

Виды отходов при раскрое металлов
Отходы от заготовительных операций можно разделить на два класса:
- технологические;
- раскроя.

Технологические отходы в виде стружки
К первому типу отходов относят тот металл, которые теряют вследствие технологической обработки. Например, при использовании газовой резки – это оплавление, в виде стружки, снимаемой с поверхности заготовки по время точения или фрезерования. К отходам относят ту часть металла, которая уже не будет использована в дальнейшем.

Отходы от раскроя металла
К отходам от раскроя листового металла можно отнести те остатки, которые образуются формой заготовки и отсутствием кратности при разметке раскроя. Под первыми понимают ту часть металла, которая располагается между наружным контуром одной или нескольких заготовок и неким контуром, который очерчивает габариты заготовок. Вторые – это те, которые образуются при сравнении размеров листа и раскроя заготовок. Эти отходы появляются в том случае, если размеры листа не совпадает с суммой размеров заготовок, расположенных вдоль ее сторон.
Раскрой листов посредством лазерного излучения
Одним из методов раскроя листа металла является лазерная резка, которая стала одной из первых апробаций лазерного излучения. Этот способ позволяет выполнить обработку деталей с высокой точностью, в самые незначительные сроки и при этом получить качественный результат. С помощью лазерной резки можно выполнить раскрой практически всех типов листового металла. Исключение составляет материал, который не может пройти данную обработку по причине не соответствующей толщины. Посредством данного метода можно также делать гравировку на листовом металле.
Принцип работы
Суть такой обработки заключается в следующем. Поверхность материала разогревается на определенных участках с помощью луча, который фокусируется в нужных точках. Управление процессом осуществляет компьютер, на котором устанавливается специальная программа. Воздействие высокой температуры позволяет раскраивать хрупкие и тонкие листы металла без повреждения их целостности. Такой способ позволяет обрабатывать различные виды цветных металлов. Например, стали, алюминия и его сплавов и др.
С помощью высокой концентрация энергии, обеспеченной лазерным излучением можно раскроить сплавы, обладающие любыми теплофизическими качествами. При этом зона термического воздействия является минимальной. Работу лазерных установок обеспечивает вспомогательный газ, который вместе с излучением поступает на обрабатываемый участок. Под воздействием луча материал нагревается, плавится, после чего испаряется по линии разреза. Далее при помощи вспомогательного газа ликвидируются продукты разрушения. Данный способ раскроя обладает рядом преимуществ, которые увеличивают его производительность.
Преимущества применения лазера для резки металла
- Стоимость лазерной обработки является достаточно доступной.
- Посредством воздействия излучения можно обрабатывать даже самые твердые типы металла.
- Воздействие лазера обеспечивает высокую производительность работы, при этом сохраняется хорошее качество реза. Данный результат объясняется большой плотностью и мощностью излучения лазера.
- Высокая скорость процесса.
- В ходе обработки не происходит механического контакта с материалом. Это дает возможность раскраивать хрупкие типы металла, которые сложно разрезать другим способом.
- Контур реза может быть любой сложности.
- Экономичный расход материала. Заготовки на металлическом листе удается расположить довольно плотно, в результате снижается себестоимость конечного продукта.
- Детали, изготовленные таким образом, не нуждаются в дальнейшей обработке.
- Лазерными лучами довольно легко управлять. Это дает возможность выполнять раскрой материала по сложному контуру.
- Тонкая линия реза – от 0,07 до 0,1 мм.
Рекомендации к раскрою с помощью лазерного излучения
- Не рекомендуется посредством лазерного раскроя металла раскраивать некачественный металл – ржавый или имеющий следы коррозии, поскольку качество реза в этом случае будет заметно хуже, чем в случае применения качественных материалов.
- Не следует также использовать листы, имеющие значительные неровности.
- Конечный результат зависит, в том числе и от расположения на листе деталей. Расстояние между ними не должно быть меньше 5-10 мм. А от краев металла детали следует располагать не меньше чем на 10 мм.
- Улучшить внешние показатели детали можно, применяя листы со скругленными углами. В этом случае станок в процессе работы не снижает скорость режущей головки.
- Стоимость раскроя при помощи лазерной резки определяется в частности и количеством контуров. Чтобы выполнить каждый контур станок делает врезку в материал вблизи линии, на что требуется дополнительное время. Это и объясняет более высокую стоимость такой обработки.
Инструменты для резки листов металла
Изначально при выборе инструментов нужно определиться с задачами. Имеет значение не только количество работы, но и временные рамки, аккуратность среза и возможность повреждения защитного покрытия. На стройке часто пользуются электроножницами. При этом не стоит ожидать очень ровного края. Преимущество такого аппарата – скорость проведения работ.
Как ровно отрезать лист металла? В домашних условиях проблема решается достаточно просто – применением ножниц по металлу. Но этот метод требует много времени и физических сил. Не подойдут ножницы, если нужно вырезать длинные полосы. Наиболее ровный срез можно получить, используя шлицевые ножницы. Такой инструмент достаточно дорогой и его обычно используют профессионалы.
