

Точечный сварочный аппарат
Они бывают переносным, удобными для дома, и стационарными, устанавливаемыми преимущественно на заводах. Кроме того, оборудование может предназначаться для односторонней (в виде пистолета и шланга, с обратным молотком) и двухсторонней сварки, предназначенной для соединения листов металла внахлест. Она востребована в автосервисе для кузовного ремонта.
Преимущества такой технологии следующие:
- низкие расходы на электричество и расходные материалы;
- высокую эффективность;
- не нужен опытный сварщик;
- не прожигает детали толщиной 0,5-1,0 мм.
Исходя из того, какие бывают типы сварочных аппаратов, выбирают модель, которая будет отвечать всем требованиям покупателя.
Рекомендуем ознакомиться
Приспособления для сварки
Энергия воздействия
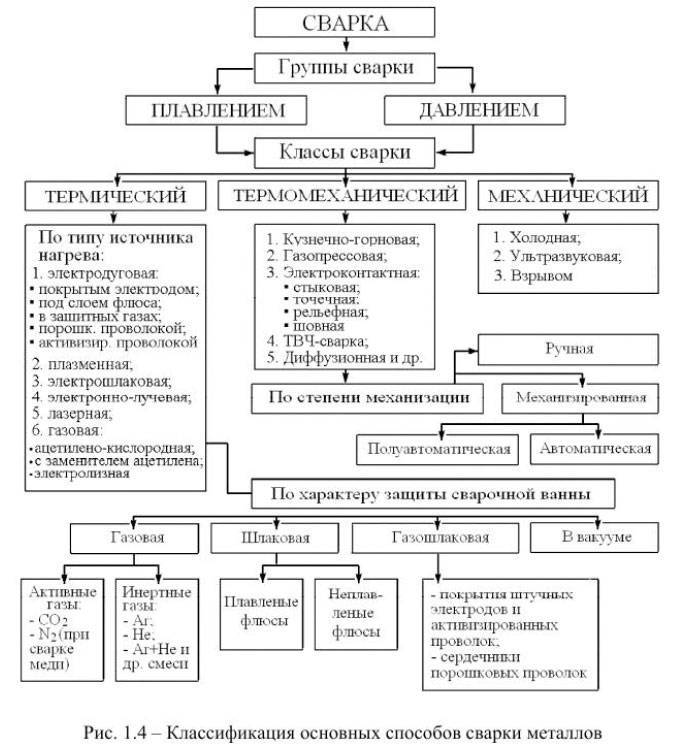
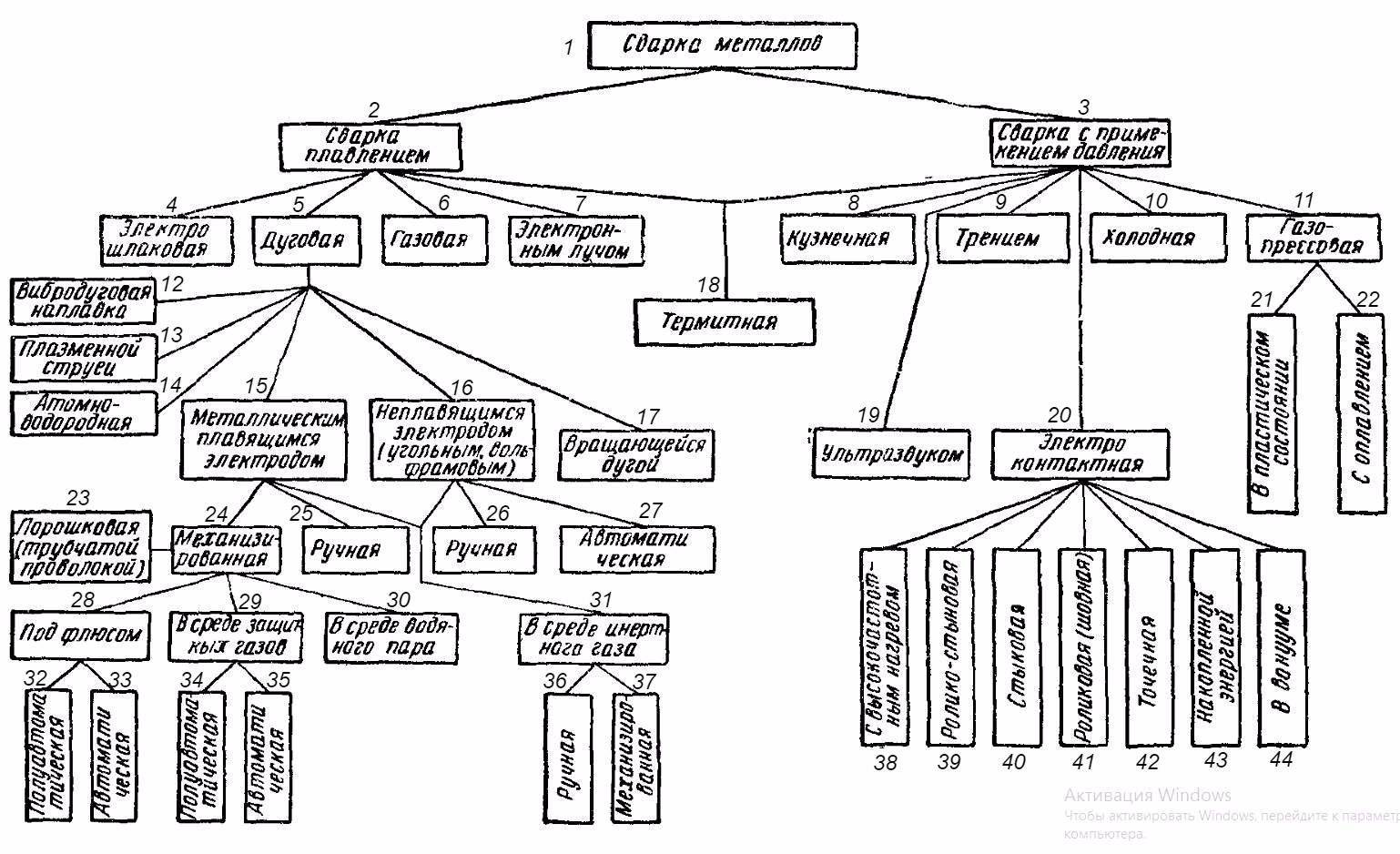
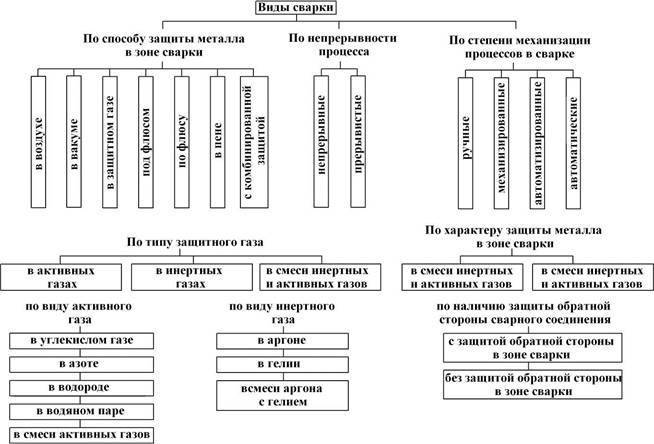
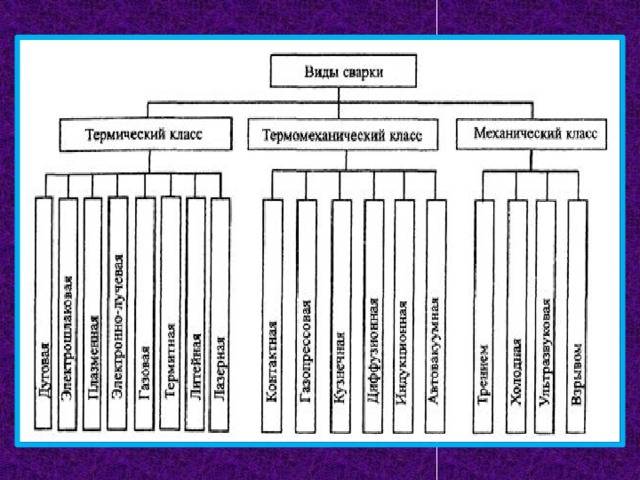
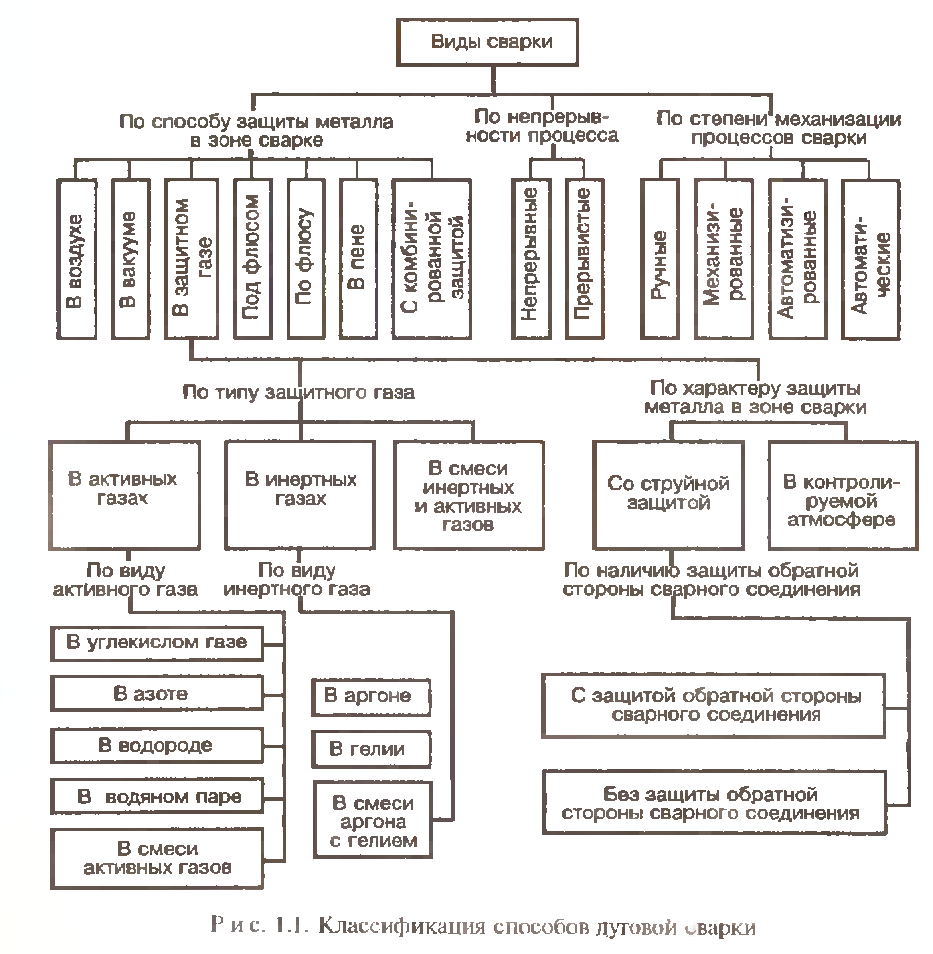
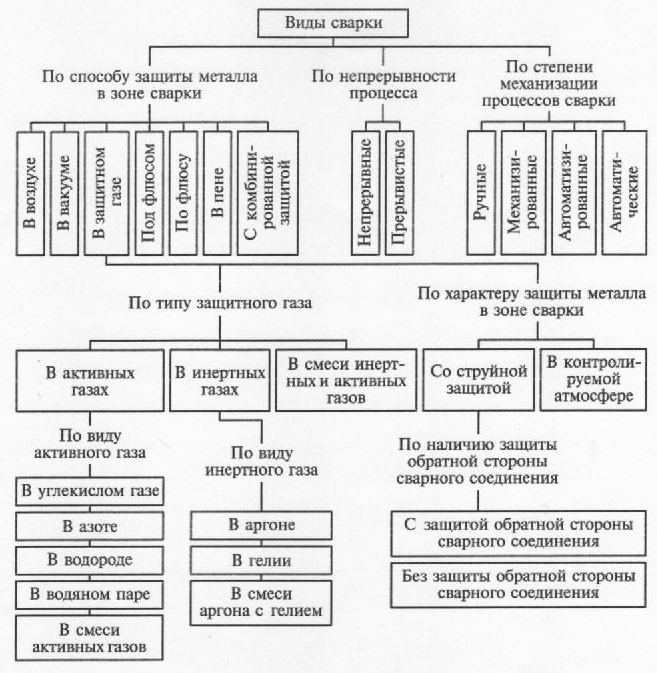
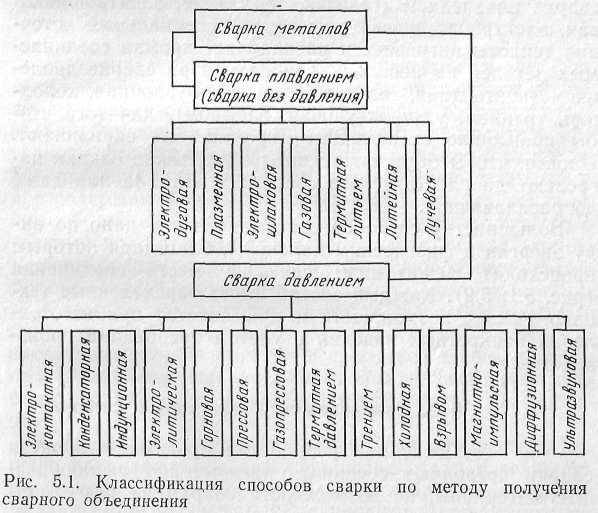
По типу энергии воздействия, благодаря которой образуется требуемое сварное соединение, все виды сварки металлов делятся на следующие категории:
- термическая обработка, предполагающая оплавление места стыка с выделением большого количества тепловой энергии;
- термомеханическая сварка, осуществляемая за счёт внешнего давления с использованием элементов нагрева электросваркой;
- и, наконец, чисто механическая (обработка под давлением).
Согласно первой методике свариваемые заготовки подлежат расплавлению, после чего они образуют так называемую «сварочную ванну».
По завершении работ (после затвердевания) на месте ванны остаётся сварной шов, металл в котором имеет литую структуру. К разновидностям термических сварочных работ по металлу следует отнести газовую, электрошлаковую, дуговую, лазерную, плазменную, термитную (химическую) и подобные им виды сварки.
