

Кинематическая схема токарно-винторезного станка 1к62
Спецификация подшипников качения токарного станка 1к62
Основные размеры подшипников:
- диаметр внутреннего кольца (d)
- диаметр внешнего кольца (D)
- ширина подшипника (B)
| N° позиции по схеме | Условное обозначение подшипника | ГОСТ | Тип подшипника | Габаритные размеры d, D, B мм | Количество на станок |
| 1 | 209 | 8338-57 | Шарикоподшипник радиальный однорядный | 45, 85, 19 | 4 |
| 2 | 7000108 | 8338-57 | -«- | 40, 68, 9 | 2 |
| 3 | 208 | 8338-57 | -«- | 40, 80, 18 | 4 |
| 4 | 7604 | 333-71 | Роликоподшипник конический однорядный | 20, 52, 22,5 | 1 |
| 5 | 7605 | 333-72 | -«- | 25, 62, 22,5 | 1 |
| 6 | 7509 | 333-72 | -«- | 45, 85, 25 | 1 |
| 7 | 7306 | 333-72 | -«- | 30, 72, 21 | 2 |
| 8 | 7308 | 333-72 | -«- | 40, 90, 25,5 | 1 |
| 9 | 7309 | 333-72 | -«- | 45, 100, 27,5 | 1 |
| 10 | 7206 | 333-72 | -«- | 30, 62, 17,5 | 1 |
| 11 | А3182120 | 7634-56 | Роликоподшипник радиальный двухрядный с короткими цилиндрическими роликами | 100, 150, 37 | 1 |
| 12 | А46215 | 831-62 | Шарикоподшипник радиально-упорный однорядный | 75, 130, 25 | 2 |
| 13 | 206 | 8338-57 | Шарикоподшипник радиальный однорядный | 30, 62, 16 | 4 |
| 14 | 204 | 8338-57 | -«- | 20, 47, 14 | 1 |
| 15 | 205 | 8338-57 | -«- | 25, 52, 15 | 6 |
| 16 | 7506 | 333-71 | Роликоподшипник конический однорядный | 25, 52, 16,5 | 1 |
| 17 | 7000106 | 8338-57 | Шарикоподшипник радиальный однорядный | 30, 55, 9 | 11 |
| 18 | 7204 | 333-71 | Роликоподшипник конический однорядный | 20, 47, 15,5 | 5 |
| 19 | 7203 | 333-71 | -«- | 17, 40, 13,5 | 2 |
| 20 | В8206 | 6874-54 | Шарикоподшипник упорный одинарный | 30, 52, 16 | 1 |
| 21 | В8106 | 6874-54 | -«- | 30, 47, 11 | 1 |
| 22 | 203 | 8338-57 | Шарикоподшипник радиальный однорядный | 17, 40, 12 | 4 |
| 23 | 7205 | 333-71 | Роликоподшипник конический однорядный | 25, 52, 16,5 | 4 |
| 24 | 7000107 | 8338-57 | Шарикоподшипник радиальный однорядный | 35, 62, 9 | 2 |
| 25 | 2007106 | 333-71 | Роликоподшипник конический однорядный | 30, 55, 17,2 | 1 |
| 26 | 709 | 8338-57 | Шарикоподшипник радиальный однорядный | 45, 75, 11 | 2 |
| 27 | 8107 | 6874-54 | Шарикоподшипник упорный одинарный | 35, 53, 12 | 1 |
| 28 | 8205 | 6874-54 | -«- | 25, 47, 15 | 1 |
Самостоятельный ремонт
Так как своевременное техобслуживание станков крайне важно, существует три вида ремонта бабки станка, электрооборудования и других частей конструкции. К первому методу, предотвращающему износ оборудования, относится предварительный осмотр
Это ежедневное мероприятие по выявлению поломок, проводится перед началом работы. Плановый ремонт включает не только проверку задней бабки, но также электрооборудования и других элементов агрегата. Капитальный ремонт, конечно, самое дорогостоящее мероприятие, которое требует наличия соответствующих условий, но дает возможность продлить срок службы задней бабки, привода, передачи и других составных частей станка.
Так как бабка станка – самый задействованный узел, поломки в ней случаются довольно часто. При этом приходится восстанавливать соотношение между мостиком и станиной, высоту центров, регулировать точность отверстия. Также в ремонте могут нуждаться отдельные составляющие, управляющие элементы или пиноль. Самым сложным считается регулировка высоты центров и настройка точности отверстия корпуса. Большую часть поломок задней бабки чинят с помощью акрилопласта . И хотя небольшие дефекты отверстия под пиноль устраняют с помощью притир, следом за этим все равно применяют акрилопласт. Притиры подходят для ремонта неизношенных отверстий.Чтобы правильно отрегулировать высоту центров, применяют специальные накладки на направляющих и растачивание. Затем изготавливают новый шпиндель, который фиксируется посредством акрилопласта. Пиноль ремонтируют шлифуя наружную сторону. Для восстановления конусного отверстия используют втулку (выполняет компенсаторную функцию). Цилиндрическая снаружи, и конусообразная внутри, она сделана из каленой стали, диаметр наружной стороны равен диаметру расточенного отверстия, но небольшой люфт оставляют в обязательном порядке. Если ремонтируют место нахождения подшипников, сначала полностью заменяют неисправный узел, а затем подстраивают диаметр внутренней стороны по подшипникам.
Восстановление корпуса и мостика задней бабки:
- Поверхность корпуса шабрят.