Оборудование для резки профилированного и оцинкованного листа:
Раскрой листовых материалов
| Фанера | |
| Толщина | Стоимость |
| от 3 мм до 6 мм | от 20 р. пог. м |
| от 8 мм до 12 мм | от 25 р. пог. м |
| от 15 мм до 18 мм | от 30 р. пог. м |
| от 20 мм до 24 мм | от 35 р. пог. м |
| от 27 мм до 30 мм | от 45 р. пог. м |
| МДФ | |
| Толщина | Стоимость |
| от 3 мм до 6 мм | от 20 р. пог. м |
| от 7 мм до 10 мм | от 25 р. пог. м |
| от 12 мм до 20 мм | от 30 р. пог. м |
| от 21 мм до 30 мм | от 40 р. пог. м |
| более 38 мм | от 65 р. пог. м |
| ПВХ | |
| Толщина | Стоимость |
| от 1 мм до 2 мм | от 60 р. пог. м |
| от 3 мм до 6 мм | 15 р. пог. м |
| от 8 мм до 10 мм | 20 р. пог. м |
| от 19 мм до 24 мм | 25 р. пог. м |
| Монолитный поликарбонат | |
| Толщина | Стоимость |
| от 1 мм до 2 мм | от 25 р. пог. м |
| от 3 мм до 4 мм | от 40 р. пог. м |
| от 5 мм до 8 мм | от 70 р. пог. м |
| от 10 мм до 15 мм | от 80 р. пог. м |
В процессе производства заготовок и изделий из металла широко применяется такой вид металлообработки, как раскрой листового материала. Это начальная стадия производства, благодаря которой детали получают точные размеры и формы, что влияет на качество готовой продукции. Среди всех способов обработки металла, таких как фрезерование, гидроабразивная и лазерная резка, плазменный раскрой является наиболее выгодным с экономической точки зрения.
Как раскраивается листовой металл? К числу наиболее популярных способов листового раскроя металла можно отнести:
- Плазменную резку дугой.
- Резку струей воды.
- Лазерный раскрой.
Выбор конкретного способа зависит от планируемых затрат на выполнение операции, производительности процесса, а также конечного качества изделия, которое желает получить заказчик.
Наша компания оказывает услуги по раскрою листового металла методом плазменной и лазерной резки. Для отдельных видов деталей применяется гильотинная резка металла и координатная пробивка. При выполнении любого заказа мы гарантируем высокое качество услуг и точность исполнения.
Все три способа имеют общие черты, но отличаются физической природой происходящих изменений в структуре обрабатываемых материалов. Для эффективного решения производственных задач необходимо подбирать конкретный метод на основании желаемых результатов.
Для автоматизации процессов, происходящих при раскрое листовых материалов, используются станки с ПУ, легко поддающиеся перенастройке на выпуск изделий другого типа.
Широкие возможности такого оборудования позволяют работать со сложными конструкциями и деталями, обеспечивая практически безотходное производство, что значительно экономит расходный материал.
Особенности различных методов, применяемых для раскроя металла
Плазменная резка подразумевает применение электродуги, что ограничивает область использования до нержавеющей, либо легированной стали, а также сплавов из алюминия. Данный способ позволяет выполнять раскрой листового материала с толщиной до 80 мм. Основные плюсы метода заключаются в следующем:
- Исключительное качество резки, получение изделий с идеальной кромкой, не нуждающихся в дополнительной обработке.
- Высокий уровень точности резки вне зависимости от сложности детали.
- Возможность выполнять качественную резку заготовок с разными типами геометрии.
Резка водяной струей подходит для разного типа материалов, включая наиболее хрупкие и не проводящие электричество. Способ может использоваться для мягкого и пенистого по структуре материала, при этом достаточно использовать струю воды, подаваемую под высоким давлением. Для стекла, металла и ПВХ в струю воды дополнительно добавляются абразивы.
Лазерная резка – приоритетный выбор, когда необходимо выполнить раскрой материала небольшой толщины либо при необходимости образования линией среза высокоточных сложных геометрических фигур. Помимо металла к листовым материалам, для которых может быть использован один из способов раскроя, также относятся оргстекло, ПВХ, поликарбонат.
Суть раскроя металла
Раскрой металла, вне зависимости от его формы – это заготовительная операция. Именно на стадии ее выполнения обретают черты будущие детали металлоконструкции. На машиностроительных предприятиях, да и в производственных комплексах других отраслей, существуют целые заготовительные подразделения, оснащенные самым разным оборудованием, предназначенным для формирования заготовок, а то и готовых деталей. Все зависит от применяемого оборудования и инструмента.
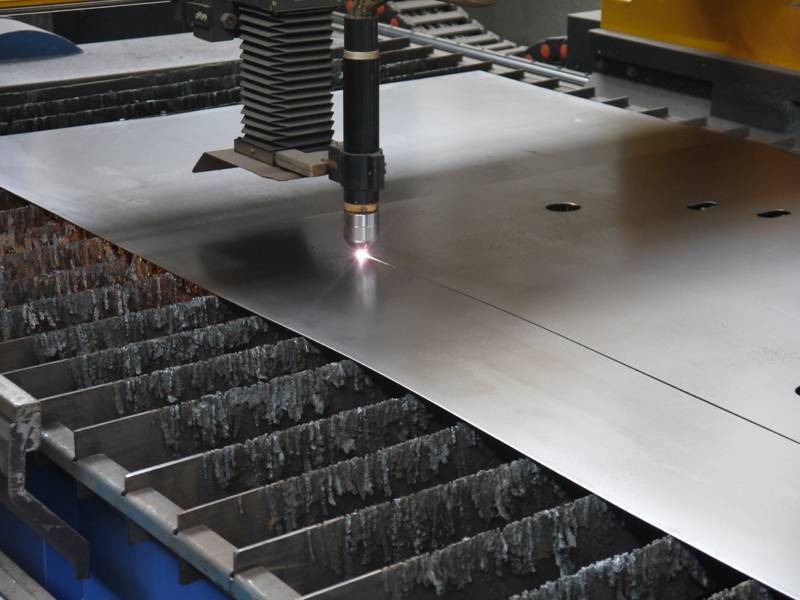
Термин раскрой металла можно истолковать следующим образом – это метод размещения заготовок на листе. Форма, может, быть в виде прямоугольника или любой другой. При проведении раскроя металла появляется определенный объем возвратных и невозвратных отходов. Их объем напрямую зависим от технологии, которую использовали при раскрое.