При газовом способе сваривания металлов и сплавов рабочая смесь подаётся на специальную горелку от двух баллонов, содержащих горючий состав и кислород. При этом качество пламени горелки регулируется соответствующими вентилями подачи обеих составляющих. Помимо этого к месту сварки подаётся особый присадочный материал, обеспечивающий получение качественного шва.
В случае химической или термитной обработки металлов рабочая зона формируется под воздействием теплоты, выделяемой при сгорании компонентов специальной порошковой смеси (термита). Отметим также, что на практике наиболее распространены термитные составы на основе обычного алюминия.
Термомеханической обработка места стыка включает в себя диффузионную, контактную, а также газопрессовую сварочные методики. Принцип так называемой «сварки под давлением» интуитивно понятен, хотя технологии сварочных работ по металлу могут отличаться.
Дополнительные рекомендации по выбору оборудования
Выбор сварочного инвертора требует внимания к такому параметру данного оборудования, как величина номинального тока. Номинальным считается такой ток, при котором сварочное оборудование работает без перегрузок и не перегревается.
Выбирать сварочное оборудование по значению номинального тока следует с некоторым запасом. Так, к примеру, если вы преимущественно будете использовать аппарат при значениях тока в 120 Ампер (сварка деталей толщиной до 4 мм электродом с диаметром 3 мм), то выбрать стоит инвертор, номинальный ток которого составляет 160 Ампер (на 30–50% больше).
Соблюдать такое правило следует еще и потому, что в наших электрических сетях часто случается значительное понижение напряжения, что сразу влечет за собой и снижение силы сварочного тока. Выполнить качественную сварку в таких случаях, если вы подобрали сварочное оборудование без учета запаса по номинальному току, будет практически невозможно. Оказывать влияние на снижение сварочного тока может и длина проводов, с помощью которых вы подключаете оборудование к электрической сети.
