

Стоимость эксплуатации
Стоимость эксплуатации установок складывается из стоимости
- энергетических затрат и затрат на рабочие газы;
- стоимости расходных комплектующих;
- стоимости сервисного обслуживания и ремонта.
Энергетические затраты
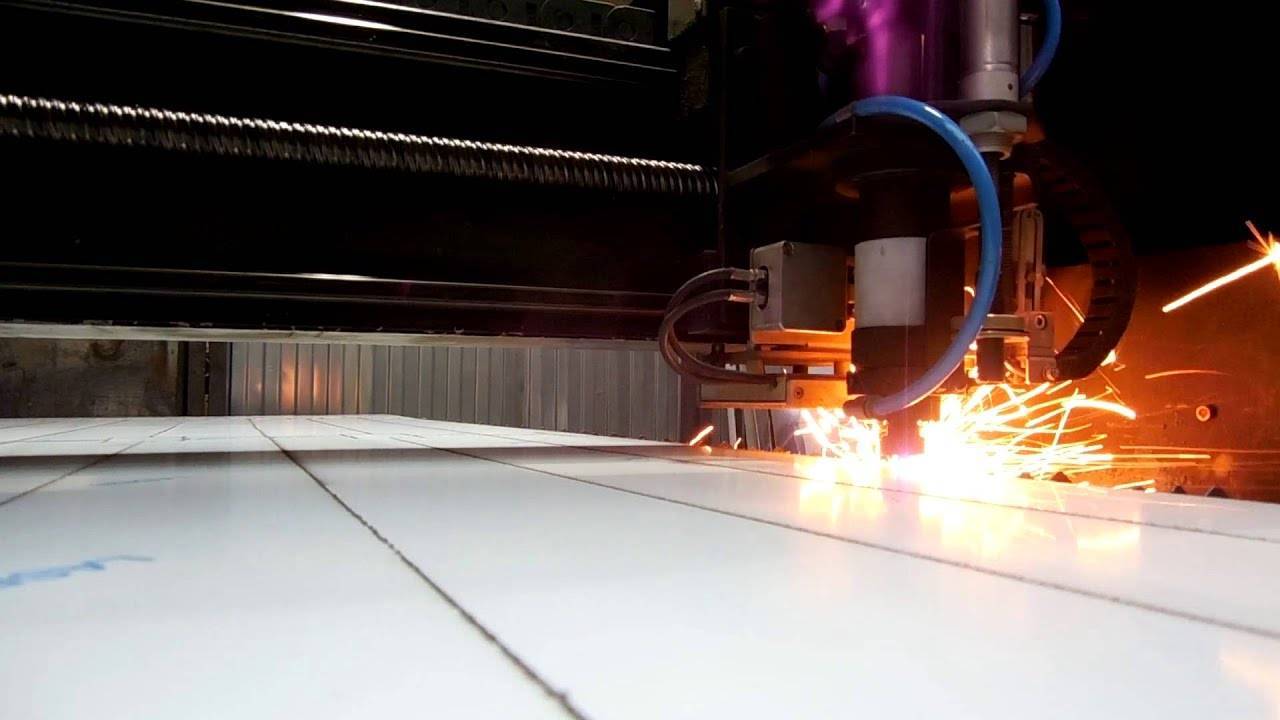
Основными потребителями электроэнергии в лазерной и плазменной установках являются лазер (источник тока для плазмы), координатная система со стойкой управления, вытяжная система, чиллер (для охлаждения рабочего тела лазера или мощного плазмотрона).
Энергопотребление лазерных и плазменных установок может быть близко по значению или различно, что зависит от ряда факторов. Например, при резке металла одной толщины (до 5..8 мм) с одной скоростью лазером и плазмой энергопотребление установок (включая оборудование, необходимое для работы установок – компрессор, чиллер, и др.) практически одинаково.
По иному обстоит дело при высокопроизводительной лазерной резке на высокой скорости. При той же толщине металла уже понадобится лазерная установка мощностью в 3..4 раза превышающей мощность плазменного станка. При резке металла толщиной более 8 мм потребная мощность лазера возрастает в несколько раз по сравнению с плазменными установками.
Энергопотребление установок при резке тонколистового металла находится либо на одном уровне, либо с небольшим перевесом в сторону плазмы. Резка толстого металла требует уже более высоких энергозатрат от лазера. В первом приближении лазерные и плазменные установки можно отнести к одному классу энергопотребления.
Обе системы резки включают в себя источник сжатого воздуха (кислорода, азота). Лазерная резка требует более высокой степени очистки рабочего газа, чем при плазменной резке, что, в свою очередь, требует присутствия высококачественных фильтрующих элементов, сепараторов, и др. в системе подготовки газа.
Расходные элементы и комплектующие
Основными расходными комплектующими для плазменной резки являются сопло и электрод, подвергающиеся непосредственному износу в процессе работы. При интенсивной резке, в зависимости от толщины металла, комплекта сопло-электрод может хватать на 600-800 прожигов или на 5-8 часовую рабочую смену. Защитные экраны, завихрители и др. элементы плазмотрона выходят из строя, как правило, в результате неправильных алгоритмов прожига и резки или аварийных ситуаций. Замена данных комплектующих производится с помощью обычной процедуры «открутил-закрутил» в течении нескольких минут.
Понятие «расходные» комплектующие для лазера весьма условно, т.к. детали лазерного источника и режущей головки (линзы, отражающие зеркала, сопла) выходят из строя реже, чем у плазмотрона, но их поломка и замена вытекают в дорогостоящий сложный ремонт. Например, «банальная» очистка линзы должна производиться под микроскопом в стерильных условиях и специальными инструментами. Стоимость линзы в 10..30 раз выше стоимости комплекта «сопло-электрод» для плазмы, а, например, лампа накачки для мощного СО2 лазера может стоить как качественный комплектный источник плазмы.