![Раскрой металла [лазерный, плазменный]](https://labequip.ru/wp-content/uploads/5/1/d/51d09eb5b578008780e673b03ca4852d.jpeg)



Наиболее распространенные способы
Рубка гильотиной. Разнообразие видов оборудования на рынке позволяет качественно выполнять резку металла от 0,45 мм до 2,5мм простым механическим устройством, до 20 мм электрическими или пневматическими гильотинными ножницами. Гильотинные ножницы выполняют чистый прямой рез, толщина пропила в зависимости от класса оборудования может быть разной.
Недорогие механические гильотины, как станок для раскроя листового металла, популярны в строительстве для и изготовления деталей кровли из оцинкованного листа или металлочерепицы, оконных отливов и карнизных свесов, обшивки парапетов.
Гидравлические, пневматические и электромеханические гильотины используется в технологическом цикле при изготовлении листового проката, для мерной порезки профилированных листов, раскроя рулонного металла. Основной недостаток — только прямой рез.

- Резка металла ленточными и дисковыми пилами. Наиболее известный инструмент, очень популярный для решения задач, не требующих высокой точности — углошлифовальная машина «болгарка». Стационарные пилы с большим диаметром дисков дают более точные размеры и активно используются при мелкосерийном изготовлении металлоизделий в промышленности и строительстве. Толщина пропила составляет до 8 мм, что следует учитывать при раскрое. Одно из главных преимуществ — возможность резки под углом, фигурный криволинейный рез получить очень затруднительно.
- Просечные прессы. В зависимости от мощности, применяются в промышленном производстве и изготовлении строительных алюминиевых конструкций, или же для финишной обработки листового проката, при изготовлении, например, просечно-вытяжных листов.
- Газокислородная резка. Благодаря высокой производительности наиболее популярный вид раскроя металла. Применяется во всех отраслях промышленности. Недостатком является широкий рез с окалиной и неровностями, невозможность раскроить тонкий листовой прокат
Резка металла ленточными и дисковыми пилами
Для раскроя металла используют и такой инструмент, как дисковые пилы. Этот инструмент применяют для обработки крупных заготовок. Надо отметить, что при работе с таким инструментом требуется использование довольно большого количества физической силы. Рабочий орган этого инструмент – диск, изготовленный из инструментальной стали.
Этот инструмент наиболее эффективен при работе со сталью и другими материалами, в том числе и с цветными металлами и сплавами. Чаще всего этот метод обработки металла выбирают для обработки листового материала, трубы. Рез выполняют прямо, но, возможно, и его выполнение под заданным углом.
Дисковый инструмент отличается высокой производительностью, безопасностью и простой эксплуатацией при раскрое сложных заготовок. Этот инструмент — вот уже длительное время обладает широкой популярностью и среди производственников, и среди домашних мастеров. Это вызвано в том числе и его доступностью. На рынке представлено множество моделей дисковых пил, в том числе и стационарных и приобрести их может каждый.
Ленточнопильный раскрой металла
Другой, не менее популярный, способ раскроя, это обработка заготовок на ленточной пиле. Рабочий орган этого оборудования – ленточная пила, которая работает как обычная ножовка. Полотно ленточной пилы замкнуто в кольцо и отличается большой длиной. То есть, по сути, ленточная пила представляет собой кольцо, с одного края которого расположены зубья. Для производства ленточной пилы применяют углеродистые стальные сплавы, но существуют и биметаллические модели.
В комплект ленточнопильного станка входят два шкива, которые вращаются от электрической силовой установки.
Станки этого класса представляют массу возможностей при обработке прутков, фасонных профилей, труб. На станках некоторых марок допустимо выполнять не только прямые резы, но и фигурные.
Фигурный раскрой металла на ленточной пиле
На рынке представлены разнообразные модели начиная от однотумбовых станков, управляемых вручную и заканчивая машинами портального типа, работающих под управлением компьютера.
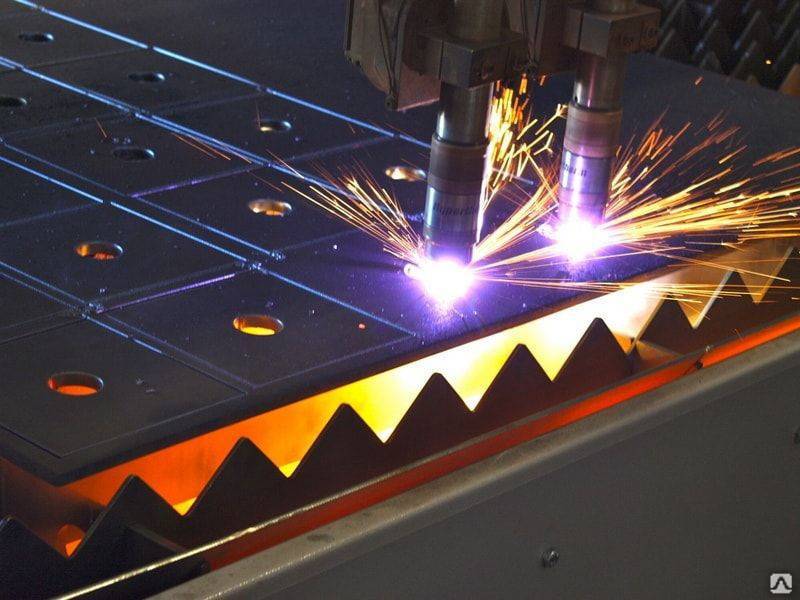
Плазменный раскрой листового металла
Резание металлов плазмой реализуется с помощью ручных резаков на основе сварочного выпрямителя или стационарных аппаратов портального типа с реечным приводом. Последний вариант обеспечивает максимальную точность и качество среза.
