

Разбираемся в конструкции и принципе действия осциллятора
Сварочные осцилляторы, способные работать с источниками переменного и постоянного тока, необходимы для того, чтобы одновременно повысить как величину напряжения, так и частоту электрического тока. Если на входе такого устройства напряжение составляет 220 В, а частота тока – 50 Гц, то на выходе уже получается 2500–3000 В и 150000–300000 Гц. Продолжительность импульсов, которые создает осциллятор, составляет десятки микросекунд. Мощность этих устройств, с помощью которых в сварочную цепь поступает ток высокой частоты и с большим значением напряжения, – 250–350 Вт.
Технические возможности, которыми обладает осциллятор, обеспечиваются его конструкцией и характеристиками его элементов.
Электрическую схему аппарата составляют следующие компоненты:
- колебательный контур, выступающий в роли искрового генератора затухающих колебаний (в состав такого контура входят конденсатор и катушка индуктивности – подвижная обмотка высокочастотного трансформатора);
- разрядник;
- дроссельные катушки в количестве двух штук;
- повышающий трансформатор;
- трансформатор высокой частоты.
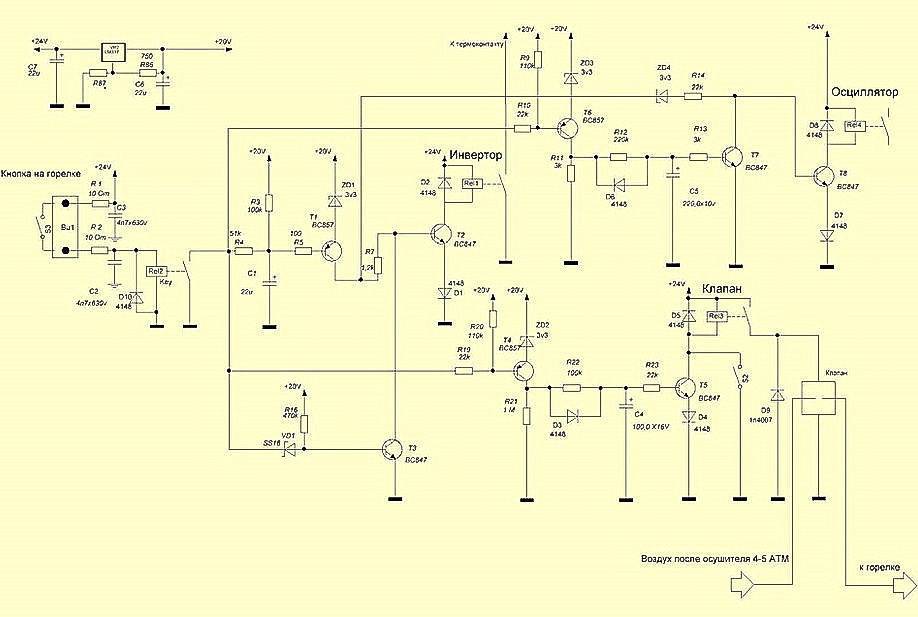
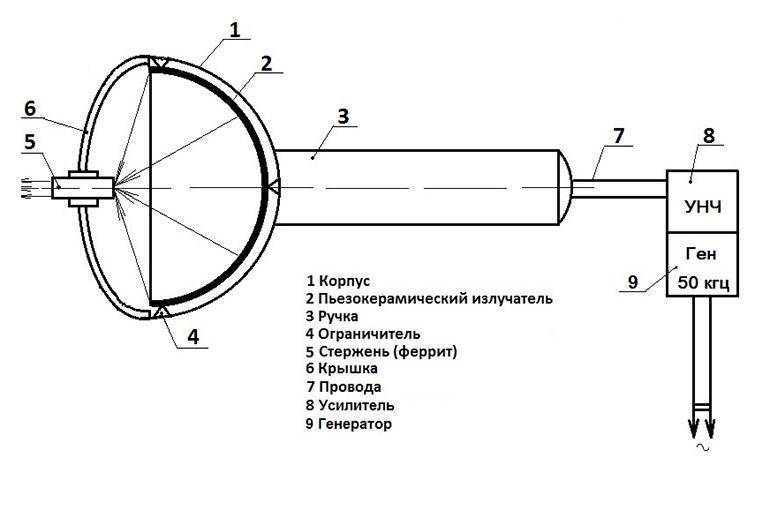
Функциональная схема осциллятора
Кроме того, осциллятор содержит элементы, обеспечивающие безопасность как самого устройства, так и сварщика. К таким элементам относятся конденсатор, защищающий сварщика от удара электрическим током, и предохранитель, размыкающий электрическую цепь при пробое конденсатора.
Осциллятор, который используется в паре со сварочным аппаратом, работает по следующему принципу. После прохождения по обмоткам повышающего трансформатора напряжение поступает на конденсатор колебательного контура и начинает заряжать его. Когда конденсатор заряжается до величины, предусмотренной его емкостью, он выдает разряд на разрядник, что приводит к пробою. После этого колебательный контур оказывается закороченным, что и вызывает возникновение резонансных затухающих колебаний. Высокочастотный ток, формирующий эти колебания, через блокировочный конденсатор и обмотку катушки поступает на сварочную дугу.
Пример изготовления платы осциллятора
Блокировочный конденсатор устроен таким образом, что через него может свободно проходить только ток высокой частоты, отличающийся и большим значением напряжения. Низкочастотный ток через такой конденсатор проходить не способен из-за слишком большого сопротивления. Благодаря данной характеристике блокировочного конденсатора через него не может пройти и низкочастотный ток от сварочного аппарата, что защищает осциллятор от короткого замыкания.
Как работает осциллятор
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов. Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Советуем изучить Осциллограф своими руками
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
- Сварщик нажимает кнопку управления на горелке.
- Входной выпрямитель получает напряжение из сети с параметрами 220 V и 50 Гц. Устройство выпрямляет ток и передает его на накопитель.
- Накопительная емкость собирает в себе разряд.
- Схема управления руководит этим процессом. Когда сетевое напряжение достигает 0В, высвобождается импульс, для последующего формирования.
- Он поступает на первичную обмотку трансформатора, где происходит его преобразование в высоковольтный импульс.
- Одновременно с этим, схема управления подает сигнал в клапан газа, и выпускается аргон.
- Происходит короткий разряд тока, связывающий в воздухе напряжение от горелки и изделие, к которому прикреплена масса от сварочного аппарата. Дуга зажигается в уже подготовленном газовом облаке, и можно сразу вести сварку.
- Когда в процесс включается сварочный ток, с силой более 5 А, то импульс прекращает свое действие. Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
- После окончания сварки осциллятор регулирует время последующей продувки защитным газом и завершает весь процесс.
Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.

Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.
Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.