- Поверхность мостика подвергают фрезеровке, накладка крепится винтами или садится на клей.
- Когда выполняется шабрение корпуса, стараются добиться горизонтальности сопрягаемых поверхностей с точностью до 0,05 мм на 100 см длины. Сопряженность проверяют по уровню, по нему же проводится установка и выверяется положение станины.
- Соединяют корпус и мостик. В шпинделе передней бабки крепят бортштангу, следя за тем, чтобы ее ось в точке крепления резца была выше нормального положения оси шпинделя на 0.05 мм.
- Установив заднюю бабку перед кареткой суппорта, помещают груз для придания жесткости.
- Отверстие для пиноли в корпусе растачивают.
- Для шлифовки отверстия применяют наждачную бумагу, а также разжимную оправку.
- Окончалельно поверхность сглаживают чугунным притиром.
- Убрав из-под направляющих прокладку в виде фольги, производят установку задней бабки на станине.
- Процесс заканчивается проверкой совпадения центров задней и передней бабок и положения пиноли по отношению к направляющим.
Ремонт с применением акрилопласта:
- При расточке отверстия для пиноли, снимают около 2мм металла. Конусность и овальность не должны превышать 0,5 мм.
- Пустотелая оправка помещается в шпиндель передней бабки и затягивается. Тело оправки должно соответствовать размеру пиноли. Перед помещением в шпиндель оправки, туда закладывают прокладку толщиной 0,7-0,8 мм. Она нужна для создания равномерного биения на концах оправки.
- Проверка биения оправки осуществляется путем вращения шпинделя. Расположение шпинделя должно быть таким, чтобы образующая оправки находилась над его осью.
- На верхней части корпуса сверлят три отверстия равноудаленных друг от друга.
- Заранее удаляют жир с расточенной поверхности..
- Покрывают оправку мыльной пеной.
- Заводят заднюю бабку на оправку по станине и накладывают груз, не перекрывая отверстия.
- Полученные зазоры между оправкой и корпусом и отверстия для зажима пиноли необходимо герметизировать. Для этого подойдет пластилин.
- В три готовые отверстия заливают акрилопласт, в него можно добавить бронзовую мелкую стружку или пыль.
- После полного высыхания акрилопласта сдвигают бабку и удаляют все пластиковые или пластилиновые остатки, делают смазочные канавки, отверстия для скрепления конструкции и собирают бабку.
ВАЖНО! Подобный способ ремонта довольно простой и достаточно эффективный. Сохраняется старая пиноль, а значит и не требуется проведение мероприятия точной расточки и доводки отверстия корпуса
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Геометрическую соосность передней и задней бабок проверяют, зажимая стальной вал длиной 400-500 мм (в зависимости от РМЦ станка) в центрах бабок токарного станка. Стойка с индикаторной головкой, установленная на направляющих станины, перемещается вдоль осевой линии заготовки. После проверки и при необходимости производится настройка задней упорной бабки.
Частота выверки и регулировки станка указана в паспорте на ту или иную модель оборудования. Плановый профилактический осмотр и регулирование бабок станка токарной группы для компенсации износа и обеспечения нормальных зазоров между их рабочими поверхностями обычно рекомендуется проводить раз в полгода.
Наша компания занимается ремонтом и модернизацией токарных станков, узнать об этом подробнее можно в Разделе «Ремонт и модернизация»
Способы закрепления заготовки
Два способа можно использовать для закрепления на токарном оборудовании детали.
- Между центрами передней и задней бабки.
- С помощью планшайбы.
Первый способ закрепления является наиболее распространенным. Чаще всего его применяют для обработки брусков небольшой длины без необходимости выполнения их торцевой обработки. При таком способе крепления большое значение имеет точность крепежа
Важно, чтобы при вращении заготовки не возникало ситуации биения детали. Чтобы это исключить, используют угловой центроискатель
Более надежным является второй способ, который используют в тех случаях, когда необходима обработка торцов заготовки. От первого способа крепления он отличается тем, что фиксируется с помощью болтов или зубцов патрона. Такое крепление обеспечивает надежное удержание детали при выполнении всесторонней обточки заготовки.





Способы закрепления заготовки на токарном станке.
От станка по металлу токарный станок, предназначенный для обработки деревянных заготовок, отличается наличием ручной подачи резца, в качестве которого выступает стамеска или другой режущий инструмент по дереву. Его закрепление происходит только в том случае, если используется копировальное устройство. Во всех остальных случаях при обработке заготовки резец-стамеска держится мастером. Он же управляет им вручную, опираясь на подпятник при выполнении операции.
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.
Как выбрать токарный станок по дереву
Среди многообразия видов токарных станков по дереву достаточно сложно сделать правильный выбор. Будущий владелец должен определиться с перечнем задач (набором производимых операций), которые должен выполнять агрегат. Чтобы не приобрести ненужный агрегат следует определиться со следующими требованиями:
- какие задачи планируется решать с помощью выбираемого станка;
- как часто его планируется использовать;
- где он будет установлен;
- какие возможности имеются по энергоснабжению.
Предлагаемые модели токарных станков способны реализовать самые строгие требования будущего владельца.
При рассмотрении первого требования следует понять, для чего выбираемый агрегат необходим. Если планируется проведение большого количества обрабатывающих операций, в том числе с деталями из дерева крупных размеров следует остановить свой выбор на устройствах промышленной или полупромышленной группы.
