

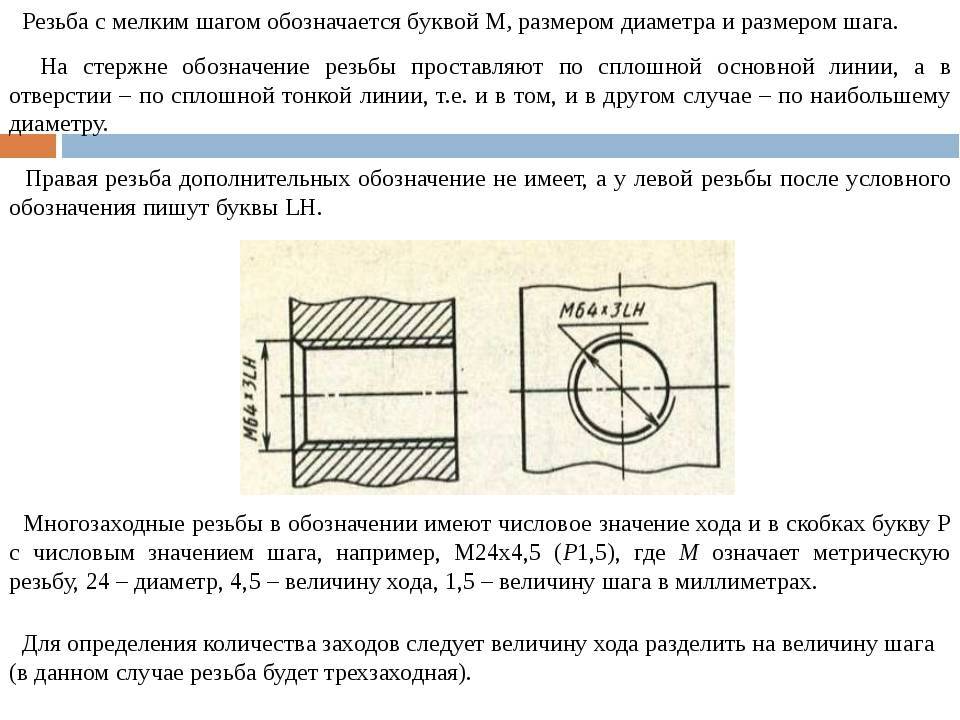
Краткое описание
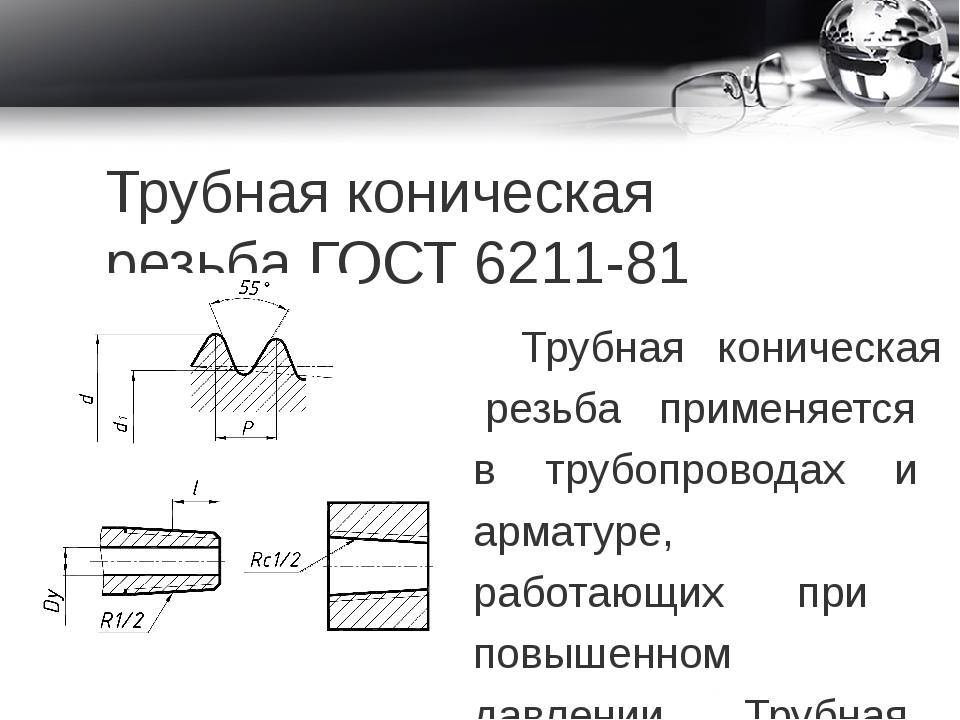
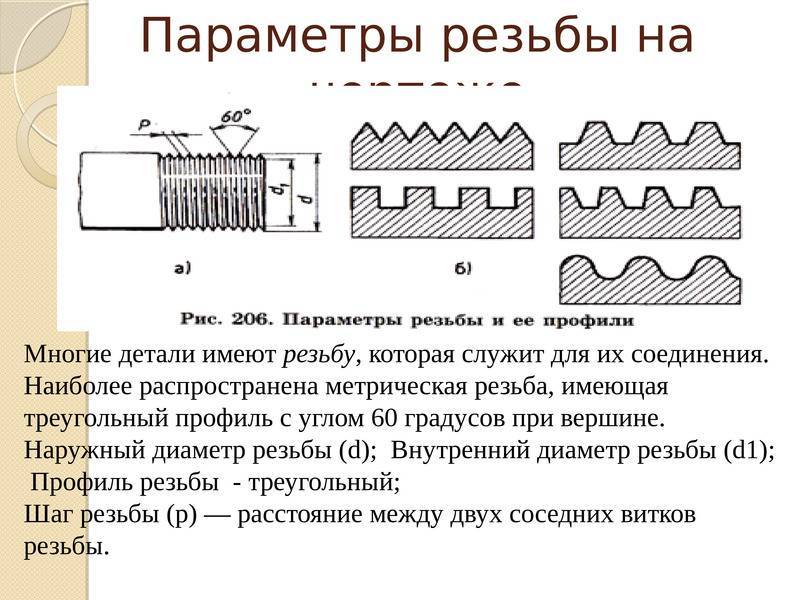
Трубная коническая резьба представляет собой особый тип нарезки, что по своей форме похож на конус, то есть, уменьшение диаметра к концу детали. Профиль подобного соединения должен иметь исключительно угол 55 градусов, а сама нарезка имеет впадины и вершины закругленной формы.
