

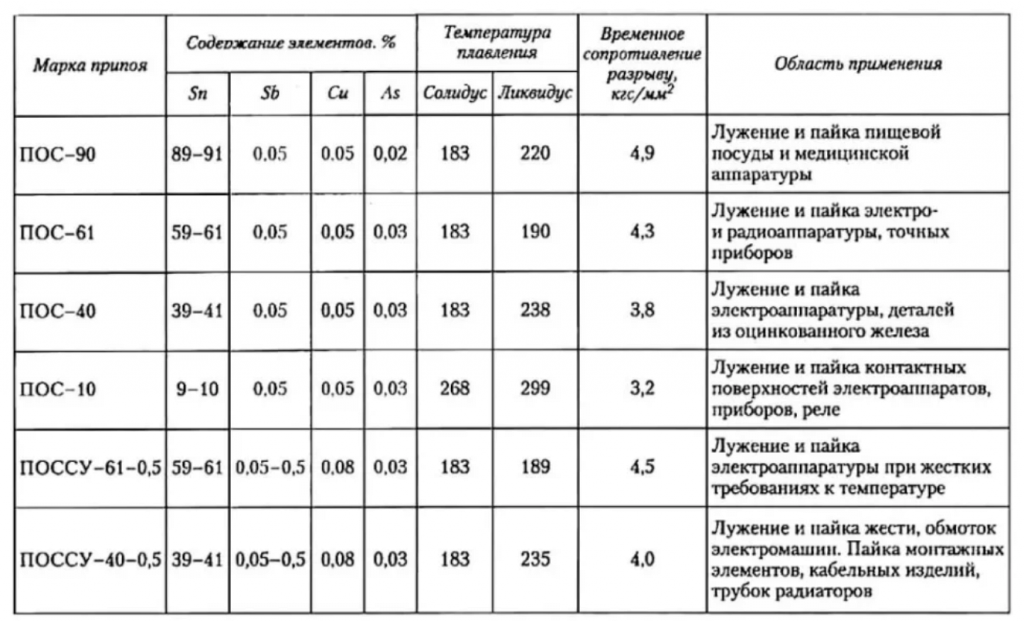
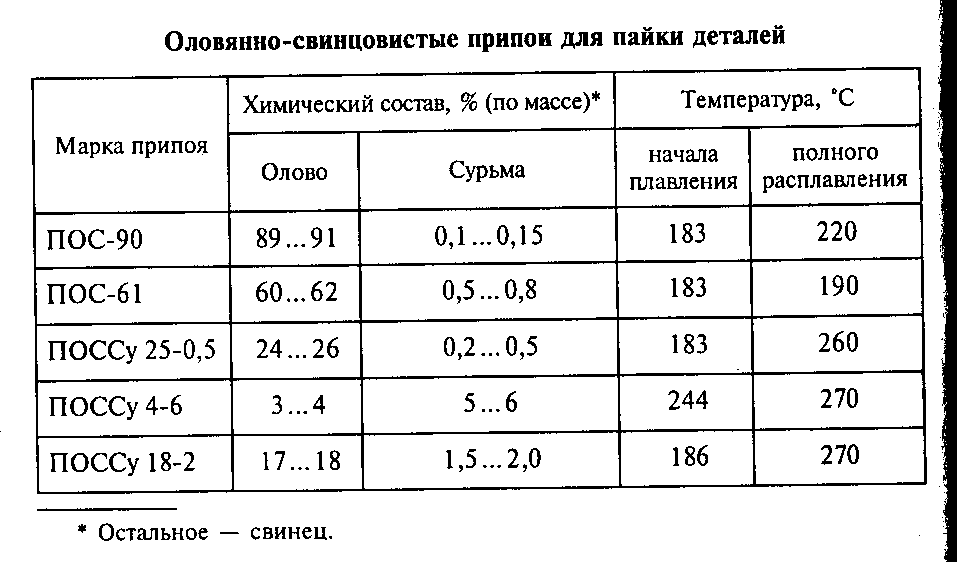
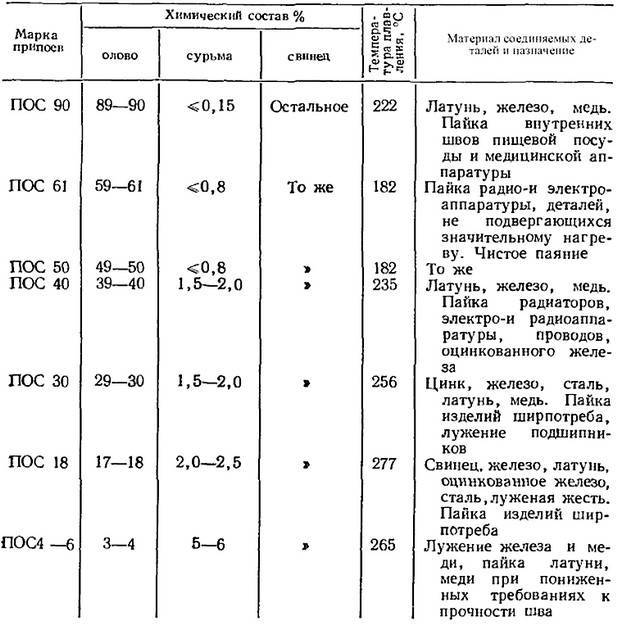
ПРИЛОЖЕНИЕ 2 (рекомендуемое). ОБЛАСТИ ПРЕИМУЩЕСТВЕННОГО ПРИМЕНЕНИЯ ОЛОВЯННО-СВИНЦОВЫХ ПРИПОЕВ
Температура и условия для плавления меди в домашних условиях
ПРИЛОЖЕНИЕ 2 Рекомендуемое
| Марка припоя | Область применения |
| ПОС 90 | Для лужения и пайки внутренних швов пищевой посуды и медицинской аппаратуры |
| ПОС 63 | Групповая пайка печатного монтажа, пайка на автоматизированных линиях волной припоя, окунанием с протягиванием |
| ПОС 61 | Для лужения и пайки электро- и радиоаппаратуры, печатных схем, точных приборов с высокогерметичными швами, где недопустим перегрев |
| ПОС 40 | Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами |
| ПОС 10 | Для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле, для заливки и лужения контрольных пробок топок паровозов |
| ПОС 61М | Для лужения и пайки электропаяльниками тонких (толщиной менее 0,2 мм) медных проволок, фольги, печатных проводников в кабельной, электро- и радиоэлектронной промышленности. Применение припоя при лужении и пайке в тиглях и ваннах не допускается. |
| ПОСК 50-18 | Для пайки деталей, чувствительных к перегреву, металлизированной керамики, для ступенчатой пайки конденсаторов |
| ПОССу 61-0,5 | Для лужения и пайки электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре |
| ПОССу 50-0,5 | Для лужения и пайки авиационных радиаторов, для пайки пищевой посуды с последующим лужением пищевым оловом |
| ПОССу 40-0,5 | Для лужения и пайки жести, обмоток электрических машин, для пайки монтажный элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей холодильных агрегатов |
| ПОССу 35-0,5 | Для лужения и пайки свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки |
| ПОССу 30-0,5 | Для лужения и пайки листового цинка, радиаторов |
| ПОССу 25-0,5 | Для лужения и пайки радиаторов |
| ПОССу 18-0,5 | Для лужения и пайки трубок теплообменников, электроламп |
| ПОСу 95-5 | Для пайки в электропромышленности, для пайки трубопроводов, работающих при повышенных температурах |