Для обработки изделий из дерева в домашней мастерской свой выбор останавливают на настольных станках. Такие станки легко устанавливаются в гараже, небольшой мастерской, на даче загородном доме. Они будут выполнять практически те же функции, но занимают меньше места, имеют относительно небольшой вес и не потреблять большое количество электроэнергии. Станки этого типа применяют для обработки и изготовления деталей из дерева небольших размеров в ограниченном количестве. Домашний станок обладает ещё одним существенным преимуществом – приемлемой ценой. Однако многие токарные агрегаты из этой группы имеют широкие функциональные возможности по работе с деревом и часто не уступают полупрофессиональным агрегатам. Для них может быть приобретено или разработано приспособление, способствующее увеличению его производительности и качества обрабатываемой поверхности. В этом случае они способны обрабатывать цилиндрическую, конусообразную или фасонную поверхность.
Устройство токарного станка по дереву
Идеей собрать свой токарник по дереву рано или поздно начинает болеть практически каждый мастер. Кто-то приходит к этому самостоятельно, после долгих расчетов и раздумий, а кто-то вспоминает детство, и школьную мастерскую там ведь тоже были станки по дереву. Да и сложного, в том, чтобы собрать деревообрабатывающий станок по образу и подобию школьного нет. Ведь материал в виде отрезков труб в гараже найдется уж точно.
Первым делом стоит вспомнить все основные части конструкции того самого, школьного станка по дереву. Деталей здесь вроде и немного, но каждая из них выполняет определенную роль, без которой все превращается в груду металлолома.
Основой любого станка выступает станина. Это массивное основание, на котором крепится все остальное оборудование. Станина должна быть максимально прочной и жесткой, во время работы она должна выдерживать большие нагрузки не только в виде массивной заготовки, но и в виде вибрации и действия разнонаправленных сил при обработке деревянной заготовки.
Передняя бабка токарного станка представляет собой устройство, в котором устанавливается приводной вал. С одной стороны вала устанавливается устройство зажима заготовки – токарный самоцентрирующийся патрон, планшайба или устройство, на которое навинчивается или набивается заготовка из дерева. С другой стороны токарного вала крепится ведущая шестерня, шкив с одним или несколькими ручьями для ременной передачи. Токарный вал должен обеспечивать вращательное движение со скоростью до 3000 оборотов, для бытовых нужд этого достаточно. Поэтому токарный вал обычно устанавливается на подшипниках или втулках