В этом случае шаг обозначается соответствующим числом витков на дюйм и нарезаются они под уклоном 1°47′24″, что, в свою очередь, должно отвечать конусности 1:16. Надежность сплочения заключается в том, что чем больше витков, тем выше герметичность.

Кроме этого, есть резьба метрическая коническая в соединениях внешней конусовидной с внутренней цилиндрической с обозначенным профилем, что согласно ГОСТ 9150-2002 должен иметь плоскосрезанные впадины.
Одним из основных преимуществ ее является то, что нарезание конической резьбы можно осуществлять непосредственно на месте, используя резьбонарезные плашки или клупов. Но чтобы сделать правильную нарезку необходимо использовать специальные трубные тески, поскольку вращающий момент вовремя создания пазов достаточно большой.
Также применяется по ГОСТ 6111-52 резьба коническая дюймовая. Она предназначена для объединения топливных, масляных, гидро-и воздухо трубопроводов в машиностроении. Что касается отличия от обычной конусовидной, то оно заключается в том, что в этом случае нет привязки к шагу нарезки, а измеряется по количеству оборотов на единицу длины.
Само название означает, что ее размеры указываются в дюймах, поскольку относится к английской системе измерения, к примеру, 1/8, 1/4, 1/2 дюйма.
Применение
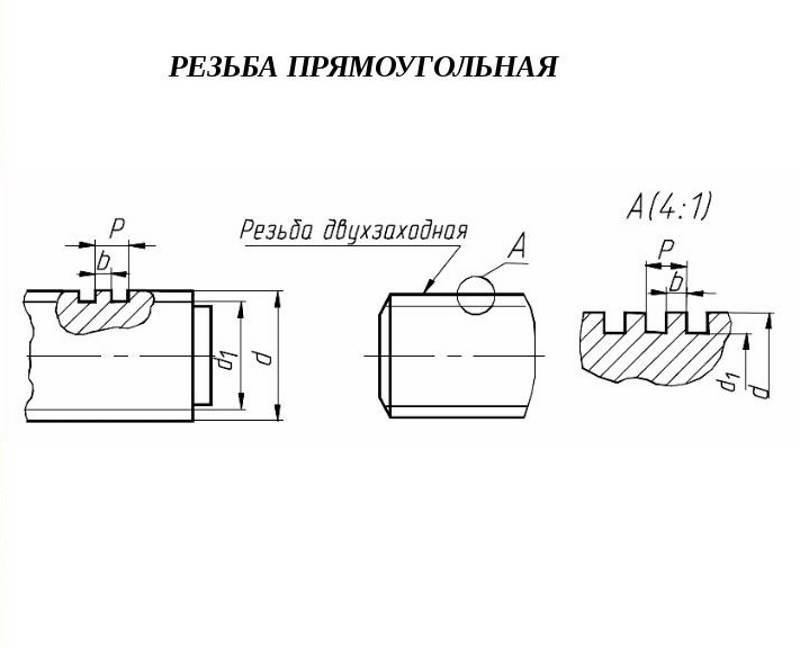
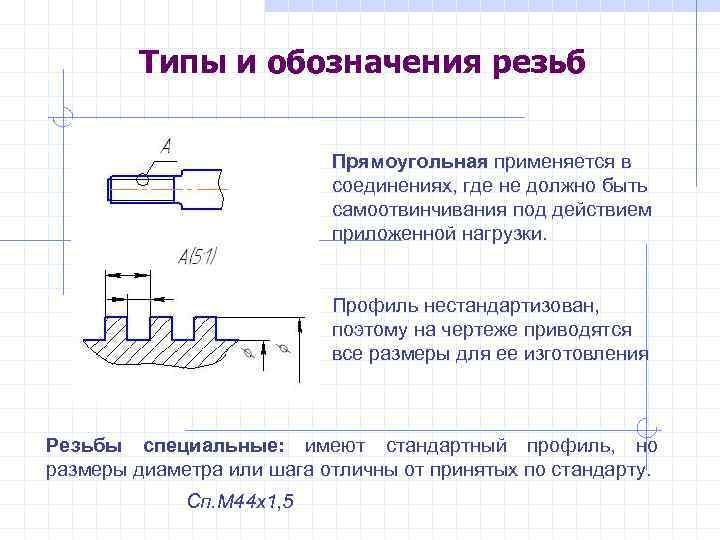
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.

Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
- Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.
 Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
БРЕКЗИТ предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами БРЕКЗИТ по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Особенности резьбы
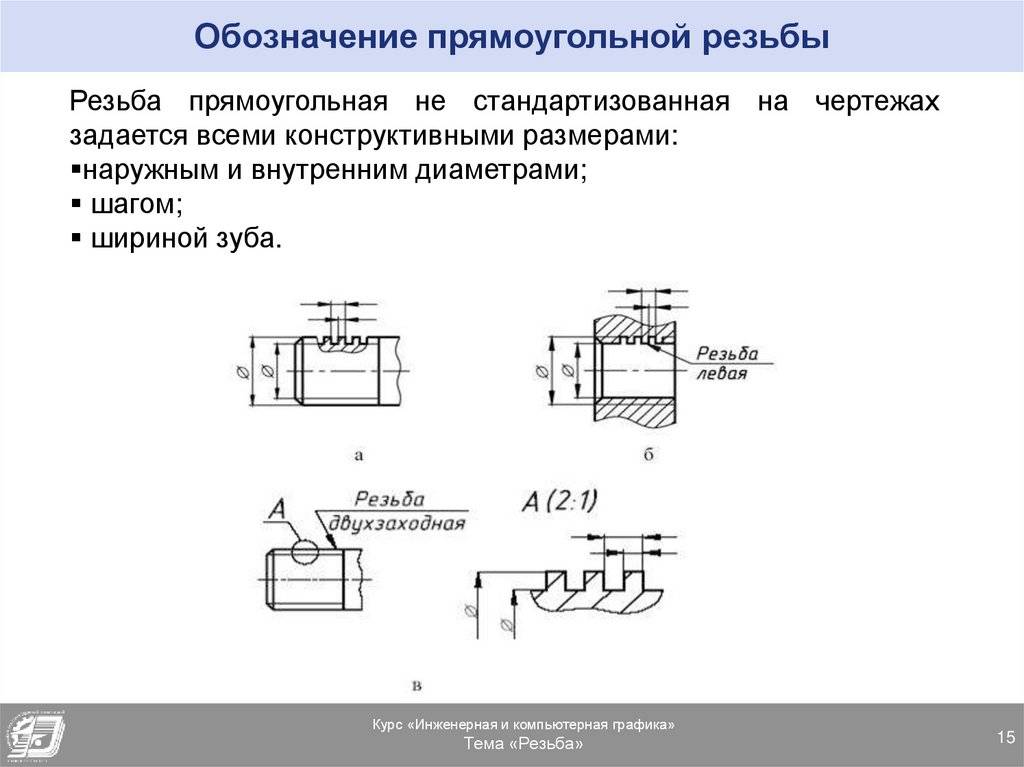
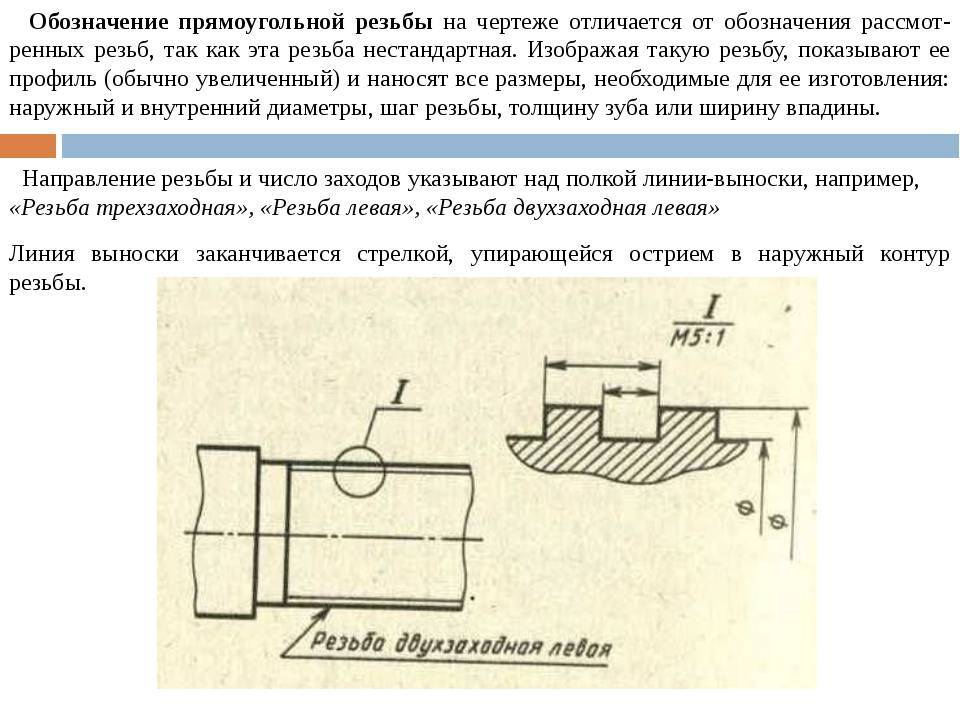
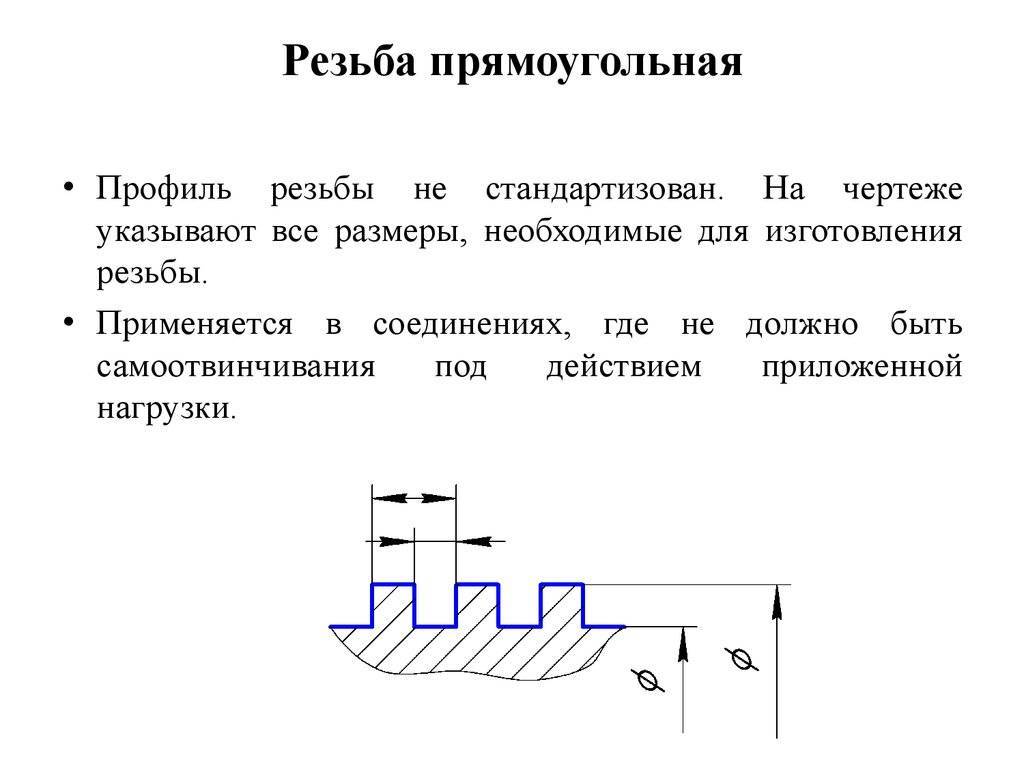
Прямоугольная резьба обладает нестандартным квадратным профилем, поэтому для нее не установлены стандартные параметры шага, диаметра, величины среза и хода. Глубина профиля данной разновидности нарезки равняется половине шага. Основные размеры резьбовых соединений с прямоугольным профилем определены в ГОСТ 9150-81.
По методу образования выделяют левую и правую прямоугольные резьбы. Левая разновидность нарезки создана контуром, осуществляющим вращение против часовой стрелки. Контур перемещается вдоль оси, относительно наблюдателя. Правая резьба образована контуром, производящим вращательные движения по часовой стрелке. Движение производится вдоль оси по направлению от наблюдателя.
