полоску, на концах которой имеются два отверстия для крепления к инструменту. Есть три основных критерия их классификации:
- назначение (для ручных/электрических ножовок);
- материал изготовления;
параметры зубьев.
Деление на группы по первому признаку происходит как у ножовок — выделяют полотна для ручных (механических) и электрических (иногда их называют машинными) инструментов. Размеры рабочих элементов варьируются. Так, для ручных используются полотна длиной 250-300 мм, шириной 12-25 мм, толщиной 0,63-1,25 мм. Пример — полотно отечественного производства из стали Х6ВФ с параметрами 1,25х12х300, которое обойдется покупателю в 30 рублей за штуку.
Параметры пилок для электроинструмента варьируются от 150 мм по длине, до 55 мм по ширине, от 1,25 до 2,5 мм по толщине. Пример — полотно для сабельной пилы HAMMER RS BL 001, параметры которого — 150х19х1,25 мм, а стоимость — 100 рублей за штуку.
Еще одно отличие пилок для ручных и сабельных пил — количество отверстий для крепежа. У первых их два, у вторых — одно.
Полотно для электроножовки
- углеродистой (наименее прочные, пригодны для цветного либо мягкого металла; маркируются как HCS); например, Bosch HCS TF 350 M 408 мм GFZ за 1400 рублей;
- быстрорежущей (имеют наиболее устойчивые к износу зубья, но отличаются хрупкостью и высокой ценой; маркировка HSS); Gross HSS 18TPI 300 мм — 160 рублей за пару;
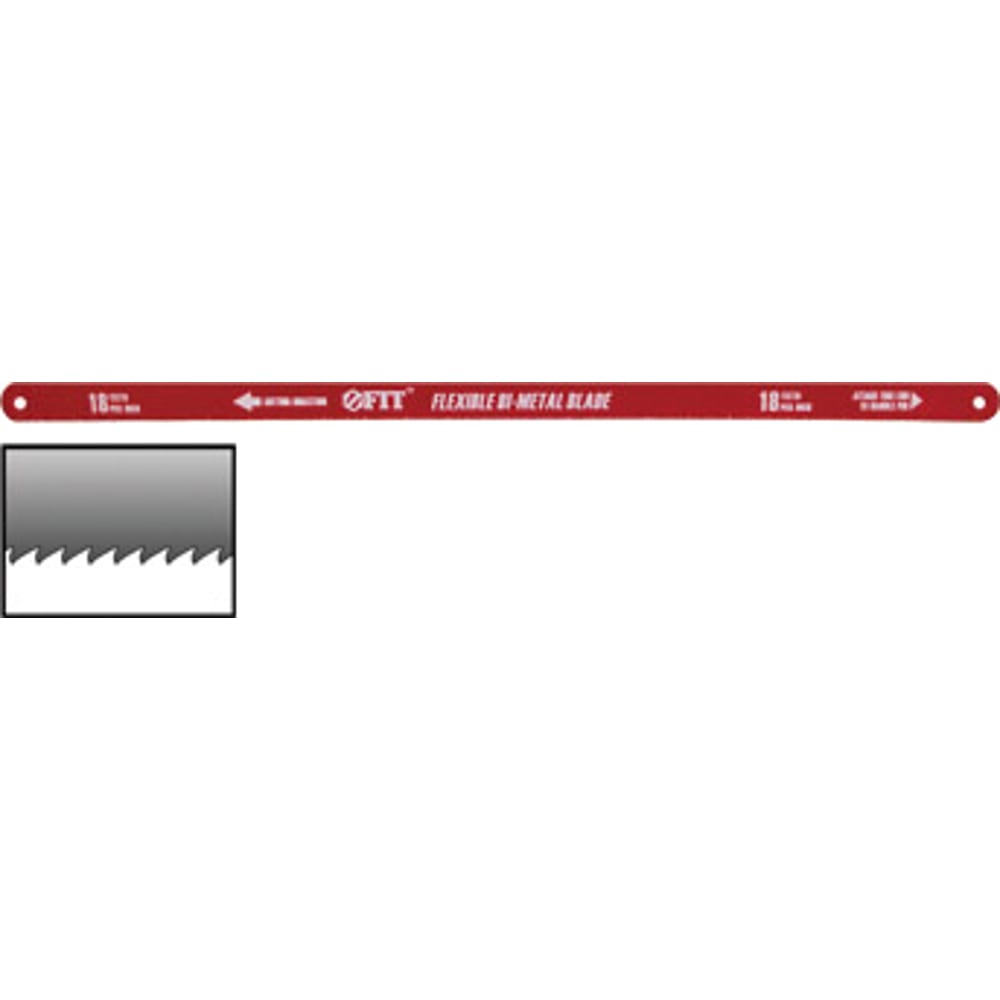
- биметаллические полотна (инновация на рынке, вытесняющая аналоги; основа — углеродистая сталь, поверх которой наваривается полоса быстрорежущей, служащей основой для зубьев; обозначается BIM); Gross Variozahn 300 мм BIM от 300 рублей за пару.