Ось вала является основной осью токарного станка, и чем выше вал над станиной, тем больше диаметр заготовки можно обрабатывать. Обработка деталей на станке осуществляется при помощи ручных резцов, а учитывая скорость вращения вала, неосторожное прикосновение к шкиву или ремням может повлечь травму, поэтому передний узел обязательно закрывается защитным экраном или кожухом. Жесткое крепление защиты к передней бабке обязательное условие безопасной работы. С противоположной стороны устанавливается задняя бабка
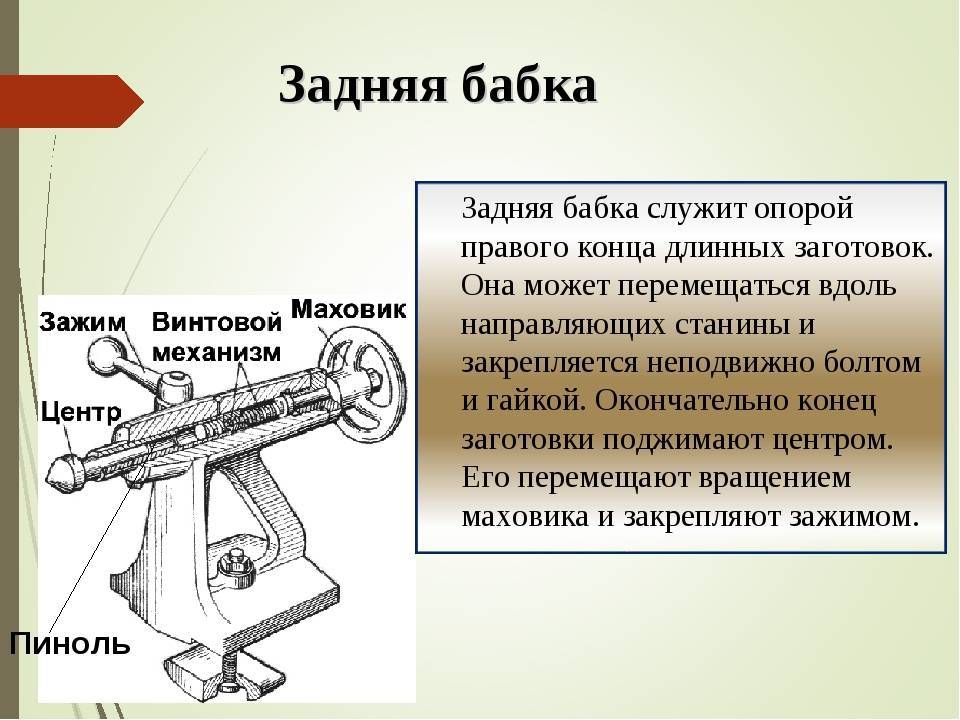
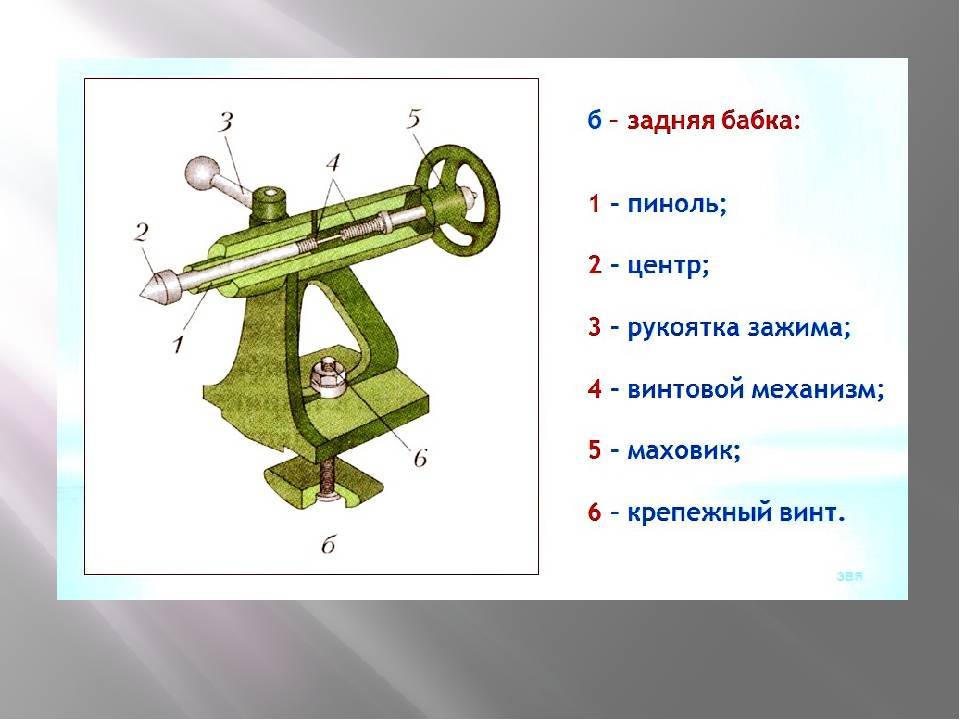
Это жесткий упор, с конусом-центром, который находится точно по оси токарного вала. Центр может двигаться вдоль оси для закрепления заготовки. Чтобы зафиксировать положение центра, нужно предусмотреть механизм его фиксации
С противоположной стороны устанавливается задняя бабка. Это жесткий упор, с конусом-центром, который находится точно по оси токарного вала. Центр может двигаться вдоль оси для закрепления заготовки. Чтобы зафиксировать положение центра, нужно предусмотреть механизм его фиксации.
Во время работы на токарнике используются ручные резцы. Для того чтобы не держать их на весу между передней и задней бабкой устанавливается подручник – упор под резцы.
Для вращения рабочего вала устанавливается привод, это может быть электродвигатель с прямой или ременной передачей, а может быть и привод от мускульной силы. Кстати, первые токарные станки по дереву были именно с ручным приводом – по типу лучковой пилы, это потом, они были вытеснены ножным приводом.
Устройство и принцип работы токарного станка по дереву
Основные узлы токарного станка по дереву
Главное отличие токарного станка по дереву от его собрата, на котором обрабатываются заготовки по металлу, заключается в том, что у него вместо механического устройства для подвода резца к обрабатываемой детали установлен подручник — приспособление для упора стамесок.
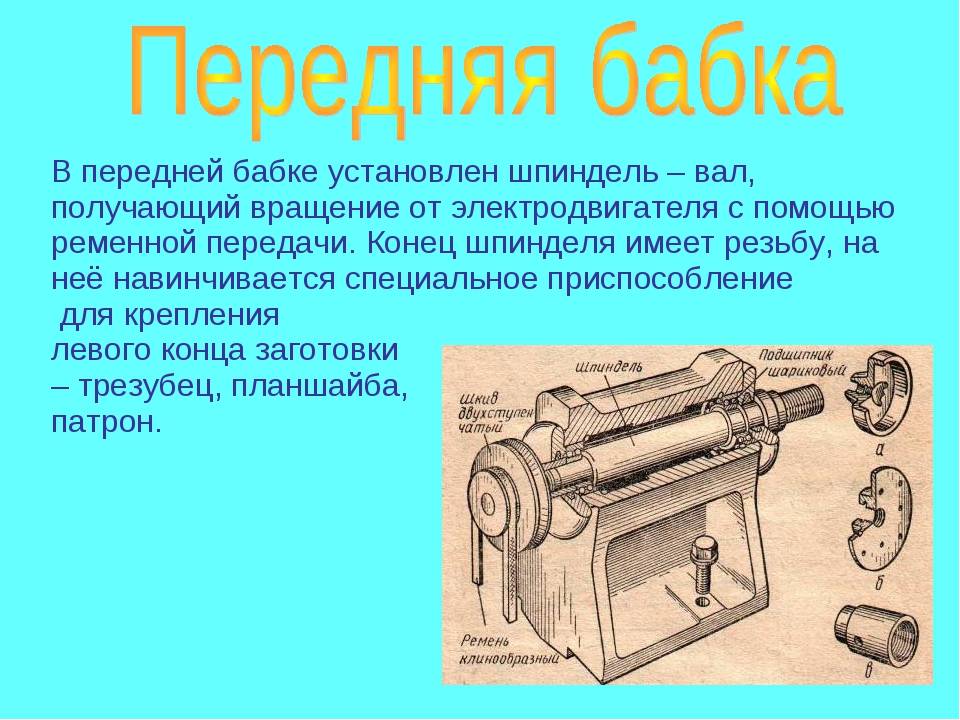
Токарный станок для деревообработки устроен несложно. На станине устройства располагаются передняя и задняя бабки. В передней бабке расположен шпиндель, в него вставляют разные приспособления, с помощью которых крепится левый конец деревянной заготовки. Задняя бабка служит для упора правого конца длинной заготовки. Между левой и правой бабкой устанавливается подручник, который служит для упора инструмента, которым будет обрабатываться заготовка.