| ПОССу 40-2 | Для лужения и пайки холодильных устройств, тонколистовой упаковки. Припой широкого назначения |
| ПОССу 30-2 | Для лужения и пайки в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки |
| ПОССу 18-2, ПОССу 15-2, ПОССу 10-2 | Для пайки в автомобилестроении |
| ПОССу 8-3 | Для лужения и пайки в электроламповом производстве |
| ПОССу 5-1 | Для лужения и пайки деталей, работающих при повышенных температурах, для лужения трубчатых радиаторов |
| ПОССу 4-6 | Для пайки белой жести, для лужения и пайки деталей с закатанными и клепаными швами из латуни и меди, для шпатлевки кузовов автомобилей |
| ПОССу 4-4 | Для лужения и пайки в автомобилестроении |
| ПОСК-2-18 | Для лужения и пайки металлизированных и керамических деталей |
Примечание. Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей. (Измененная редакция, Изм. N 4).
Разновидности припоев
Припой не всегда обязательно приобретать. Можно использовать старую радиодеталь и собрать его с дорожек платы при помощи жала паяльника. Такой вариант отлично подойдет тем, кто живет далеко от города, где нет возможности приобрести материал в магазине.
Стандартные свинцовые припои.
Однако они бывают разные и отличаются своими свойствами и характеристиками. В связи с этим каждый опытный мастер должен разбираться в данном вопросе. Для спаивания деталей необходимо использование специальных сплавов – припоев.
Последние обладают более низкой температурой плавления, чем отдельные части изделий.
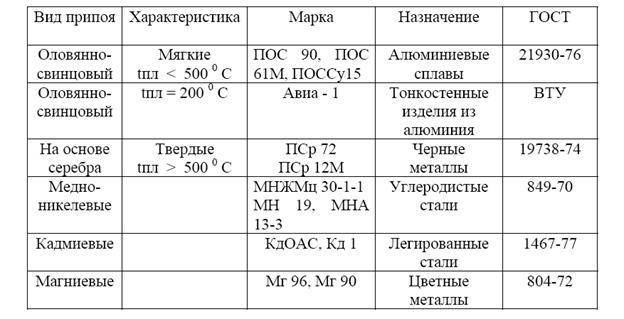
Подобные сплавы делятся на две основные категории в зависимости от температуры плавления: мягкие и твердые. Первый тип широко используется в радиоэлектронике, как любителями, так и профессионалами.
К легкоплавким относят припои с температурой плавления менее 450°С. Их изготавливают из: галлия, индия, олова, висмута, свинца и кадмия. Высокотемпературные плавятся при нагреве, превышающем 450°С. В любом случае он представляет собой, как правило, сплав, состоящий из нескольких металлов и примесей.
