

Принцип работы
Электрический разряд превращает рабочую среду в плазменную в виде ионизированного газа с высокой, в десятки тысяч градусов, температурой.

Происходит сжимание плазменной дуги до тончайшего луча с высокой удельной мощностью на квадратный миллиметр площади, что позволяет справиться с такими сварочными задачами, которые при использовании электроразрядной дуги не всегда успешны, либо вовсе вовсе не доступны.

Помимо высокой температуры плазмосварочный аппарат обладает другими преимуществами:
- Работает с высоким КПД;
- Защитный газ расходуется в малом количестве;
- Прогревается небольшая площадь материала (малая усадка, деформация поверхности);
- Сваривание металла с неметаллом.
Типовая конструкция плазмореза
Чтобы собрать аппарат, благодаря которому будет возможна воздушно-плазменная резка металлов, потребуется иметь в наличии следующие составляющие.
Источник питания. Требуется для подачи на электрод горелки электрического тока. В качестве источника питания может выступать либо трансформатор (сварочный), выдающий переменный ток, либо сварочный агрегат инверторного типа, на выходе которого наблюдается постоянный ток. Исходя из вышесказанного, предпочтительнее использовать инвертор, причем с функцией аргонной сварки. В таком случае он будет иметь разъем для подключения шлангопакета и место для подсоединения газового шланга, что упростит переделку аппарата.
Плазмотрон (резак)
Является очень важной деталью оборудования, которая имеет сложную конструкцию. В плазмотроне происходит образование струи плазмы под воздействием электрического тока и направленного потока воздуха
Если вы решились собрать плазморез своими руками, то данный элемент лучше приобрести в готовом виде, на китайских сайтах.
Осциллятор. Требуется для эффективного розжига дуги и ее стабилизации. Как уже говорилось выше, паяется по несложной схеме. Но если вы не сильны в радиоделе, то данный модуль можно купить в Китае за 1400 руб.
Компрессор. Предназначен для создания воздушного потока, поступающего в горелку. Благодаря ему охлаждается плазмотрон, повышается температура плазмы и сдувается расплавленный металл с места реза на заготовке. Для самоделки подойдет любой компрессор, к которому обычно подключают краскопульт. Но чтобы убрать водяные пары из воздуха, нагнетаемого компрессором, потребуется установка фильтра-осушителя.
Кабель-шланг. Через него в горелку поступает ток, способствующий розжигу электрической дуги и ионизации газов. Также через данный шланг подается сжатый воздух в горелку. Кабель-шланг можно изготовить самостоятельно, разместив электрический кабель и кислородный шланг внутри, например, водопроводного шланга подходящего диаметра. Но все же лучше купить готовый шлангопакет, который будет иметь все элементы для подсоединения к плазмотрону и к агрегату.
Кабель массы. Имеет на конце зажим для прикрепления к обрабатываемому металлу.
Производитель
Созданием и усовершенствованием данного устройства занимается — один из лидеров отечественного научно-технического рынка. Свою деятельность компания осуществляет с 2001 года и за это время добилась значительных успехов в производстве мобильных плазменных комплексов.
На сегодняшний день продает «Горыныч» в 11 стран мира и число заказов увеличивается год от года. Официально приобрести это устройство можно у девяти дилеров в России и в странах СНГ. Кроме продажи дилеры осуществляют сервисное и гарантийное обслуживание в случае необходимости, а также занимаются распространением сопутствующих товаров.
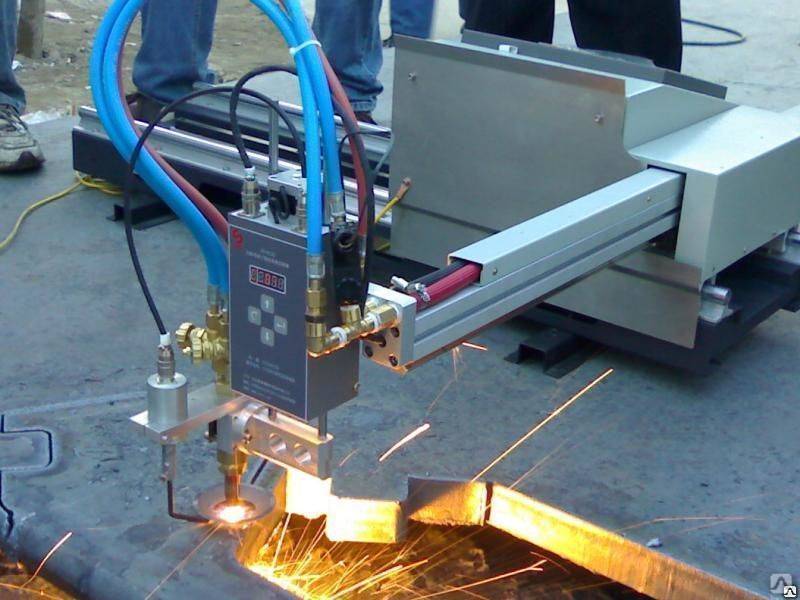
Как работает плазменный резак?