Еще есть полотна из легированной стали (обозначение HM), но чаще они используются для резки кирпича, бетона или камня.
Размер зубьев для ножовок по металлу составляет 2-2,5 мм. Данный параметр считается «мелким», поскольку есть изделия с более крупным зубом (например, у пилок для дерева он составляет 4-6 мм).
Международная стандартизация предусматривает иной принцип деления полотен. Так, в расчет берется количество зубьев, приходящихся на 1 дюйм пилки. Данная цифра приводится в маркировке перед буквами PPI (points per inch — «остриё на дюйм») или TPI (формула «PPI – 1»). Чем число больше, тем более мелкий зуб представлен на данном полотне.

При выборе изделий для ножовки пользователю не придется долго гадать — большинство известных пилок имеют шаг зубьев 18 или 24. Так обозначается брендовая продукция для строительства (например, Standart 24 TPI 300 мм, полотно Kraft-Flex 18 TPI от производителя Kraftool).
Основная классификация полотен к ножовке по металлу составляется на основе приведенных критериев
Важно знать — наличие разведенных зубьев приветствуется, если пользователь ожидает комфортную работу без пауз и поломок инструмента. Теперь о том, как полотно ножовочное правильно установить в ручном или электрическом инструменте
Как определить качественный инструмент
Для того, чтобы понять, насколько качественный перед вами аппарат, необходимо учитывать такие параметры:

Длина рабочего полотна. Будет зависеть от величины заготовки. Средняя длина рабочей части составляет от 300 до 700 миллиметров.

Шаг зубчиков. Этот параметр отвечает за то, насколько твердым или толстым должен быть материал, требующий резки. К примеру, шаг 3,5 миллиметра используется для того, чтобы распиливать древесные мягкие материалы. Шаг в 5 миллиметров используется для работы с более твердыми породами древесины.

При выборе ножовочного полотна обязательно учитывайте качество покрытия. При некачественном покрытии, эмаль может трескаться в процессе работы.
Особенности
Для каждого вида материала существует свое режущее полотно.
Ножовочное полотно по металлу представляет собой узкую металлическую полосу с размещенными на ней тонкими зубьями. Рамы выполняются внешне похожими на буквы С, П. Устаревшие модели рам оснащались деревянными или металлическими ручками, размещавшимися параллельно лезвию. Современные модели изготавливаются с ручкой «пистолетного» типа.
Ножовочное полотно для работы с древесиной – самый распространенный столярный вариант изделия. Применяется для обработки и распила фанеры, разнообразных по плотности деревянных строительных материалов. Конструкция ручных пил специально оборудована скошенной рабочей поверхностью, сбоку на полотне располагаются зубчики.
Для работы с бетоном полотно отличается более крупными зубчиками на режущей кромке. Оснащено напайками из твердосплавных металлов. Благодаря этому становится возможно распиливать бетонные конструкции, пеноблоки, пескобетон.
Для обработки металлических изделий применяются полотна с шириной шага около 1,6 мм, на пилке длиной 25 мм расположено до 20 зубцов.