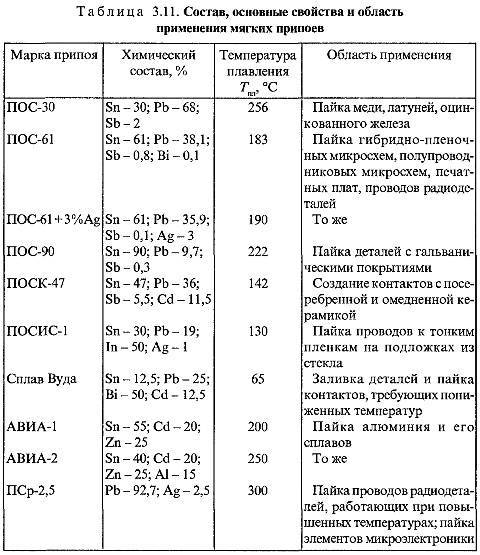
Самым распространенным вариантом является оловянно-свинцовый сплав, который называется ПОС. Числа, стоящие после аббревиатуры, свидетельствуют о процентном содержании олова.
Отличить один сплав от другого можно и не зная марки. Например, при большем содержании олова появляется характерный металлический блеск, а при большей концентрации свинца цвет становится темно-серым.
Кроме того, температура плавления ПОСов не превышает 265°С. Еще одной отличительной особенностью сплавов с большей долей свинца является их пластичность и возможность легко согнуть руками.
Классификация сплавов осуществляется в соответствии с ГОСТами.
Физико-механические свойства припоев.
Наиболее распространенными являются:
- припой ПОС 90;
- ПОС 61;
- ПОС 40;
- ПОС 30.
На самом деле маркировок существенно больше. Их насчитывается несколько десятков. Каждая записывается таким образом, что уже из ее названия становится понятен состав сплава, все изготавливаются по ГОСТу 21930-76 припой оловянно-свинцовый.
Стоит отметить, что сплавы отличаются между собой не только химическим составом. В зависимости от формы выпуска они бывают в чушках, проволоке, трубке с канифолью или в прутке.
Например, припой ПОС 61 может продаваться в прутках или в форме проволоки различного диаметра. Необходимо понимать, что соотношение свинца и олова влияет на температуру плавления. Данный параметр в большей мере определяет выбор необходимого сплава.
Кроме того, сплав может выпускаться с флюсом, например, с ФРК525-2-Т1 – безгалоидным канифольным флюсом низкой активности.
В данном флюсе отсутствуют галогены. Благодаря этому факту он оказывает значительно меньше вреда на здоровье мастеров.
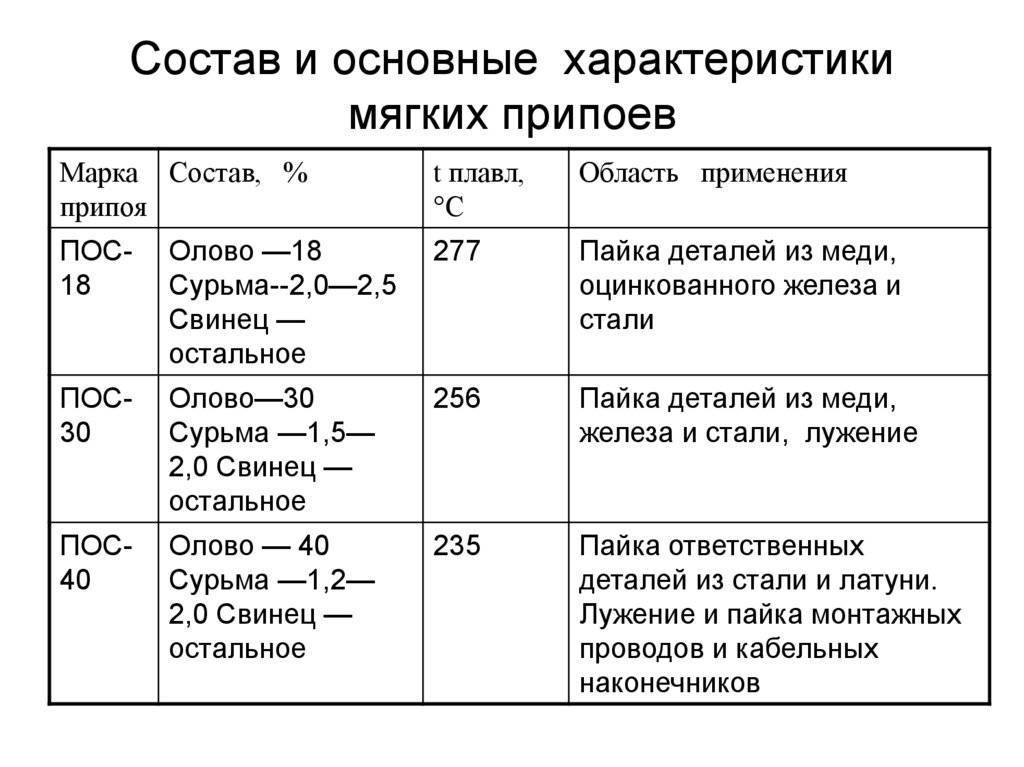
Использование сплавов различных марок определяется сферой их применения. ПОС тридцать и сорок относятся к мягким. Их температура плавления не превышает 300°С. Применяются в соединении оцинкованных изделий, лужения, ремонта электроприборов и т.д.
Пайка мягким припоем
Низкотемпературная пайка подойдет для монтажа отопительной или водопроводной сети, если температура теплоносителей не превышает 130 градусов, а диаметр медных труб составляет не более 10 см.
Для выполнения пайки необходимо:
- Зачистить соединяемые поверхности.
- Нанести на них флюс.