Шпиндель приводится в движение электродвигателем. Скорость вращения может регулироваться. Кстати, некоторые токарные работы можно исполнять на фрезерных станках, но об этом рассказ должен быть в отдельной статье.
Заготовка закрепляется в патроне, который установлен на шпинделе. Потом она поджимается задней бабкой. Если устройство подпора задней бабки неподвижное, то его перед установкой заготовки смазывают машинным маслом. Прежде чем начинать устанавливать заготовку, нужно в ней точно вычислить и отметить центр. Его проще всего найти, если воспользоваться угловым центроискателем. Если заготовка будет закреплена не по центру, то при вращении шпинделя это вызовет её «биение», и качественно выточить деталь не удастся.
Вопрос 2. Основные узлы токарного станка и их назначение.
Станина 29
— массивное чугунное основание, где смонтированы основные механизмы станка. Верхняя часть станины состоит из двух призматических и двух плоских направляющих, по которым передвигаются задняя бабка и суппорт. Станина закреплена на двух тумбах.
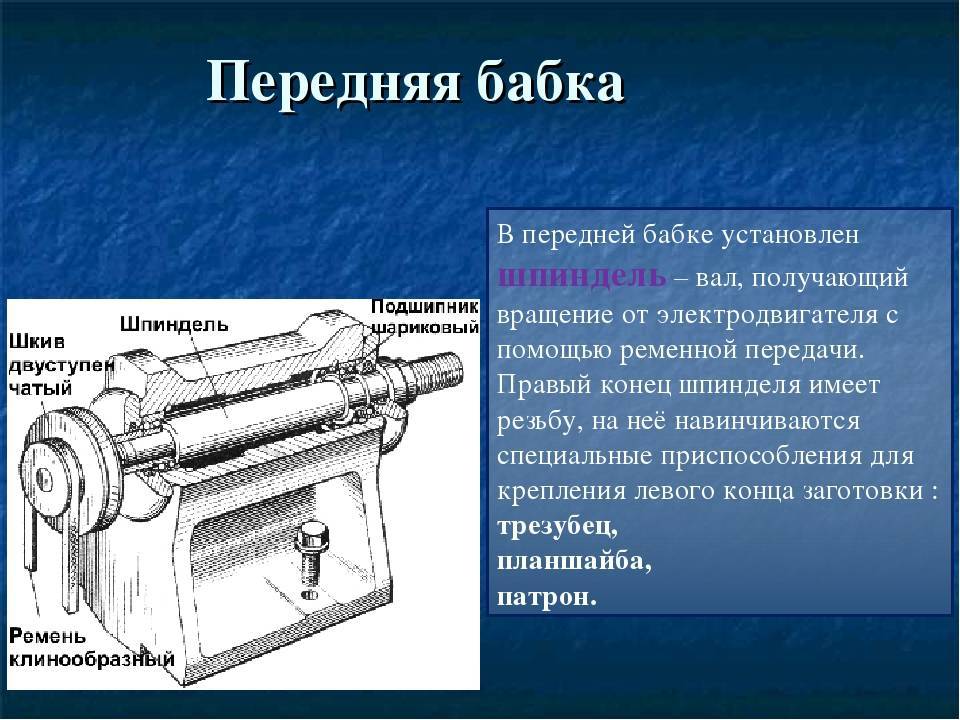
Передняя (шпиндельная) бабка
1 с коробкой скоростей крепится на левом конце станины. В ней размещена коробка скоростей и шпиндель, которые сообщают заготовке главное движение, а инструменту – движение подачи при выбранной глубине резания.
Шпиндель
7 служит для крепления заготовки с помощью приспособлений и сообщения ей вращательного движения. Вал шпинделя делается полым для размещения в нем обрабатываемого прутка. Передний конец шпинделя имеет конусное отверстие, в которое при необходимости устанавливается центр. К торцу шпинделя крепится на резьбе или болтами кулачковый или поводковый патрон для закрепления обрабатываемых заготовок.