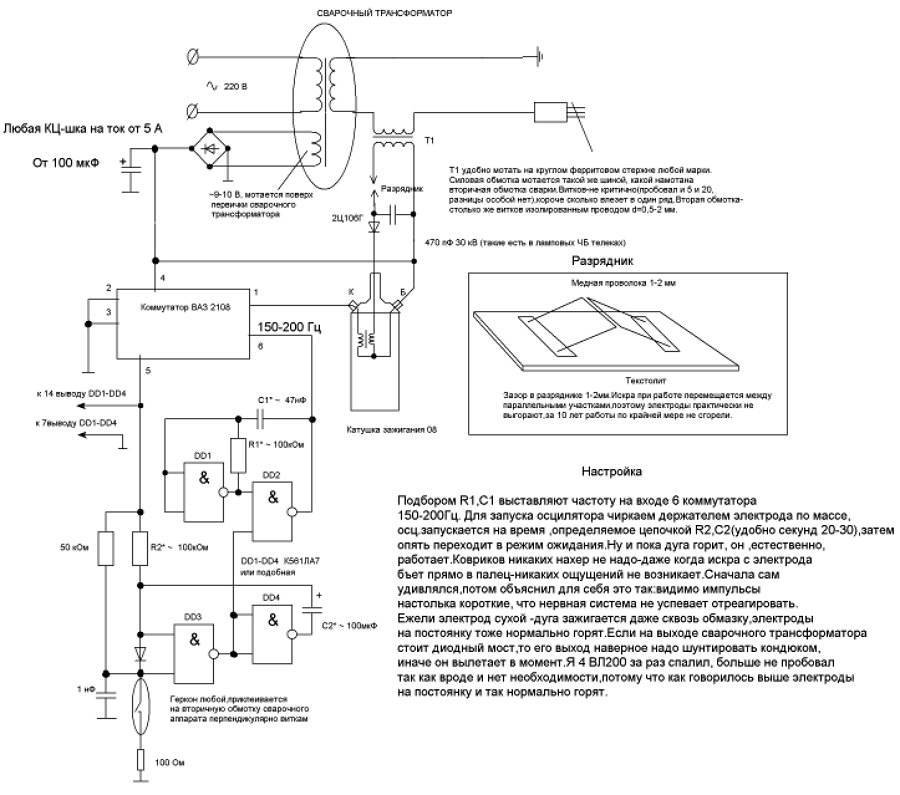
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.
Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
Из микроволновки
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Взаимодействие с инвертором
Принцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц.
Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта
Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Управление осциллятором производится специальной кнопкой, удобно расположенной на держателе. Если используется аргоновая сварка, то управляющая кнопка размещается непосредственно на горелке.
Благодаря высокой степени ионизации, электропроводность воздуха существенно повышается. Через этот промежуток происходит мгновенное течение дугового тока, сформированного в инверторе. В результате, сварочная дуга появляется и затем продолжает гореть в рабочем режиме. За счет импульсов этот процесс поддерживается непрерывно и не прекращается даже при случайном увеличении воздушного зазора. Ток, произведенный осциллятором, объединяется с током инвертора, и их совместных усилий вполне хватает для поддержания дуги в любых условиях.
Комплектующие детали для аппарата
Для изготовления плазмореза можно взять серийный сварочный инвертор, на основе которого изготавливаются чертежи и схемы плазмореза своими руками. Сборку производительного агрегата можно осуществить из набора элементов:
- плазмотрона (плазменного резака);
- источника питания (инвертор, трансформатор);
- осциллятор;
- компрессор для охлаждения плазмы;
- электрические кабели;
- соединительные шланги.

Благодаря высоким техническим характеристикам плазменная резка металла, своими руками которую можно изготовить в частной мастерской, имеет стабильное напряжение, влияющее на качество резки. Аппарат, изготовленный на основе инвертора, обладает высоким КПД, простой схемой настройки, малым потреблением электрической энергии, помогает выполнять работы на объектах с ограниченной доступностью.
Устройство и принцип работы оборудования
Для понимания характера функционирования прибора нужно хорошо знать физику. Получаемая при включении осциллятора дуга не меняет своих параметров при увеличении зазора между электродом и обрабатываемой деталью.