Схема работы плазморезом.
После того как плазменный резак собран, надо проверить его работоспособность. При включении инвертор начинает подавать ток на плазмотрон с высокой частотой. Появляется дуга, ее температура в этот момент составляет от 6000°С до 8000°С, зажигается она между наконечником сопла и рабочим электродом. Далее в камеру начинает поступать сжатый воздух, он из патрубка проходит через электродугу, нагревается, в объеме увеличивается до 100 раз. Струя приобретает токопроводящие свойства, ионизируется.
Соплом формируется узкий рабочий поток, скорость которого равна 2-3 м/сек. Температура в это время сильно повышается, может достигать от 25000°С до 30000°С. На выходе образуется высокотемпературная плазма, используемая для резки. При соприкосновении плазмы и детали дежурная первоначальная дуга гаснет, а зажигается уже режущая, которая обрабатывает деталь локально. Металл плавится только в месте реза, потоком воздуха все металлические расплавленные частички сдуваются.
Использование такого резака из обычного сварочного инвертора позволяет получить аккуратные резы в металлических заготовках. При работе необходимо следить, чтобы пятно дуги находилось строго по центру катода/электрода, для чего используется так называемая тангенциальная подача рабочего воздушного потока. Если при работе такой воздушный вихревой поток будет нарушен, то работать устройство начнет нестабильно, качество реза сильно ухудшится
Важно, чтобы при работе не образовывалось сразу две дуги, в этом случае аппарат просто выйдет из строя. Нельзя, чтобы плазменный резак имел слишком сильный поток воздуха
Но надо учесть, что расход воздуха будет увеличен.
Плазменный резак, в качестве главного элемента которого используется инвертор для дуговой сварки, применяется для реза металлических заготовок. Сборка простая, конструкция включает себя такие элементы, как источник тока, сопло, плазменный резак, компрессор. При сборке следует сразу определиться с источником питания, вместо инвертора некоторые предпочитают трансформатор. Все преимущества и недостатки устройств были описаны выше, вам остается только сделать выбор.
Какие бывают горелки для плазменной сварки
Различают два основных вида изделий:
- Пистолет плазменно-водяной сварки с разрядной камерой и специальным парообразующим устройством, соединенными вместе.
- Резак, состоящий из ручки, головки, мундштука и клапанов, через которые подается вода, водород и т. д. Имеет более вытянутую форму.
|

Горелка для ручной плазменной сварки
Для ручной плазменной сварки обычно используется устройство в виде пистолета, которое удобно держать в руках. В чем его отличия от автоматического типа изделия:
- возможна работа в труднодоступных местах;
- защитное сопло горелки изолировано, что увеличивает удобство и безопасность — нет замыкания плазмотрона на изделии;
- более объемные по сравнению с автоматическими аналогами.
Сущность
В плазменной сварке для получении плазмы применяются плазменные горелки, состоящие из вольфрамового электрода, труб водяного охлаждения, подачи газа, сопла плазмы.
Температура в плазменной дуге достигает 30 000°С, в отличие от плазмы электрической дуги, температура которой — 5000–7000°С.
В плазмотроне в зону плазменной дуги подводится газ, образующий плазму. Газ нагревается дугой и ионизируется. Благодаря тепловому расширению газа, увеличивающему объём газа в 50–100 раз, происходит скоростное истекание его из канала сопла плазмотрона. Кинетическая энергия ионизированных частиц газа и тепловая энергия является основными источником энергии для сварки.
В плазмотроне используется в основном горелки постоянного тока.
В плазменной сварке возможны следующие разновидности:
- сварка плазменной дугой, горящей между не плавящимся электродом и изделием,
- сварка плазменной струей, горящей между не плавящимся электродом и соплом плазмотрона. Плазма выдувается газовой струей.