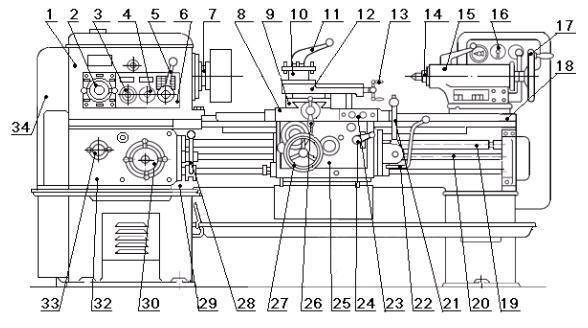
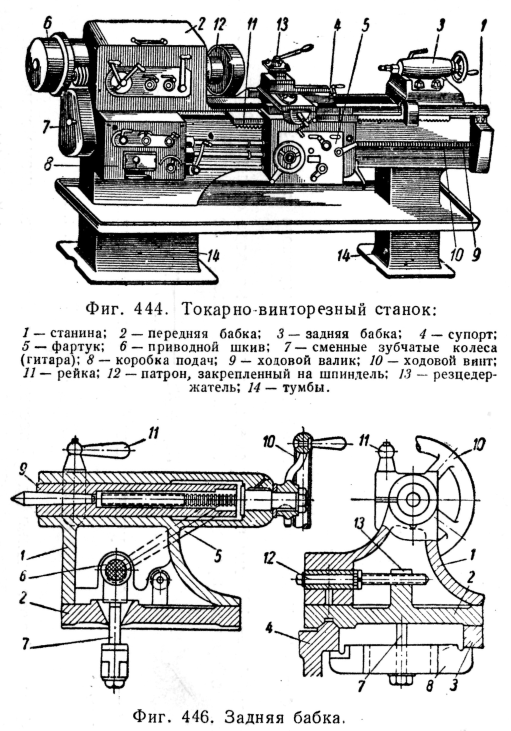
Токарно-винторезный станок модели 1К62: 1 – передняя (шпиндельная) бабка; 2, 3, 4, 5 – рукоятки; 6 – коробка скоростей; 7 – шпиндель; 8 – продольные салазки (каретка); 9 – поперечные салазки; 10 – резцедержатель; 11 – рукоятка; 12 – поворотный суппорт; 13 – рукоятка; 14 – пиноль; 15 – задняя бабка; 16 – переключатель; 17 – маховик; 18 – направляющие станины; 19 – ходовой винт; 20 – ходовой вал; 21, 22 – рукоятки; 23 – кнопки; 24 – рукоятка; 25 – фартук; 26, 27 – маховики; 28 – рукоятка; 29 – станина; 30 – рукоятка; 32 – коробка подач; 33 – рукоятка; 34 – гитара
Коробка скоростей
6 обеспечивает 24 различных числа оборотов шпинделя в минуту. На передней панели коробки скоростей расположены рукоятки 2, 5 для установки числа оборотов шпинделя, рукоятка 3 установки числа заходов резьбы и рукоятка 4 установки правой и левой резьбы.
Коробка подач
32 расположена на передней стороне станины под передней бабкой. Она обеспечивает получение необходимой величины подачи инструмента или шага нарезаемой резьбы с помощью рукояток 30, 33. Передача к коробке подач осуществляется от шпинделя через гитару 34 со сменными зубчатыми колесами. Далее движение через ходовой вал 20 (при точении) или ходовой винт 19 (при нарезании резьбы) передается на суппорт.