Сервисное обслуживание и ремонт
При правильной эксплуатации источник плазмы и плазмотрон не требует каких либо сложных операций по регулировке и сервисному обслуживанию. Данные операции сводятся к продувке внутренних полостей источника тока и плазмотрона. Элементы плазмотрона легко заменяются силами эксплуатанта. При замене же каких-либо оптических деталей лазерной головки требуется сложная регулировка квалифицированным персоналом.
От чистоты поверхности металла напрямую зависит срок службы лазерной головки, напротив, при плазменной резке на поверхности допускается как ржавчина, так и масляный налет.
Стоимость эксплуатации одного и того же оборудования на различных производствах может отличаться в несколько раз. На это влияет толщина основного обрабатываемого металла, время непрерывной работы, качество и своевременность технического обслуживания, правильная подготовка рабочих газов.
Основные способы раскроя металла
Производственники, в целях оптимального раскроя материала и минимизации объема отходов, стремятся подобрать оптимальный способ раскроя листового материала или проката исходя из технологий, применяемых для разделки металла на заготовки. Например, при использовании дисковых ножниц или газового резака, допустимо расположение заготовок в любом месте листа. В то время как, при раскрое на гильотинных ножницах необходимо следовать определенным ограничениям. Заготовку необходимо так размещать, что существовала возможность реализовать прямолинейные резы вдоль или поперек листа и прямых резов под углом.

Станок для резки листового металла с дисковыми ножницами
В случае необходимости обработки большой партии заготовок имеет смысл использовать комбинированный метод. Он заключается в том, что заготовки, имеющие разную форму, укладывают в прямоугольник с минимизированными размерами. Затем эти прямоугольники используют для лучшего заполнения листа. Формирования размерной последовательности. Перемещая эти формы по поверхности, получают улучшенную форму конфигурации.

Метод лучшего заполнения короткой стороны листа
Метод лучшего заполнения короткой стороны листа – это позволяет снизить количество отходов, вызываемых отсутствием кратности. Остающаяся часть листа будет несколько короче чем вдоль длинной стороны. Заготовки должны быть подобраны таким образом, чтобы их размеры позволили оптимальным образом заполнить меньшую сторону листа. Для разметки вдоль длиной стороны выполняют аналогичную работу.
Суть способа формирования размерных последовательностей заключена в следующем — заготовки располагают на листе от крупных к мелким.
На основании проведенных работ составляют карту раскроя. Затем, определяют потребное количество материалов (листа или другого проката). Кстати, это основной документ, который должен быть на рабочем месте оператора заготовительной машины.

Из плотной бумаги или картона подготавливают шаблоны
Из плотной бумаги или картона подготавливают шаблоны заготовок, которые необходимо раскроить. Шаблоны располагают на лист и путем передвижения и их совмещения между собой получают оптимальный раскрой листового материала.
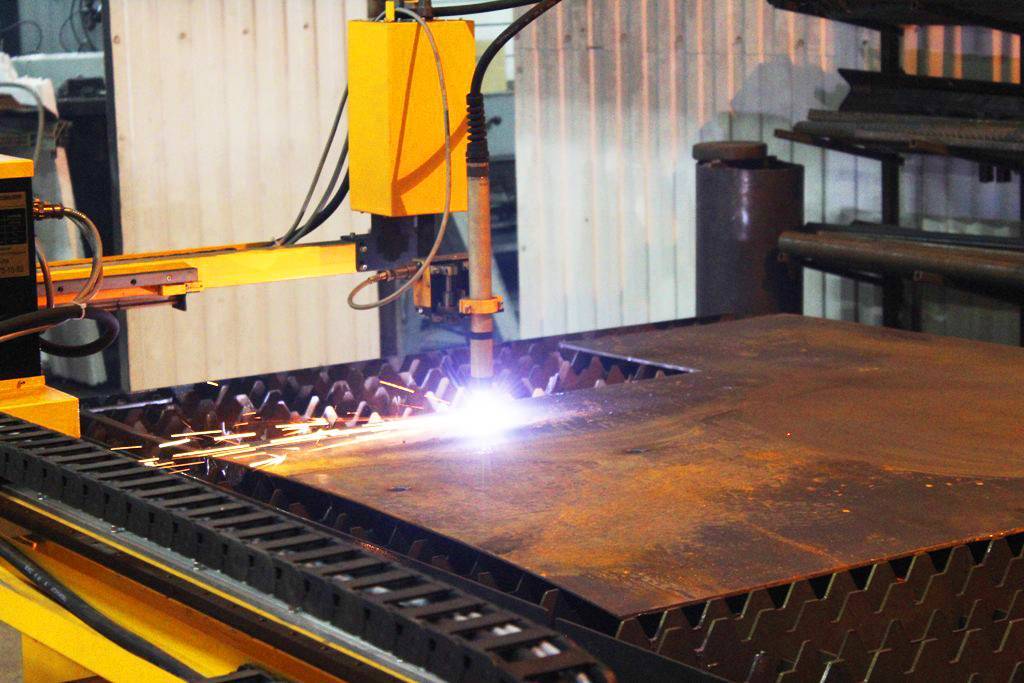
1 Установка плазменной резки с программным управлением – все ее достоинства
Современный станок с ЧПУ по праву считается незаменимым оборудованием для промышленных предприятий, так как он позволяет выполнять самый сложный раскрой листового металла с максимальной точностью и высокой производительностью.