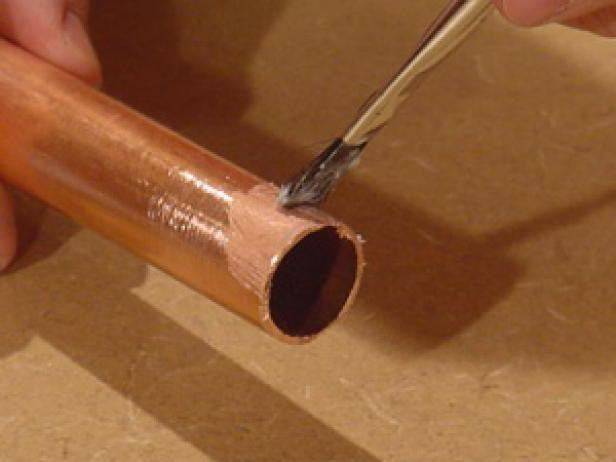
- Вставить элементы друг в друга.
- Разогреть область соединения при помощи горелки до 200-250 градусов.
- Нанести припой на самые края деталей.
- Постоянно перемещая горелку, нагревать соединение 15-20 секунд.
- Когда флюс потемнеет, нужно уложить на зону пайки еще немного припоя. Как только материал окажется на раскаленной поверхности, он сразу начнет плавиться и заполнит пространство между трубой и раструбом.
Что такое флюс?
Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем. Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюсы для пайки
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Использование ПОС
Первооткрыватели этого сплава были приятно удивлены, что он превращается в расплавленное состояние при меньшей температуре, а эвтектическая смесь способна играть роль растворителя для добавленного металла. Так и были разработаны самые первые марки припоев ПОС.
Свинцовые варианты
Такие смеси с содержанием свинца, отличаются мягкостью, быстрым расплавлением и лёгкой обработкой, поэтому получили название свинецсодержащие припои. Они вредны, поэтому были запрещены для использования во время спайки элементов электрических приборов по всему миру. Процент содержание кадмия, ртути, а также аналогичных вредоносных компонентов в оборудовании строго регламентировано и проверяется соответствующими организациями.







Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль — 20 Спирт — 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль — 6 Глицерин -14 Спирт — 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) — 16 Спирит этиловый — 1,6 Вода — остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
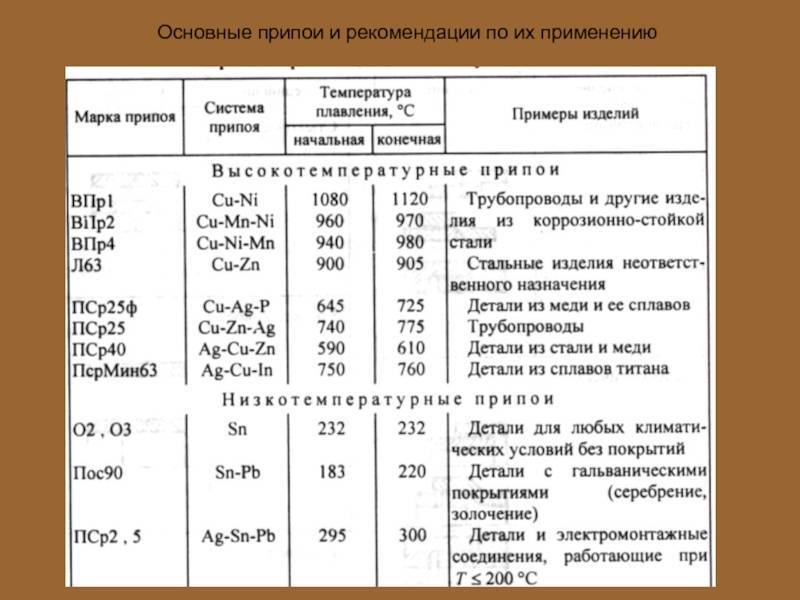
Припои для пайки. Твердые и мягкие припои.
Припои бывают двух видов: твердый и мягкий. У мягкого припоя температура плавления до 400 ºС, а у твердого температура плавления выше 400 ºС.
Какие же отличаются у этих припоев кроме температурных режимов?
По физическому характеру твердые припои ничем не отличаются от мягких. Различия есть по химическому составу, прочности соединения и термоустойчивости.
По прочности соединения мягкие припои уступают твердым. Твердые припои выдерживают более высокие нагрузки чем мягкие. Прочность при растяжении твердых припоев составляет 100-500 МПа, а у мягких – 16-100 МПа. В свою очередь мягкие припои отличаются простотой процесса пайки. Для их разогрева подойдут обычные, удобные паяльники, с температурой плавления от 183 °C, чем не могут похвастаться твердые припои. Из-за своих высоких температур плавления приходится использовать более дорогие и неудобные паяльники. Чем больше содержание олова в мягкой смеси, тем меньше температура плавления припоя.
ПОС 90 — от 183°C до 220°C
ПОС 61 — от 183°C до 190°C
ПОС 40 — от 183°C до 238°C
ПОС 10 — от 268°C до 299°C
К мягким припоям относят:
Сурьмянистые припои (ПОССу) – используют для пайки оцинкованных изделий;
Оловянно-свинцово-кадмиевые (ПОСК) – используют для пайки чувствительных к перегреву деталей;
Оловянно-цинковые (ОЦ) – используют для пайки алюминия:
Бессвинцовые – обладает высокой электропроводностью и используют для пайки радиоэлектронной аппаратуры.