Гитара 34
предназначена для настройки станка на требуемую величину подачи или шаг нарезаемой резьбы путем установки соответствующих сменных зубчатых колес.
Суппорт
состоит из каретки 8, которая перемещается по направляющим 18 станины, фартука, в котором расположен механизм преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта, механизма поперечных салазок, механизма резцовых (верхних) салазок, механизма резцедержателя.
Поперечные салазки 9 перемещаются по направляющим продольных салазок при поперечной подаче. На поперечных салазках расположен верхний поворотный суппорт 12 с резцедержателем 10. Верхний суппорт используется при обтачивании конических поверхностей. Для этого его поворачивают на необходимый угол. Подачу суппорта осуществляют рукояткой 13.
Резцедержатель
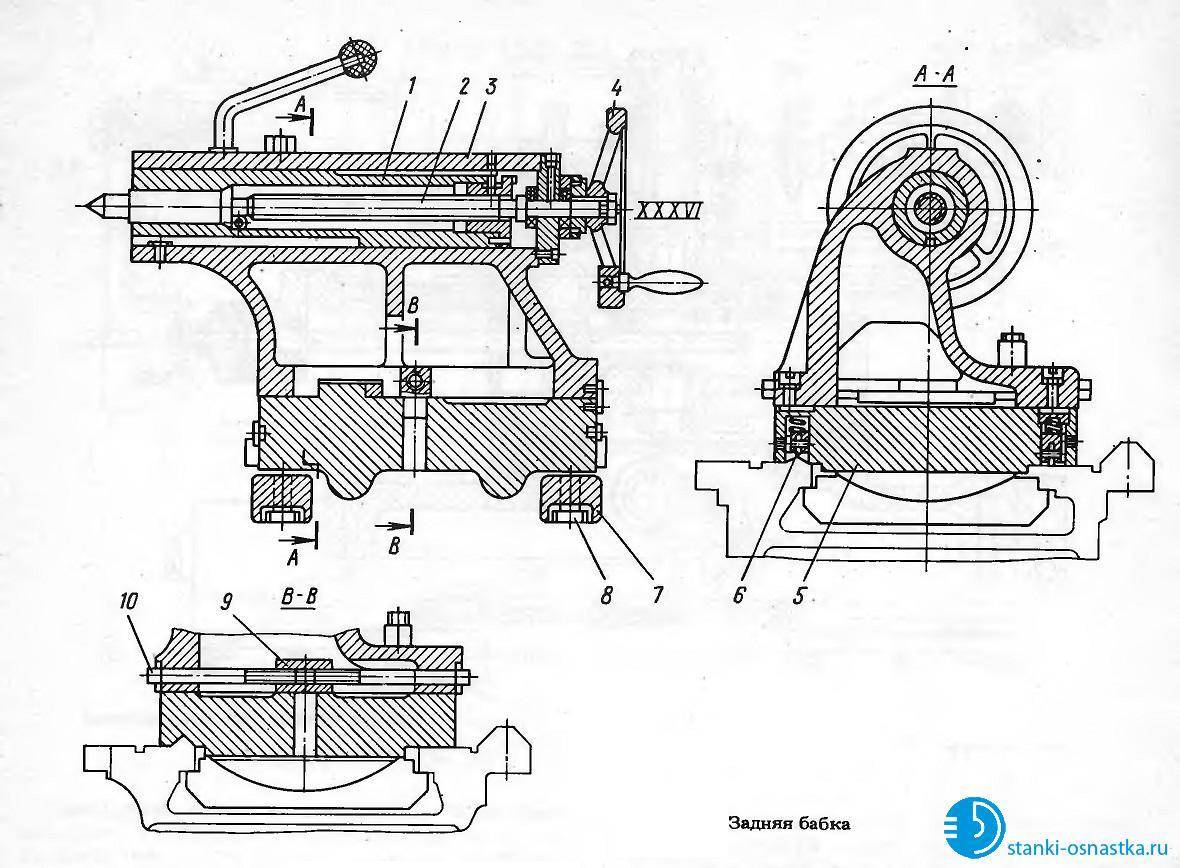
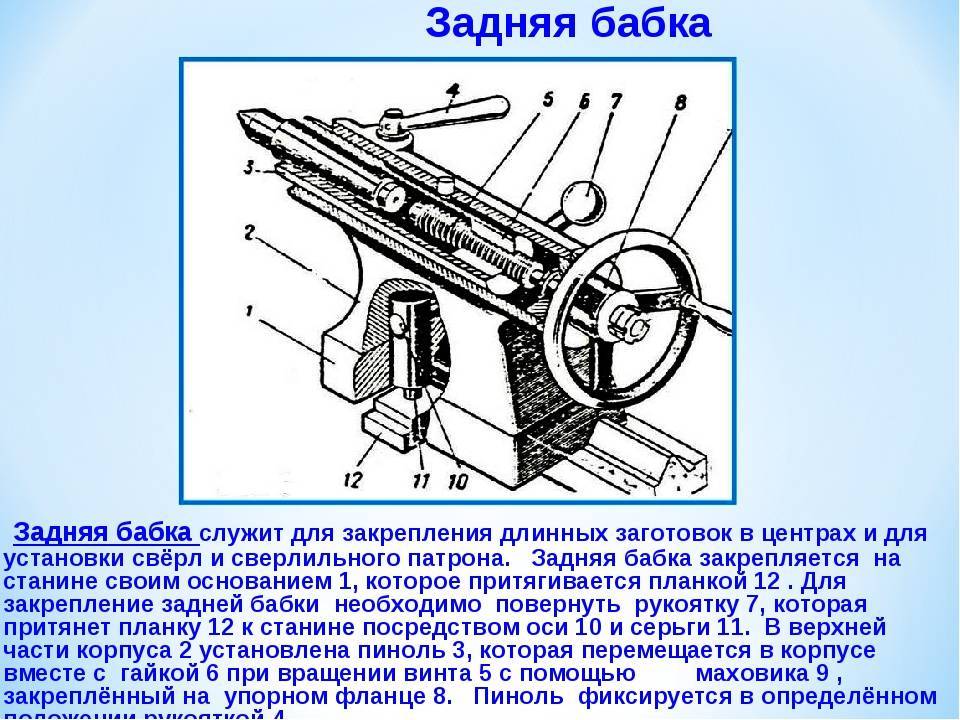
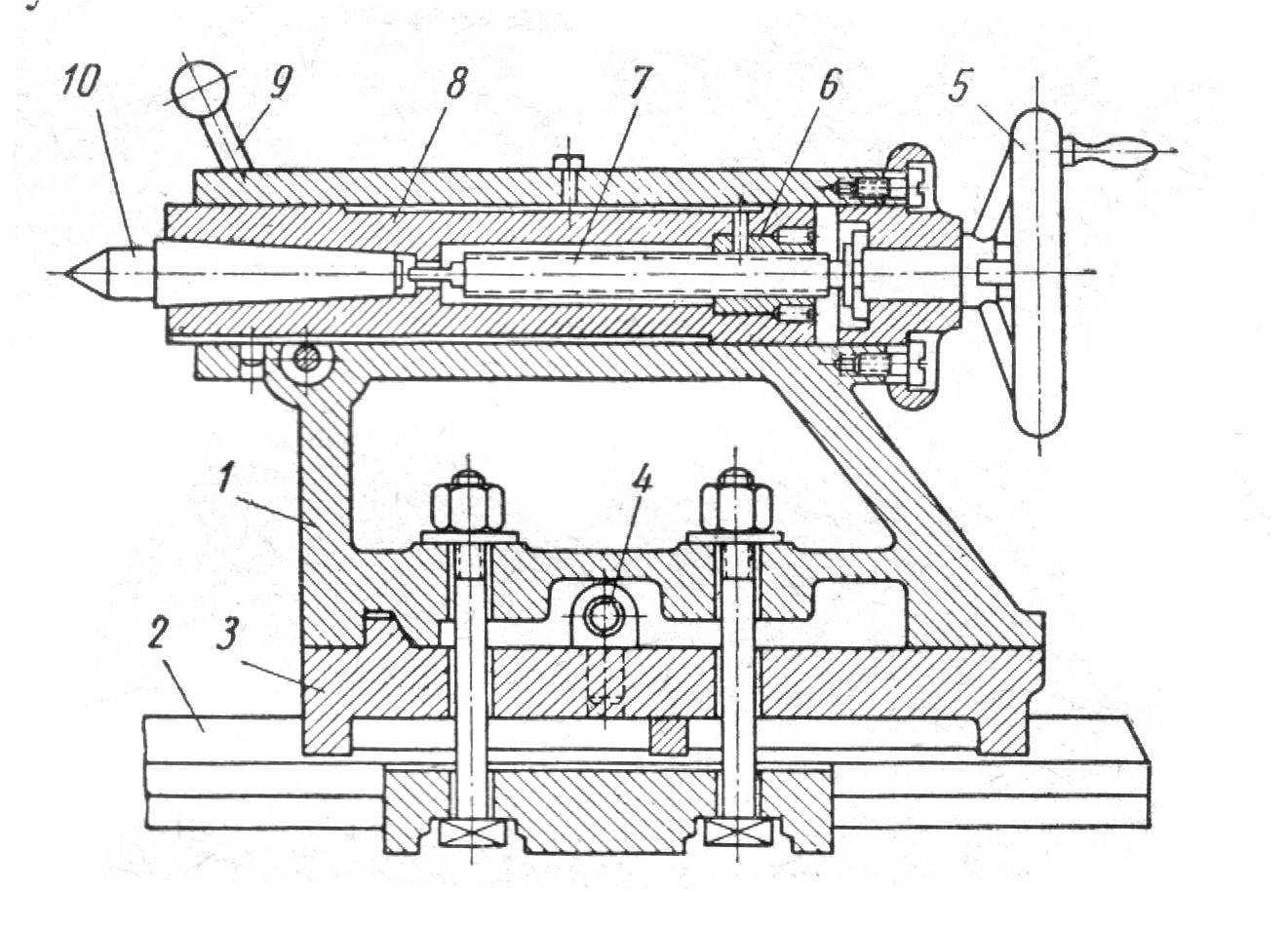
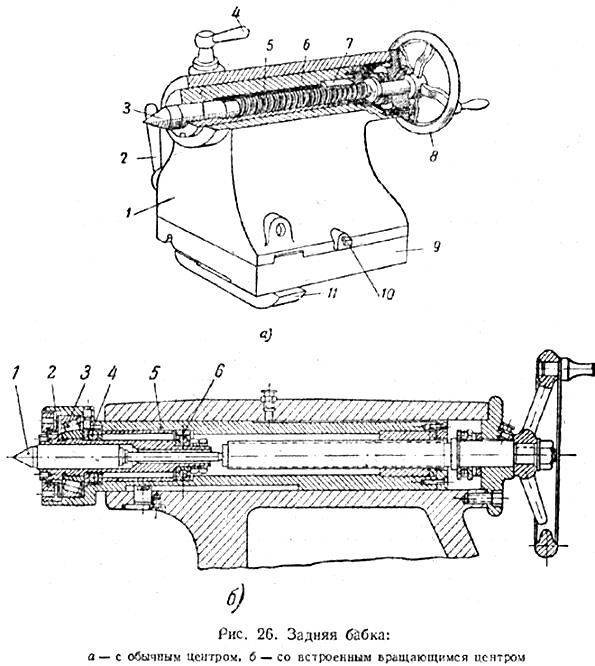
10 служит для установки и крепления резцов. Он имеет четыре позиции, что позволяет установить одновременно четыре инструмента и менять их, поворачивая резцедержатель рукояткой 11.