Конструкция осциллятора включает следующие элементы:
- Трансформатор повышающего типа. Используется для изменения амплитуды напряжения.
- Колебательный модуль, имеющий стандартное строение. Он включает конденсаторы и индуктивные катушки. Контур применяется для создания высокочастотных колебаний.
- Разрядник – воздушный зазор, в котором появляется искра.
Рекомендуем к прочтению Регулятор тока для сварочного аппарата
Устройство может быть дополнено датчиками, автоматизирующими работу оборудования, помогающими контролировать ее. Если осциллятор включается в состав аргонодугового аппарата, его снабжают клапаном впуска газа. Микропроцессор подает команду на открытие элемента в нужные моменты. Осциллятор оснащается системой безопасности, предотвращающей выход аппарата из строя.
Как своими руками сделать осцилляторное устройство
Как уже говорилось выше, осцилляторы позволяют зажигать сварочную дугу без касания электродом поверхности соединяемых деталей, а также поддерживать ее стабильность в процессе горения. Обеспечивается такая функциональность данного устройства за счет того, что на электрический ток, поступающий от сварочного аппарата, накладывается ток, обладающий высокой частотой и большим значением напряжения. Используется такое приспособление, которое можно сделать и своими руками, преимущественно для сварки деталей из алюминия.
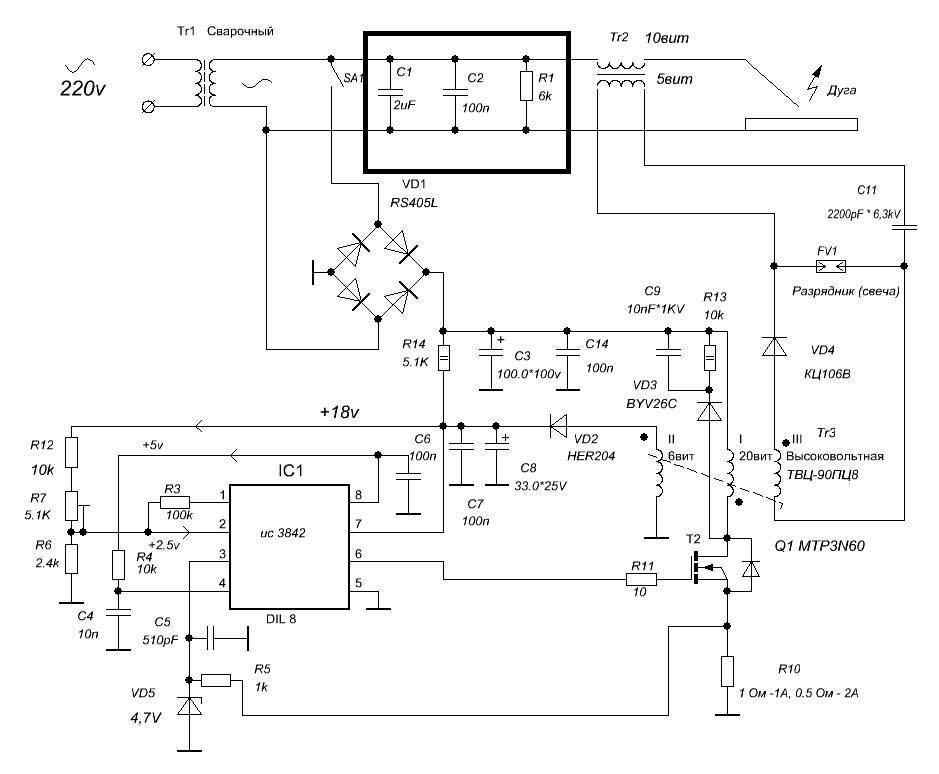
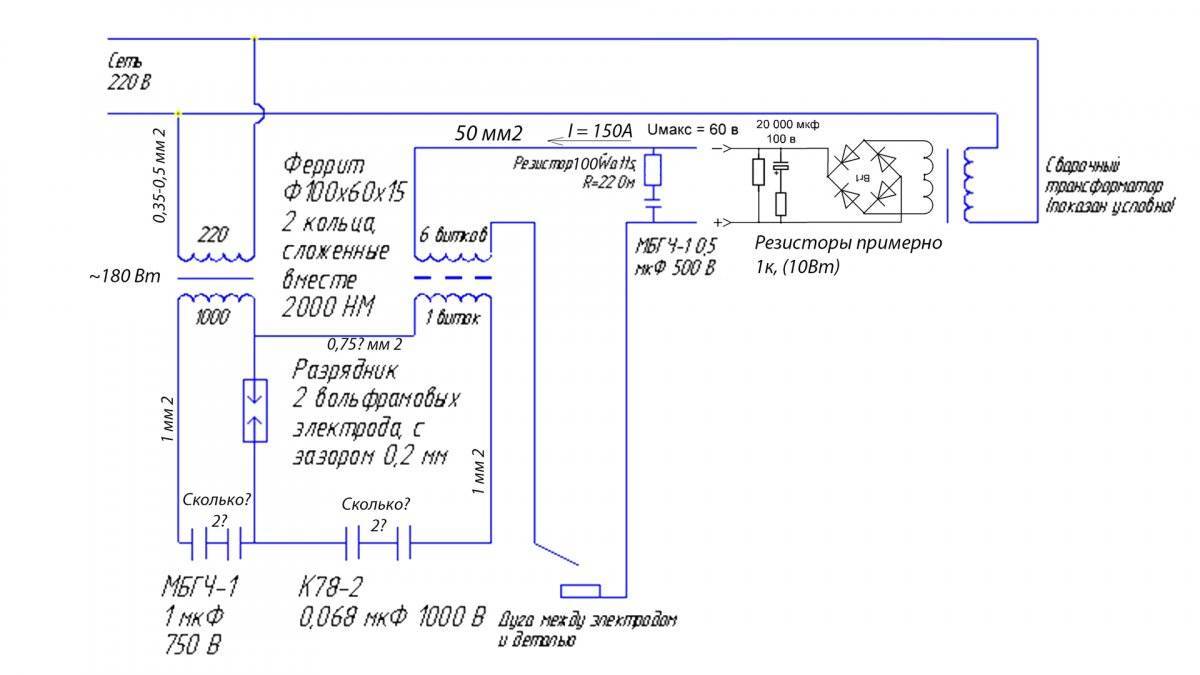
Для изготовления самодельного сварочного осциллятора можно воспользоваться наиболее простой и распространенной схемой. Основным элементом схемы такого устройства является трансформатор, который обеспечивает увеличение значения напряжения со стандартных 220 до 3000 В. Основную трудность при изготовлении осциллятора своими руками представляет разрядник, через который и проходит мощная электрическая искра.
Самодельный одноискровый разрядник
