

Особенности заточки
Разводка
Перед тем как заточить ручную ножовку по дереву, необходимо проверить разводку зубьев. Это необходимо для того, чтобы в процессе распиловки полотно не заклинивало. Чем шире будет выполнена разводка, тем шире получится рез, соответственно, шансов заклинивания в этом случае меньше.
Однако, следует учитывать, что слишком широкая разводка приводит к получению рваного распила, к тому же для распиловки потребуется приложить гораздо больше усилий. Поэтому оптимальным вариантом является разводка, которая в полтора-два раза превышает толщину полотна.
На фото — отгибание зубчика специальным приспособлением
Как правило, для этого зубья отгибаются на 0,25 – 0,5 мм в каждую сторону. Правда, если пилой будет , то зубья лучше отогнуть на 0,5 – 1 мм.
Для выполнения качественной разводки зубьев своими руками можно использовать специальное приспособление, которое так и называется – разводка. Это металлическая пластинка с выполненной в ней щелью, ширина которой превышает ширину полотна инструмента.
Прежде чем приступить к работе, пилу надо зажать в тисках так, чтобы из них выступали только зубья, которые впоследствии поочередно отгибаются.
Заточка
В первую очередь следует сказать, что заточка ножовок по дереву может потребовать разные инструменты, в зависимости от формы зубчиков. Так для поперечной пилы потребуется трехгранный напильник с мелкой насечкой и углом около 60 градусов. Если же инструмент продольный, то следует воспользоваться ромбическим напильником либо грубо насеченными надфилями.
Инструкция по выполнению этой работы выглядит так:
- Полотно нужно надежно зажать
. Для этого можно использовать тиски и другие приспособления. - Затем напильником следует заточить левую грань на первом зубчике, держа инструмент по отношению к полотну под углом 60 градусов
. При этом движение напильником должно быть плавным и равномерным, при возвращении напильника в исходное положение, он не должен касаться обрабатываемой поверхности. Надо сказать, что при заточке продольной пилы, напильник можно держать параллельно столу, т.е. затачивать зубья под углом 90 градусов. - Далее затачиваются таким же способом все левые грани нечётных зубчиков
. - После этого напильником затачиваются правые грани
. - Затем пилу нужно перевернуть и точно так же заточить зубья четного ряда
, которые теперь оказались в дальнем ряду. - В завершение работы необходимо удалить все заусенцы при помощи бархатного напильника
. Если этого не сделать, то пила быстро затупится.
На этом заточка ножовки по дереву завершена. Теперь нужно посмотреть на вершины и кромки зубьев – если они блестят на солнце, значит достаточно острые, в противном случае операцию нужно повторить.
Активно используется такой инструмент как ножовка. С течением времени режущая поверхность инструмента изнашивается, и процесс распиловки дерева становится все тяжелее. Износ рабочей кромки заключается в следующем:
- заостренные вершины зубьев закругляются;
- их боковые режущие кромки притупляются.
Вследствие этого инструмент теряет функциональность и нуждается в заточке.
Износ может быть как локальным, касающимся только некоторых зубьев, так и равномерным. Помимо износа, изменяются и размеры разводки зубьев, что нередко приводит к подклиниванию ножовки во время работы.
Три типа ручных пил: в чём различия
Для тех, кто не знал, сообщаем: ручные пилы делятся на три типа. Одни из них предназначены для распила древесины поперёк волокон, другие ‒ для работы вдоль, а есть универсальные пилы, которые могут справляться с обеими задачами. Именно универсальные больше всего распространены. А определить тип пилы довольно просто: у инструмента для поперечного распила зубья имеют правильную форму, для продольного – сильный скос в одну сторону, универсальные имеют одну грань под прямым углом, а другую ‒ скошенную. Поперечный распил ведётся в двух направлениях, то есть полотно пилы двигается вперёд-назад, при продольном ‒ пилой работают только в одном направлении. Соответственно, при заточке зубьев нужно учитывать эти нюансы.