В качестве плазмообразующего газа используются: азот, кислород, аргон, воздух.
Это интересно: Мини сварочный аппарат для мелких работ — что это такое?
Плазмотрон
Вторым по важности элементом является плазмотрон. Плазменный резак состоит из основного и добавочного электродов, первый сделан из тугоплавкого металла, а второй представляет собой сопло, обычно медное. Основной электрод служит катодом, а сопло – анодом, и во время работы это – обрабатываемая токопроводящая деталь
Основной электрод служит катодом, а сопло – анодом, и во время работы это – обрабатываемая токопроводящая деталь.
Если рассматривать плазмотрон прямого действия, дуга возникает между заготовкой и резаком. Плазмотроны косвенного действия режут плазменной струей. Аппарат из инвертора рассчитан на прямое действие.









Электрод и сопло являются расходными материалами и заменяются по мере износа. Кроме них, в корпусе имеется изолятор, который разделяет катодный и анодный узлы, еще есть камера, где вихрится подаваемый газ. В сопле, коническом или полусферическом, сделано тонкое отверстие, через которое вырывается газ, раскаленный до 3000-5000°C .
В камеру газ поступает из баллона или подается из компрессора по шлангу, который совмещен с кабелями питания, образующими пакет из шлангов и кабелей. Элементы соединены в изоляционном рукаве либо соединены жгутом. Газ идет в камеру через прямой патрубок, который находится сверху или сбоку вихревой камеры, обеспечивающей перемещение рабочей среды лишь в одну сторону.
Принцип работы плазмотрона
 Газ, поступающий под давлением в пространство между соплом и электродом, проходит в рабочее отверстие, удаляясь после в атмосферу. С включением осциллятора – устройства, которое вырабатывает импульсный высокочастотный ток, – между электродами появляется предварительная дуга и нагревает газ в ограниченном пространстве камеры сгорания. Поскольку температура нагрева очень высокая, газ превращается в плазму. В этом агрегатном состоянии ионизированы, то есть электрически заряжены, практически все атомы. Давление в камере резко повышается, и газ вырывается наружу раскаленной струей.
Газ, поступающий под давлением в пространство между соплом и электродом, проходит в рабочее отверстие, удаляясь после в атмосферу. С включением осциллятора – устройства, которое вырабатывает импульсный высокочастотный ток, – между электродами появляется предварительная дуга и нагревает газ в ограниченном пространстве камеры сгорания. Поскольку температура нагрева очень высокая, газ превращается в плазму. В этом агрегатном состоянии ионизированы, то есть электрически заряжены, практически все атомы. Давление в камере резко повышается, и газ вырывается наружу раскаленной струей.
При поднесении к детали плазмотрона возникает вторая, более мощная, дуга. Если сила тока осциллятора – 30-60 А, рабочая дуга возникает при силе в 180-200 А. Она дополнительно разогревает газ, разгоняющийся под действием электричества до 1500 м/с. Комбинированное действие плазмы высокой температуры и скорости движения режет металл по тончайшей линии. Толщину разреза определяют свойства сопла.
Плазмотрон косвенного действия работает иначе. Роль главного анода в нем играет сопло. Из резака вместо дуги вырывается струя плазмы, режущая не токопроводящие материалы. Самодельное оборудование данного типа работает крайне редко. В связи со сложностью устройства плазмотрона и тонких настроек сделать его в кустарных условиях практически невозможно, хотя чертежи найти нетрудно. Он работает под высокими температурами и давлениями и становится опасным, если что-то сделано неправильно!
Как изготовить плазморез
Для того чтобы изготовить плазмотрон своими руками, схемы, чертежи и описание которого можно найти в мировой сети, необходимо подобрать сменные плазменные резаки, позволяющие получить режущую струю нужной толщины, повысить качество и эффективность резки. Рабочий процесс требует соблюдения личной техники безопасности оператором.
Формирование потока сжатого воздуха, переходящего в струю плазмы высокой температуры, осуществляется компрессором специальной конструкции. Для подачи питания от электрической сети и воздуха от компрессора в самодельном плазморезе из сварочного инвертора используется кабельно шланговый пакет. Шланг подает газ аргон через патрубок в вихревую камеру с выходом в одну сторону.