Важнейшим элементом схемы сварочного осциллятора выступает колебательный контур, в котором обязательно должен присутствовать блокировочный конденсатор. Такой контур, в состав которого входят также разрядник и катушка индуктивности, решает основную задачу осциллятора – генерирование затухающих высокочастотных импульсов, облегчающих зажигание сварочной дуги и ее поддержание в стабильном состоянии.
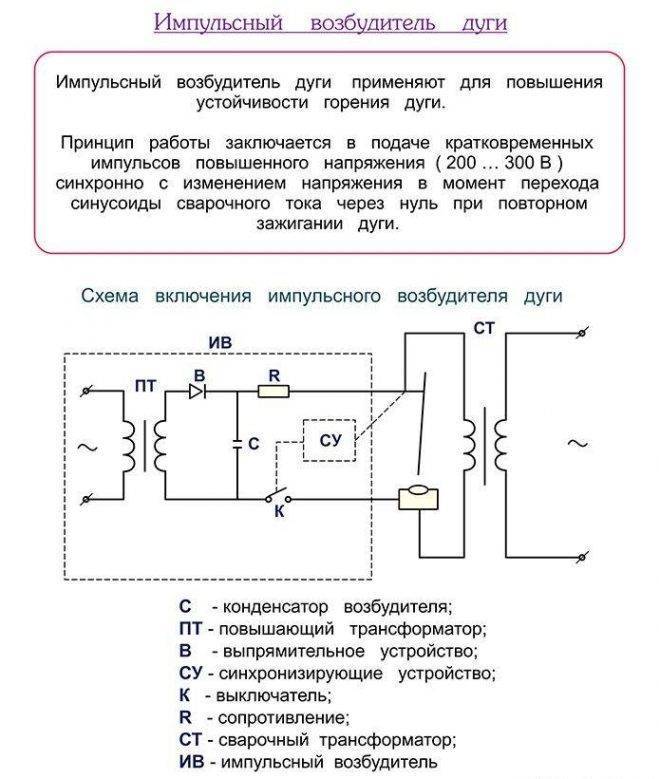
Как серийный, так и сделанный своими руками, такой аппарат может быть выполнен по двум основным схемам: непрерывного и импульсного действия. Осцилляторы, работающие по схеме непрерывного действия, считаются менее эффективными, в их конструкции необходимо использовать устройства, защищающие их от повышенного напряжения. Более эффективными являются импульсные осцилляторы, которые обеспечивают быстрое зажигание сварочной дуги и ее стабильное горение при работе на переменном токе.
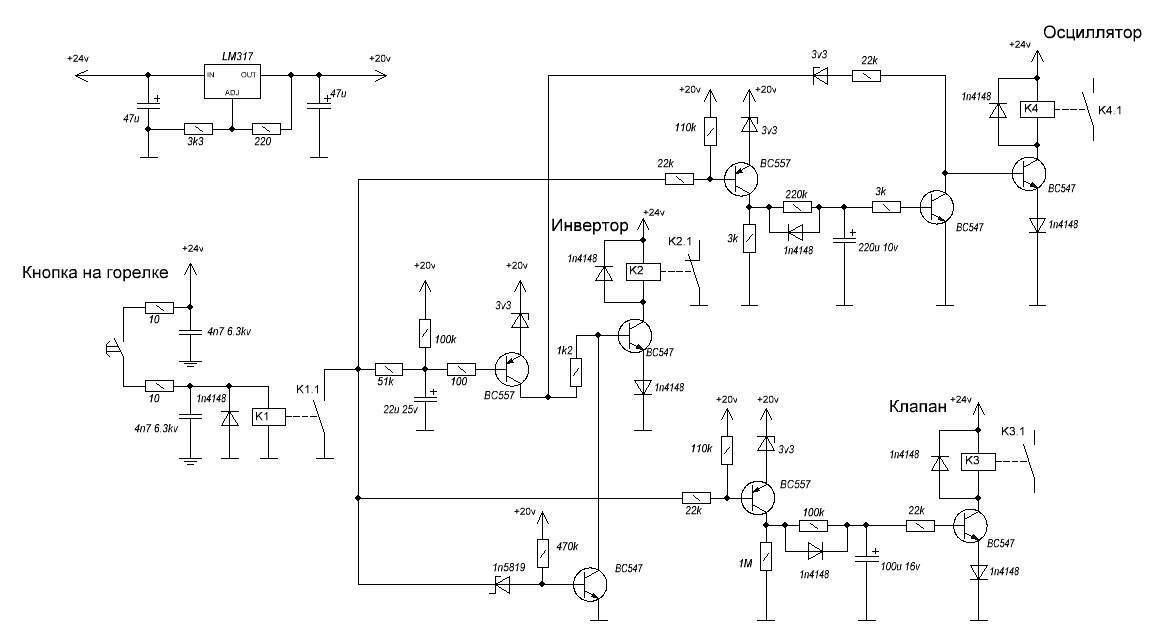
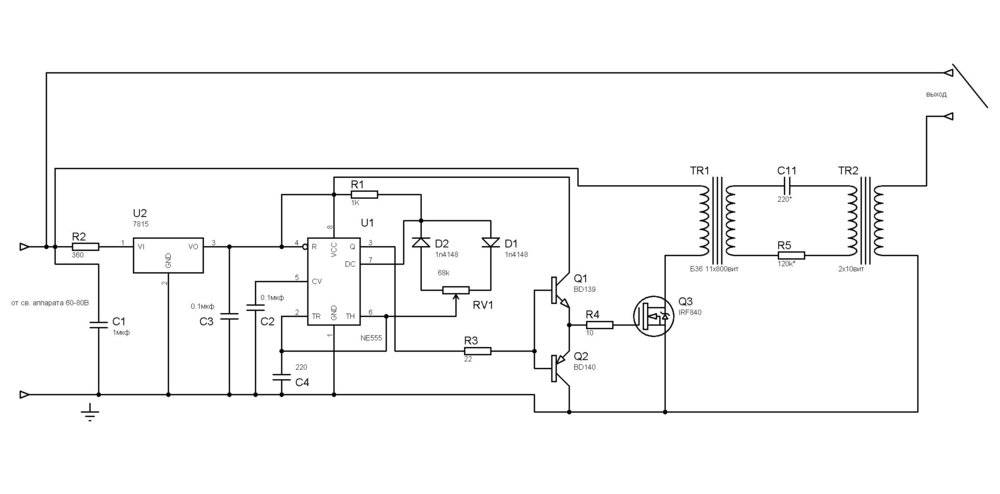
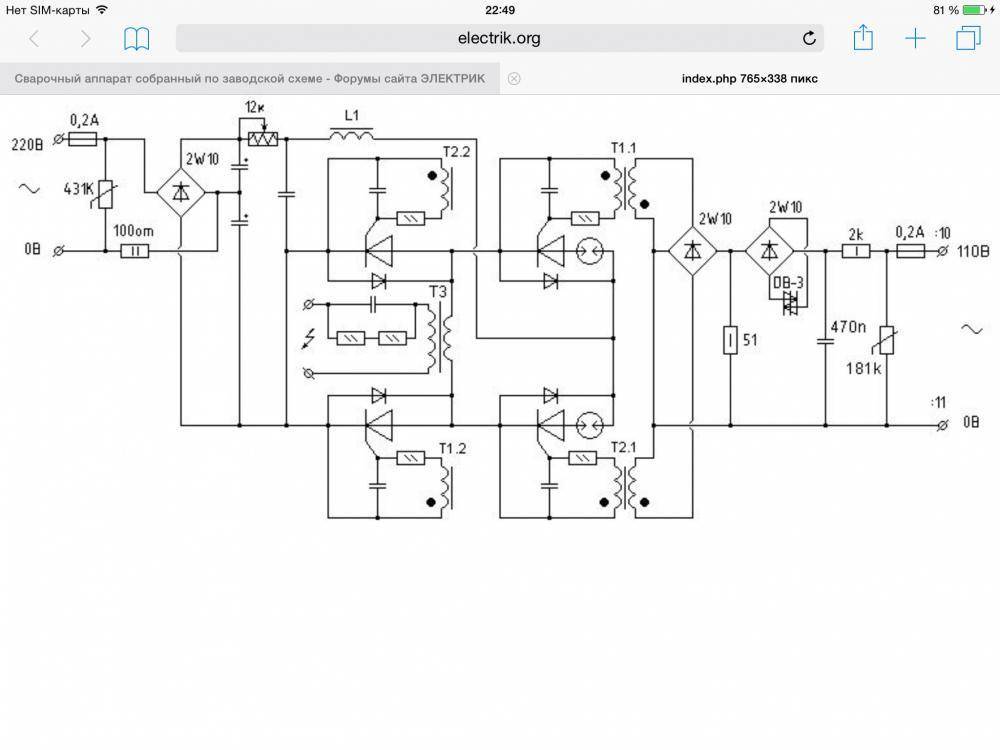
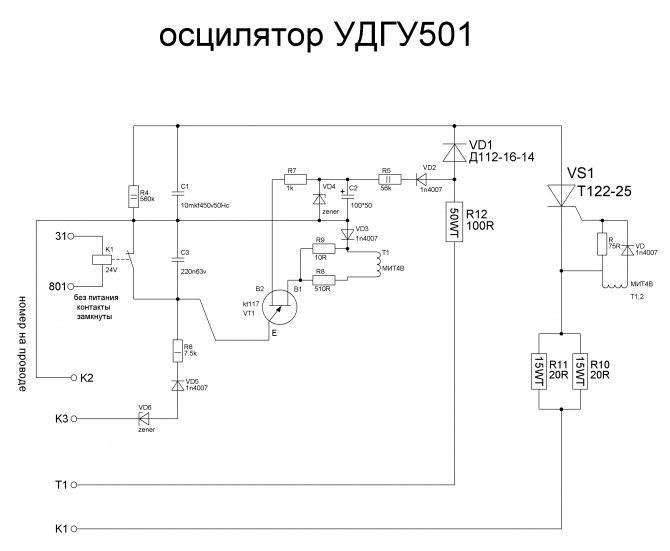
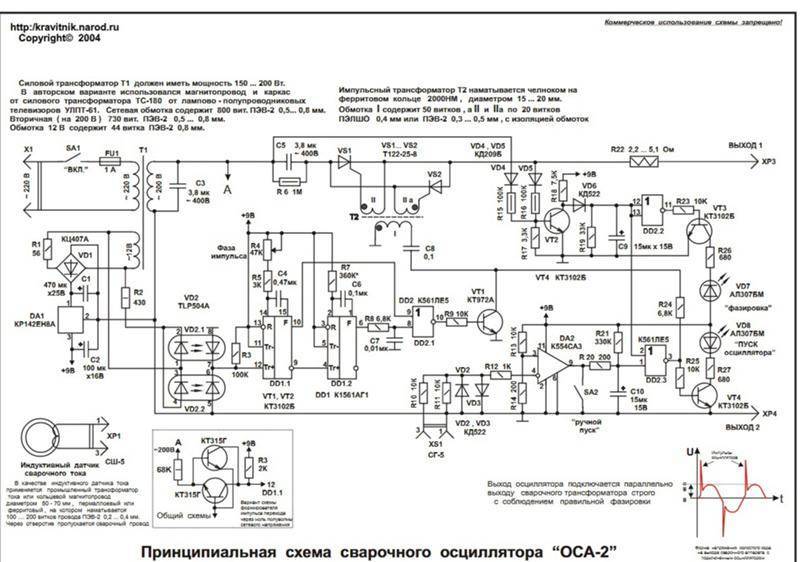
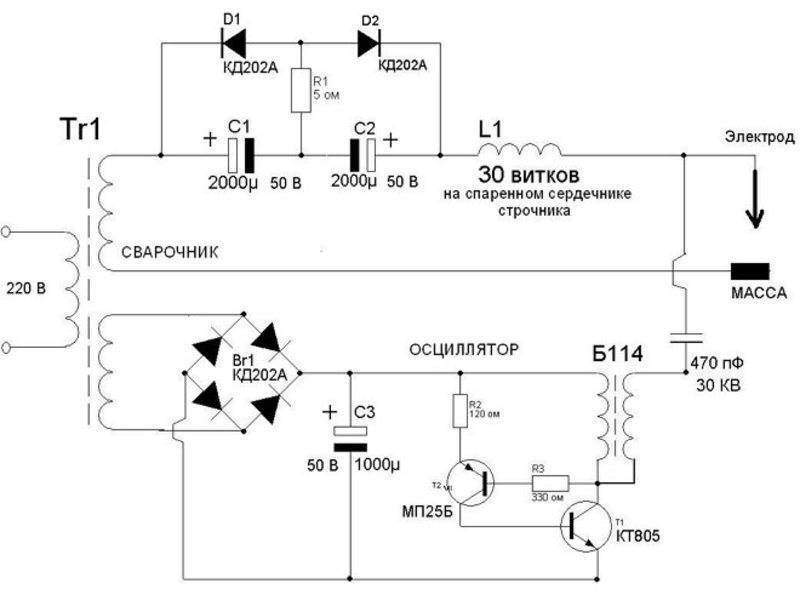
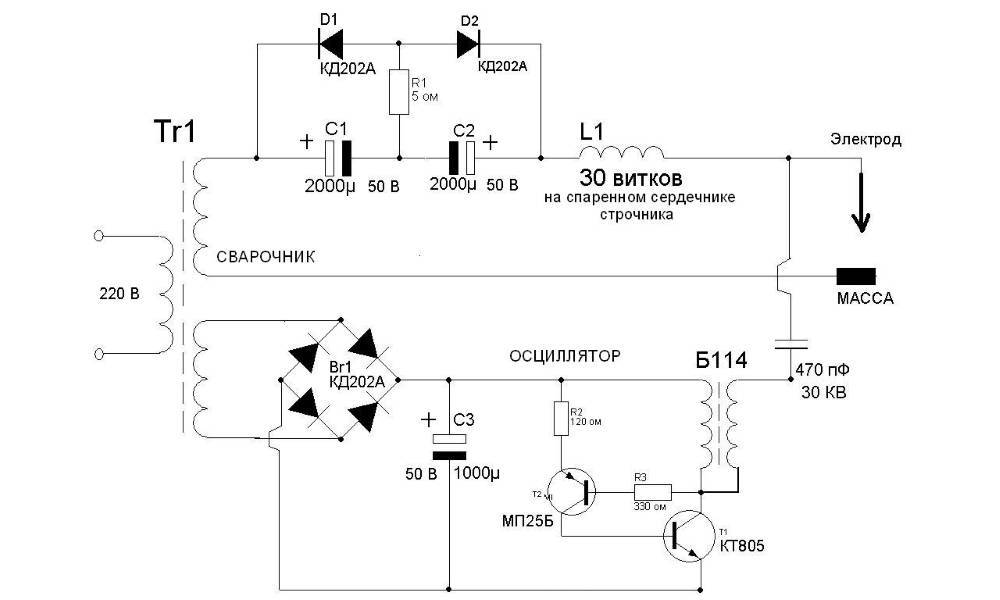
Принципиальная схема сварочного аппарата с осциллятором
Основным элементом управления осциллятором является кнопка, которая одновременно включает разрядник и отвечает за подачу защитного газа в область выполнения сварочных работ. Сами высокочастотные импульсы, обеспечивающие эффективное выполнение сварочных работ, вырабатывают разрядник и высоковольтный трансформатор. Выходными элементами такого устройства являются два контакта – плюсовой и минусовой. Первый, подающийся от высоковольтного трансформатора, подключается к горелке сварочного аппарата, второй – к свариваемым деталям.
Для того чтобы своими руками изготовить такое устройство, значительно упрощающее процесс сварки деталей из цветных металлов и нержавеющей стали, достаточно обладать элементарными знаниями электротехники и навыками сборки электрических устройств.
Конечно, можно приобрести такое устройство в магазине или на строительном рынке, но это обойдется вам недешево. Если использовать его вы собираетесь не постоянно, а время от времени, то есть смысл изготовить его своими руками.
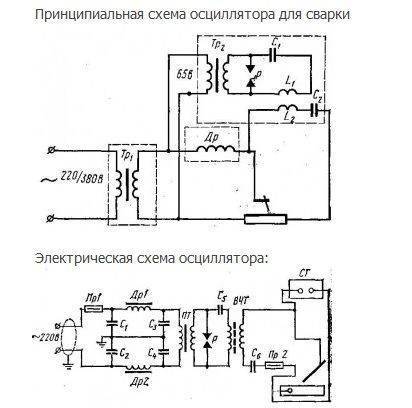