При выборе аппарата важно также оценивать степень его защиты от влаги и пыли. Для этого недостаточно просто взглянуть на фото такого оборудования, а вот узнать о том, какому классу соответствует его защита, стоит
Для бытового использования вполне подойдут модели, класс защиты которых обозначается IP21. Есть модели инверторов с классом защиты IP23, которые могут эксплуатироваться даже под косым дождем, но переплачивать за такую опцию нет смысла, потому что мало кто будет выполнять сварочные работы в таких погодных условиях, да и хранят подобное оборудование не под открытым небом.
Инверторный аппарат от известного производителя Ресанта
Существует еще несколько немаловажных характеристик, на которые следует обращать внимание при выборе сварочного аппарата. Учитывайте следующее
Предусмотрены ли у аппарата дополнительные опции, которые делают работу с ним более удобной и комфортной? К таким опциям относятся: «Горячий старт» — быстрое, практически мгновенное, зажигание сварочной дуги; «Антизалипание» — в тех случаях, если электрод залип на свариваемой детали, сварочный ток автоматически перестает подаваться на него; «Форсаж дуги» — опция, особенно полезная при выполнении вертикальных сварочных швов.
Ремонтопригодность аппарата. Сварочные инверторы являются достаточно сложным оборудованием, для ремонта и технического обслуживания которого необходимы не только специальные знания, но и соответствующие комплектующие элементы. Поэтому, если в вашем регионе нет авторизованного сервисного центра по обслуживанию аппарата, который вы собираетесь приобрести, то лучше остановить свой выбор на устройствах других торговых марок.
Гарантийный срок
Важный параметр, на который также стоит обращать свое внимание при выборе аппарата
Производители с именем предоставляют на свое оборудование гарантийный срок до двух лет, в то время как у малоизвестных китайских компаний такой срок может измеряться всего двумя–тремя месяцами.
Возможность модернизации устройства с целью повышения его функциональности
Такое качество важно в том случае, если вы собираетесь использовать аппарат для сварки не только обычных сталей, но и цветных металлов, которые можно качественно соединять только в среде защитного газа. В таких случаях лучше остановить свой выбор на оборудовании, к которому дополнительно можно подключить устройство для подачи защитного газа и, соответственно, сам газовый баллон.
Механический класс
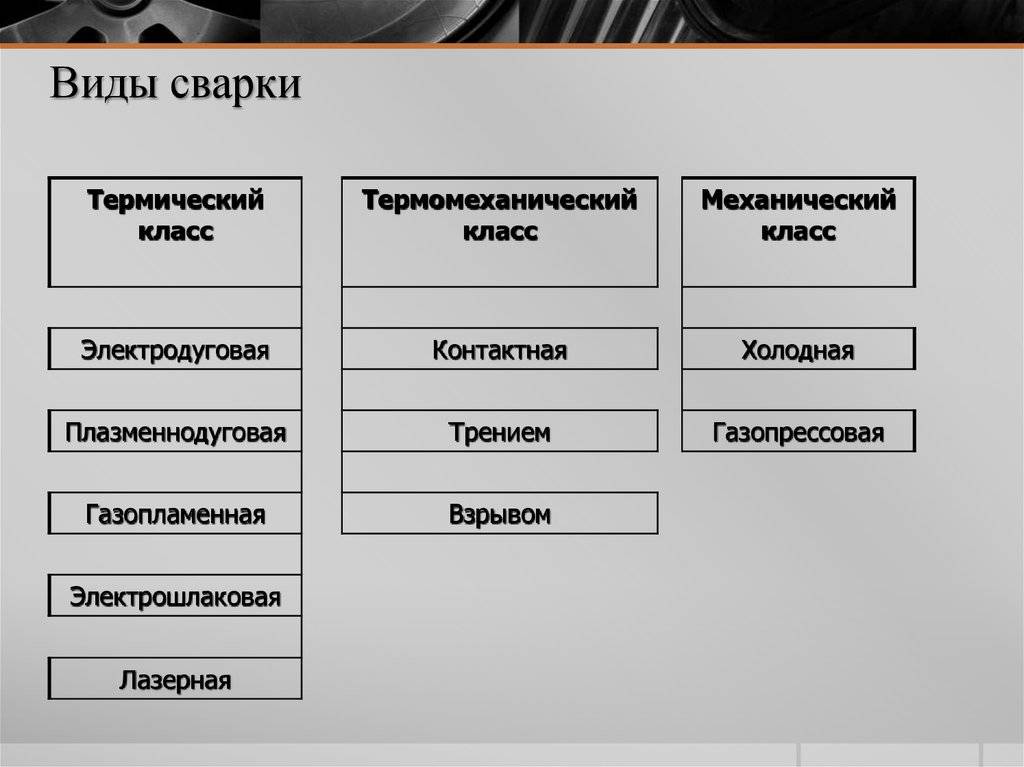
При использовании механического класса используется только механическая энергия и давления. К распространенным вариантам относится:
- взрыв;
- ультразвуковое воздействие;
- трение;
- холодный способ и другое.
Распространен во всех отраслях производства за счет простоты и доступности.
Сварка взрывом
Удобна при соединении разных металлов. Применяется и с целью плакирования. Подобная технология часто неизвестна даже профессионалам высокого уровня. При выполнении на поверхностях проводится направленный взрыв. В результате чего происходит сплавление.
Холодная сварка
Соединение проводится под сильным давлением без выполнения нагрева. Склеивание осуществляется за счет происходящей пластической деформации. Специальные подготовка и оборудование не требуется. Часто используется в сантехнических работах и автолюбителями.
Ультразвуковая сварка
При воздействии используются ультразвуковые колебания. Для сжатия достаточно несколько единиц ньютона. В равной мере используется в радиоэлектронике или при работе с толстостенными изделиями. Принцип работы определяется ГОСТ 2601, СЭВ 5277. Кроме металлов так могут соединяться такие материалы, как кожа, ткани, пластмассы и другое.
Сварка трением

Основывается на использовании сильного давления. Соединяемые элементы крепко закрепляются. Один остается подвижным и при трении выполняет нагрев до состояния пластичности. Прочность шва формируется за счет разрушения окислов, жировых пленок, способных мешать уровню прочности получаемого шва.
Магнитоимпульсная
Относится у ударным типам работ с использованием соударения. Применяется пересечение магнитных полей за счет силы электромеханического взаимодействиями вихревых потоков. При столкновении электрическая энергия преобразуется в механическую с помощью установки магнитно-импульсной сварки. Детали устанавливаются под углом внахлестку.
Автоматические способы
Классификация способов сварки с помощью автоматизации:
- Электродуговая технология.
- Газоэлектрическая, электрическая дуга защищена газом, чаще всего – инертным типа аргона или гелия.
- Электрошлаковая технология.
Сварка вольфрамом – схемы применения.
Электродуговой способ: близкая родственница ручной дуговой – автоматическая сварка под флюсом или АФ – разновидность дугового способа с великолепными показателями производительности. Здесь тоже используется плавящийся электрод, вся работа проводится под специальным защитным слоем флюса. В ручном дуговом способе серьезный риск горения в воздухе самой дуги, поэтому сила подаваемого тока ограничена.
При АФ дуга защищена слоем флюса, риска горения нет. Сила сварочного тока никак не ограничена. Это делает возможным глубокое проплавление металла, в результате чего получается шов отличного качества. Слой флюса предотвращает разбрызгивание металла, его потери в процессе. Полная механизация метода позволяет допускать к АФ менее квалифицированных сварщиков. В итоге производительность способа АФ выше ручного дугового в 5 – 10 раз. Будем честными и представим недостатки АФ, их немного:


- флюсы стоят недешево;
- имеется вредное воздействие на оператора;
- работать можно только в ограниченном пространстве.
Преимущества бездуговой технологии:
- качественные плотные швы;
- швы сложной формы;
- отсутствие деформаций, особенно угловых;
- не нужно обрабатывать кромки;
- простота выполнения
- автоматизация труда, минимальное участие человека
Метод применяется в основном для крупногабаритных конструкций.
Требования к сварочным работам
В правилах согласованы все требования к сварке на ОПО. Главный момент — гарантирование безопасности участникам рабочего процесса. Средства пожаротушения должны быть в свободном доступе.