Устройство для резки металла, изготовленное в домашней мастерской, может выполнять другие виды работ. Для изготовления высокопроизводительного аппарата из бытового инвертора прямого действия понадобится:
- стол;
- шаговые элементы;
- направляющие детали;
- блок управления;
- ременная передача.
Резак плазменный прямого действия представляет собой элемент, состоящий из двух электродов: основного и медного сопла, или анода. Основной электрод, или катод, изготавливается из тугоплавкого металла, токопроводящим элементом является обрабатываемый материал. Резка металла осуществляется плазменной дугой, возникающей между соплом и металлом.
Кроме расходных элементов в плазморезе из инвертора имеется изолятор и камеры сгорания для аргона. При включении осциллятора газ, вырываясь из отверстия сопла с керамическим корпусом под большим давлением, разогревается до температуры + 5000 С, превращается в плазму и воздействует на узкую полосу металла. При отделении элементов на месте разреза образуется гладкая поверхность, процесс не образует брызг и рваных краев.
Если нет возможности сделать самостоятельно осциллятор из деталей, его можно заменить прибором ВДС-02 заводского изготовления. Технические характеристики прибора позволяют параллельно или последовательно подключать устройство к инвертору.
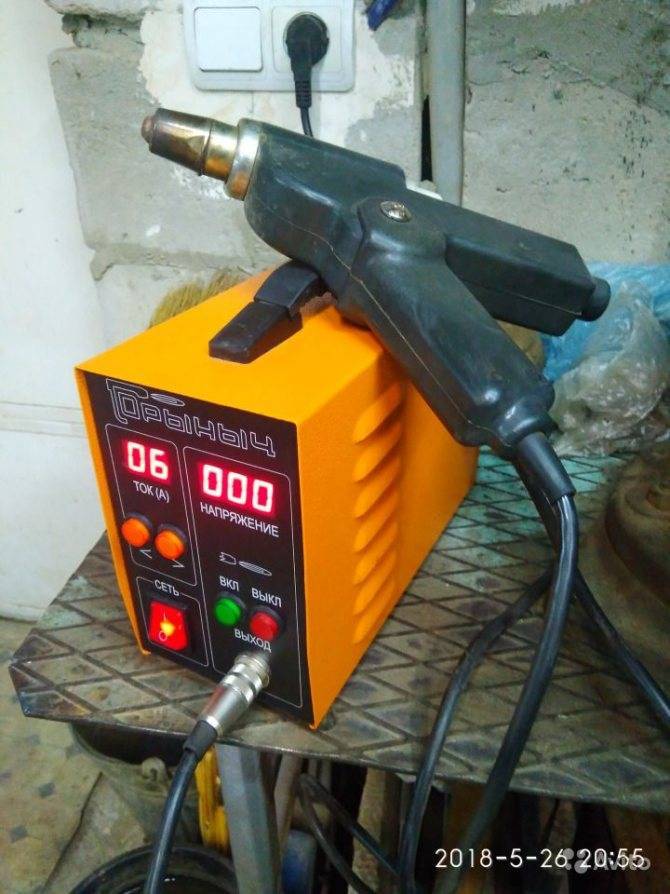
Популярные производители и модели
Наиболее популярными производителями инверторных сварочных механизмов плазменного типа являются компании Горыныч, Плазариум и Мультиплаз. Какой лучше, судить конечным пользователям, вы можете перейти по ссылкам в тексте ниже, чтобы ознакомиться с отзывами по конкретным моделям.
Основной особенностью модели компании-производителя Горыныч является тот факт, что в качестве смеси, используемой для образования плазмы, в ней применяется вода в чистом виде или в смешении со спиртом.
Это свойство становится препятствием для образования коррозии. Работать такой аппарат может как от сети, так и от генератора.
Компания Плазариум не разрабатывает таких мощных устройств, как ее конкуренты. Соответственно, цены на ее продукцию гораздо ниже. Однако характерным нововведением моделей этой фирмы является наличие на аппаратах специальных датчиков, помогающих регулировать температуру сварки, чтобы избежать поломки вследствие перегрева.
Больше информации: много современных моделей описано в этом разделе сайта.