Принцип устройства и работы осциллятора
Схем таких аппаратов много. Но набор принципиальных блоков один и тот же.
Как происходит аргонная сварка с осциллятором?
Вот что он включает в себя:
- Трансформатор, повышающий напряжение: для преобразования входного сетевого напряжения 220 В и 60Гц в колебания более высокой частоты со значением до 250 кГц напряжения 5…6 кВ.
- Выходной трансформатор для передачи тока повышенных напряжения и частоты на выходные контакты сварочного аппарата.
- Генератор искрового типа с контактами в виде вольфрамовых электродов, который по своей сути является одноконтурным разрядником.
- Управляющий блок из газового клапана, стабилизатора, кнопки пуска и датчика тока.
- Специальный защитный блок для контроля превышения допустимой силы тока или напряжения.
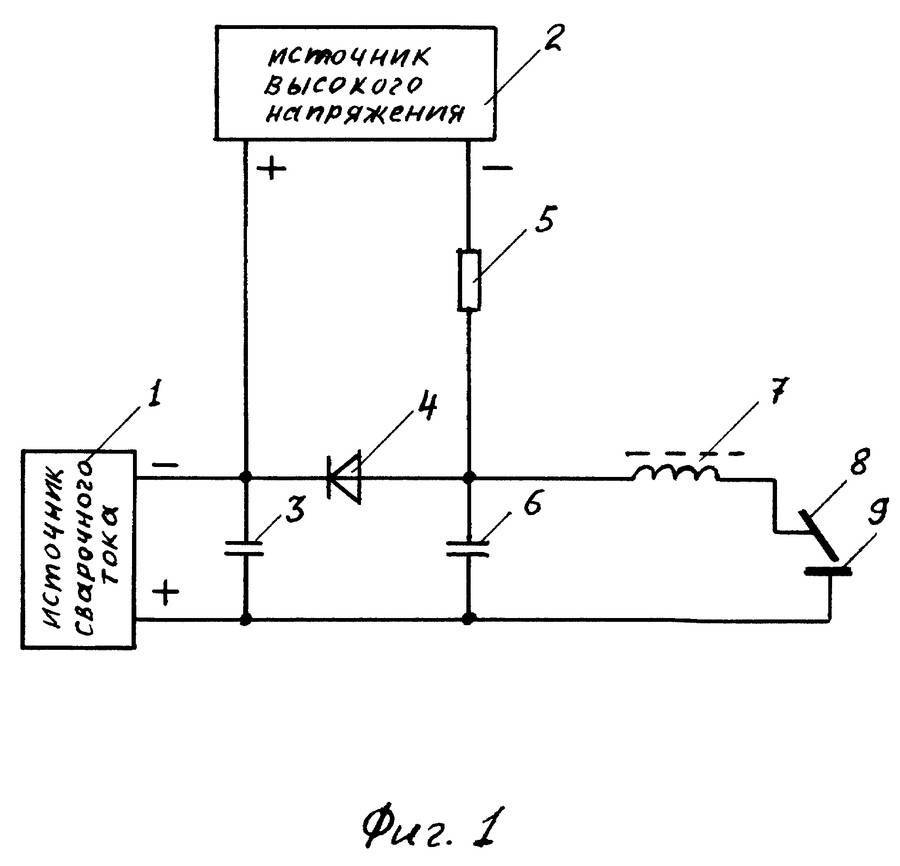
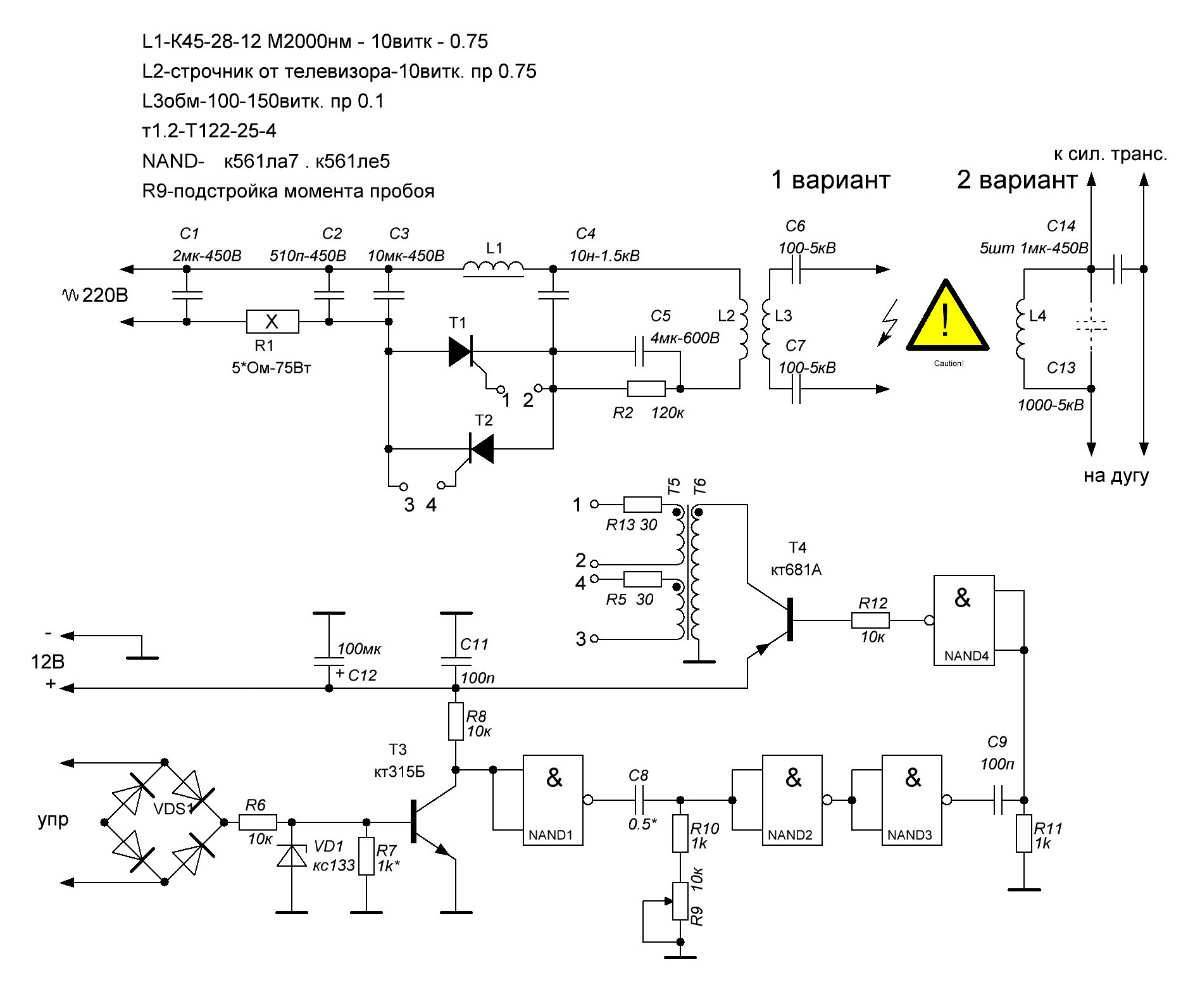
Устройство и принципиальную схему устройства нужно выбирать в зависимости от интенсивности вашей работы с его помощью. Если в планах ваших сварочных работ преобладает алюминий, который нужно варить при постоянном токе обратной полярности, то выбираем схему последовательного подключения – это будет осциллятор для сварки алюминия.
Если вы работаете с нержавейкой, ваша схема должна быть с параллельным подключением.
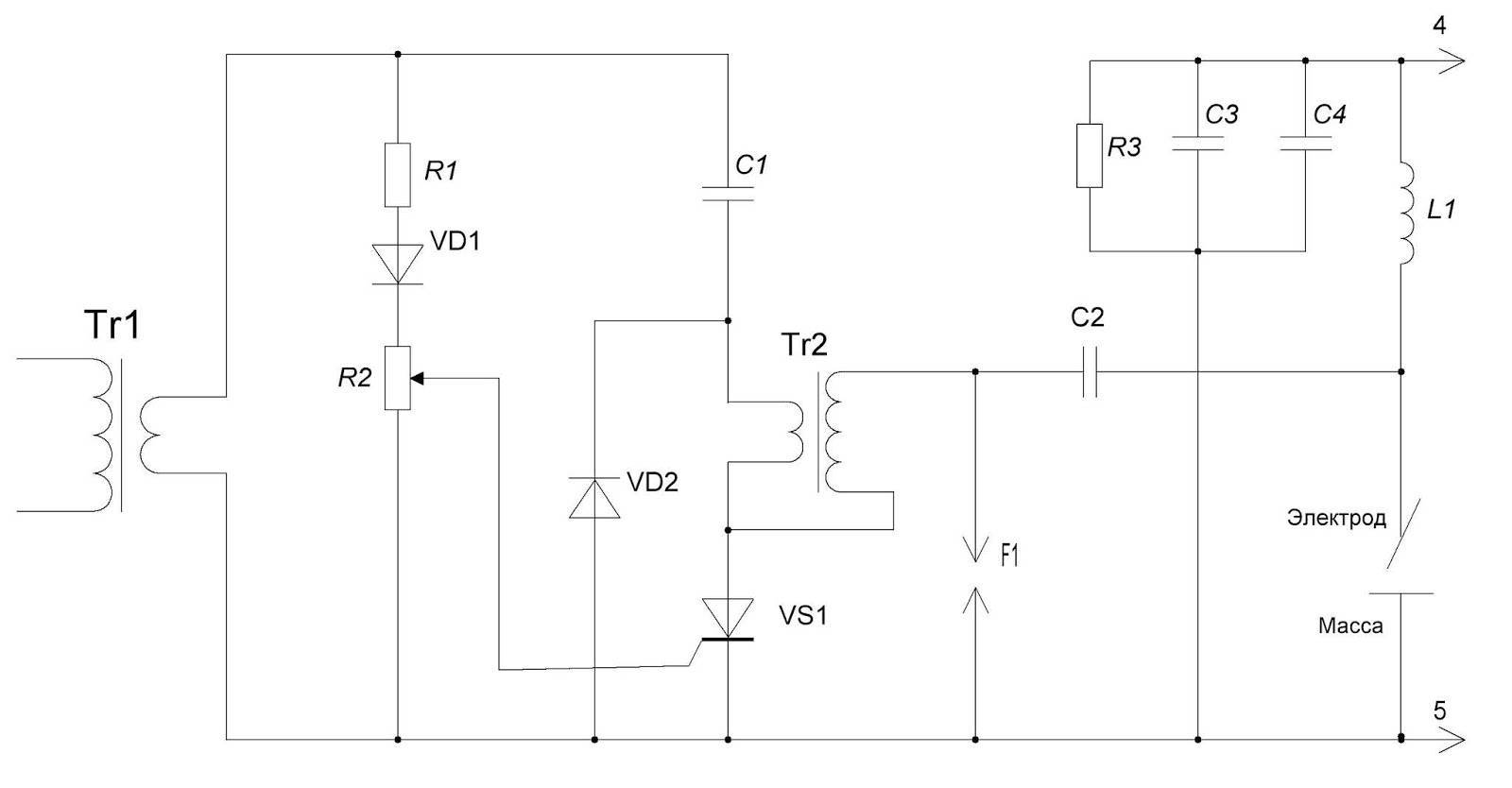
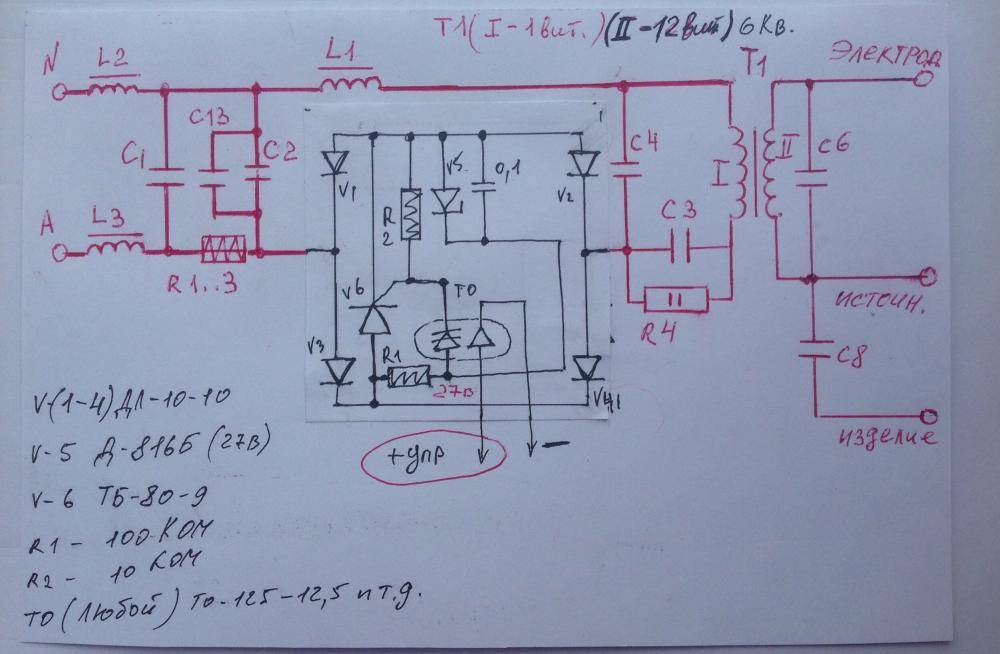
Осцилляторы для сварки с последовательным и параллельным подключением принципиально различаются. В состав аппарата с последовательным подключением входит только один трансформатор с двумя обмотками: первичной с предохранителем и двумя конденсаторами и вторичной с разрядником и колебательным контуром из катушки индуктивности и конденсатора.
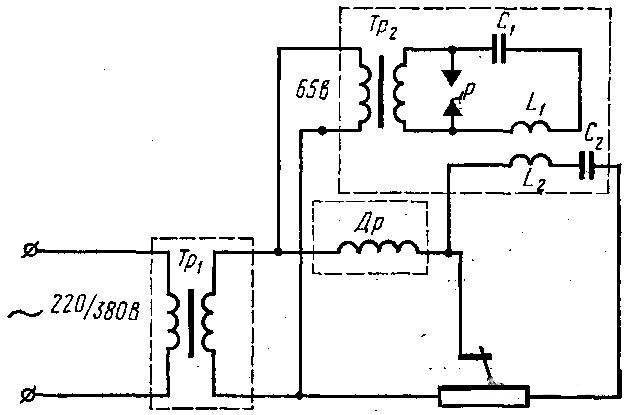
Система осциллятора для сварки с параллельным подключением намного сложнее и требует наличия двух трансформаторов. В первом из них первичная обмотка состоит из двойного колебательного контура, а вторичная включает в себя разрядник и является первичной обмоткой второго трансформатора высокочастотного типа.