Ручной вариант, соответственно, славится высокой мобильностью. Хотя и не гарантирует той точности среза, которую может обеспечить стационарный станок для раскроя листового металла.
Компоновка ручного аппарата предполагает наличие всего трех узлов – сварочного выпрямителя, горелки и резервуара с кислородом. Выпрямитель генерирует разницу потенциалов, горелка удерживает неплавкий электрод и направляет, с помощью форсунки, струю кислорода в зону «резания» металла. Резервуар (обычный баллон) используется для хранения порции кислорода под давлением.
Стационарный агрегат использует все эти компоненты, добавляя к ним еще и рабочий стол, на котором закреплена разделываемая заготовка и механизм реечной подачи, перемещающий рабочий орган – газовую горелку.
Ручной аппарат можно приобрести в любом магазине сварочного оборудования. Стационарные станки покупают только крупные заводы или компании реализующие услуги на рынке мелкосерийного изготовления деталей неординарной формы. Поскольку такое оборудование стоит намного дороже ручного резака.
Однако за большие деньги можно приобрести устройство со следующим перечнем достоинств:
- Высокой точностью обработки.
- Хорошей производительностью.
- Возможностью скоростного резания достаточно сложных профилей.
- Возможностью работать с материалами любого типа: от конструкционных сталей до высоколегированных сплавов.
Поэтому стационарные аппараты плазменной резки пользуются у заинтересованной аудитории не меньшим спросом, чем дешевые ручные аналоги.
Виды отходов при раскрое металлов
Отходы от заготовительных операций можно разделить на два класса:
- технологические;
- раскроя.

Технологические отходы в виде стружки
К первому типу отходов относят тот металл, которые теряют вследствие технологической обработки. Например, при использовании газовой резки – это оплавление, в виде стружки, снимаемой с поверхности заготовки по время точения или фрезерования. К отходам относят ту часть металла, которая уже не будет использована в дальнейшем.








Отходы от раскроя металла
К отходам от раскроя листового металла можно отнести те остатки, которые образуются формой заготовки и отсутствием кратности при разметке раскроя. Под первыми понимают ту часть металла, которая располагается между наружным контуром одной или нескольких заготовок и неким контуром, который очерчивает габариты заготовок. Вторые – это те, которые образуются при сравнении размеров листа и раскроя заготовок. Эти отходы появляются в том случае, если размеры листа не совпадает с суммой размеров заготовок, расположенных вдоль ее сторон.
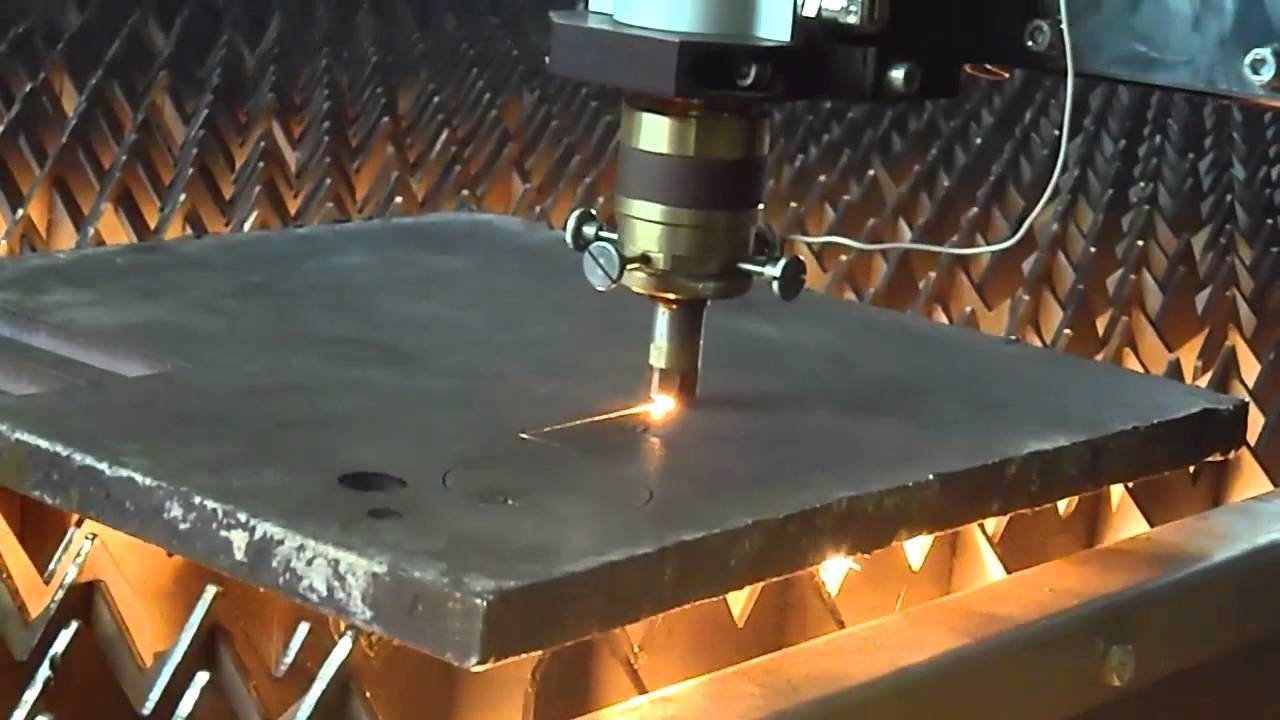
Лазерная и плазменная резка
Одним из главных достоинств, кроме высокой производительности плазменной и лазерной резки металлов является возможность выполнения сложного фигурного реза в листовом материале.