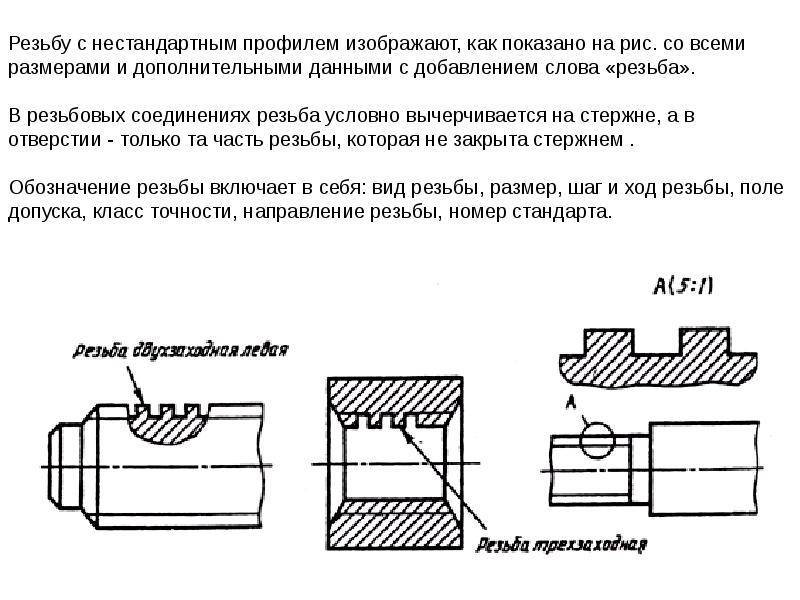
Прямоугольная резьба может быть однозаходной (нарезка произведена в виде 1 витка). В этом случае груз, размещенный на винтах резьбовых соединений, не сможет самостоятельно опуститься без влияния дополнительной силы трения. Это преимущество однозаходной нарезки обусловлено наличием свойства самоторможения. Также изготавливаются многозаходные резьбовые соединения, где нарезка осуществлена в виде 2-3 раздельных витков, расположенных на равной дистанции. Число заходов прямоугольной резьбы возможно измерить при помощи следующей формулы: Z = L/S, где S – размер шага и L – значение хода.
Прямоугольная резьба обладает множеством схожих особенностей с трапецеидальной ленточной разновидностью нарезки. Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты. Контроль качества резьбы Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются:
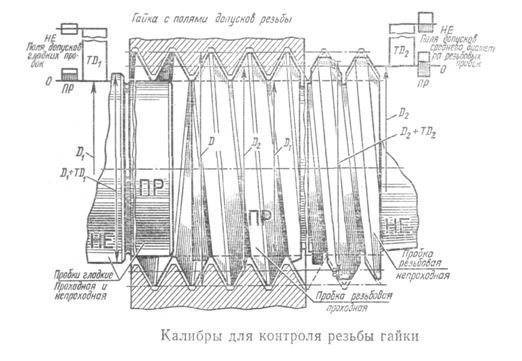
- Калибрами. Контролируют диаметры резьбы в серийном производстве.

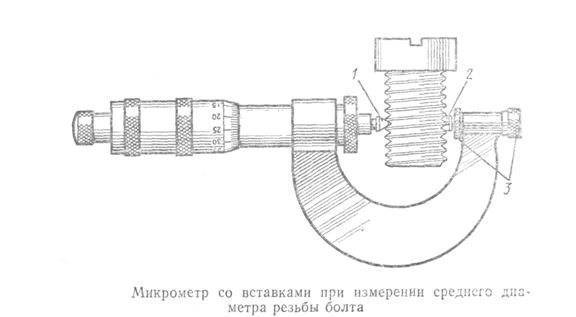
Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.

Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
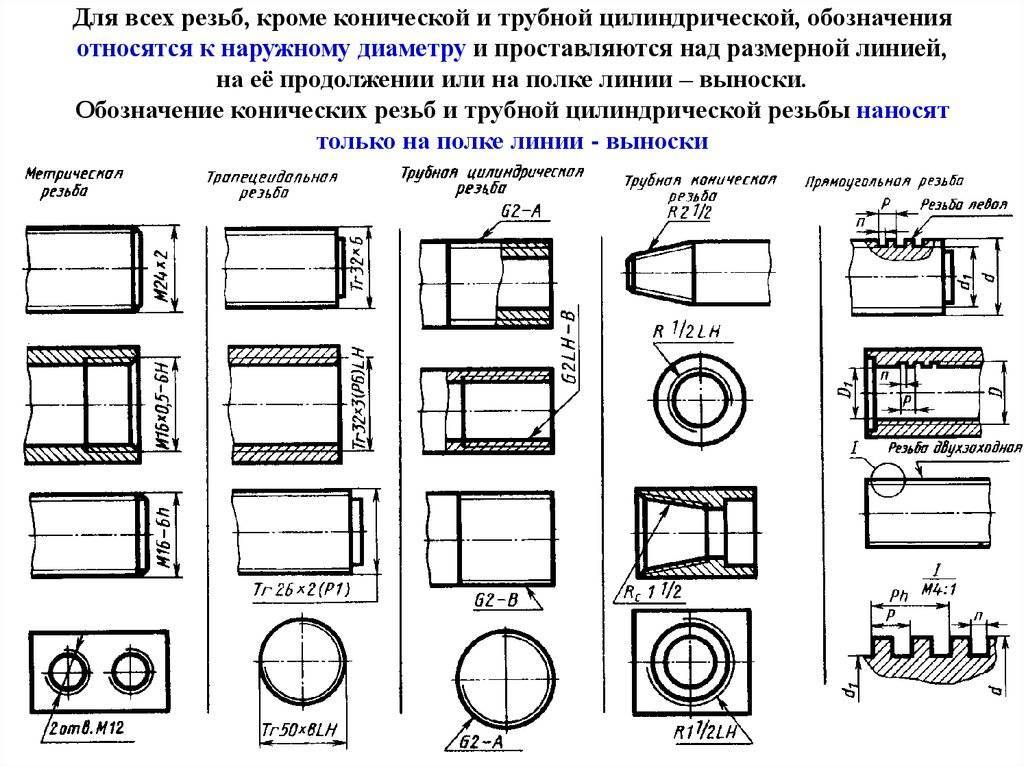