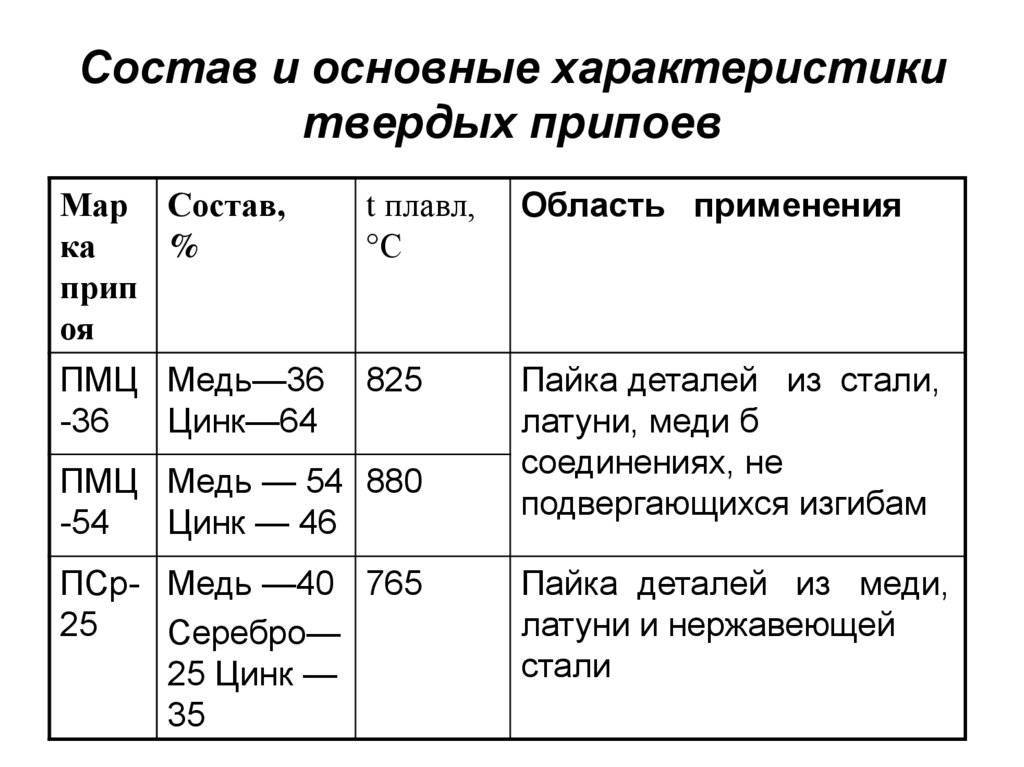
Твердые припои используют для пайки металлорежущих инструментов, систем трубопроводов, работающих под высоким давлением, в автомобилестроении, судостроении, тонкостенных деталей и т.д. Твердые припои играют огромную роль в промышленности. Без них был бы невозможен мелкий ремонт или изготовление различных металлических деталей.
Твердые припои подойдут для пайки медных, латунных, нержавеющих сплавов.
К твердым припоям относят:
Медно-цинковые (ПМЦ) – используются для пайки деталей с высокими внутренними давлениями. Ими паяют медь, латунь, бронзу.
Серебряные (ПСр) – данные припои подойдут для пайки черных и цветных металлов.
Медно-фосфорные (ПМФ) – используют для пайки деталей из меди и ее сплавов. Пайка такими припоями возможна без использования флюсов.
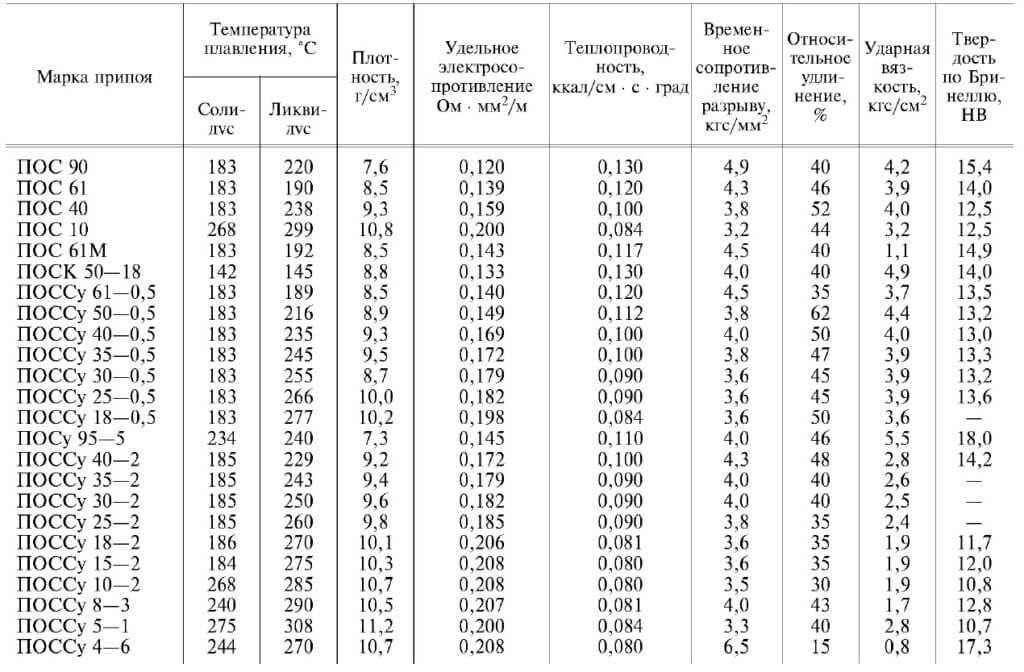
Таблица 3.