Раскрой проката плазморезом
Плазменный раскрой металла выполняется посредством интенсивного нагревания металла вдоль реза энергией электродуги с последующим удалением расплава плазменным потоком. За счет высокой температуры режущего потока ионизированного газа (15-30 тыс. градусов Цельсия), метод обладает высокой скоростью резки. Это наиболее эффективный термический способ резки листового металла.
https://youtube.com/watch?v=mOLcpYHuffY
Перечисляя достоинства плазменного раскроя металла, кроме высокой точности реза, стоит отметить:
- Возможность раскроя заготовок сложной формы, в том числе по шаблону;
- Отсутствие термальной деформации листа;
- Высокую повторяемость для однотипных деталей, с допуском по контуру до 0,5мм;
- Экологичность и безопасность процесса;
- Возможность обработки черного и цветного проката, нержавейки с большим диапазоном толщин.
Плазменный раскрой листового металла возможен для:
- Алюминиевого проката толщиной до 120 мм;
- Меди и сплавов (бронзы) до 80 мм;
- Легированных сталей — до 50 мм.
Различия по максимально возможной толщине обработки связаны с различной теплопроводностью цветных и черных металлов. С увеличением толщины листа, экономическая целесообразность снижается в связи с большим расходом ресурсов (электротока).
К недостаткам плазменного раскроя можно отнести:
- Увеличение твердости кромок в результате термического нагрева;
- Зону побежалости, радужного изменения цвета, по краям реза.
На рынке представлено оборудование разного класса, в том числе и для ручной плазменной резки. Раскрой черного и цветного металла выполняется контактными аппаратами, электродуга возникает между электродом и обрабатываемым листом.
Устройство для плазменной резки состоит из:
- Плазмотрона, преобразовывающего энергию электродуги в тепловую энергию плазмы;
- Источника питания;
- Компрессора или газового баллона для обеспечения струи газа или воздушной смеси
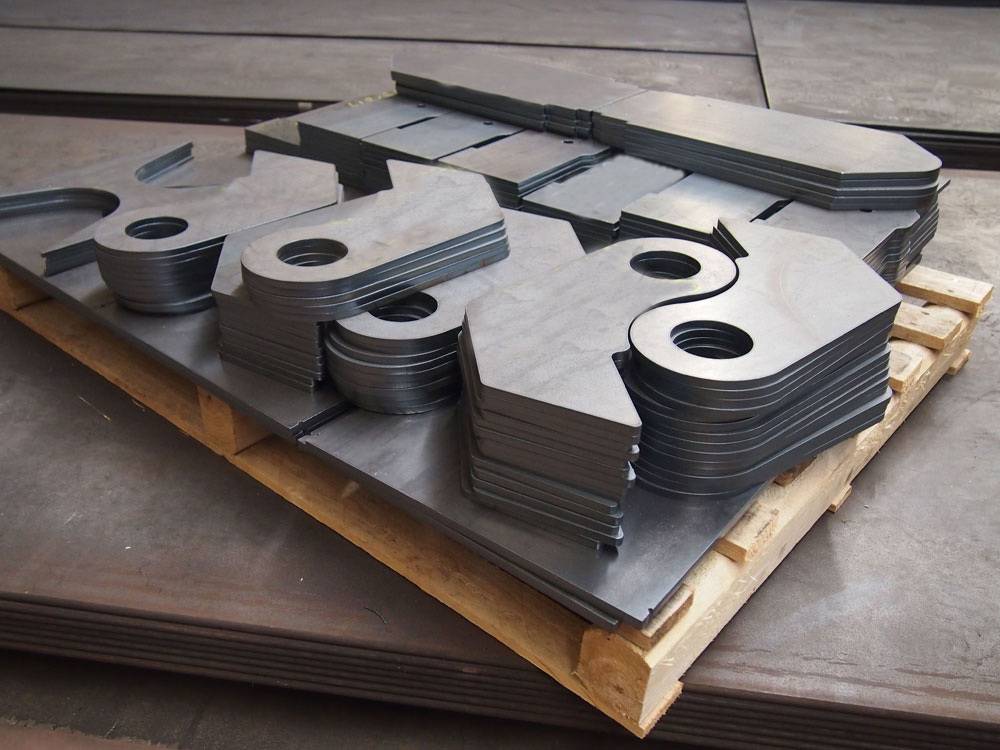
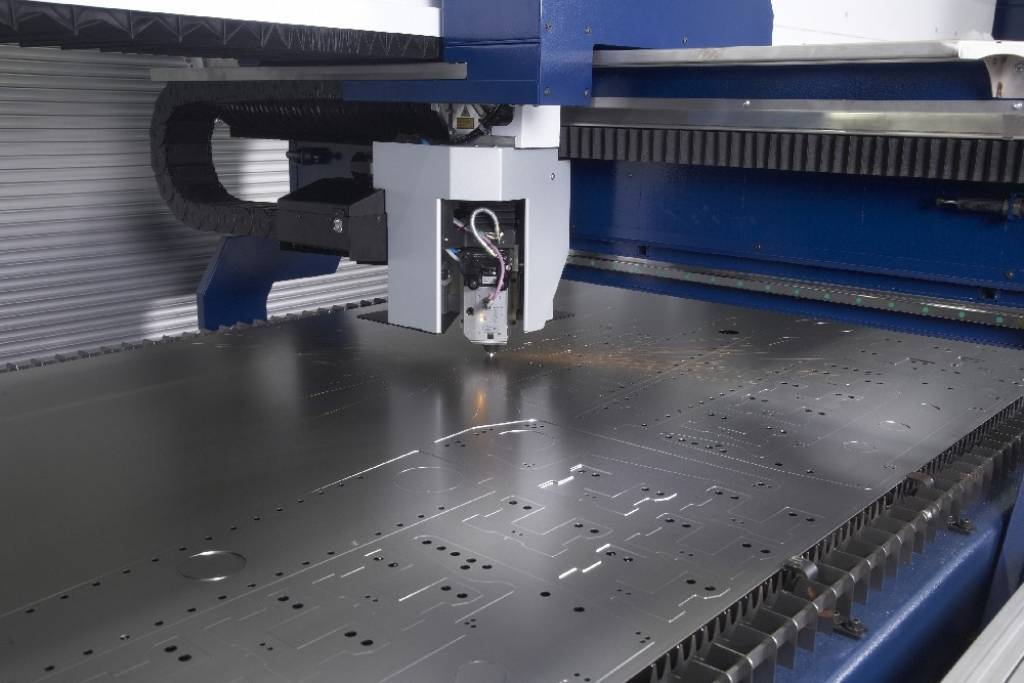
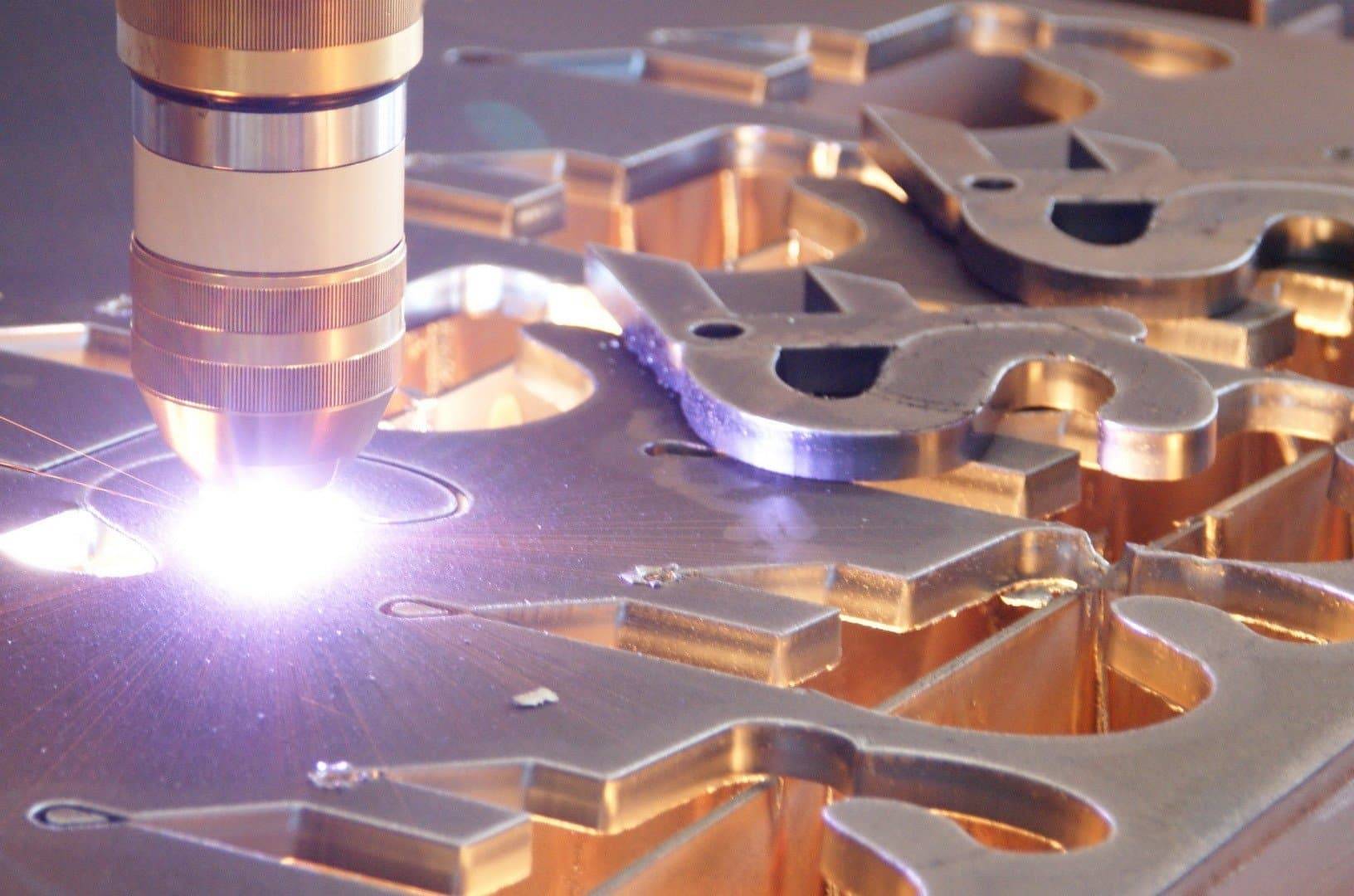
Лазерный раскрой листового проката
Лазерный раскрой металла обеспечивается за счет сфокусированного излучения с концентрацией тепловой энергии в области резки. В результате — высокоточные тонкие резы, позволяющие раскроить лазером множество деталей с минимальными зазорами между разметкой. Процесс резки роботизирован. Лазер выполняет сложные перемещения согласно электронному чертежу, заложенному в программное управление без малейших отклонений по контуру.