При обработке металлических изделий, обладающих различным показателем твердости, применяются пилки с определенным количеством зубцов:
- угловая и другая сталь – 22 зубца;
- чугун – 22 зубца;
- закаленный материал – 19 зубцов;
- мягкий металл – 16 зубцов.
Для того чтобы пилка не застревала в обрабатываемом изделии, стоит предварительно выполнить разводку зубцов. Рассмотрим, по какому принципу производится разводка.
- Ширина разреза больше толщины рабочего полотна.
- Ножовочные пилки с шириной шага зубьев около 1 мм должны быть выполнены в волнистой разводке. Каждую пару смежных зубцов необходимо отгибать в разные направления приблизительно на 0,25-0,5 мм.
- Пластина с шагом более 0,8 мм разводится гофрированным методом. Первые несколько зубцов отводятся на левую сторону, следующие зубья – вправо.
- При среднем шаге около 0,5 мм первый зуб отводят в левую сторону, второй оставляют на месте, третий – в правую сторону.
- Пластина с крупным шагом до 1,6 мм – каждый зубец отводится в противоположные направления. Необходимо, чтобы разводка заканчивалась на расстоянии не больше 3 см от торца полотна.
d
Н14
250
265
12,5
0,63
0,80
32
4,0
1,00
24
1,25
20
300
315
0,80
32
1,00
24
1,25
20
1,40
18
1,60
16
Таблица 2 — Размерымашинныхполотен
Размерывмиллиметрах
Способы установки полотна
- резьбовой зажим;
- рычажный механизм.
В первом случае полотно натягивается между крепежными отверстиями и фиксируется гайкой с барашком. Во втором действия выполняются аналогично, только пилка одевается и снимается посредством специального рычага, обычно расположенного у дальнего от ручки края.










Установка полотна выполняется таким образом, чтобы зубья наклонялись в сторону, противоположную рукоятке. При работе ножовки срезка слоя металла произойдет при движении «от себя». Обратное направление — «на себя» — есть холостой ход, при котором резание заготовки не производится. Поэтому усилия при обратном движении напрасны. К тому же, так легко затупить зубья полотна.
У электрических ножовок рабочий орган крепится иначе. Для примера ниже приведен процесс замены полотна у сабельной пилы Makita JR 3070 CT. Для этого необходимо:
- на небольшой угол провернуть головку держателя против часовой стрелки, чтобы внутренний шлиц позволил вынуть изделие;
- извлечь полотно;
- поместить конец новой пилки в шлиц держателя до характерного щелчка.

Кстати, полотна делятся еще по виду хвостовика (участка, который соединяется с держателем). Выделяют хвостовики с одним упором, двухкулачковые, универсальные 1/4, зажимные 1/2 и специальные для пил Makita, имеющие два отверстия на конце.
Принцип крепления ножовочных полотен в сабельные пилы однотипен для всех устройств; изготовители продумали дизайн, сделали вставку режущего элемента удобным и облегчили труд пользователя.
Из чего состоит?
Рассматриваемый инструмент имеет очень простую и понятную конструкцию. Если говорить о ручных моделях, то они похожи на скобу, меж концов которой фиксируется натянутое полотно.
Обычно в состав инструмента входит также рама и ножовочная пилка. Каждая из составных частей имеет свои тонкости и характеристики и каждая из них является незаменимой.
Например, рама закрепляет полотно для распила. Создаваться может из различных материалов в зависимости от того, с чем придется работать. Например, если речь идет о распиле каких-то твердых изделий, то применять лучше вариант, сделанный из композитов очень прочного типа. Также в прямой зависимости от условий использования будет находиться рамная конструкция.
Например, если приходится регулярно иметь дело с распилом железа в труднодоступных местах, то лучше купить модель, которая будет иметь регулятор наклона полотен для резки или не сильно большую рамку.
Устройство ножовки будет неполным без полотна. Речь идет о тонкой ленте, выполненной из стали. Несмотря на это, оно является наиболее хрупкой частью данного приспособления. По этой причине во время работы следует быть очень осторожным и внимательным. В противном случае полотно просто сломается. На данной детали располагаются специальные клиновидные зубчики.