Сварщикам выдается спецовка(спецодежда). Спецовка (роба) состоит как правило из:
- огнеупорного костюма;
- рукавиц;
- специальной обуви сварщика;
- полноценно защищающей голову маски.
Все вышеперечисленные составляющие рабочего комплекта в обязательном порядке должны соответствовать индивидуальным параметрам работника, выполняющего сварку:
- Иметь полноценную комплектацию.
- Соответствовать комплекции.
- Обувь должна быть по размеру.
- Защита не должна быть со сколами.
- Перчатки целые, без повреждений и прорех.
- Для того, чтобы исключить возможность спадания маски, во время проведения сварки, она должна плотно прилегать.
Тематическое видео:
Техника безопасности при сварке.
Школа сварки. Урок № 1. Безопасность при сварке.
Не менее важный момент — это наличие полноценно составленной аптечки.
Обязательно необходима вентиляция (на рабочем месте), аптечка и быстро доступные эвакуационные выходы на случай возникновения ЧС.
Если сварные манипуляции на ОПО реализуются в отрытом пространстве-важно выставить специализированные ограждения с предупреждающими об опасности знаками. Требования по безопасности в дополнительном объёме применимы к сварочным процессам на ОПО проводящихся на высоте
Важно надежно укрепить приставные сооружения (лестницы и подъемные конструкции)
Требования по безопасности в дополнительном объёме применимы к сварочным процессам на ОПО проводящихся на высоте
Важно надежно укрепить приставные сооружения (лестницы и подъемные конструкции)
Категорически воспрещается проведение сварки в условиях повышенной метеорологической опасности (сильных порывах ветра, ливнях, снегопадах). Сварщику проводят подробный инструктаж (объясняют возможные опасности и тонкости процесса).
Дополнительное тематическое видео:
Обучение и аттестация по промышленной безопасности.
Механический класс
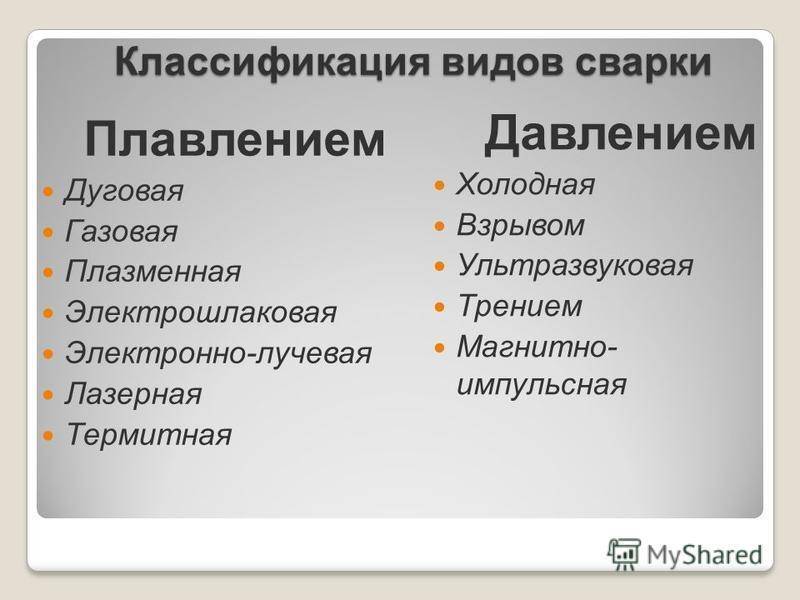
Все виды, о которых говорилось выше, относятся к первому термическому классу. Главным героем в нем выступает тепловая энергия с плавлением. Следующий класс – механический. Главные «механические» слова в данном контексте – давление и пластическая деформация.
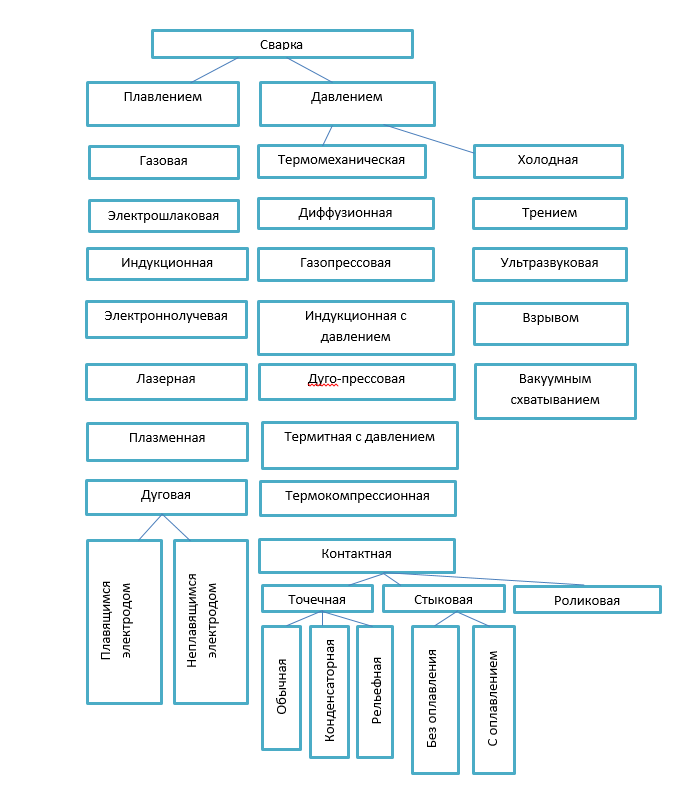
В нем также есть стройная классификация сварки:
- Холодная сварка (ковка)
- Сварка трением
- Ультразвуковая
- Взрывом
Иногда механические методы объединяют под названием «сварка давлением», здесь есть логика, но речь идет об одном и том же.
Одна из перспективных механических технологий – сварка трением. Тепло в ней тоже присутствует, но образуется оно от силы трения. Поверхности, которые нужно сварить, вращаются, с силой сжимаются. Технология сварки трением особенно эффективна при работе с деталями круглого сечения – сверл, резцов, разверток.
Таблица видов сварки.
Виды сварки трением:
- Сварка трением с перемешиванием.
- Радиальная сварка трением.
- Штифтовая сварка трением.
- Линейная.
- Инерционная.
- Сварка трением с перемешиванием – довольно новый способ, в нем необходимо специальное оборудование для сварки трением – инструмент для вращения с двумя элементами – основанием (буртом) и наконечником (пином). Шов формируется с помощью двух процессов выдавливания и перемешивания.
- Радиальная сварка трением применяется в работах с трубами: в ней вращается кольцо между стыками, которое создает трение.
- Штифтовая сварка трением: просверливается отверстие, вводится штифт из того же металла, что детали. Штифт вращается, выделяет тепло, формирует соединение в виде металлических нитей. Великолепная технология сварки трением, когда «нужно заделать дырку».
- Линейный способ. Здесь вращения нет. Детали просто трут друг об друга до выделения тепла, повышения пластичности, затем увеличивают давление, вплоть до необратимого соединения. При этом способе образуется идеальная ровная поверхность, ни в каких других методах такой нет.
- Инерционная сварка. Движение поверхностей происходит за счет массивного вращающегося маховика, который разгоняется специальным двигателем.
Основные типы сварочных аппаратов
Существует несколько типов сварочных аппаратов, разработанных в разное время и обладающих определёнными возможностями.
Сварочные трансформаторы
Одна из самых старых и простых конструкций. Представляет собой понижающий трансформатор, изменяющий сетевое напряжение до значений, подходящих для сварочных работ. Регулировка силы тока производится путём изменения расстояния между первичной и вторичной обмотками. На выходе сварочного трансформатора имеется переменный ток, из-за чего качество швов довольно низкое, появляется большое количество брызг. Для сварки цветных металлов и улучшения качества дуги требуются значительные конструктивные изменения, увеличивающие размеры и вес аппарата, который и так довольно массивен.

Сварочные трансформаторы самые дешёвые и надёжные, поэтому до сих пор активно используются для соединения низколегированных марок стали
Для выполнения работы нужны специальные электроды для переменного тока. Чтобы получить приличный шов необходимо иметь немалый опыт и навыки. Кроме того, работа сварочного трансформатора существенно отражается на сетевом напряжении — оно заметно «садится», что отрицательно влияет на состояние бытовой техники. КПД трансформаторов достигает 90%, но часть энергии расходуется на нагрев.