К преимуществам лазерного раскроя можно отнести:
- Воспроизведение замкнутых криволинейных контуров любой сложности;
- Экономия материала за счет плотного расположения деталей на листе и программного раскроя с минимальной вероятностью ошибки;
- Отсутствие механического и продолжительного термического воздействия, края деталей не деформируются, отсутствуют цвета побежалости;
- Перпендикулярность кромки, низкий коэффициент шероховатости поверхности.
https://youtube.com/watch?v=H5GAk_L_sR8
Негативными параметрами являются:
- Максимально возможная толщина резки — 20мм;
- Снижение производительности при резке металла с высокими отражающими свойствами, например, полированной нержавеющей стали, уменьшающие мощность воздействия лазера.
Лазерный раскрой листовой стали широко используется при изготовлении деталей с максимальными требованиями к точности геометрической формы и повторяемости, в автомобилестроении, точном приборостроении, а также для создания эксклюзивных элементов декора, резных решеток и держателей.
Лист из нержавеющей стали
РУСЕВРОСТАЛЬ поставляет нержавеющий лист и рулонную сталь известных мировых заводов производителей. Предлагаем купить из наличия со склада нержавеющий лист различных марок стали, раскроя, видов поверхности и толщин. Широкий сортамент горячекатаного и холоднокатаного нержавеющего листового проката, отгрузка листа оптом и в розницу, доставка продукции по Москве и всем регионам России делает компанию РУСЕВРОСТАЛЬ универсальным поставщиком как для крупных производственных компаний так и для частных клиентов! При необходимости оказываем услуги по металлообработке:
- резки (рубки) нержавеющего листа и рулона в размер
- перфорации нержавеющего листа
- наклеивание пленки под лазерную резку
Минимальный заказ листа от 1 шт. Страна производитель: Россия, Индия, Китай, Финляндия. Марки стали:
- лист из нержавеющей стали импортный: AISI 201, AISI 304, AISI 321, AISI 316\316Ti, AISI 430, AISI 410S
- лист из нержавеющей стали по ГОСТу: 12Х18Н10Т, 10Х17Н13М2, 20Х13, 40Х13
По виду поверхности готовы предложить:
Нержавеющий лист матовый
Нержавеющий лист шлифованный\зеркальный (в бумаге, в пленке, в пленке под лазерную резку)
Нержавеющий лист текстурированный (DECO)
Рифленый нержавеющий лист
Перфорированный нержавеющий лист
Сфера применения
- в тяжелой и легкой промышленности
- в химической промышленности
- в фармацевтическом производстве
- в производстве емкостного и пищевого оборудования
- в строительной промышленности
- при декорировании помещений и оборудования
Стандартный раскрой нержавеющего листа*
- 1000х2000 м
- 1250х2500 м
- 1500х3000 м
- 1500х6000 м
* стандартный раскрой листа из наличия со склада.
Если Вам необходим другой раскрой нержавеющего листа, компания РУСЕВРОСТАЛЬ предлагает:
- рубку листа в размер
- поставку любого раскроя листа из нержавеющей стали под заказ от производителя!
Таблица поставляемого раскроя и вида поверхности листа
| Раскрой | Вес одного листа в зависимости от обработки поверхности и раскроя (кг) | ||||
| матовый | шлифованный \ зеркальный | DECO (текстурированный) | рифленый | перфорированный | |
| 0,4х1000х2000 | 6,4 | 6,4 | — | — | — |
| 0,5х1000х2000 | 8 | 8 | — | — | — |
| 0,5х1250х2500 | 12,5 | 12,5 | — | — | — |
| 0,6х1000х2000 | 9,6 | 9,6 | — | — | — |
| 0,6х1250х2500 | 15 | 15 | — | — | — |
| 0,8х1000х2000 | 12,8 | 12,8 | — | — | зависит от вида перфор. |
| 0,8х1250х2500 | 20 | 20 | 21,3 | — | зависит от вида перфор. |
| 0,8х1500х3000 | 28,8 | 28,8 | — | — | зависит от вида перфор. |
| 1,0х1000х2000 | 16,3 | 16 | 16,5 | — | зависит от вида перфор. |
| 1,0х1250х2500 | 25 | 25 | 25 | — | зависит от вида перфор. |
| 1,0х1500х3000 | 36 | 36 | — | — | зависит от вида перфор. |
| 1,2х1000х2000 | 19,7 | 19,2 | — | — | зависит от вида перфор. |
| 1,2х1250х2500 | 31 | 30 | — | — | зависит от вида перфор. |
| 1,25х1000х2000 | 20 | — | — | — | зависит от вида перфор. |
| 1,5х1000х2000 | 24 | 24 | — | — | зависит от вида перфор. |
| 1,5х1250х2500 | 37,5 | 37,5 | — | — | зависит от вида перфор. |
| 1,5х1500х3000 | 54 | 54 | — | — | зависит от вида перфор. |
| 2,0х1000х2000 | 32 | 32 | — | — | зависит от вида перфор. |
| 2,0х1250х2500 | 50 | 50 | — | — | зависит от вида перфор. |
| 2,0х1500х3000 | 72 | 72 | — | — | зависит от вида перфор. |