Именно от него подается электрического питание дуги. Такую схему не только сложно собрать и регулировать, она должна быть защищена от напряжения, превышающего предельные нормы.
Сварочный осциллятор своими руками
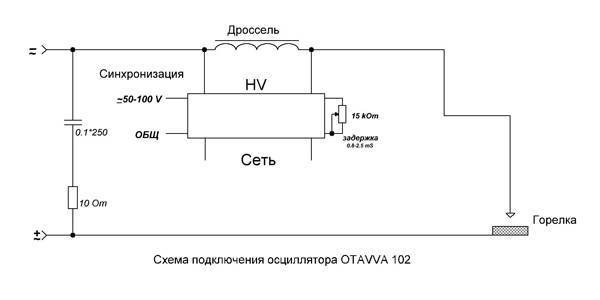
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
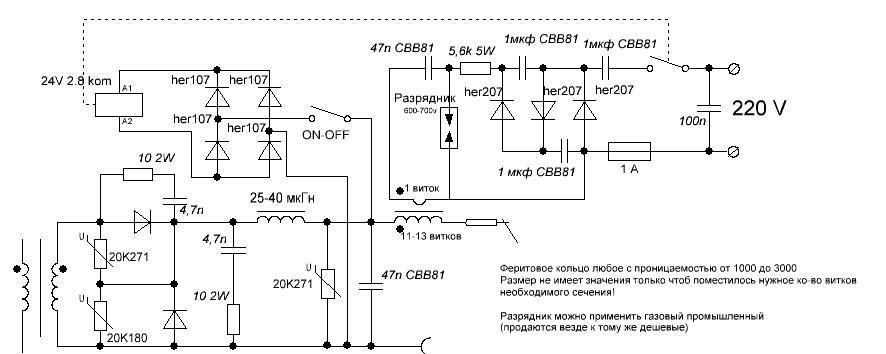
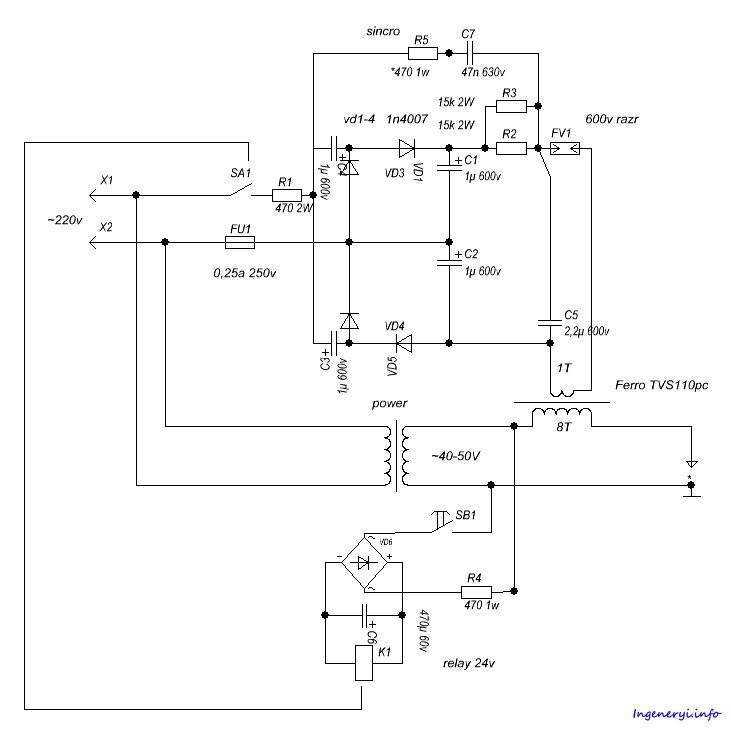
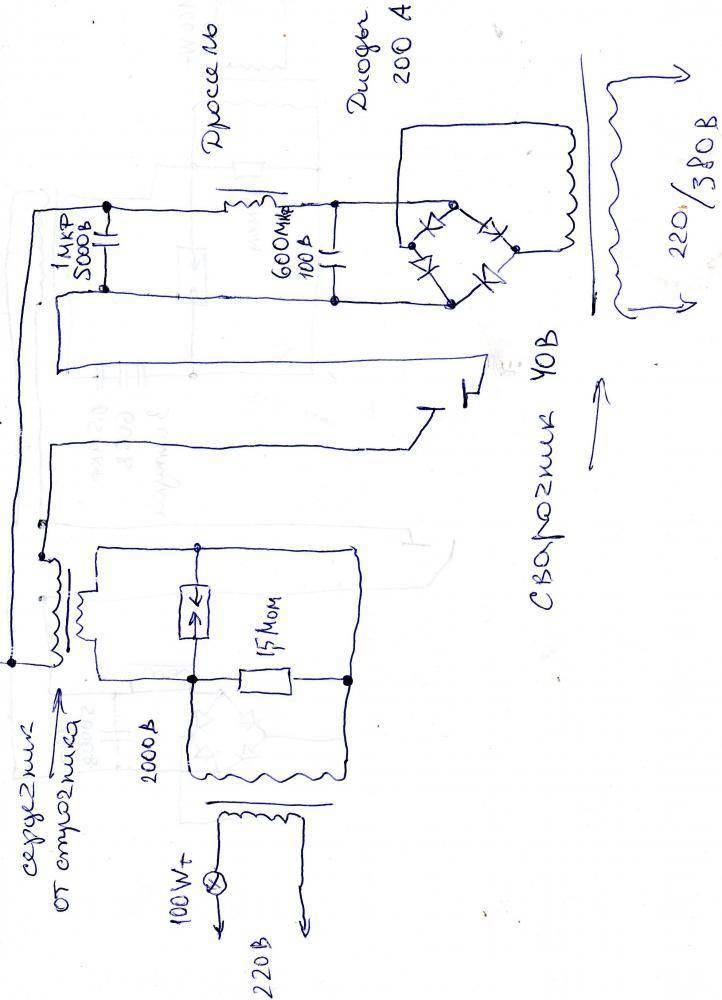
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
Устройство
Принципиальная схема сварочного осциллятора предполагает наличие следующих блоков:
- Повышающего трансформатора, который преобразует первичные значения напряжения бытовой сети – 220 В, 60 Гц – в высокочастотные колебания частотой до 250 кГц, при одновременном повышении напряжения до 5…6 кВ.
- Искрового генератора затухающих колебаний, представляющего собой одноконтурный разрядник, контакты которого представляют собой эрозионно стойкие вольфрамовые электроды.
- Управляющей ветки, включающей в себя стабилизатор внешнего питания, пускорегулирующий блок и линию обратной связи с датчиком тока. При длительной работе потребуется ещё газовый клапан от перегрева осциллятора.
- Выходного трансформатора, которым ток повышенного напряжений и высокой частоты передаётся на контакты сварочного аппарата. Параллельно этот трансформатор соединяется с датчиком тока.
- Блока безопасности, защищающего сварщика и оборудование от недопустимого превышения силы тока или напряжения на дуге.
Устройство сварочного осциллятора зависит от интенсивности его применения и вида используемого сварочного аппарата. Так, для сварки алюминия, когда чаще используется постоянный ток и обратная полярность, более выгодным считается последовательное подключение, а для кратковременных операций, а также сварки нержавеющих сталей – параллельное. Соответственно, разной будет и схема.
Сварочный осциллятор с последовательным подключением состоит из одного трансформатора. В его первичную обмотку включаются предохранитель и два сглаживающих конденсатора, а во вторичную – разрядник и колебательный контур (конденсатор + катушка индуктивности). Схема сварочного осциллятора с параллельным подключением сложнее: в ней должны быть два