Такая машина применяется для резки любых компонентов металлических строительных конструкций, разнообразных элементов технологического оборудования, навесных деталей техники для сельского хозяйства.
С ее помощью изготавливают двери из металла, торговые стеллажи, вентиляционные промышленные системы и много других изделий, выпускаемых в больших объемах.
Плазменный станок с ЧПУ характеризуется следующими эксплуатационными преимуществами:
- Минимальное участие человека в техпроцессе. Оператору требуется лишь задать нужную программу обработки заготовок, а все остальное аппарат сделает самостоятельно.
- Уникальная точность выполнения рабочих операций. После запуска установка для плазменной резки четко выполнит поставленную перед ней задачу, обеспечив раскрой металла любой сложной конфигурации. Причем все изготовленные на ней детали будут абсолютно идентичны.
- Экономичность процедуры. Аппарат, оснащенный ЧПУ, потребляет очень мало электрической энергии, а также не требует серьезных финансовых вложений в дополнительное оборудование. Для эффективной и качественной плазменной резки требуется сама установка, воздух и специальный резак. Операция обработки стальных и металлических листов производится за счет использования высокотемпературной дуги.
- Высокая производительность резки. Ни одна другая машина или аппарат, используемые в наши дни для раскроя металлов, не в состоянии обеспечить аналогичную скорость выполнения операции, которую выдает плазморез. По этой причине плазменный станок с ЧПУ всегда применяется на промышленных объектах, где выпускается массовая продукция.
- Удобство эксплуатации и простота обслуживания. Машина плазменной резки представляет собой достаточно сложное техническое устройство. Да и сам процесс раскроя металлических листов трудно назвать легким. Несмотря на это, управлять плазморезом и настраивать его сможет любой человек, прошедший специальную подготовку (видео-уроки, лекции по конструкции, которую имеет станок, особенности его применения и так далее). Подобная подготовка длится совсем недолго. По большому счету, при наличии качественных видео-материалов и опытного наставника любой опытный рабочий сможет стать оператором современного плазмореза.
Наши преимущества
Шоу-рум
Представлено оборудование в различных ценовых сегментах и с разными конструктивными особенностями
Тест-драйв
Возможность познакомиться с технологией резки, собственноручно протестировав интересующую Вас модель оборудования
Гарантия качества
Мы поставляем только качественный, оригинальный и сертифицированный товар
Лизинговые программы
Позволят привлечь внешнее финансировать и получить значительные финансовые льготы для Вашего предприятия
Монтаж оборудования
Монтаж станков и ввод их в эксплуатацию — гарантия бесперебойной работы оборудования
Надежный сервис
Авторизованный сервисный персонал компании обеспечит оперативный отклик на Ваше обращение
Распространенные ошибки
Основные типы ошибок при раскрое металла можно разделить на расчетные и технологические. Первые появляются при неправильном формировании схемы порезки, не учитываются размеры деталей, порядок их расположения на листе. Минимизировать эти неточности можно с помощью программ по раскрою. В платных версиях возможна организация потокового производства, в расчет берутся деловые остатки после предыдущих раскроев.
Примеры технологических ошибок для различных видов резки металла:
- Плазменная резка. Неправильный режим работы приведет к формированию дефектов. Дополнительно будет сильный износ сопла, последствия – растяжение дуги, расширение реза.
- Лазерная обработка. Быстрый проход луча может стать причиной появления грата – затвердевание наплывов на кромке. Обязательна настройка направляющей рамы, ее износ влияет на точность реза.
- Механический раскрой. Частая причина искривления края – затупившаяся кромка диска, гильотины или полотна. Также для механической обработки важна фиксация листа.
Для оптимизации процесса и получения качественных заготовок можно использовать несколько технологий раскроя. Это актуально для изготовления сложных по форме изделий или для организации постоянного потокового производства. Главное преимущество такого подхода – уменьшение отходов, что положительно сказывается на себестоимости продукции.
Преимущества плазменной обработки
По сравнению с другими видами обработки металла, этот способ обладает рядом потребительских свойств:
- возможность обработки заготовок из различных металлов, а также неметаллических изделий;
- скорость обработки небольших толщин (до 50 мм) в 25 раз выше, нежели посредством газопламенной резки;
- локальный разогрев детали происходит только в месте воздействия, что способствует отсутствию тепловых напряжений и деформации изделия;
- качественный и чистый распил метала, — в месте обработки малая шероховатость поверхности;
- отсутствие взрывоопасных веществ и предметов, — горючих газов, баллонов под давлением и т.п.;
- способ позволяет производить сложные геометрические резы.
Лазерная резка металла, как бизнес
Мы продолжаем публиковать наиболее реальные идеи для организации собственного дела и обретения финансовой независимости. Люди, которые качественно обрабатывали металл, всегда высоко ценились. Металл не утерял своей популярности. Изменились лишь средства, при помощи которых и ведётся обработка.










Резка металла сегодня осуществляется при помощи различных технологий:
Всё, что остаётся предпринимателю, так это выбрать качественное и опциональное оборудование. Лазерная сварка является наиболее предпочтительной, так как скорость её выполнения поражает даже профессионалов.
Схема
Как любая электроустановка, агрегат плазменной резки собирается согласно электросхемам.