При подборе пилы следует обращать внимание, подвергались ли зубцы полотнища закалке. Дело в том, что данная процедура позволяет существенно увеличить время использования инструмента и его производительные характеристики. Если требуется резать жесткие металлоизделия, то применяются полотна с не слишком большими зубцами, а мягкие варианты обрабатываются большими резцами
Лучше приобретать биметаллические либо каленые решения. В полотняную раму следует ставить их так, дабы зубцы находились в противоположном направлении от рукояти
Если требуется резать жесткие металлоизделия, то применяются полотна с не слишком большими зубцами, а мягкие варианты обрабатываются большими резцами. Лучше приобретать биметаллические либо каленые решения. В полотняную раму следует ставить их так, дабы зубцы находились в противоположном направлении от рукояти.
Виды и сферы применения инструмента
На строительном рынке ножовка по металлу встречается в электрическом и ручном виде. Главное назначение инструмента заключается в распиливании металлического изделия, а также создании пазов и некоторых других элементов. При применении специальных материалов на момент изготовления полотна оно также может проводить распиливание пластика, керамики, органического стекла и других поверхностей. Условно механическая ножовка по металлу делиться на три основные группы:
- Домашние модели. Этот вариант исполнения весьма распространен, оптимально подходит для решения простых задач. Характеризуется комфортностью в использовании. Для крепления рабочего полотно проводится установка натяжного винтового механизма, который существенно упрощает процесс. Не стоит забывать о том, что если рабочая часть имеет слабое натяжение, то есть вероятность серьезной деформации. Ручная ножовка домашнего типа обходится намного дешевле.
- Встречаются и профессиональные ручные инструменты. Они предназначены для проведения продолжительной работы и получения высококачественного пропила. Отличительные характеристики заключаются в наличии удобной ручки, а также специального механизма, за счет которого упрощается процесс смены рабочего полотна. Назначение заключается в частом проведении работы по распилу различных деталей.
- В отдельную категорию относится ножовка-ручка. Она характеризуется тем, что имеет форму скобы. Для применения инструмента подобного типа не требуется прикладывать большое усилие. Область использования заключается в обработке труднодоступных мест. Конструкция слесарной ножовки по металлу позволяет проводить установку даже отломанного полотна.
Встречаются в продаже и электрические приборы, которые характеризуются повышенной производительностью. Их применение возможно только при условии наличия источника электричества.
Разновидности пил
Ручные пилы по принятой классификации делятся на две основные группы: ножовки для работы с деревянными изделиями; пилы для разрезания металлических деталей.
Рейтинг применения ножовок по дереву в домашнем хозяйстве значительно выше, нежели приспособлений для резки металла, поэтому будет рациональным уделить особое внимание этой группе режущего инструмента
Основными показателями качественной и производительной работы считается направление резки. Поэтому ножовки делятся на три основные категории:
- пила поперечная;
- рапитовая пила для продольной резки дерева;
- продольно-поперечные (универсальные) пилы.
Основное различие между всеми этими категориями состоит в форме зубьев, режущих дерево. Поперечная ручная пила имеет прямые зубья, а инструмент, предназначенный для продольной резки, оснащён зубьями с наклоном вперёд. Такой же наклон зубьев имеют универсальные пилы, но процесс резки в разных направлениях осуществляется за счёт особой заточки режущей кромки.
Виды зубьев
Зубья любой ручной пилы выполняют двойную функцию. Во-первых, основным предназначением их является разрезание волокон дерева, во-вторых, удаление образовавшихся опилок из места среза. При этом необходимо учитывать, что объём отходов в 5—7 раз превышает количество древесины, из которой они образовались.
Именно поэтому расстояние между зубьями должно быть довольно большим, чтобы опилкам была возможность удаляться в процессе распила. В случае когда места для опилок мало, ножовочное полотно будет забиваться и начнёт скользить по отходам, намного снижая производительность пиления.