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
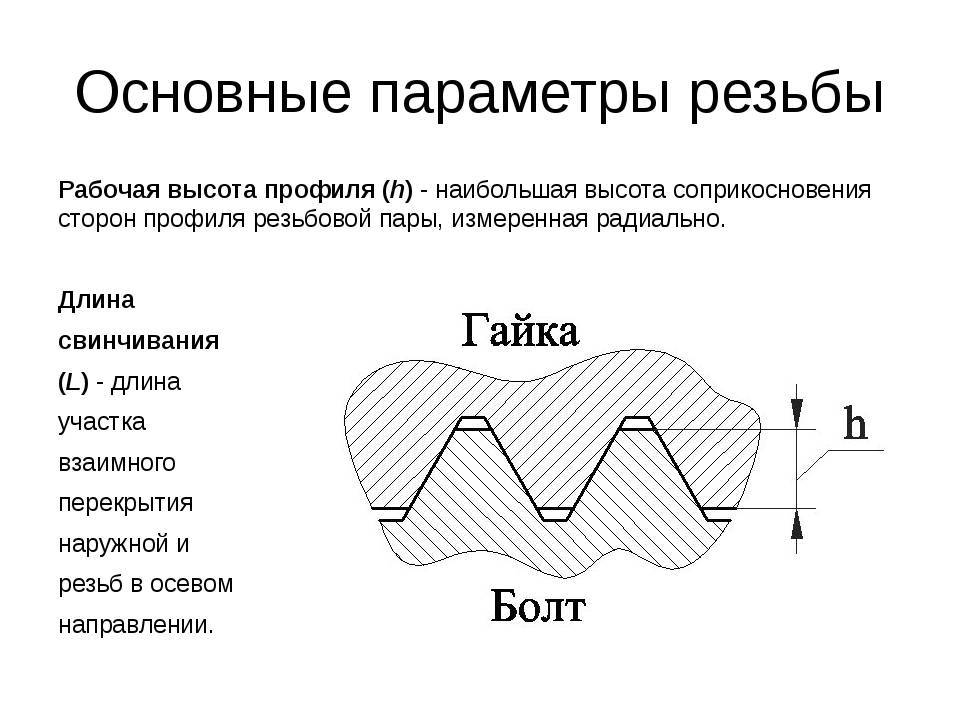
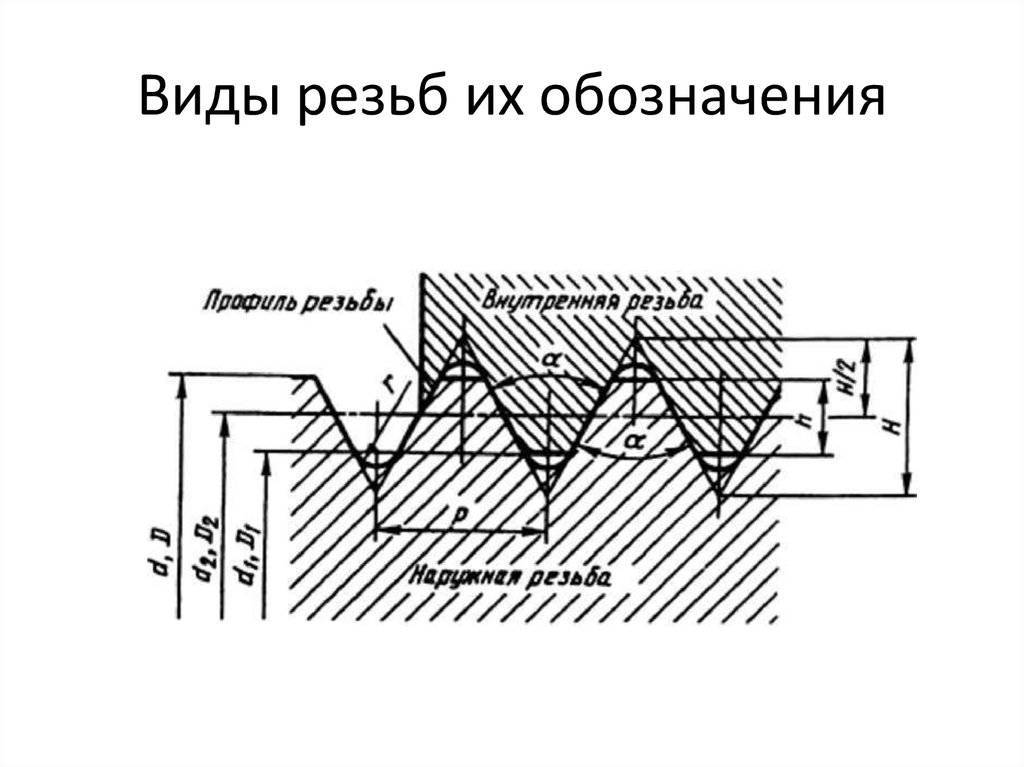
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
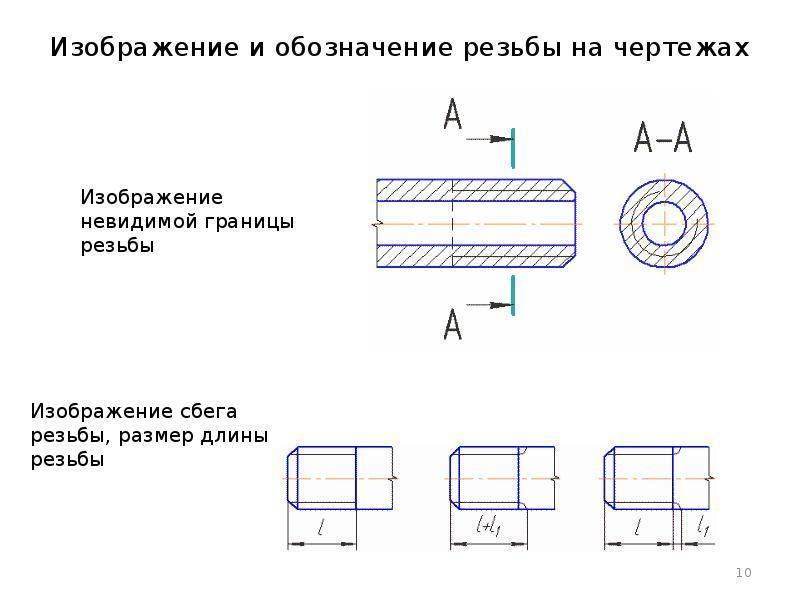
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
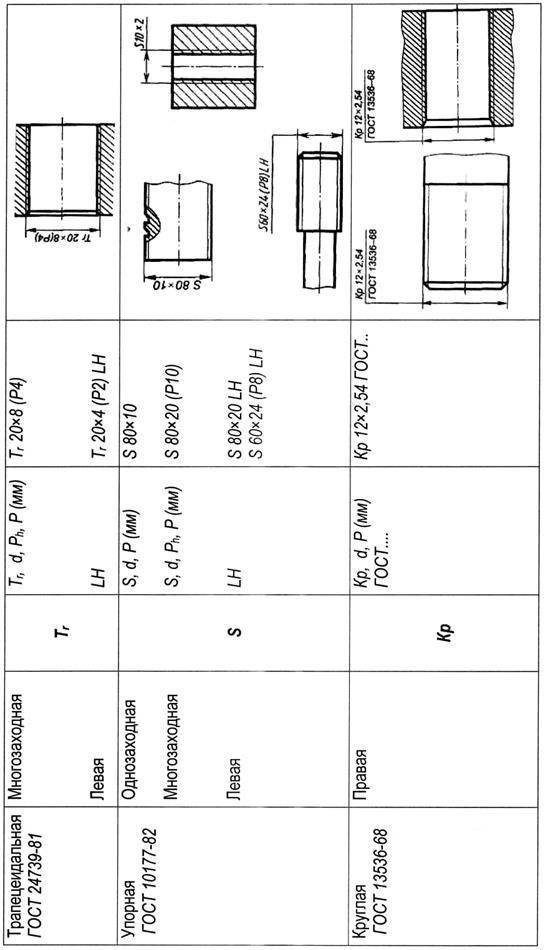
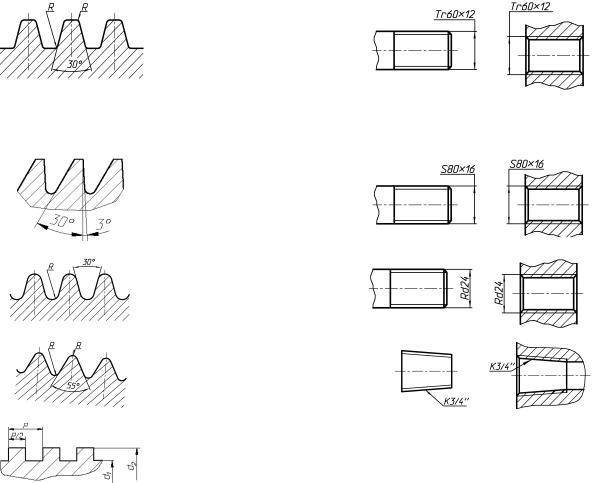
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
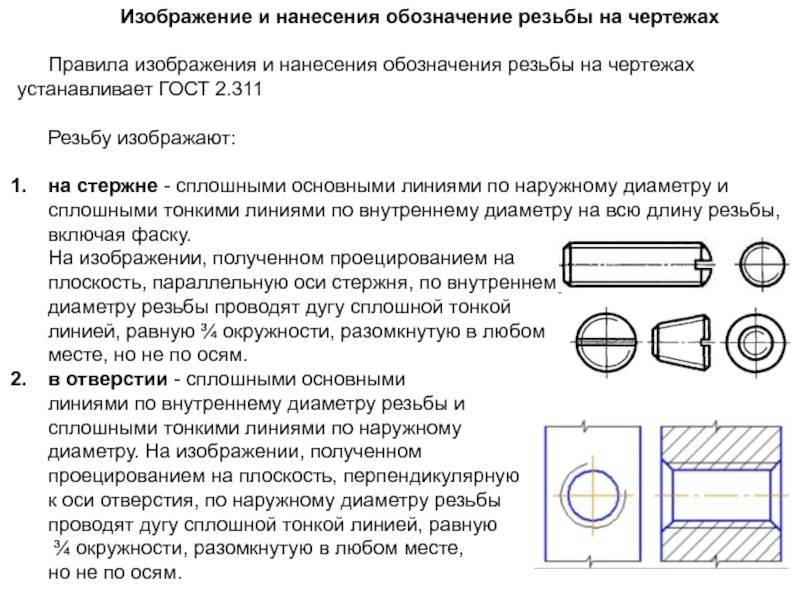
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.


Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Технология нарезки резьбового конусного соединения
В промышленном производстве npt резьба выполняется на специализированном резьбонарезном станке с помощью мечника, закрепленного на вращающемся шпинделе, в автоматическом режиме формирующий резьбу на неподвижно закрепленной трубе.
Конструкция и типы метчиков
Метчик состоит из деталей:
- хвостовика;
- рабочей части;
- заборного элемента;
- калибровки.
С помощью хвостовика метчик крепят в шпинделе станка или в патроне при нарезке резьбового соединения внутри трубы. Нарезку делает рабочая часть, напоминающая винт со спиральными канавками. Переднюю часть метчика часто называют заборным элементом, имеющим вид конуса. Начинает нарезку резьбы именно заборный элемент, затем продолжает калибровка. Резьбу выполняют зубья,называющиеся режущими перьями, образующие углубления — канавки, по которым удаляется стружка. Заточка зубьев подчинена требованиям технологии к режущим деталям.
Выбор метчика
Выбор метчика зависит от назначения, они бывают ручными и машинными. Ручной инструмент бывает:
- плашечный;
- маточный;
- гаечный;
- специальный.
Плашечный инструмент используют для предварительной нарезки резьбового соединения за 1 проход. Очистку от стружки выполняют маточным приспособлением с канавками в правом направлении.
Бесканавочные приспособления имеют большую прочность, а протяженность завинчивающейся части дает возможность перенастраивать инструмент неоднократно. Преимущество бесканавочных метчиков — в высокой производительности и универсальность — ими можно обрабатывать трубы и глухие соединения.
По виду работ выделяют метчики черновой и чистовой, которые маркируются по размеру резьбы, выполняемой этим инструментом:
- Для резьбы по метрическому стандарту 8…18 мм применяют одинарные счетчики.
- В диапазоне 6…24 мм используют черновой и чистовой метчик.
- Резьбу 2…52 мм нарезают 3 счетчиками.