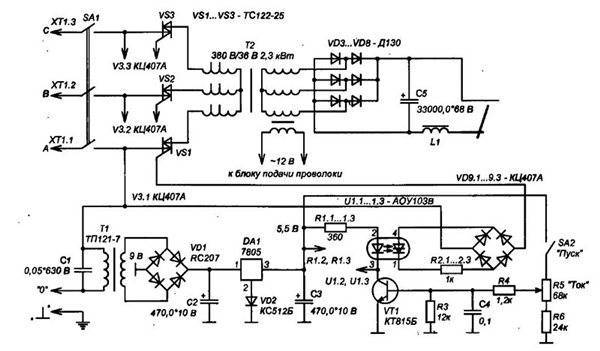
Принципиальная
На этой схеме указаны все элементы установки независимо от их расположения. Основной целью этого чертежа является показать связи между деталями и упростить понимание работы установки.
На принципиальной схеме аппарата изображены следующие элементы:
- питающий трансформатор с выпрямителем;
- осциллятор;
- токовое реле;
- резистор, ограничивающий ток вспомогательной дуги;
- контактор, отключающий эту дугу;
- пускатель, включающий аппарат;
- кнопка включения реза;
- компрессор с аппаратурой управления.
Управления
В схеме управления показаны все кнопки и регуляторы, которые находятся на пульту или непосредственно на плазмотроне:
- кнопки включения компрессора;
- регулятор давления воздуха;
- при наличии охлаждающей жидкости кнопки и регуляторы ее потоком;
- амперметр;
- вольтметр;
- датчики протока воды и воздуха;
- кнопка управления резом (может находиться на рукоятке плазмотрона).
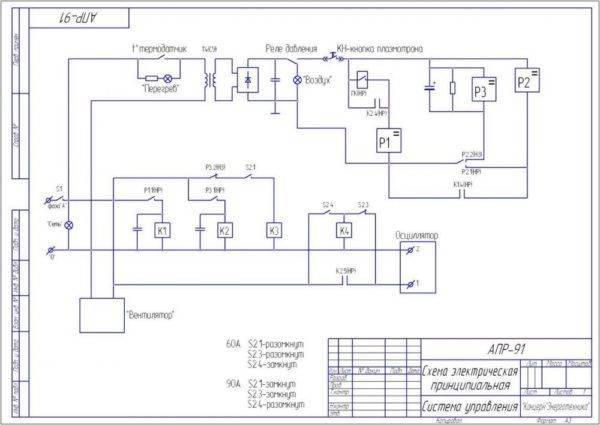
Информация! Все эти элементы изображены так же на принципиальной схеме.
Подключения
На схеме подключения указаны кабеля и шланги, соединяющие все элементы между собой. На ней указывается сечение и длина проводов, а также место подключения.

Пара слов о горелке
Снова оцениваем природу металла или другого материала, который планируем разрезать. От этого будет зависеть мощность горелка плазмореза. Она должна быть достаточной для качественного реза.
При расчетах нужно учитывать факт, что вы можете встретиться со сложными условиями работы, которая, как назло, должны быть произведена в самые короткие сроки, то есть резка должна носить выраженных интенсивный характер.
Рукоятку горелку не упускаем из зоны внимания, это важная часть для комфортной, а значит качественной работы. На рукоятке можно зафиксировать дополнительные элементы, которые помогут держать сопло на одинаковом расстоянии от поверхности металла. Данный совет распространяется только на ручные модели аппаратов.
Если вы собираетесь резать тонкий металл, выбирайте модель с горелкой, которая предназначена для поступления воздуха.
Если же ваши планы связаны с массивными толстыми заготовками, покупайте резак с горелкой для приема защитного газа – азота, например.
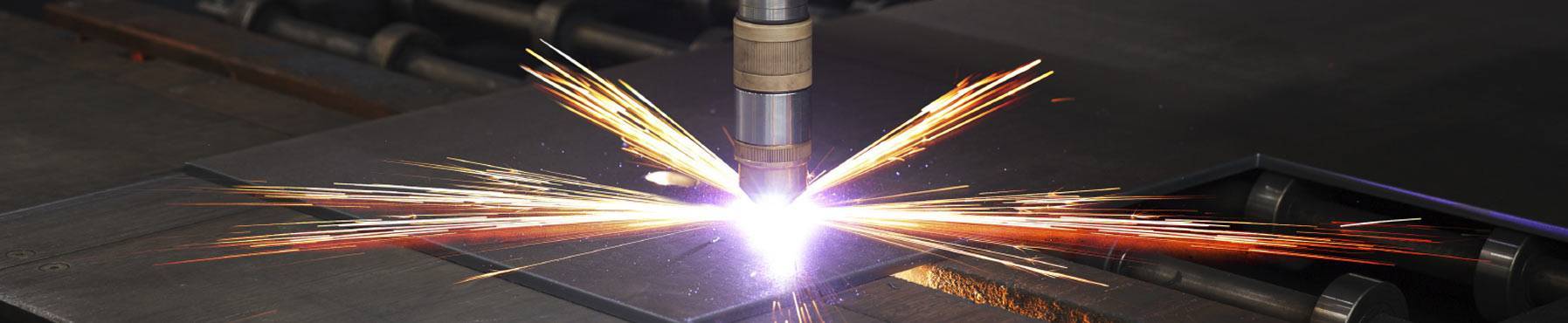
Резка плазменной струей: примеры
резка труб плазмой
Метод плазменной резки является довольно универсальным. Струей ионизированного газа можно разделять на части практически все металлы любых конфигураций. В строительстве и промышленности чаще всего к помощи плазмы прибегают в тех случаях, когда необходимо разделить на части тонкие листы металла, разрезать рулоны стали, изготовить металлические штрипсы или измельчить чугунный лом.
Оснащенные центраторами труборезы помогут вам разделить на фрагменты трубы любого диаметра. При этом функционал оборудования позволяет провести зачистку швов и разделывание кромок. С помощью плазмы осуществляют также сверление в металле отверстий.