Сварочные выпрямители
Выпрямители появились позже, чем трансформаторы и позволили решить множество проблем, имеющихся у них. Конструкция этих аппаратов включает в себя блок выпрямителя, который преобразует переменный ток, поступающий с трансформатора, в постоянный. В результате появляется возможность выполнять более ответственные работы, варить герметичные ёмкости, делать более аккуратные и прочные швы.

Выпрямители дают возможность соединять цветные металлы, используя обратнополярный режим сварки
Намного меньше разбрызгивание при сварке, что позволяет работать с лицевыми частями конструкций или с деталями, нуждающимися в сохранении ровной поверхности, прилегающей к шву. Важным достоинством сварочных выпрямителей является возможность работать с любым видом электродов.




Сварочные полуавтоматы
Этот вид аппаратов не использует отдельные электроды. Работа ведётся с помощью механизированной подачи сварочной проволоки. Существуют аппараты, выполняющие разные виды работ:
- сварка в облаке инертных газов;
- соединение деталей под флюсом;
- работа с порошковой проволокой;
- универсальные устройства.

Универсальные аппараты имеют набор горелок, предназначенных для нейтральных газов, флюсов и т.д
Отличие этих аппаратов состоит в конструкции горелки, обеспечивающей подвод проволоки параллельно с подачей присадочного материала. Подача проволоки производится специальным устройством, обеспечивающим равномерное поступление по сигналу с горелки. Существуют разные варианты механизма подачи:
- толкающего типа. Расположены перед шлангом горелки и подают проволоку в канал;
- тянущие. Устанавливаются на горелку и направляют проволоку в канал. Их недостаток состоит в увеличении веса горелки, которую сварщику приходится держать в руке;
- тянуще — толкающего типа. Используются при сварке на большом удалении от аппарата, когда подачу проволоки приходится производить на большое расстояние.
Инверторы
Инвертор — самый новый тип сварочных аппаратов. Они используют токи высокой частоты, что позволяет выполнять швы высокого качества, способны делать ответственные, герметичные и аккуратные соединения. Практически все инверторы защищены от перепадов напряжения в сети, от перегрева и прочих изменений штатного режима работы.

Аппараты инверторного типа имеют малый вес и небольшие размеры
Возможности прибора гораздо шире, чем у более старых разновидностей сварочных аппаратов. Инверторы могут использоваться даже новичками, качество шва будет вполне приличным. Существует две технологичных конструкции инверторов — MOSFET и IGBT. Первый вид более старый, на сегодняшний день встречается только в России. В Европе используется технологический протокол IGBT, обеспечивающий соблюдение всех технических норм и требований, соответствующий параметрам сертифицирования продукции.
Сварочная проволока
Материал для сварочных работ изготавливают многие заводы. Он выпускается в форме проволоки в бухтах, прутах, металлических гранулах для ацетиленовой и иных видов газовой сварки.
Выбор присадка исходит из толщины и химического состава рабочих деталей, он обязан иметь соответствующий диаметр и структуру. Если соединяемые элементы насчитывают высоту 3,0 мм, значит, сварочный стержень имеет такой же диаметр.
С показателями химического состава обстоит несколько сложнее. Соединяемые элементы могут быть стальными, чугунными, из цветных металлов либо полиметаллическими.
Для стали

Наиболее широкое применение получила присадочная нить — проволока, для пайки различной стали. Последняя выпускается по одной технологии, как для газовой, так и дуговой сварки.
Исходя из сказанного, здесь начинающему сварщику запутаться сложно. Конечно, еще необходим химический показатель сочленяемых конструкций — низкоуглеродистый либо с добавлением примесей — легированный.
Особо важные сварочные операции проводятся с использованием низколегированной нити.
Наилучшее качество сварного либо наплавочного валика получается с использованием марганцевого или кремнемарганцевого металлического шнура — проволоки.
Таковыми представлены CB08ГC, CB08Г2C и CB10Г2. Их применение дает прочный и надежный шов, с высокой механической устойчивостью.
Низколегированные конструкции потребуют использования такой же проволоки, однако содержащую хром, которая выражается высоким пределом прочности. Легированным же сталям необходим сопоставимый с ними материал в плане химического состава.
Алюминий, медь

Алюминиевая нить, из его сплавов, определяется государственным стандартом номер 787175, что соответствует следующим маркам — CBAK5, CBA1, CBAMц.
Состав шнура должен быть аналогичен соединяемым деталям. Медь и ее соединения свариваются с помощью проволоки типа M1, MCp1 либо присадочных прутов M1p, M3p.
Соединяя элементы, изготовленные из других цветных металлов или сплавов, необходимо использовать такой же состав присадочного материала, что и рабочие конструкции. Здесь подойдет любая марка нити.
Чугун

Проволока для соединения чугунных конструкций оговаривается стандартом 267180, и бывает двух марок — A и Б. Первая применяется при горячем методе сварки, который отличается общим нагревом обоих деталей.
Вторая — обусловливается только локальным подогревом.
Выпускаемые прутки по сплаву железа с высокой концентрацией углерода так же имеют свое наименование — HЧ1, HЧ2. Перечисленные стержни необходимы для низкотемпературной сварки литых чугунных изделий.
Пруты класса XЧ и БЧ применяют для наплавочного покрытия износостойких конструкций.
Тип покрытия

Вместе с видом электропроводящего прутка выбирается тип его обмазки — покрытия. Последнее напрямую зависит от химического состава соединяемых конструкций, и выполняет упреждающую функцию.





Она заключается в выделении защитного вещества со шлаком, что отражается улучшением сварочного валика. Обмазка электродов классифицируется следующим способом:
- Буква A — кислое покрытие, на основе железных, марганцевых окислов, основная обмазка включает мрамор, плавиковый шпат. Способствует проведению работ с малоуглеродистыми, низколегированными сталями, где не требуется высшее качество соединения. Предназначена для операций с переменным и постоянным током.
- P — рутиловое, с включением титана либо рутила. Обмазка не имеет токсических испарений, обеспечивает формирование ровного шва. Композитный шлак обладает достаточными защитными свойствами.
- Ц — целлюлозная обмазка из горючих органических материалов, подходит для большинства операций, формируя хороший сварной валик, но не ограничивает сильное разбрызгивание металла. Преимущественно используется при сварке трубопроводов большого диаметра, где последний недостаток не является критичным.
- Б — основное, фтористо-кальциевое покрытие. Низкое содержание газов, неметаллических, вредных примесей позволяет придать высокую пластичность и ударную вязкость при пониженных температурных режимах работы соединений. Обладает повышенной устойчивостью к формированию горячих трещин. Сочетается только с постоянным током, обратной полярностью. Нарушение правила грозит ухудшением качества шва.
- П — прочие. Состав содержит концентрацию легирующих веществ для улучшения качества валика. Однако широкого применения не нашел.
- C — специальные. Такой вид обмазки способствует сварке под водой, в результате содержания жидкого стекла, смолы.
Из перечисленных видов для ручного способа наиболее универсальным является рутиловое покрытие.