Метчики имеют прямое и винтовое исполнение, правое и левое, а режущая часть бывает конической и цилиндрической. Коническими вырезают резьбу в трубах со сквозными отверстиями, цилиндрические используют там, где нет сквозных проходов.
Процесс нарезки
Процесс резьбовой нарезки поэтапно происходит в несколько этапов:
- Задают направление, скорость вращения шпинделя.
- Заготовку закрепляют на определенном месте.
- Метчик определенного типоразмера монтируют на шпинделе, фиксируя его головку поддерживающим зажимом.
- Включают электропривод устройства.
- Резьбонарезную головку перемещают к трубному изделию управляющим рычагом.
- Фиксируют и сопоставляют автоматическим роликом заготовку и резьбонарезной резец, станок выполняет нарезку канавок заданных параметров в автоматическом режиме.
- Завершив операцию, суппорт с метчиком поднимается автоматически, отключают электропривод, демонтируют заготовку со станка.
- Выполняют проверку точности геометрических параметров, при обнаружении дефектов проводят коррекцию.
Конический профиль резьбы используется в тех случаях, когда на коммуникациях требуется полная герметичность соединений отдельных элементов труб. Неоценим способ конической резьбы при ремонтах изношенных соединений на коммунальных трубопроводах зимой — конусная резьба npt поможет восстановить герметичность.
Инструменты для нарезания
Для нарезания внутренней резьбы используется метчик. Это специальный винт, который имеет твёрдые режущие кромки. Состоит этот инструмент из рабочей части и хвостовика, предназначенного для фиксации в воротке. Устройство бывает ручным и машинным.
Комплектация слесарного набора:
- Метчик. Его диаметр может варьироваться и достигает 18 мм.
- Две черновых рабочих части.
- Черновой метчик другого диаметра, средний и чистовой.
Перед началом нарезания нужно обязательно сначала сделать отверстие, которое будет иметь немного меньший диаметр. Во время работы инструмент необходимо держать перпендикулярно и добавлять смазку в зону нарезания. Через каждые несколько витков метчик следует выкручивать, чтобы убрать накопившуюся металлическую стружку. Это очень удобно делать при помощи небольшого специального ёршика.
В промышленных масштабах наружная резьба делается на станке. Для домашних потребностей применяются плашки, которые бывают:
- Разрезными. Инструмент изготовлен из двух половин, из-за чего он не такой жёсткий, как другие виды. Можно использовать для нетребовательных соединений.
- Цельными круглыми. С помощью такой плашки можно нарезать высококачественную резьбу.
- Раздвижные. Применяются в клуппах. Можно изготавливать трубную резьбу.
Сама плашка внешне очень похожа на обычную гайку, внутри которой находятся режущие кромки. Инструмент может быть предназначен для нарезания метрической или дюймовой резьбы.
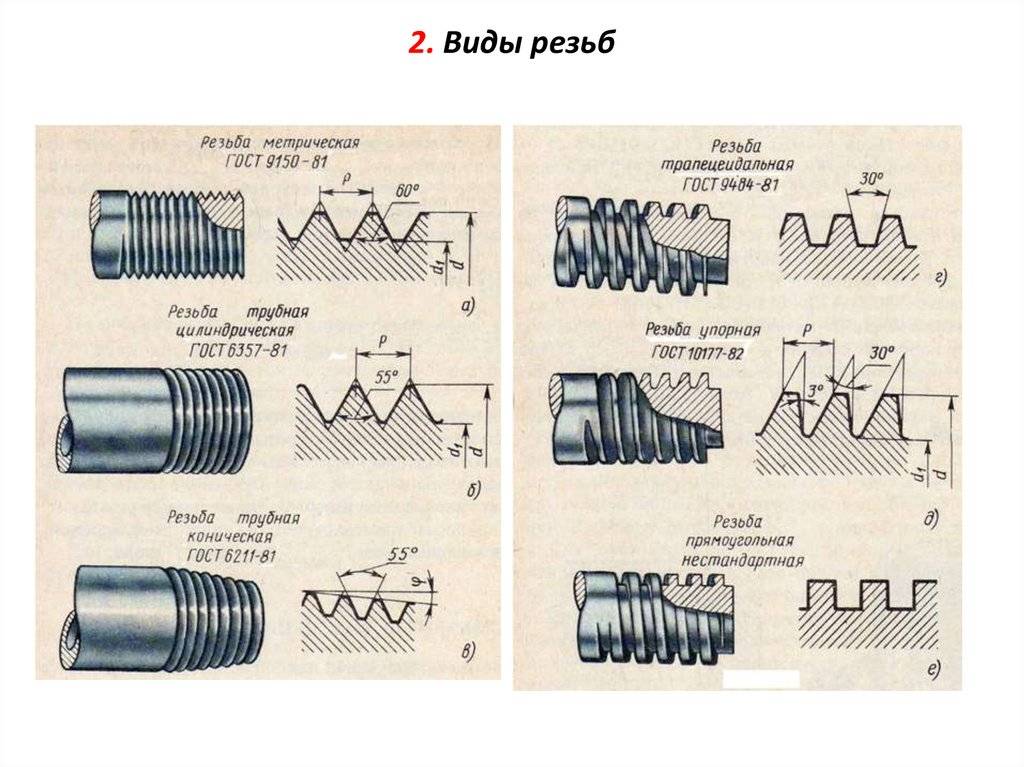
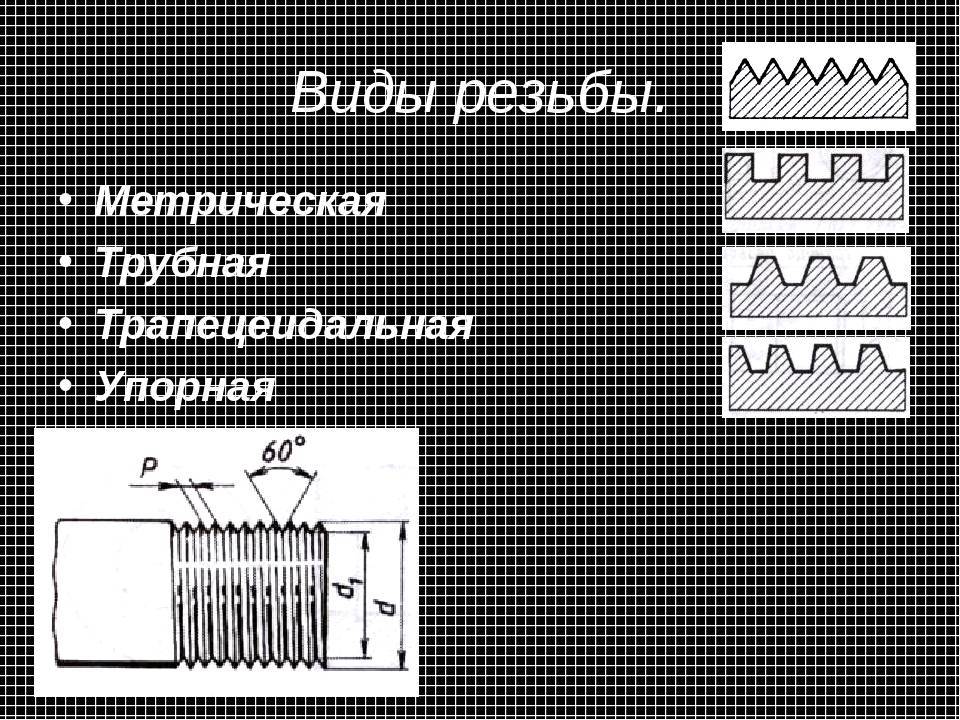
Профиль резьбы
Под профилем следует понимать контур сечения, который имеет виток резьбового соединения в проходящей через его ось плоскости. Иными словами, это геометрическая фигура, получаемая в плоскости, которая проходит через ось. Резьбы классифицируются на:
- треугольные;
- трапецеидальные;
- прямоугольные;
- круглые;
- упорные.