художественная резка плазмой
Художественная плазменная резка широко распространена в строительстве. К этому методу прибегают при оформлении ограждений, уличных очагов, беседок, флюгеров, разнообразных элементов интерьера.
Что задействовано при резке плазменной струей
плазменная резка металла
Оборудование для плазменной резки металла включает в себя:
- Источник питания. Чтобы плазменная дуга в процессе резки работала стабильно и не разбрызгивала металл, источник питания преобразует переменный ток в постоянный, а также регулирует его силу.
- Плазмотрон. Генератор плазмы состоит из электрода, изолированного от него сопла и механизма, которое закручивает плазмообразующий газ. Для качественной работы плазмотрону нужен защитный кожух.
- Систему розжига дуги. Ее назначение – образовывать искру в плазмотроне, которая нужна для поджига плазменной дуги.
Какие параметры нужно учитывать при лазерном раскрое металлов
На скорость раскроя влияет не только мощность самого лазера и толщина металла, но и теплопроводность материала. Чем она ниже, тем менее интенсивно из участка резки высвобождается тепло, следовательно, вся процедура становится менее энергозатратной.
Например, лазер со средней мощностью 600 Вт без труда осуществит раскрой черных металлов или титана. Однако раскрой медных или алюминиевых листов представляет сложности, так как теплопроводность данных металлов на порядок выше. В таблице приведены средние показатели, учитываемые при раскрое различных металлов:
| Малоуглеродистая сталь | Инструментальная сталь | Нержавеющая сталь | Титан | |||||||
| Толщина, мм | 1,0 | 1,2 | 2,2 | 3,0 | 1,0 | 1,3 | 2,5 | 3,2 | 0,6 | 1,0 |
| Мощность лазера, Вт | 100 | 400 | 850 | 400 | 100 | 400 | 400 | 400 | 250 | 600 |
| Скорость резания, м/мин | 1,6 | 4,6 | 1,8 | 1,7 | 0,94 | 4,6 | 1,27 | 1,15 | 0,2 | 1,5 |
Рекомендации к лазерному раскрою металла:
Не следует осуществлять раскрой металлов, имеющих следы коррозии или ржавчины
Иначе пострадает качество реза – он будет сильно отличаться от четких контуров, получаемых при раскрое качественного металла.
Поверхность металлических листов, подвергаемых раскрою, не должна иметь существенные неровности.
Важно правильно раскладывать заготовочные детали на листе. Они не должны располагаться ближе, чем на 5–10 мм друг от друга
Следует отступать также и от края листа не менее чем на 1 см.
Деталь получится внешне лучше, если использовать листы с закругленными уголками. В этом случае при раскрое станок не будет сбрасывать скорость режущей головки.
Цена лазерного раскроя металла зависит также и от количества контуров. Каждый контур требует временных затрат, так как, чтобы раскроить его, станок выполняет врезание в металлический лист рядом с линией. Следовательно, чем больше контуров у будущего изделия, тем оно дороже по стоимости.
Сферы использования
Высочайшая точность и качество получаемой кромки позволяет создавать изделия в областях приборостроения, авиационного машиностроения, автомобилестроения, медицинской отрасли. Широко используется в промышленности и строительстве.
Приводим некоторые примеры изделий, создаваемых посредством данной технологии:
запчасти для автомобилей, техники и т.д.;
элементы для стеллажей, подставок и т.д.;
вендинговое оборудование;
трансформаторные шкафы;
рекламная продукция: шаблоны для надписи, объемные буквы, вывески;
узор, герб, трудный контур технологических матриц;
заготовки для лифтового оборудования;
для кованых изделий;
элементы для интерьера и мн.др.
Оборудование для резки относится к одному из самых дорогих, поэтому оправдано при полной производственной загрузке. Также раскрой других материалов (включая сложные формы) целесообразно осуществлять при выпуске малых партий продукции, чем расходовать бюджет на изготовление пресс-форм или литьевых форм. Закупать оборудование не обязательно – есть масса компаний, оказывающих подобные услуги. В специализированных фирмах заказывают даже единичные экземпляры (без необходимости изготовления дорогостоящего клише).
Как сделать плазморез из инвертора — инструкция
При желании подобное оборудование в состояние изготовить своими руками любой владелец. Однако, чтобы самодельный плазморез смог эффективно выполнять свою работу, необходимо соблюсти все правила. В подобном деле инвертор будет практически незаменим, так как при помощи этого устройства будет обеспечена надежная подача тока. За счет него в работе плазмореза не будет возникать перебоев, а также удастся уменьшить расход электроэнергии. Однако при этом у него имеются и недостатки: он рассчитан на резку материала меньшей толщины, нежели при использовании трансформатора.
Выбор элементов
Если вы решили самостоятельно изготовить плазморез, то вам следует подготовить необходимые материалы и оборудование:
Инвертор или трансформатор, обладающий требуемой мощности. Чтобы не ошибиться во время покупки этого устройства, необходимо в магазине рассказать продавцу о том, для резки материала какой толщины вы планируете применять его. На основании этого и будет сделан выбор подходящего механизма. Учитывая, что резка будет выполняться вручную, желательно приобрести именно инвертор, что связано не только с его легковесностью, но и способностью уменьшить расходы электроэнергии.
Плазменный резак или плазмотрон точка. При его выборе необходимо опираться на те же критерии, что и в случае с инвертором. Важным моментом здесь является то, что оборудование прямого воздействия рассчитано на работу с токопроводящими материалами, а плазморез косвенного воздействия больше подойдет для работы с изделиями, не способными проводить электричество.