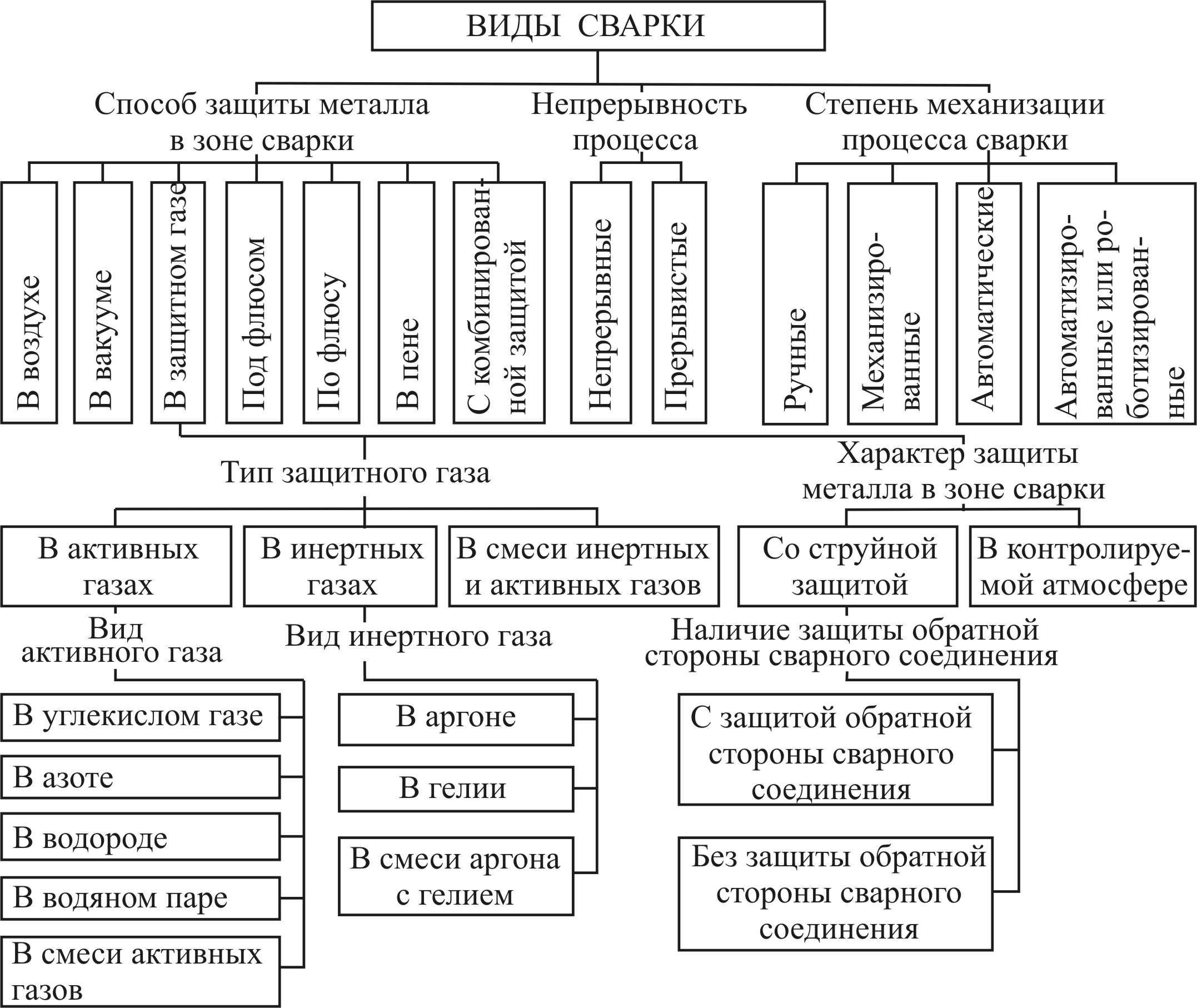
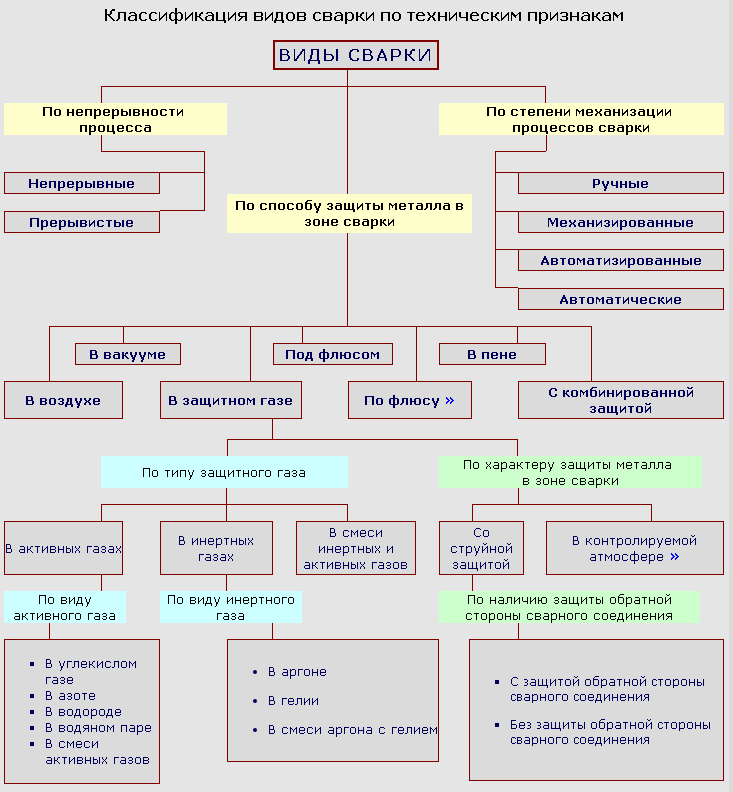
Виды и технологии сварки металлов
В зависимости от задач, доступности оборудования, типа металлов и условий могут применяться разные виды сварочных соединений.
Электродуговая (ручная)
Сварка дуговым методом или электродуговая — наиболее распространенный вид соединения металлов за счет электрического нагрева. Применяется к сталям и чугуну, большому числу видов цветных металлов. Нагретый металл и плавящийся электрод формируют прочный шов, представляющий собой область смешивания расплавленного металла.
Для выполнения работ используются простые аппараты, доступные электроды. За счет нагревания и плавления происходит местное легирование сталей в зоне шва, что значительно повышает его прочность. К недостаткам стоит отнести вероятность прожога тонкого металла, зависимость качества от квалификации сварщика, относительно низкий КПД аппарата с учетом потребности в электроэнергии.
Газовая ацетиленовая сварка
Ацетиленовая или — вторая по распространенности технология, основанная на нагреве металла горящей газовой смесью с кислородом. Высокая температура и довольно медленный нагрев позволяют сохранить основные свойства металлов
Это особо важно при работе с инструментальными сталями, которым противопоказан отпуск, при соединении чугунных деталей, в операциях с трубами. Этот вид сварки позволяет не прожигать тонкий металл, но при увеличении толщины производительность снижается из-за длительности нагрева
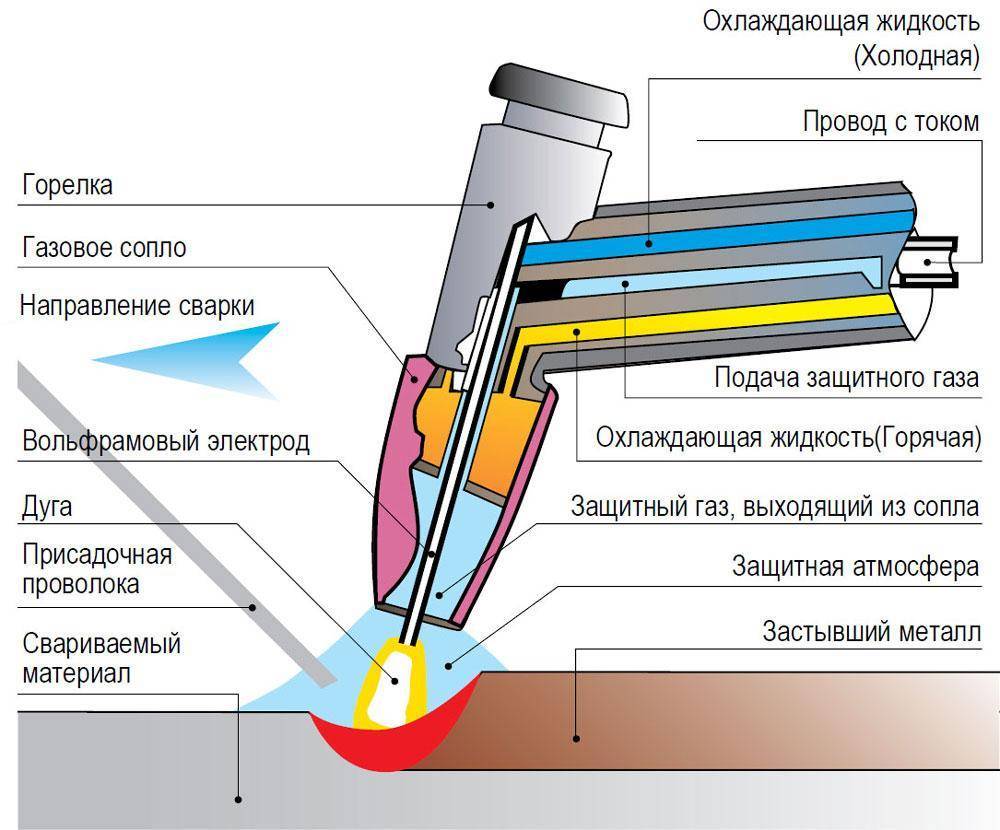
Сварка в инертной газовой среде
Технология используется в случаях, когда необходимо исключить попадание кислорода в зону взаимодействия и нагрева металла. В область нагрева под давлением подается инертный газ, вытесняющий воздух с кислородом. При сваривании алюминия и его сплавов, нержавеющей стали, углеродистых сортов это позволяет избежать окисления металла при нагреве. Сварочная ванна оказывается надежно защищенной от попадания кислорода.