Фартук 25 крепится к каретке суппорта. В нем расположен механизм, при помощи которого вращательное движение ходового вала 20 или ходового винта 19 преобразуется в поступательное прямолинейное (продольное или поперечное) движение суппорта. Рукоятка 24 служит для включения маточной гайки (при нарезании резьбы).Задняя бабка 15 служит для поддержания обрабатываемой заготовки при работе в центрах, а также для закрепления сверл и других инструментов при обработке осевых отверстий. Корпус задней бабки установлен на направляющих станины и может по ним перемещаться. В отверстии корпуса имеется пиноль 14, которая выдвигается с помощью маховика 17. Корпус задней бабки смещается относительно ее основания в поперечном направлении, что необходимо при обтачивании наружных конических поверхностей.
Электрооборудование станка размещено в шкафу. Включение и выключение электродвигателя, пуск и остановка станка, управление коробкой скоростей и коробкой подач, управление механизмом фартука и т. д. производится соответствующими органами управления (рукоятками, кнопками, маховичками).
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.





Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
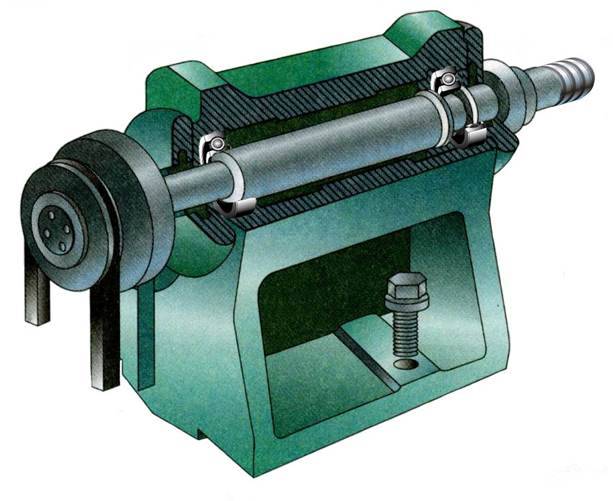
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.