Компрессор для прогонки воздуха
Здесь следует уделить внимание его мощности, по которой он должен соотноситься с прочими подбираемыми компонентами. Кабель-шланговый пакет. Его задача будет заключаться в соединении всех вышеописанных элементов
Его задача будет заключаться в соединении всех вышеописанных элементов
Кабель-шланговый пакет. Его задача будет заключаться в соединении всех вышеописанных элементов.






Сборка
Еще до начала сборки самодельного плазмореза не помешает выяснить, совместимы ли компоненты, приобретенные вами между собой. Если вам ранее не приходилось изготавливать своими руками аппарат плазменной резки, то желательно обратиться за помощью к более опытным мастерам. Проведя анализ мощности каждого необходимого элемента, они дадут вам свою рекомендацию. Обязательно стоит позаботиться о наличии защитного комплекта одежды. Его вам придется использовать, когда настанет время проверить работоспособность самодельного плазмореза. Если говорить о процедуре сборки оборудования для плазменной резки, то она включает в себя следующие этапы:
На первом этапе необходимо подготовить все необходимые элементы для сборки и защитную одежду.
Далее, следует решить вопрос с источником бесперебойного питания.
Затем необходимо взять инвертор или же трансформатор, а также кабель подходящей толщины и электроды
Особое внимание уделите последнему элементу, который должен быть выполнен из бериллия, циркония, тория или гафния. Подобные материалы считаются наилучшим выбором для воздушно-плазменной резки
Гафний также может рассматриваться в качестве альтернативы, поскольку в этом случае сварщику или мастеру, который будет выполнять работу по разделению листов, будет обеспечена более высокая безопасность
Перечисленные элементы необходимо по порядку соединить между собой, в результате должна получиться электрическая дуга
Гафний также может рассматриваться в качестве альтернативы, поскольку в этом случае сварщику или мастеру, который будет выполнять работу по разделению листов, будет обеспечена более высокая безопасность. Перечисленные элементы необходимо по порядку соединить между собой, в результате должна получиться электрическая дуга.
Далее, к компрессору подключают шланг. Именно через него будет поступать воздух в аппарат плазменной резки. Второй край необходимо подсоединить к плазмотрону.
Возьмите небольшой кусок алюминия и проверьте в работе аппарат, который вы изготовили
Особое внимание уделите безопасности соединений
Вне зависимости от того, планируете ли вы изготавливать плазморез своими руками или же приобрести его в магазине, вначале следует изучить все модели, познакомиться с принципами их работы и вариантами исполнения. Важным моментом является и тип материала, который планируется в дальнейшем резать с помощью этого оборудования. Упростить себе задачу по выбору вы сможете, если вначале посмотрите видео, в котором показывается принцип действия аппарата ручной плазменной резки и технология работы с ним.
Продвижение бизнеса
Клиентами фирмы, специализирующейся на плазменной резке по металлу, могут быть как частные лица, так и организации.

Например, можно договориться о сотрудничестве:
- с мебельными фабриками и производителями каминов,
- с частными застройщиками, которым надо изготовить заборы, калитки, указатели и таблички, металлические ограждения или другие изделия,
- еще одно направление для работы — ограждения на кладбище. Многие крупные компании не берут мелкие частные заказы на такие ограды, поэтому у небольших предприятий есть шанс занять эту нишу.
Особенности выбора
Если вы решили купить аппарат плазменной резки, для вас будет актуальна наша информация о важных параметрах выбора и основных технических характеристиках плазморезов.
Сила тока
Основная техническая характеристика аппарата плазменной резки. От этого показателя, в первую очередь, зависит толщина металла, с которой способен справляться плазморез. А также скорость процесса резания. Чем больше рабочий ток, тем быстрее будет нагреваться и плавиться металл.
Выбор модели по силе тока будет зависеть от того, с заготовками из какого металла и какой толщины вы собираетесь работать. Стандартные рекомендации следующие. Для резки меди и медных сплавов, латуни, алюминия толщиной в 1 мм потребуется ток в 6 Ампер. Для резки листов из разных видов стали и других черных металлов толщиной в 1 мм понадобится сила тока в 4 Ампера.
Так образом и производится расчет необходимой силы тока: толщина рабочего металла умножается на рекомендуемое для 1 мм значение силы тока. Например, для резки детали из стали толщиной 20 мм вам будет необходим плазморез с силой тока в 80 Ампер (20*4). Для резки детали такой же толщины, но уже из меди, вам потребуется аппарат с 120 Амперами тока (20*6).
Большинство моделей аппаратов для плазменной резки рассчитаны на резку различных металлов разной толщины. Сила тока устанавливается с помощью ручного регулятора. Регулировка может быть плавной или ступенчатой. Более удобной и эффективной считается плавная регулировка тока. Она дает возможность более точно задавать параметры под каждый вид работы.
Продолжительность включения
Если вы планируете интенсивно и длительно эксплуатировать плазморез в профессиональной деятельности, во избежание перегрузок и выхода из строя аппарата обязательно обращайте внимание на коэффициент полезного времени. Стандартный рабочий цикл плазмореза составляет 10 минут
В эти 10 минут входят и время работы, и время «отдыха» (пауз в работе). Понятие «продолжительность включения» обозначает время в рамках рабочего цикла, в течение которого установка может работать непрерывно. Если ПВ аппарата составляет 60% — это значит, что из 10 минут рабочего цикла работать в режиме резки непрерывно можно в течение 6 минут. Остальные 4 минуты аппарат должен «отдыхать»
Стандартный рабочий цикл плазмореза составляет 10 минут. В эти 10 минут входят и время работы, и время «отдыха» (пауз в работе). Понятие «продолжительность включения» обозначает время в рамках рабочего цикла, в течение которого установка может работать непрерывно. Если ПВ аппарата составляет 60% — это значит, что из 10 минут рабочего цикла работать в режиме резки непрерывно можно в течение 6 минут. Остальные 4 минуты аппарат должен «отдыхать».