Компрессор
По инструкции использование компрессора подразумевает, что будет применяться кислород, либо инертный газ. На практике же чаще его подключают к баллонам, в которых – специальная смесь. Именно такая смесь обеспечивает сильный пучок плазмы при достойном охлаждении. Если жеплазморез используется в быту, то для экономии и простоты дела рекомендуют использовать простой компрессор. Эту составляющую вполне можно собрать своими силами, где роль ресивера будет выполнять обычный баллон. Компрессор же часто берут из холодильника, либо из машины ЗИЛ
Важно не ошибиться с регулированием давления. Делается это опытным путем, мастерами, на начальном этапе работ
Рекомендации специалистов
Учитывая то, что принцип работы плазмореза основан на использовании газа, то стоит заранее позаботиться о наличии запасных прокладок, которые используются при подключении шлангов
Особенно это важно, если агрегат постоянно разбирается и перевозится. Элементарная нехватка данного элемента может остановить всю работу.
Также очень важно иметь запасное сопло для резака
Эта деталь при длительном использовании выходит из строя чаще всего, поскольку на нее воздействуют высокие температуры и быстрое охлаждение.
Важно помнить, что инверторы от сварочных аппаратов могут стоить довольно дорого, и цена вопроса зависит от его мощности. Поэтому, прежде чем его приобретать, стоит определиться с выходными характеристиками и потребностями, для которых и создается устройство. Это поможет значительно сэкономить и получить агрегат, идеально подходящий для конкретных работ.
Для работы подобным инструментом потребуется приобрести специальные электроды из тугоплавких металлов. Лучше всего для этих целей подойдут материалы из тория, гафния, циркония или бериллия. Однако при этом стоит помнить, что некоторые металлы при нагреве выделяют вредные вещества и могут нанести вред сварщику. Например, торий очень токсичен, а бериллий образует радиоактивные оксиды. Именно поэтому проще и безопаснее использовать гафний.
Важно помнить, что рабочая температура плазмы в таких агрегатах достигает 30 000 градусов. Поэтому при работе необходимо строго соблюдать правила безопасности, чтобы не нанести вред себе или окружающим или не стать причиной возникновения возгорания. Именно поэтому к работе с таким инструментом допускают только квалифицированных специалистов.
При работе нельзя нарушать вихревой воздушный поток. В противном случае может образоваться две дуги, что полностью выведет устройство из строя. Учитывая это, специалисты предпочитают использовать именно заводские резаки, считая, что лучше потратиться один раз, чем постоянно заниматься ремонтом самого инвертора.
При выполнении однотипной работы можно внести в устройство определенные модификации. Например, некоторые мастера изготавливают специальный защитный кожух для руки или дорабатывают сопло. Однако стоит помнить, что все эти дополнения не должны отразиться на самом процессе работы оборудования и не должны нарушать правила безопасности.
Технологический процесс
Включает несколько необходимых этапов: подготовка деталей, подключение электродов, запуск горелки и ее прогрев, выполнение шва с выдерживанием нужного режима по температуре и перемещение горелки к месту новой операции с проверкой готовности самой горелки.
Технология выполнения плазменной сварки
Подготовка деталей состоит в том, что их предварительно сортируют или подают к рабочему месту уже отсортированными. Если детали получены путем теплового резания или грубого механического, то кромки обрабатываются до чистоты металла и обезжириваются, чтобы получить качественный шов.
После этого детали приводят в соприкосновение по линии шва. На производстве это делается не “на коленке” как при ремонтах, а при помощи приспособлений.








Горячий шов от плазменной сварки
Если требуется, на линию шва наносят флюсы. Обычно это сильные восстановители для работы в условиях высоких температур (сварочные флюсы), смешанные с легкоплавкими связующими, которые сами по себе являются восстановителями, или дают минимум трудноудалимого нагара (шлака). Расплавленный шлак защищает ванну от действия кислорода, а восстановитель отнимает его у окислов, которые успели образоваться. Флюсы требуются не для всех металлов или их пар.
Горелка запускается импульсом высокого напряжения или контактом между соплом и катодом в течение долей секунды. Загорается дуга, в горелку подают рабочий и защитный газы, а также охлаждающую воду в корпус анода (для мощных горелок длительного действия). Горелка прогревается до стабилизации плазмы и начинается операция сварки.
При сварке плавятся состыкованные края детали, в этот расплав вводится присадочный материал в форме ленты или прутка. При автоматической сварке подача механизированная. Сварка рассматривается как непрерывный процесс плавления и застывания металла в области шва и должна обеспечить монолитность шва, одинаковые механические свойства на всей длине, равную толщину шва, полное отсутствие раковин, посторонних включений и примесей.