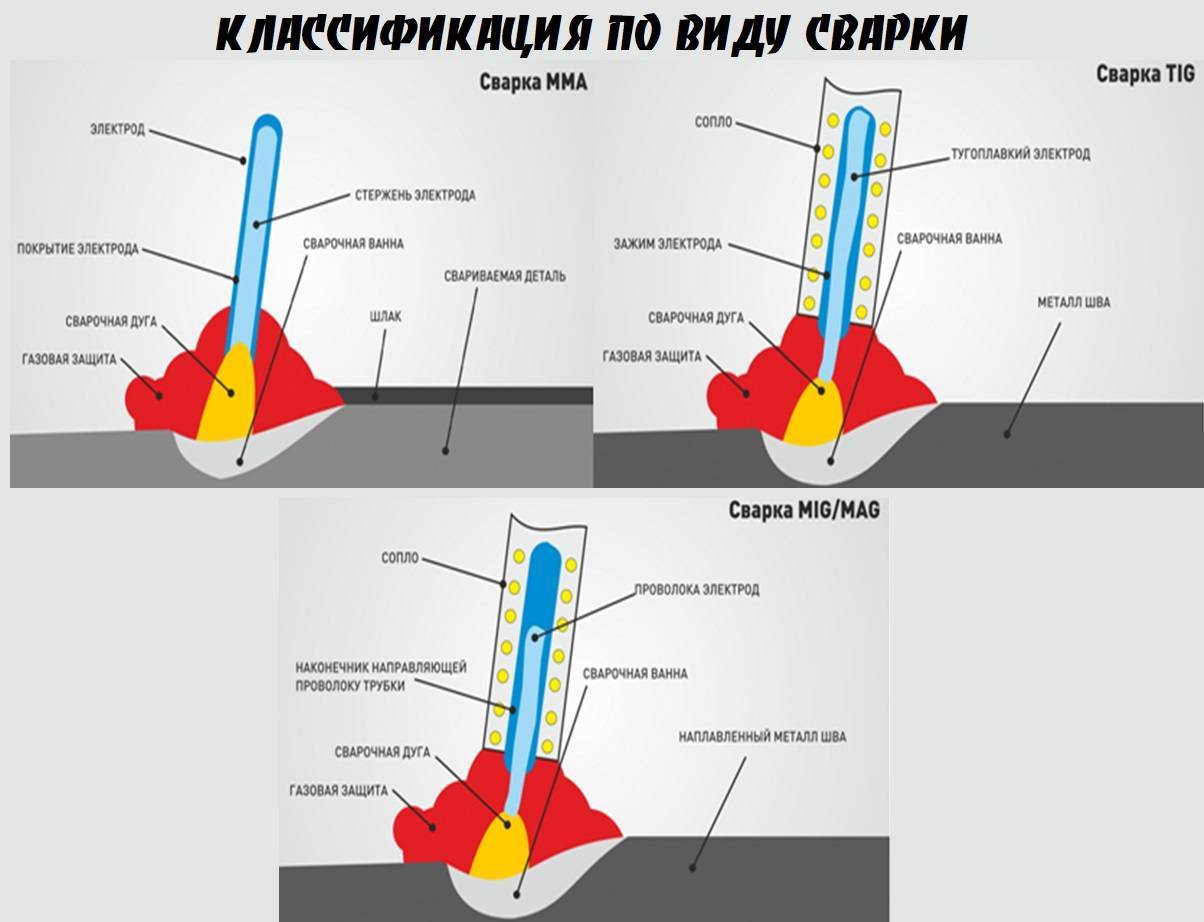
Электродуговая сварка
Ручная электродуговая сварка является, пожалуй, самым распространенным видом дуговой сварки. Одновременно данная технология является самой популярной и активно применяется во всех отраслях промышленности и народного хозяйства.
Сущность процесса сварки данным способом состоит в следующем. Свариваемые изделия подключаются к электросети и выступают анодом. Электрод является катодом. Когда электрод подводится на близкое расстояние к металлическому изделию, то воздух пробивает электрическая дуга. Это сопровождается выделением большого количества энергии (тепловой) и электрод начинает плавиться.
Зажигание дуги электрического разряда протекает следующим образом. Сначала сварщик быстрым и отточенным движением касается электродом заготовки, а затем отводит электрод на небольшое расстояние (не более 5 миллиметров) от металлической поверхности. Высвобожденные электроны ускоряются в магнитном поле, и сталкиваясь с атомами газа в межэлектродном пространстве, инициируют отрыв электронов (вторичная эмиссия). Лавинообразный рост носителей заряда приводи к возникновению устойчивой электрической дуги.
Температура в месте входа разряда достигает шести тысяч градусов по Цельсию. Сила тока может регулироваться в зависимости от толщины и материала электрода и составляет 2-3 тысячи Ампер при напряжении максиму 50 Вольт. Столь выгодные условия протекания процесса вывели данную технологию в бесспорные фавориты и превратили ее в основной вид ручной дуговой сварки, используемый на производстве и в строительстве.
Как правило, используются электроды, покрытые специальным составом. Покрытие при нагреве выделяет газы, образующие защитную среду сварного шва. Также элементы покрытия легируют расплав, улучшая комплекс физико-механических свойств сварного шва.
Классификация оборудования для сварки
Существует несколько классов устройств, отличающихся по характеристикам, предназначению и применению расходных материалов.
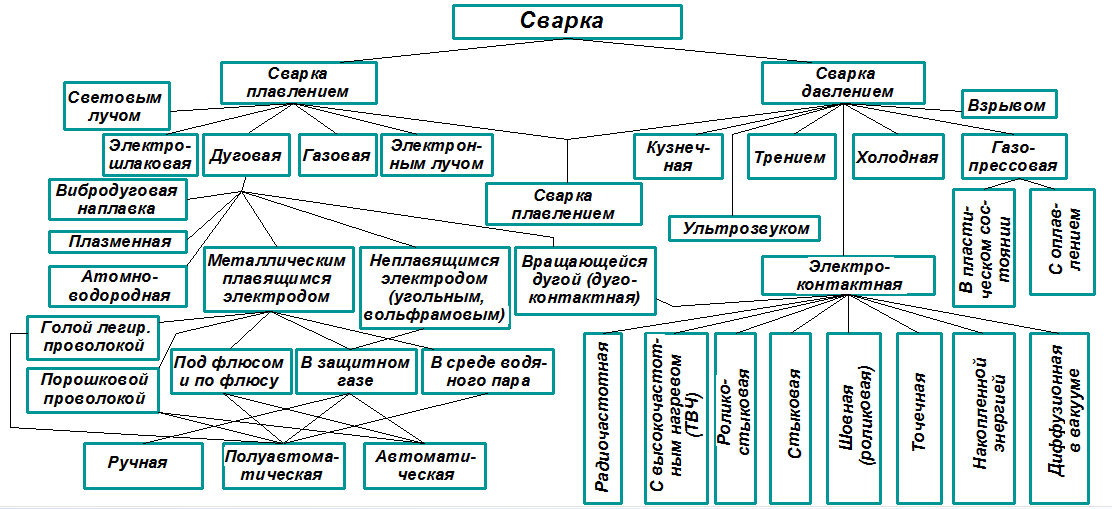
У этого вида сварки есть несколько разновидностей:
- Дуговая – самая распространенная. Отличается широким выбором аппаратов для производства работ. В быту используют преимущественно инверторы. Полуавтоматические аппараты производят операции в среде защитного газа. Сварка в автоматическом режиме требует минимального вмешательства оператора: он лишь выбирает программу, а подбором оптимальных параметров занимается электроника.