ПВ указывается в технической документации и обычно привязывается к максимальной силе тока модели. То есть, если вы будете работать на меньшей силе тока, коэффициент продолжительности включения будет больше. Для профессионального использования рекомендуются плазморезы с ПВ не менее 80%. Для бытовых и полупрофессиональных работ будет достаточно показателя в 50-60%.
Тип питания
Аппараты плазменной резки металлов могут работать от однофазной или от трехфазной сети. От сети питания будет зависеть широта применения аппарата, а также его производительность и скорость работы. Плазморезы, питающиеся от однофазной сети 220 Вольт удобны тем, что позволяют производить работы практически везде, где есть возможность подключиться к бытовой розетке. Но одновременно с этим, они имеют мощностные ограничения. Для профессионального использования и резки материалов большой толщины вам будет необходима высокая сила тока. Высокие показатели силы тока имеют трехфазные аппараты, питающиеся от промышленных электросетей 380 Вольт.
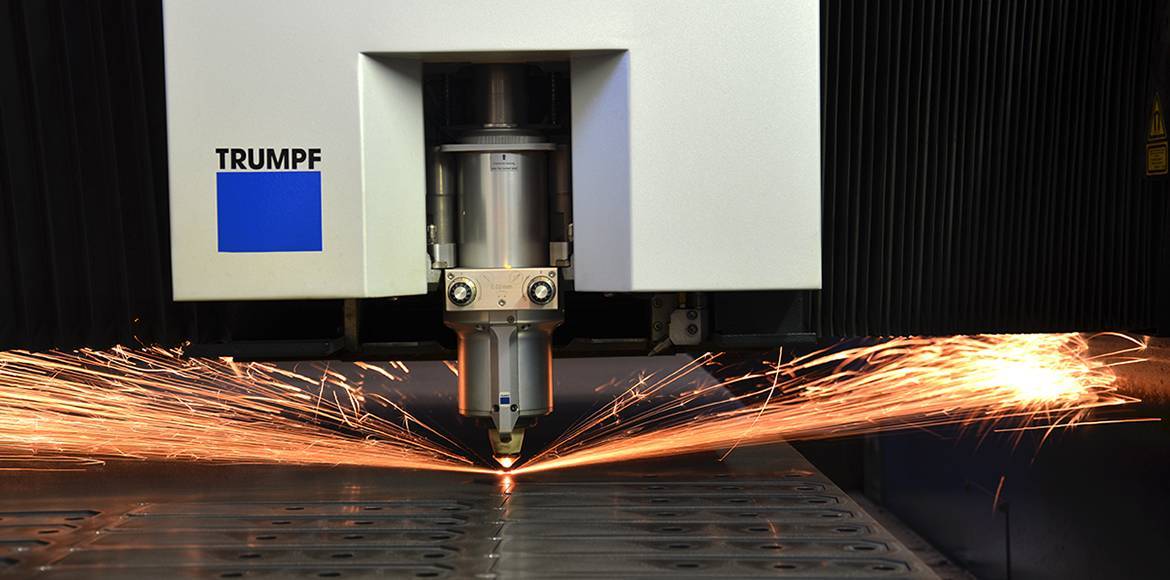
Наше высокотехнологичное оборудование
Компания «Страж-Лазер» располагает всем комплексом современного производственного оборудования для осуществления раскроя листового металла различной толщины. Высокотехнологичные лазерные комплексы, используемые на нашем предприятии, позволяют производить качественную резку листов с минимальными отходами благодаря тонкой линии реза и технической документации, разработанной на высоком профессиональном уровне.
Получаемая в результате раскроя листа торцевая часть не требует дополнительной обработки, зачистки от окалины и заусенцев. Изготовленные детали имеют металлургически безупречную линию резка. Благодаря оперативному процессу перепрограммирования станков, высокой скорости реза возможно производство различных видов изделий в кратчайшие сроки, сохраняя при этом низкую себестоимость продукции.
Конструкторская документация, на основании которой производится раскрой металла, разрабатывается в программе AutoCad, позволяющей максимально точно очертить любые самые сложные контуры, применяемые в ходе лазерной резки, сокращая временные затраты и отходы листового проката, что в конечном итоге приводит к повышению экономической эффективности размещенного заказа.
Наше предприятие имеет значительный опыт и глубокие знания в области раскроя металла. В компании трудятся опытные конструктора, технологи, занимающиеся проектными работами, написанием программ для оборудования и оптимизацией схемы технологического процесса, применяемой при изготовлении различных металлоизделий.
Это интересно: Радиус кривошипа — определение и расчет — определение, как вычислить
Инвертор
Это «сердце» нашего будущего агрегата, и взять его можно из какого-либо сварочного аппарата. В большинстве случаев, это и есть главное материальное вложение в описываемый проект. Для того, чтобы выбрать подходящий инвертор надо точно знать, какие работы будут производиться плазморезом, их объем и т.д. Тогда уже не сложно будет подобрать и мощность инвертора.
Приходится слышать, что некоторые народные умельцы собирают инвертор и своими силами. Для этого кропотливо подбирают детали, используют материалы имеющиеся в их распоряжении. Но на практике оказывается, что такие самодельные конструкции менее надежны, чем покупные варианты. К тому же в домашних условиях трудно обеспечить те же стандарты, что и на производстве. Поэтому предпочтительнее все же покупной вариант инвертора.

Как выбрать плазмотрон?