Попытка расставить зубья ножовки слишком редко привела к значительному замедлению работы, так как малое количество режущих кромок снимает немного стружки. При этом приходилось учитывать, чтобы толщина обрабатываемой детали была больше шага трёх смежных зубьев. В противном случае при пилении могут возникать колебания и удары ножовки, что может даже вызвать её поломку.
Учитывая все эти нюансы, изготовители ножовок вынуждены были искать золотую середину, дающую возможность производить резку деревянных заготовок качественно и быстро. Можно, конечно, увеличить высоту зубьев и развод ножовки, но тогда края среза будут грубыми, что годится только для заготовки дров.
Деятельность изобретателей была направлена на изменение формы зубьев ножовки. Ведь при продольном срезе инструмент воздействует на древесину по всей ширине шва, поэтому зубья делают более наклонными, чем при поперечном пилении, когда необходимо подрезать волокна по бокам разреза.
Альтернативным способом сберечь физическое усилие плотника и увеличить скорость работы стало создание режущей поверхности, пилящей в обоих направлениях.
По виду зубьев пилы делятся на три вида:
- Ножовка по дереву с крупным зубом, которая используется для грубой резки брёвен и бруса (высота резца 4—6 мм).
- Средний зуб применяется при работе с деталями небольшого размера (3—3,5 мм).
- Мелкие зубья очень эффективны при необходимости высокоточного пиления и работе с малыми изделиями (2—2,5 мм).
Согласно ГОСТ квалификация ручных ножовок происходит по количеству зубьев, приходящихся на один дюйм длины полотна. Поэтому цифра, стоящая за надписью международного стандарта PPI или TPI, указывает количество резцов. Чем она больше, тем меньше зуб этой ножовки.
Современные модернизированные инструменты изготовлены с небольшими промежутками, нарезанными в полотне. В результате зубья группируются по 6—7 штук. Эти промежутки хорошо удаляют мокрую щепу при работе с сырой древесиной.
Принципы выбора полотна
Принципиально верно избрать более подходящий вариант выполнения изделия к определенным эксплуатационным условием. Если поверхность не обладает требуемыми качествами, то она не прослужит в течение долгого периода. Аспектами выбора можно именовать нижеприведенные моменты:
Более принципиальным аспектом выбора можно именовать расстояние меж 2-мя крепежными отверстиями. У неких инструментов этот показатель может изменяться благодаря специальному устройству.
Последующий аспект выбора заключается в прочности разрезаемого металла. Если работа предугадывает резание всераспространенных мягеньких сплавов, например, меди либо алюминия, то выбирается изделие с меньшей твердостью поверхностного слоя. Сталь Х6ВФ очень всераспространена, у полотен ввезенного происхождения применяется маркировка HCS. Также можно проводить обработку крепких металлов, для которых подходит полотно ножовочное из быстрорежущей стали, ввезенная маркировка HSS,
Учитывается также и толщин разрезаемого металла и качество, которое необходимо добиться после обработки. За рубежом определяющим аспектом становится показатель PPI – число вершин зубьев, приходящихся на дюйм длины








Для обеспечения высочайшего свойства требуется PPI более 24, если в приоритете производительность, то выбирается вариант выполнения с показателем наименее 24.
При выборе уделяется внимание качеству разведения режущей кромки. Этот параметр должен соответствовать нормам, которые инсталлируются в ранее приведенном ГОСТ
Выделяют три главных варианта выполнения: разведение по каждому, через один зуб либо по двум смежным.
Многие отыскивают полотно ножовочное, которое сумеет прослужить в течение долгого периода. Следует учесть, что на эксплуатационный срок влияет качество нанесенного покрытия. Применение дешевых веществ становится предпосылкой, по которой при нагреве на поверхности возникает огромное количество трещинок.
На качество влияет также равномерность разводки. У неплохого ножовочного полотна по металлу отклонение составляет менее 45% на длину 10 мм. Также зрительный осмотр позволяет найти то, как равные по высоте отдельные зубья. Четкие результаты можно получить при применении микрометра либо другого измерительного устройства с высочайшей точностью.