| 2,5х1000х2000 | 40 | — | — | — | зависит от вида перфор. |
| 2,5х1250х2500 | 62,5 | — | — | — | зависит от вида перфор. |
| 3,0х1000х2000 | 48 | 48 | — | 25 | зависит от вида перфор. |
| 3,0х1250х2500 | 75 | 75 | — | 78 | зависит от вида перфор. |
| 3,0х1500х3000 | 108 | — | — | — | зависит от вида перфор. |
| 3,0х1500х6000 | 216 | — | — | — | — |
| 4,0х1000х2000 | 64 | — | — | 66 | зависит от вида перфор. |
| 4,0х1250х2500 | 100 | — | — | 102 | зависит от вида перфор. |
| 4,0х1500х3000 | 144 | — | — | — | зависит от вида перфор. |
| 4,0х1500х6000 | 288 | — | — | — | — |
| 5,0х1000х2000 | 80 | — | — | 83 | зависит от вида перфор. |
| 5,0х1250х2500 | 125 | — | — | 129 | зависит от вида перфор. |
| 5,0х1500х3000 | 180 | — | — | — | зависит от вида перфор. |
| 5,0х1500х6000 | 360 | — | — | — | — |
| 6,0х1000х2000 | 96 | — | — | — | зависит от вида перфор. |
| 6,0х1250х2500 | 150 | — | — | — | зависит от вида перфор. |
| 6,0х1500х3000 | 216 | — | — | — | зависит от вида перфор. |
| 6,0х1500х6000 | 440 | — | — | — | — |
| 8,0х1000х2000 | 128 | — | — | — | зависит от вида перфор. |
| 8,0х1250х2500 | 200 | — | — | — | зависит от вида перфор. |
| 8,0х1500х3000 | 288 | — | — | — | зависит от вида перфор. |
| 8,0х1500х6000 | 576 | — | — | — | — |
| 10,0х1000х2000 | 160 | — | — | — | зависит от вида перфор. |
| 10,0х1250х2500 | 250 | — | — | — | зависит от вида перфор. |
| 10,0х1500х3000 | 355 | — | — | — | зависит от вида перфор. |
| 10,0х1500х6000 | 720 | — | — | — | — |
| 12,0х1000х2000 | 192 | — | — | — | — |
| 12,0х1250х2500 | 316 | — | — | — | — |
| 12,0х1500х3000 | 432 | — | — | — | — |
| 12,0х1500х6000 | 300 | — | — | — | — |
| 14,0х1000х2000 | 237 | — | — | — | — |
| 14,0х1500х6000 | 1004 | — | — | — | — |
| 16,0х1000х2000 | 268 | — | — | — | — |
| 16,0х1500х6000 | 1182 | — | — | — | — |
| 20,0х1000х2000 | 333 | — | — | — | — |
| 25,0х1000х2000 | 420 | — | — | — | — |
| 30,0х1000х2000 | 500 | — | — | — | — |
| 30,0х1500х6000 | 2200 | — | — | — | — |
| 40,0х1000х2000 | 680 | — | — | — | — |
| 50,0х1500х6000 | 3650 | — | — | — | — |
Данная таблица носит информационный характер, данные указанные в таблице основаны на расчете теоретического веса. Возможно незначительное отклонение фактического веса от веса, указанного в таблице. Если у Вас возникли вопросы, свяжитесь с нами удобным для Вас способом





Особенности работы линии резки металла
С помощью данного оборудования выполняется качественный поперечный и продольный раскрой металла на полосы заданной длины и ширины. Заготовками выступают как листы, так и рулоны. Ширина полос регулируется направляющими и достигает 1250 мм. Кроме раскроя возможно нанесение защитной плёнки и последующая намотка в рулоны (производство штрипса).
Линия резки рулонного металла состоит из следующих элементов:
- разматыватель (доступны разные модификации);
- станок продольной резки рулонного металла;
- дисковый нож или электромеханическая гильотина;
- приёмный стол длиной 1,5 метра;
- наматыватель (при необходимости).
Автоматизированная линия резки оснащается автоматической системой управления. С помощью пульта оператор задает необходимую длину и количество изготавливаемых полос. На линии поперечной резки можно успешно обрабатывать не только электротехническую и оцинкованную рулонную сталь с полимерным покрытием, но цветные сплавы толщиной от 0,3 до 1,5 мм (медь, алюминий, сплавы цинка и титана).
Итоги
Выбор технологии раскроя металла начинают с составления технических требований. Учитывается толщина, свойства материала, конфигурация заготовки. Исходя из этого определяют оптимальную методику порезки.
Следующий важный момент – формирование карты раскроя. Она должна максимально эффективно использовать всю площадь листа, обеспечить минимизацию неделовых отходов. Для выполнения этой задачи используют специализированные программные комплексы.
Настройка и техническое состояние оборудования, станков для порезки напрямую влияет на качество выполненных работ. Необходимо периодически проводить диагностику, плановый ремонт и замену комплектующих.
Для эффективного раскроя металла следует учитывать все факторы – от выбора технологии до фактического состояния оборудования
Это важно не только для массового производства, но и при изготовлении штучной продукции