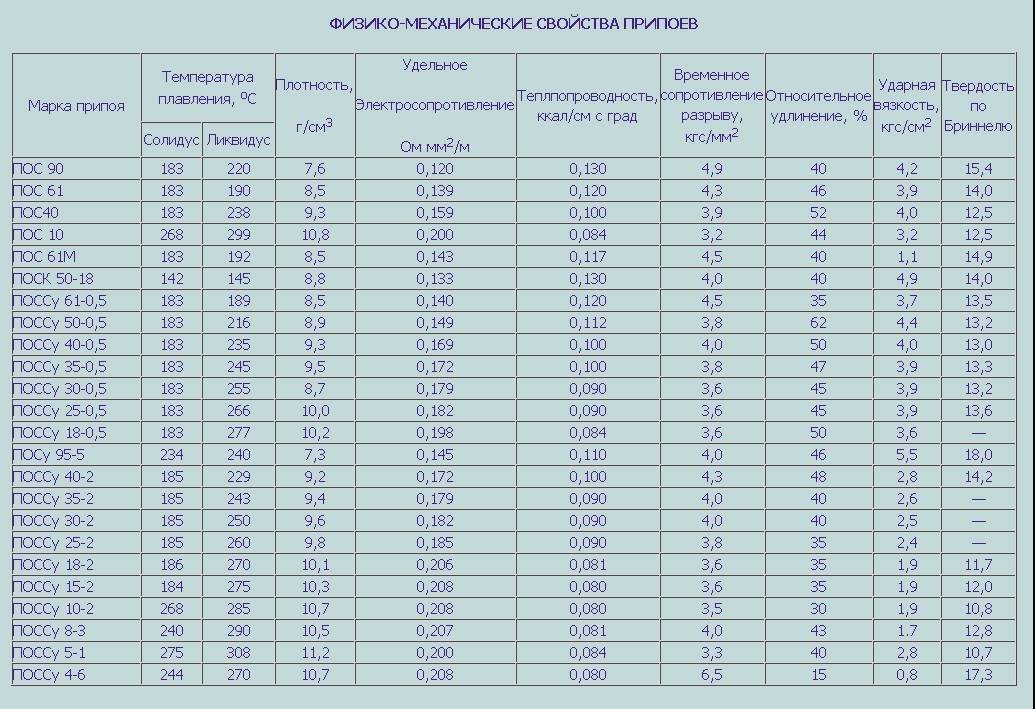
Физико-механические свойства припоев.
| Маркаприпоя | t, оС | P, г/см3 | ρ, Ом мм2/м | λ, ккал/см с град | σ, кгс/мм2 | Относительное удлинение, % | КС, кгс/см2 | Твердость по Бриннелю | |
| Солидус | Ликвидус | ||||||||
| ПОС 90 | 183 | 220 | 7,6 | 0,120 | 0,130 | 4,9 | 40 | 4,2 | 15,4 |
| ПОС 61 | 183 | 190 | 8,5 | 0,139 | 0,120 | 4,3 | 46 | 3,9 | 14,0 |
| ПОС 40 | 183 | 238 | 9,3 | 0,159 | 0,100 | 3,9 | 52 | 4,0 | 12,5 |
| ПОС 10 | 268 | 299 | 10,8 | 0,200 | 0,084 | 3,2 | 44 | 3,2 | 12,5 |
| ПОС 61М | 183 | 192 | 8,5 | 0,143 | 0,117 | 4,5 | 40 | 1,1 | 14,9 |
| ПОСК 50-18 | 142 | 145 | 8,8 | 0,133 | 0,130 | 4,0 | 40 | 4,9 | 14,0 |
| ПОССу 61-0,5 | 183 | 189 | 8,5 | 0,140 | 0,120 | 4,5 | 35 | 3,7 | 13,5 |
| ПОССу 50-0,5 | 183 | 216 | 8,9 | 0,149 | 0,112 | 3,8 | 62 | 4,4 | 13,2 |
| ПОССу 40-0,5 | 183 | 235 | 9,3 | 0,169 | 0,100 | 4,0 | 50 | 4,0 | 13,0 |
| ПОССу 35-0,5 | 183 | 245 | 9,5 | 0,172 | 0,100 | 3,8 | 47 | 3,9 | 13,3 |
| ПОССу 30-0,5 | 183 | 255 | 8,7 | 0,179 | 0,090 | 3,6 | 45 | 3,9 | 13,2 |
| ПОССу 25-0,5 | 183 | 266 | 10,0 | 0,182 | 0,090 | 3,6 | 45 | 3,9 | 13,6 |
| ПОССу 18-0,5 | 183 | 277 | 10,2 | 0,198 | 0,084 | 3,6 | 50 | 3,6 | — |
| ПОСу 95-5 | 234 | 240 | 7,3 | 0,145 | 0,110 | 4,0 | 46 | 5,5 | 18,0 |
| ПОССу 40-2 | 185 | 229 | 9,2 | 0,172 | 0,100 | 4,3 | 48 | 2,8 | 14,2 |
| ПОССу 35-2 | 185 | 243 | 9,4 | 0,179 | 0,090 | 4,0 | 40 | 2,6 | — |
| ПОССу 30-2 | 185 | 250 | 9,6 | 0,182 | 0,090 | 4,0 | 40 | 2,5 | — |
| ПОССу 25-2 | 185 | 260 | 9,8 | 0,185 | 0,090 | 3,8 | 35 | 2,4 | — |
| ПОССу 18-2 | 186 | 270 | 10,1 | 0,206 | 0,081 | 3,6 | 35 | 1,9 | 11,7 |
| ПОССу 15-2 | 184 | 275 | 10,3 | 0,208 | 0,080 | 3,6 | 35 | 1,9 | 12,0 |
| ПОССу 10-2 | 268 | 285 | 10,7 | 0,208 | 0,080 | 3,5 | 30 | 1,9 | 10,8 |
| ПОССу 8-3 | 240 | 290 | 10,5 | 0,207 | 0,081 | 4,0 | 43 | 1.7 | 12,8 |
| ПОССу 5-1 | 275 | 308 | 11,2 | 0,200 | 0,084 | 3,3 | 40 | 2,8 | 10,7 |
| ПОССу 4-6 | 244 | 270 | 10,7 | 0,208 | 0,080 | 6,5 | 15 | 0,8 | 17,3 |
t – Температура плавления, оС;
P — Плотность, г/см3;