Ножовочные полотна по металлу для пильных инструментов
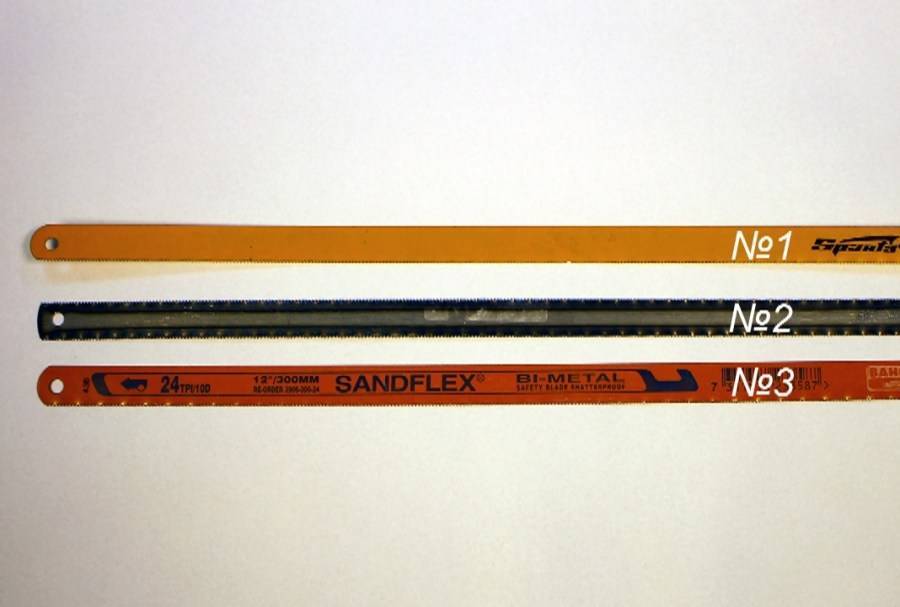
Рассматривать полотно ножовочное по металлу необходимо с того, что классифицируют этот вид расходного материала на три типа:
- Для ручных ножовок (они бывают большие и маленькие). После появления УШМ или болгарки, а также дисковых, сабельных пил и лобзиков, ручные ножовки утратили свою популярность, но при этом не исчезли полностью
- Для машинных агрегатов — к ним относятся ленточные пилы, которые используются в условиях промышленности (предназначены для станка). Для ленточной пилы применяются полотна, имеющие соответствующие параметры: длина, толщина, материал изготовления, заточка и форма зубьев. В домашних условиях такие агрегаты применяются только при необходимости проведения высокоточной резки металлических деталей. Для таких агрегатов применяется специальное ленточное полотно, зубья которых имеют напыление из твердосплавных материалов. В ленточных пилах применяется не только оснастка для резки металла, но и по дереву. Ленточнопильные полотна нуждаются в дополнительном водяном охлаждении при работе, что продлевает срок службы устройств, а также снижает нагрузку на приводные механизмы машинных агрегатов
- Автономные электрические агрегаты — это инструменты, которые вытеснили ручные ножовки. К таковым относятся сабельные пилки и электролобзики. Для сабельной пилы выпускаются полотно соответствующих форм и технических параметров. Для лобзика полотна по металлу также имеют соответствующие параметры, поэтому при их выборе, нежно учитывать, для какого типа инструмента предназначаются расходные режущие материалы
Характеристики
ГОСТ 6645-86 – эталон, устанавливающий требования к типу, размеру, качеству пильных полотен по металлу.
Это узкая, узкая пластинка с отверстиями, расположенными в противоположенных концах, на одной стороне размещены режущие элементы – зубья. Пилки делаются из стали: Х6ВФ, Р9, У10А, с твердостью HRC 61-64.
Зависимо от типа работы ножовочные пилки делятся на машинные и ручные.
Длина пластинки определяется по расстоянию от центра 1-го отверстия до другого, Универсальная ножовочная пилка для ручного инструмента имеет последующие размеры: толщину – 0,65-0,8 мм, высоту – 13-16 мм, длину – 25-30 см.