Расплавленный шов довольно беззащитен по отношению ко многим факторам, поэтому для получения качества приходится создавать особые условия: до ванны, в ней самой, и после, в области кристаллизации расплава. Данные условия сильно зависят от свариваемых металлов.
Процесс сварки плазморезом
После окончания шва проверяется готовность горелки к очередной операции, так, чтобы шов не пришлось прекращать в процессе сварки не доводя до конца. Любое такое прерывание, если оно вынужденное, создает лишние механические напряжения, которые потом будет или трудно, или невозможно снять. По этой причине, сварку ответственных швов: сосуды (баки) для ракетной техники, корпуса морских судов, особенно подводных, сосуды для ядерной техники и т.п. варят при непрерывной подаче катодов на горелках с мощным охлаждением сопел.
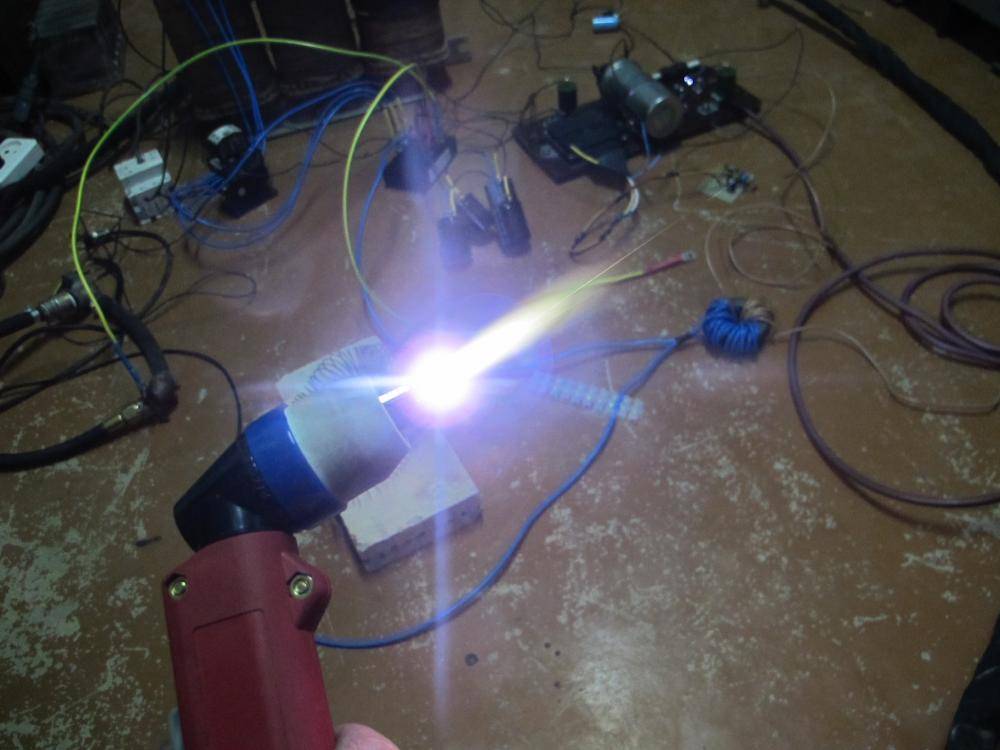
Принцип работы горелки
Плазменная резка своими руками происходит за счет превращения потока воздуха, проходящего через электрическую дугу, в плазму с температурой 3000 – 6000⁰C. Металл мгновенно расплавляется на ограниченном участке и выдувается. Принцип работы аналогичен газовой резке.
Образование плазмы
Инвертор создает постоянный ток большого значения. На конце электрода образуется дуга. В сопло под давлением поступает газ. Он проходит по спирали вокруг электрода. Образуется завихрение, движущееся с большой скоростью. В держак воздух поступает холодный. Двигаясь вокруг электрода, он его охлаждает и одновременно нагревается сам. В дуге он подходит уже подогретый.
На выходе струя газа становится тонкой. При соединении с горячей дугой, воздух нагревается ею и превращается в плазму, увеличиваясь в объеме в 20 – 30 раз. Вращение потока вокруг электрода делает струю тонкой.
Резка
Плазменная горелка, сделанная своими руками, подносится к металлу. Горячая плазма быстро расплавляет металл на малом участке. Воздушный поток выдувает расплав, образуя отверстие. При перемещении резака за ним остается узкая полоска разрезанного насквозь листа. Тонкий аккуратный рез получается при расположении плазмореза из инвертора под прямым углом к разрезаемой поверхности. Чем больше угол наклона, тем шире полоса реза.