ρ — Удельное электросопротивление Ом мм2/м;
λ — Теплопроводность, ккал/см с град;
σ — Временное сопротивление разрыву, кгс/мм2;
КС — Ударная вязкость, кгс/см2.
Низкотемпературные

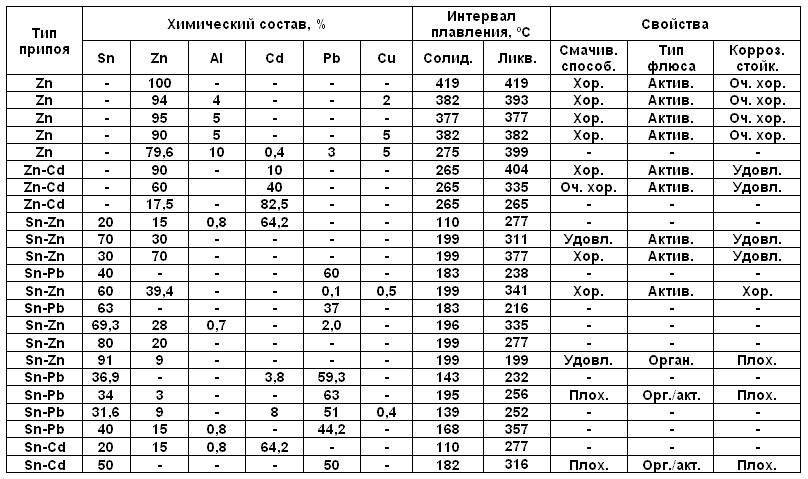
С мягкими припоями работать легче, но образующийся шов механически не очень устойчив. Для эксплуатации в системах водоснабжения и отопления при стабильном давлении низкотемпературной пайки бывает вполне достаточно. Существует множество видов припоев с оловом в качестве базового компонента, обеспечивающих хороший результат.




Содержание основного металла в применяемых сплавах достигает 95-97 %. Остальные компоненты – это сурьма, медь, серебро, висмут, селен. Вот несколько примеров:
- Отличные качества демонстрирует двухкомпонентный сплав с серебром в количестве 3 %. Стоит он больше, чем остальные составы. Совсем небольшое содержание серебра, тем не менее, сказывается на ценообразовании.
- Хорошие свойства у двухкомпонентного сплава с концентрацией меди 3 %. Это вполне понятно, припой, содержащий медь в заметном количестве, не может быть плохим по определению.
- Приемлемый результат дает трехкомпонентная композиция из металлов с преобладанием олова, 3,8 % серебра и 0,7% меди. Оправданность применения последнего сплава – вопрос открытый. Стоит он из-за серебра дороже, а качества несколько хуже, чем у припоя без включения благородного металла.
Это основные составы, применяемые для мягкой пайки. Теоретически можно использовать композиции из олова и свинца, но в связи с токсичностью последнего элемента в водопроводах такой припой не применяют.

Для успешного проведения мягкой пайки нужен флюс. Благо, проблем с этими средствами нет никаких. Удачный вариант – флюсовая паста для пайки медных изделий, состоящая из хлорида цинка, канифоли и вазелина.
Мягкая пайка проводится при обеспечении большой площади контакта труб. Поэтому соединяются они прочно.
Если предполагается эксплуатация трубопровода при высоких температурах (больше 110 ℃), то проводить процесс при низких температурах никак нельзя.