Стандартное значение длины полотна равно 30 см, но встречаются модели с показателем в 15 см. Недлинные ножовки используются в случае, когда стандартный большой инструмент не подходит для работы из-за размеров, также для выполнения филигранных типов работ.
ГОСТ Р 53411-2009 устанавливает конфигурацию полотен для 2-ух видов ножовок. Пилки для ручного оборудования выпускаются в трёх типоразмерах.
- Одинарные 1 типа. Расстояние меж сквозными отверстиями 250±2 мм, длина пилки не выше 265 мм.
- Одинарные 2 типа. Расстояние от 1-го отверстия до другого 300±2 мм, длина пластинки до 315 мм.
- Двойные, расстояние равно 300±2 мм, длина рабочей поверхности до 315 мм.
Толщина одинарной пластинки — 0,63 мм, двойной – 0,80 мм. Высота пилки с одинарным набором зубцов равна 12,5 мм, для двойного – 20 мм.
ГОСТ определяет значения шага зубцов, выраженных в миллиметрах, количество режущих частей:
- для одинарной пластинки первого типа — 0,80/32;
- одинарное второго типа — 1,00/24;
- двойного — 1,25/20.
Количество зубцов меняется для инструментов большей длины — 1,40/18 и 1,60/16.
Для каждого типа работы может изменяться значение угла резца. В процессе обработки металла, владеющего достаточной шириной, достигаются достаточно длинноватые пропилы: каждый резец пилки снимает опилки, заполняющие стружечное место, пока вполне не выйдет острие зубца.
Величина стружечного места определяется от шага зубца, фронтального угла, заднего угла. Фронтальный угол выражается в отрицательном, положительном, нулевом значениях. Величина находится в зависимости от твёрдости обрабатываемого изделия. Пилка с нулевым фронтальным углом имеет КПД ниже по сопоставлению с фронтальным углом, имеющим значение больше 0 градусов.
При разрезании более жестких поверхностей используются пилки с зубьями, которые заострены под огромным углом. Для мягеньких изделий показатель может быть ниже среднего. Ножовочные полотна, снаряженные более заостренными зубцами, являются самыми износоустойчивыми.
Тип пилы классифицируется на проф и домашний инструмент. 1-ый вариант обладает жесткой конструкцией и позволяет проводить работы под углами 55-90 градусов.
2-ой аспект по выбору полотна для ножовки — это материал, из которого сделано изделие.
Инструмент с алмазным напылением применяется для разрезания абразивных и хрупких материалов: керамика, фарфор и другие.
Крепкость пилке обеспечивает процедура жаркой термической обработки. Полотно пилки делится на две зоны закалки – режущая часть обрабатывается при температуре от 64 до 84 градусов, свободная зона подвергается 46 градусам.
Перепад по твердости сказывается на чувствительности изделия к извивам полотна во время выполнения работы либо установки пилки в инструмент. Для разрешения этой трудности был принят эталон, регламентирующий характеристики усилий, прикладываемых к ручному оборудованию. Усилие на инструмент не должно превосходить 60 кг при работе пилкой с шагом зубцов наименее 14 мм, 10 кг рассчитано для режущего изделия с шагом зубцов более 14 мм.
Пилки, выполненные из углеродистой стали, обозначаются маркировкой HCS, используются для работ с мягенькими материалами, не отличаются стойкостью, стремительно приходят в негодность.
Металлорежущий инструмент из легированной стали HM является более технологичным, как полотна из легированного хрома, вольфрама, ванадия. По своим свойствам и сроку эксплуатации занимают промежуточное место меж пилками из углеродистой и быстрорежущей стали.
Быстрорежущие изделия маркируются знаками HSS, отличаются хрупкостью, высочайшей ценой, но более устойчивые к износу режущих частей. На сегодня полотна HSS вытесняются биметаллическими пилками.
Биметаллические изделия обозначаются аббревиатурой BIM. Выполнены из холоднокатаной и быстрорежущей стали способом электронно-лучевой сварки. Сварка применяется для моментального соединения 2-ух видов металла с сохранением твердости рабочих зубьев.
Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.
Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.