- Газовая с горелкой и баллоном для горючей смеси.
- Электронно-лучевая. Работает на основе преобразования кинетической энергии в тепловую.
- Лазерная сварка. Применяется на промышленных предприятиях, обеспечивает максимальную точность обработки.
- Термитная. Использует восстановительные свойства магния. При этом выделяется большое количество тепла.
- Электрошлаковая. Работает только в автоматическом режиме.
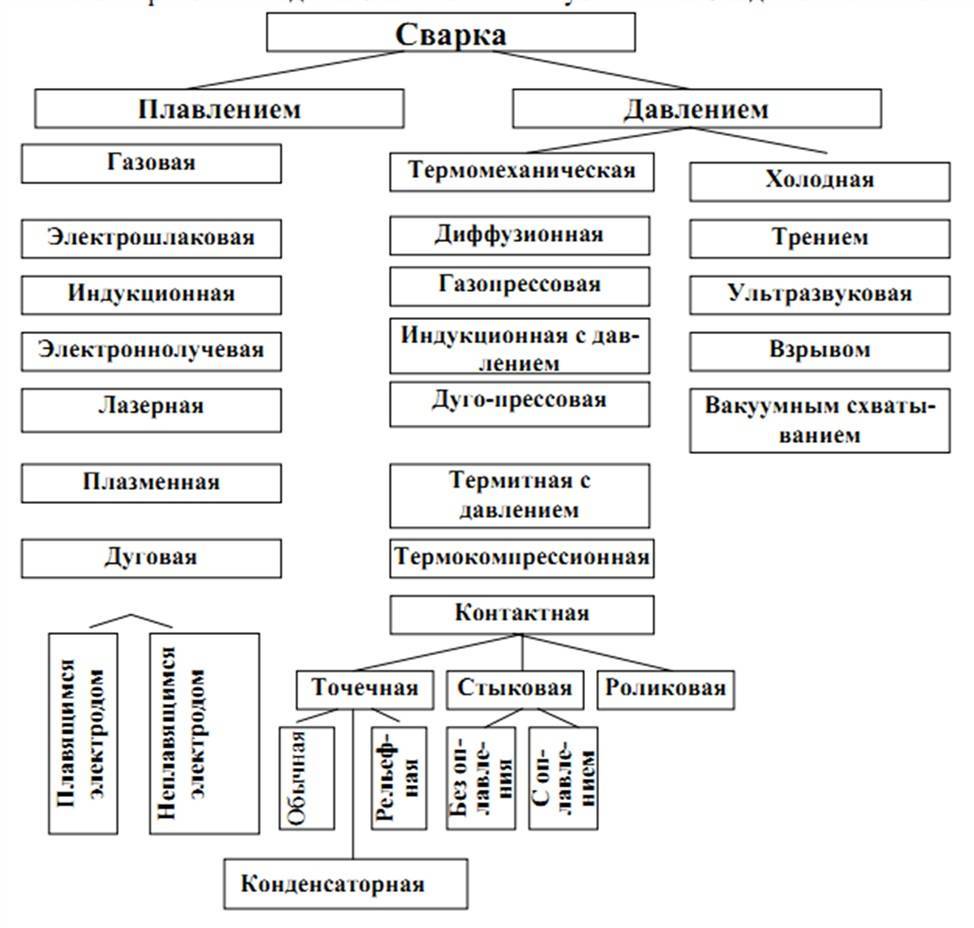
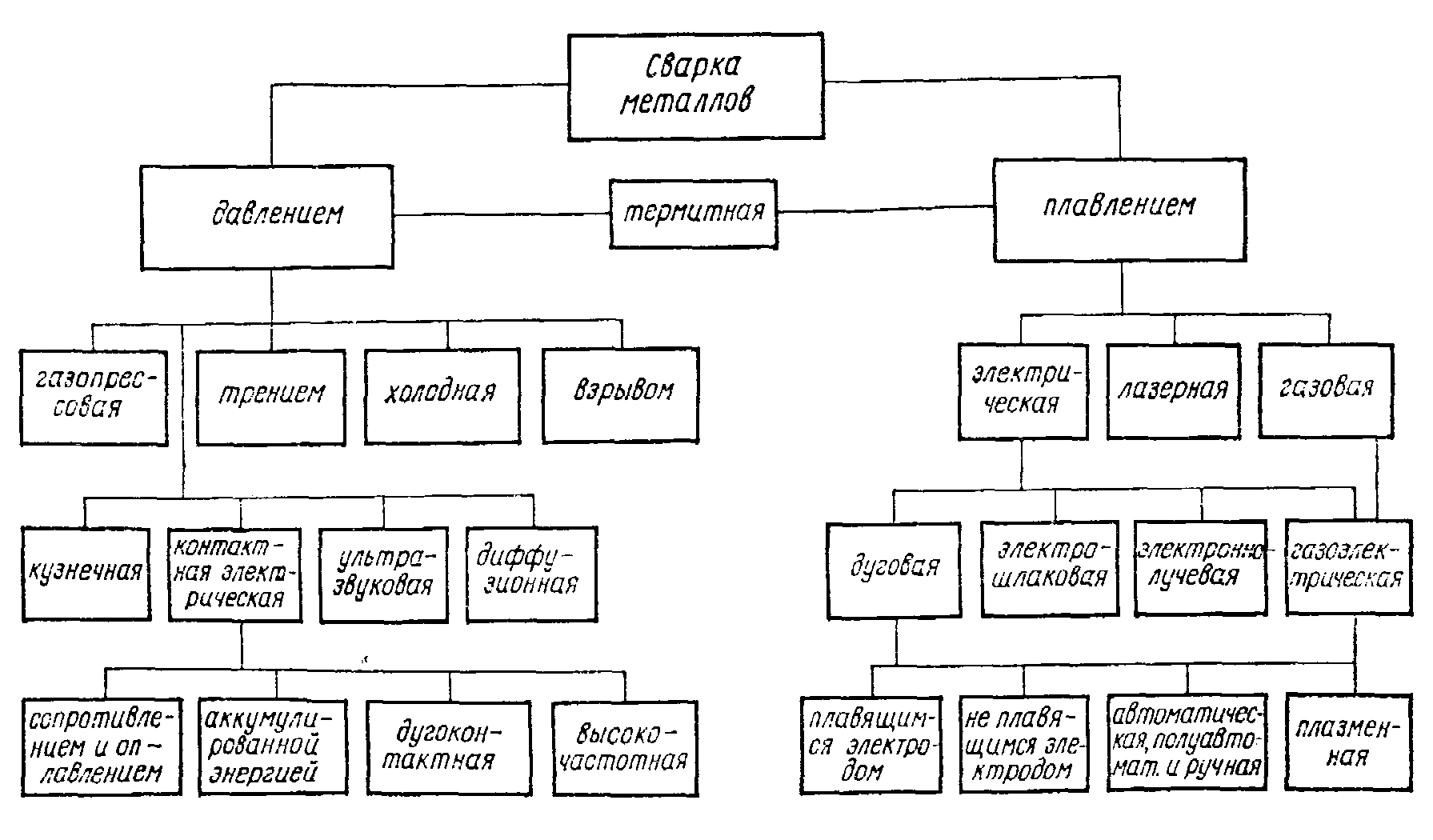
Сварка давлением использует такие технологии:
- Точечную контактную с применением медных стержней, диаметр которых ограничивает площадь контакта.
- Соединение сопротивлением на основании закона Джоуля-Ленца. Используется тепловое воздействие электричества.
- Оплавление, изобретенное для соединения больших труб под водой. Изоляция места сварки происходит с помощью специальной камеры.
- Трение, возникающее при вращении одной или обеих свариваемых деталей, дало название одноименной методике.
Кроме того, есть сварочные инструменты и оборудование для нанесения покрытий газотермическим и вакуумным методом, а также с помощью легирования. После такой обработки повышаются качественные свойства поверхностей заготовок.