Для производства строжки поверхности детали, плазменный резак по металлу, сделанный своими руками, наклоняется к снимаемой поверхности под острым углом в 5 – 10⁰. Пламя нагревает верхний слой, воздух выдувает жидкий металл.
Аппараты прямого действия
Прямого действия плазменные резаки по металлу, сделанные своими руками, работают с образованием дуги между деталью и электродом. Резать таким способом можно только токопроводящие металлы.
На деталь крепится зажим «+» от сварочного автомата. На электрод подается «–». На выходе из сопла наконечника образуется дуга между металлом и электродом. На нее направлен воздух.
Косвенного
Плазморез, собранный своими руками из инвертора, может работать по принципу косвенного действия. Минус подается на наконечник. Дуга возникает независимо от наличия токопроводящей детали. Резаком косвенного действия режут любые материалы, включая фанеру, пластик, оргстекло. Струя плазмы образуется тоньше. Сложность изготовления плазмотрона косвенного действия своими руками, демонстрируют схемы и чертежи. В небольшой наконечник длиной около 20 мм необходимо поместить воздушное охлаждение и надежно изолировать детали друг от друга.
Руководитель конструкторского бюро по проектированию сварочного оборудования, оснастки и инструмента завода САИК Твердохлебов И. Г.: «В плазмотроне используют не привычный электрод, сделанный из прутка проволоки и покрытый флюсом. Сердечник расположен внутри горелки и не выходят за пределы сопла. Электрическая дуга в аппаратах прямого действия загорается бесконтактно и превращается на выходе из сопла в плазму. Резак косвенного действия выдувает горячую струю независимо от расположения материала и его электропроводности. Можно отжигать медные кольца и опаливать древесину».
Из чего состоит?

В комплекцию плазмотрона входят такие элементы: источник питания, специальная горелка для сварки, катод, а также кабель-пакеты.
Далее рассмотрим каждую составляющую более подробно.
Источник питания

Для первых сварочных плазменных аппаратов источником питания служил простой трансформатор. Он значительно утяжелял вес устройства, его габариты, поскольку был тяжелым и больших размеров.
В результате, плазменные аппараты для сварки прошлого поколения были очень массивными и тяжелыми, что существенно усложняло рабочий процесс.
Такой прорыв помог создать легкие и небольшие установки. Кроме того, они стали функциональнее в сравнении с первыми аналогами плазменных сварочных аппаратов.
Сейчас источники питания работают на транзисторах IGBT, производят горение дуги высокой стабильности и при помощи одной рукоятки позволяют быстро и четко настраивать сварочный ток.
Плазменные аппараты для профессионалов снабжают также такими функциями, как режим дежурной дуги при работе на малом токе или бесконтактное поджигание.
Сварочная горелка

Необходимым элементом для плазменной резки и сварки является сварочная горелка. Через нее подается защитный газ, формируется плазменная дуга, там же закрепляется катод.










Есть разные типы горелок, различаются они за своими функциональными возможностями и конструкциями. Обычно горелку выбирают в зависимости от мощности имеющегося плазменного сварочного аппарата.
Для ручного использования подойдут горелки малой и средней мощности. А на специальный роботизированный манипулятор закрепляют горелки для аппаратов с сильным током.
Катод

Этот элемент предназначен для передачи тока, при его изготовлении применяют различные материалы. Катоды из вольфрама или меди, легированные гафнием, применяют в устройствах, рассчитанных на домашнее или полупрофессиональное пользование.
Они считаются одними из более безвредных для здоровья сварщика.
Поэтому, для снижения негативного воздействия, советуем создать на рабочем месте мощные вентиляционные условия.
Кабель-пакет

Горелку следует прикрепить к плазменному сварочному аппарату. Кабель-пакет служит специально для этих целей. В его комплекцию входят два шланга, для подачи рабочего и защитного газа.
Также есть два шланга для подачи воды, кабели для пусковой искры, подачи тока и для цепи управления.
Называется кабель-пакет так из-за того, что все его составляющие расположены в большом шланге по типу «пакет».
Невзирая на такое изобилие содержимого этот кабель-пакет можно применять в работе не боясь сломать все компоненты, так как он очень хорошо гнется.