трансформатора. В первичной обмотке первого из них имеется двойной колебательный контур, а вторичная обмотка, вместе с параллельно подключенным разрядником составляет первичную обмотку второго, высокочастотного трансформатора, от которого и осуществляется питание дуги. Кроме сложности сборки и регулировки, параллельная схема требует специальной защиты от превышения допустимого напряжения.
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм 2 . Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
ПРИНЦИП ДЕЙСТВИЯ
Работа осциллятора проходит обычно в два этапа:
- Первый этап. Напряжение от сети доходит до конденсатора через повышающий трансформатор. Так первый заряжается. Конденсаторы имеют разную токовую ёмкость, поэтому тот, на который напряжение поступило, быстро передаёт его на разрядное устройство, если зарядился до максимального уровня.
- Второй этап. Пробой – момент, когда сила тока резко увеличивается. Контур закорачивается, и это вызывает возникновение импульсов или же колебаний, которые затухают. Эти смещения создают высокочастотный ток, который через индукционную катушку и блок-конденсатор “попадает” на сварочную электродугу.
Мы видим, что внутри сварочного осциллятора нет никаких сложных микросхем и запутанных механизмов. Его работа – результат законов простой электронной техники.
Если вы понимаете в электронике не так много, лучше рассмотрите её подробнее. Так вы лучше поймёте закономерности электрической сварки и станете компетентнее в некоторых профессиональных вопросах.
Правила безопасности сварочного осциллятора
При эксплуатации осциллятора для дуговой сварки алюминия, а также нержавейки и прочих цветных металлов, стоит придерживаться нескольких простых правил. Что обеспечит надёжность и безопасность сварочных работ.
- Начинать работу разрешается только тогда, когда аппарат надёжно заземлён;
- Минимальная температура для работ -10, максимум +40;
- Влажность воздуха в здании не допускается выше уровня в 98%;
- Поверхность для работы разрядника, всегда должна быть чистой, без следов нагара. Чтобы его очистить, используют шлифовальную штукатурку;