В принципе, через такое соединение можно пропускать горячую воду короткий период времени почти при температуре кипения, но тогда давление в системе не может превышать 6 атм. Это никого устраивать не может.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

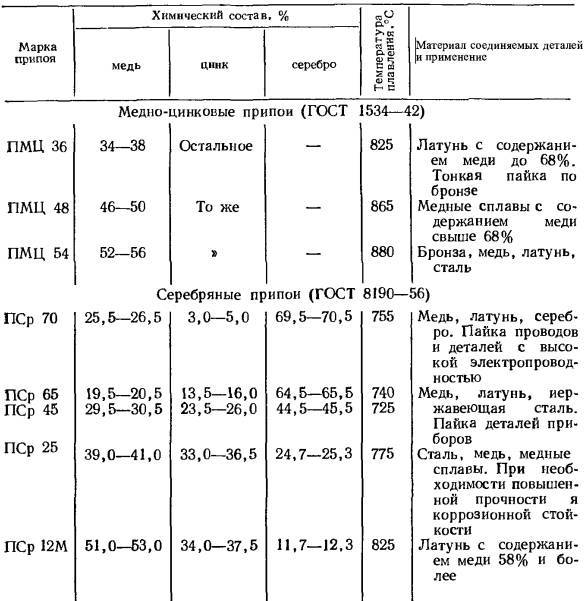
Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно.
Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков.
Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.

Серебряный припой для пайки меди, Ag 20%
Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки.
Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Содержание серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву.
Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
Характеристики отдельных марок
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.
Больше половины олова
В сплаве, содержащем 90 % олова, остальную часть массы составляет свинец. Припой ПОС-90 имеет температуру плавления 220 ℃.
Применяется для пайки изделий, которые впоследствии будут подвергаться гальванической обработке золотом или серебром.
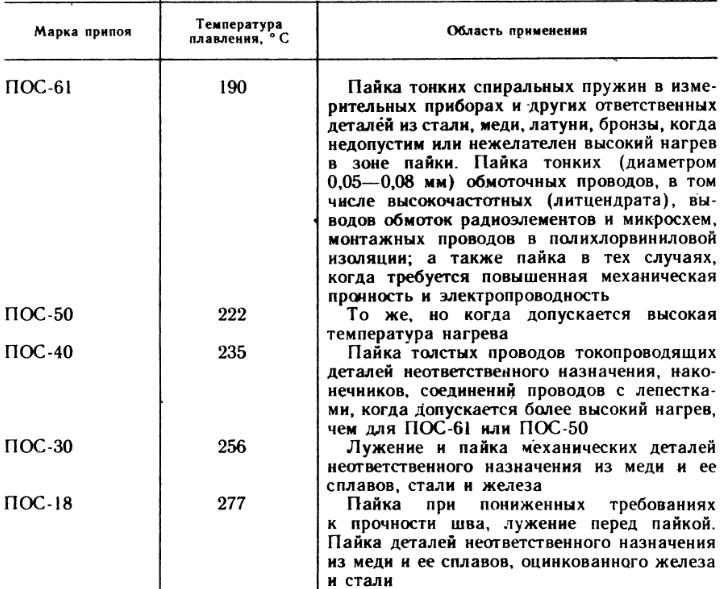
Оловянно-свинцовый припой с 61 % олова имеет более доступную температуру плавления, равную 191 °С. ПОС-61 используется для изготовления тонких контактов деталей из медных и стальных сплавов в различных измерительных приборах. Места нанесения сплава не должны подвергаться сильному нагреванию.
Припой модно применять для пайки проводов, имеющих толщину до 0,08 мм, в обмотке. Он может подвергаться действию токов высокой частоты.
Припой используют во всех ситуациях, требующих большой прочности и надежности соединения радиоэлементов, компонентов микросхем. Им можно паять провода, защищенные оболочкой из поливинилхлорида.
Оловянно-свинцовый припой, содержащий равные доли двух металлов, обозначается как ПОС-50. Он плавится при температуре 222 ℃. Применим во всех ситуациях, где может использоваться ПОС-61.
Отличие сводится к тому, что данный припой имеет более высокую температуру плавления. Если контакт может нагреваться это качество будет полезным.




Меньше половины олова
Швы, для которых велика вероятность нагрева до еще более высоких температур, следует паять посредством припоя ПОС-40. Температура плавления оловянно-свинцового сплава, содержащего от 39 % до 41 % олова, составляет 238 °С.
Обращаем внимание на то, что представленные показатели характерны для окончательного плавления сплава. Начинается процесс при несколько более низких температурах. Сплав предназначен для работы с проводами, деталями из разных металлов
Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке
Сплав предназначен для работы с проводами, деталями из разных металлов. Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке.
Еще большую температуру окончательного расплавления имеет сплав ПОС-30. Она равна 256 ℃.
Этот оловянно-свинцовый припой используется для пайки швов, не подлежащих нагрузке, из медных и стальных материалов.
Припой ПОС-18 окончательно расплавляется при 277 ℃. Образующийся шов имеет небольшую механическую устойчивость.
Представленный оловянно-свинцовый сплав можно применять для лужения, пайки ненагружаемых медных деталей, изделий из оцинкованного железа.
Оловянно-свинцовый сплав, содержащий всего 10 % олова, имеет максимальную в этом ряду температуру плавления, равную 299 ℃, и минимальную прочность.
ПОС-10 может использоваться для пайки, лужения контактов на поверхности приборов реле. ГОСТ позволяет применять состав для обработки контрольных точек в топках паровозов. В настоящее время паровозы остались уже только в музеях, иногда их приходится ремонтировать, реставрировать.