Чтобы производить резку металла плазморезкой своими руками, важно купить оборудование. Перед тем как совершить покупку, рекомендовано учесть свойства и параметры прибора
Они будут оказывать большое влияние на функции плазмотрона. Цена также будет отличаться
Перед тем как совершить покупку, рекомендовано учесть свойства и параметры прибора. Они будут оказывать большое влияние на функции плазмотрона. Цена также будет отличаться.
Резка с помощью плазмы может производиться двумя видами плазморезки:
- Инвенторная — имеет компактные размеры, для ее работы необходимо малое количество энергии, аппарат легкий с привлекательным дизайном. В то же время у него непродолжительное включение, перепады напряжения негативно скажутся на аппарате;
- Трансформаторная — высокая длительность включения, если напряжение будет скакать, плазморезка не выходит из строя. Размер, вес агрегата достаточно большие, энергии такая плазморезка также потребляет много.
ВАЖНО ЗНАТЬ: Технология воздушно плазменной резки металлов
При выборе плазмотрона для резки своими руками, рекомендуется обратить внимание на параметры. Такая плазморезка сможет максимально удовлетворить потребности мастера и выполнить работу
Такая плазморезка сможет максимально удовлетворить потребности мастера и выполнить работу.
Мощность
В зависимости от того, каковы характеристики изделия, которое необходимо разрезать, выбирается мощность. Будет отличаться и размер сопла, тип газа.


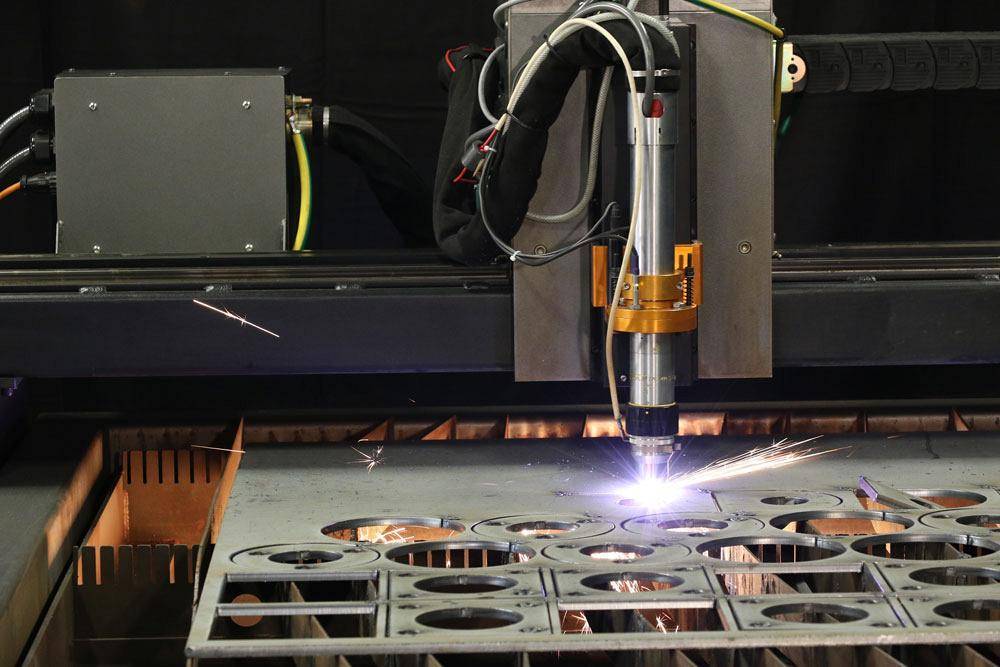
![Раскрой металла [лазерный, плазменный]](https://labequip.ru/wp-content/uploads/d/2/9/d293a495a37dcdd9b3772243111cd40e.jpeg)



Так, при мощности 60-90А плазморезка сможет справиться с металлом толщиной 30 мм.
Если необходимо разрезать большую толщину, то рекомендуется купить плазморезку с мощностью 90-170А.
Выбирая агрегат, учтите силу тока, напряжение, которое он сможет выдержать.
Время, скорость разрезания материала
Этот показатель меряют в см, которые аппарат сможет разрезать за 1 минуту. Одни плазморезки смогут разрезать металл за 1 минуту, а другие за 5.
При этом толщина материала будет одинаковая.

Если важно сократить время на резку, то стоит учесть скорость разрезания. Аппараты отличаются временем работы — длительность разрезания металла, не перегреваясь
Если указано, что длительность работы составляет 70 процентов, то это значит, что плазморезка будет работать 7 минут, после чего 3 минуты она должна остывать.
Если необходимо сделать длинные разрезы, то рекомендуется выбирать агрегаты с высокой продолжительностью работы.
Горелка плазморезки
Стоит оценить материал, который придется разрезать. Горелка плазморезки должна обладать мощностью, чтобы качественно его разрезать.
При этом стоит учесть, что условия работы могут быть сложными, резка — интенсивной.
На рукоятки таких плазморезок можно закрепить дополнительные элементы, поддерживающие наконечник сопла на определенном расстоянии. Это во много раз облегчает работу.
Если плазморезкой будет проводиться разрезание тонкого металла, то можно выбрать агрегат, в горелку которого поступает воздух.
Если планируется плазменная резка толстого металла, нужно предпочесть плазмотрон, в горелку которого будет подаваться азот.
Внешние характеристики
При плазморезке своими руками чаще всего выбирают переносные плазморезки, которые отличаются компактными размерами.
Ими не сложно управлять, не имея достаточного опыта, доступна фигурная резка.
Видео:
Стационарные агрегаты имеют большой вес, предназначены для разрезания более толстых материалов, их цена соответственно будет больше.