- Атмосферное давление, которое позволяет комфортно работать с агрегатом, равно 85-110 единицам килопаскалей;
- Работать можно как на открытой местности, так и внутри здания;
- Перед тем, как начать работу, обязательно проверяется правильность подключения устройства в сварочную цепь и всё ли в порядке с его контактами;
- Когда работы начаты, кожух должен быть одет на аппарат. Снимать его можно только в случае, когда осциллятор выключен из сети;
- Если на улице плохая погода, идёт снег или дождь, то сварочные работы стоит отложить до тех пор, пока ситуация наладится;
- Также не рекомендуется использовать прибор, если помещение перенасыщено пылью, газами или едкими парами. Они могут пагубно повлиять на металл и изоляцию.
Виды, подключение
По принципу работы устройства делятся на два типа:
- Осцилляторы непрерывного действия.
- Осцилляторы импульсного действия.

При работе осциллятора первого типа сварочный ток суммируется с высокочастотным током высокого напряжения. Зажигание дуги происходит без непосредственного контакта электрода с поверхностью металла. При малом значении силы тока дуга остается стабильной. Исключается разбрызгивание металла и поражение сварщика электрическим разрядом. Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом. Нет потери энергии на обеспечение защиты от высокого напряжения.
Импульсный осциллятор подключается параллельно и используется преимущественно в тех случаях, когда требуется вести сварочные работы переменным током. Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время. Поддержать дугу, повысив ее стабильность, может только ток высокой частоты импульсного типа. Если применить при такой сварке аппараты непрерывного действия, то дуга будет получена без особых проблем, однако повторное ее зажигание уже невозможно, то есть осциллятор будет выполнять только одну свою функцию.
Наличие в схеме конденсаторов позволяет сделать более функциональное устройство. Накопленный электрический заряд позволяет производить повторные импульсы и поджигать дугу в процессе формирования шва, если сварщик случайно отклонил электрод на большое расстояние. В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.