| Вид | Форма и размеры профиля | Типы | Применение |
| Треугольная | Равнобедренный треугольник: · у метрической – угол при вершине 60°; · у дюймовой – 55°; · у трубной — 55°. Высота: H1 = 0,5p · tg(60) * | · метрические; · дюймовые; · трубные | 1. метрическая – основной вид соединений; 2. дюймовая – в современных изделиях применение не допускается; 3. трубная – герметичное соединение труб и арматурных деталей трубопроводов. |
| Трапецеидальная | Равностороння трапеция с углом 30°. Высота: H1 = 0,5p | · однозаходная (образуется одним выступом); · многозаходная | Передача движений (вращательно-поступательных и вращательных) в тяжело нагруженных соединениях. |
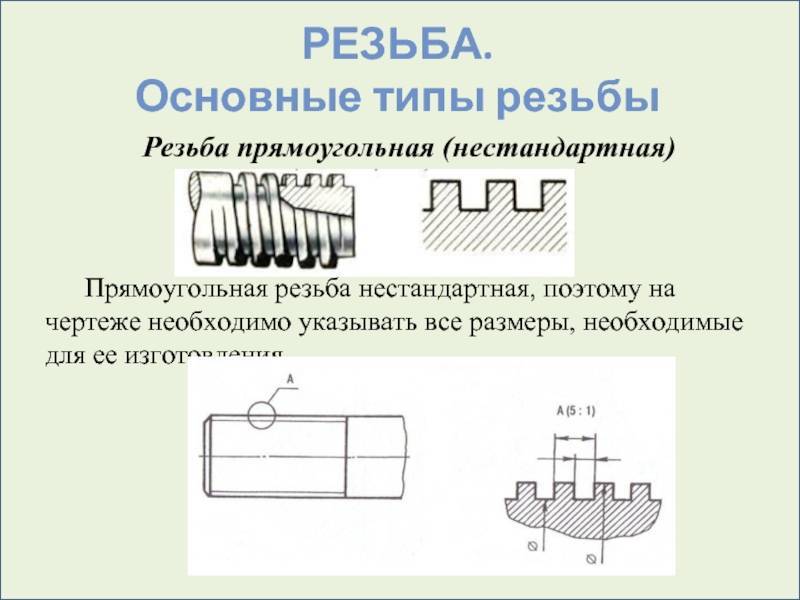
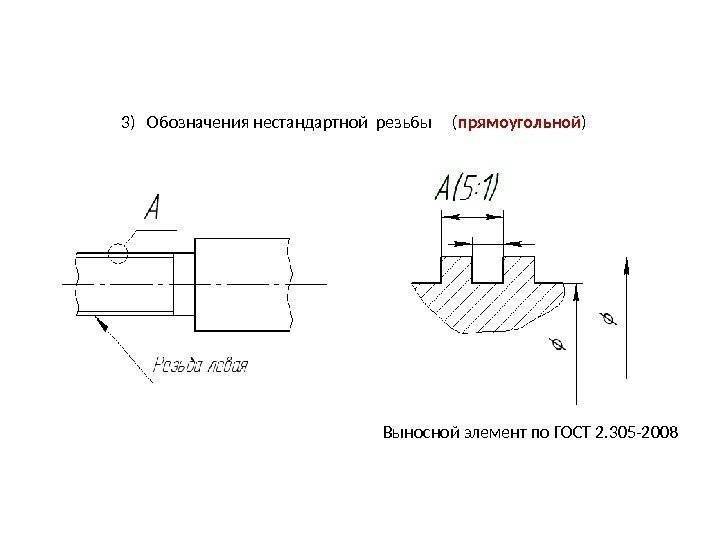
| Прямоугольная | Нестандартный профиль в виде квадрата или прямоугольника | — | Грузовые, ходовые винты – для передачи движения в тяжело нагруженных крепежных соединениях. Обязательно указание всех размеров соединения на чертежах. |
| Круглая | Закругленный профиль из дуг, которые связаны прямолинейными участками, угол профиля 60° | — | Преимущества – продолжительный срок службы и высокое сопротивление при нагрузках. Используется на деталях: · которые часто свинчиваются; · работают в средах с высоким загрязнением; · на тонкостенных элементах деталей, где резьба накатана или выполнена штамповкой. Пример использования: стяжки в вагонах, арматура пожарной техники, цоколь электролапмы. |
| Упорная | Неравнобочная трапеция, угол рабочей стороны 3°, нерабочей – 30°. Высота: H1 = 0,75p | · однозаходная; · многозаходная | В домкратах, прессах – для передачи значительных усилий, которые действуют в одном направлении. |



Примечание: *р – шаг
Выбор профиля оказывает влияние на показатели прочности, технологичности и силы трения в крепежном соединении.