 ФОТО: percus.ruА вот разводка имеется у всех типов, то есть зубья поочерёдно отклонены в разные стороны, чтобы во время работы образовывалась канавка, в которой производится отвод стружки
ФОТО: percus.ruА вот разводка имеется у всех типов, то есть зубья поочерёдно отклонены в разные стороны, чтобы во время работы образовывалась канавка, в которой производится отвод стружки
Особенности заточки дисков с победитовыми напайками для древесины
Явным признаком того, что пила с напайками требует правки, выступает наличие зазубрин и сколов на зубьях. Основным правилом того, как наточить пильный диск с победитовыми напайками по дереву, выступает необходимость использования корундовых заточных камней и алмазных чашечных дисков.
Такой инструмент обязательно используется на станках с большим числом оборотов
Важно при заточке не перегреть пилу, чтобы припой не потерял свои свойства и напайки остались на своих местах
Теперь, когда технология работы с пильными дисками раскрыта, можно с уверенностью сказать, что ничего сложного в самостоятельной заточке инструмента нет. Все операции можно освоить, а для работы будет достаточно простого заточного станка и алмазного круга.
Заточка зубьев пил
Основные операции по обработке древесины
Главная / Плотничные и стекольные работы / Основные операции по обработке древесины / Заточка зубьев пил
19 апреля 2011
Для уменьшения трения и во избежание заедания полотна пилы в пропиле зубья разводят.
Полотно пилы зажимают в тиски, и вершины зубьев поочередно отгибают от основания примерно на 2/3 высоты: четные — в одну сторону, а нечетные — в другую. При распиловке древесины твердых пород зубья разводят на 0,25… 0,5 мм, а мягких пород — на 0,5…1 мм.
Разводят зубья с помощью обычной или универсальной разводок. Точность развода проверяют шаблоном. В нерабочем состоянии, во избежание растяжения тетивы, следует немного отпустить закрутку.
Заточка и фугование пил
Заточка и фугование пил:
а — расположение пилоточа при прямой заточке, б — расположение пилоточа при косой заточке, в — заточка лучковой пилы, закрепленной в тисках, г — заточка лучковой пилы, уложенной в деревянную колодку, д — фугование пил;
1 — напильник, 2 — колодка, 3 — пила.
В процессе пиления зубья затупляются; чтобы восстановить режущую способность зубьев, их затачивают напильниками (ГОСТ 6476 — 80) (рис. 9, а…г).










Заточку нужно производить ровно, без сильных нажимов (так как это может вызвать перегрев пилы) так, чтобы не было заусенцев, засинений и др.
Пилы для поперечного раскроя имеют косую заточку, поэтому напильник при их затачивании держат под углом 60…70°. Заточив через один зубья с одной стороны, затачивают пропущенные зубья с другой стороны.
Вершины затачиваемых зубьев должны находиться на одной высоте, поэтому до заточки зубья выравнивают по высоте фугованием следующим образом: в деревянную колодку 2 (рис. 9, д), имеющую прорезь, вставляют трехгранный напильник 1, после чего колодку с напильником надевают на пилу 3 и, двигая по полотну, выравнивают вершины зубьев.
Наточенные пилы не должны иметь заусенцев, засинений и других дефектов. Заусенцы снимают напильником с мелкой насечкой (бархатным).
«Плотничные и стекольные работы», Л.Н.Крейндлин
Работа рубанком и фуганком
При строгании рубанком слегка нажимают левой рукой на переднюю часть корпуса, правой — на заднюю часть, а перед окончанием строгания, т. е. в конце обрабатываемой заготовки, следует больше нажимать правой рукой, чтобы не «завалить» конец заготовки. Если заготовка имеет грубую и шероховатую поверхность, то ее сначала обрабатывают шерхебелем, затем рубанком с одним ножом, а для…
Рубанки с металлическим корпусом
Кроме деревянных для строгания древесины применяют рубанки с металлическим корпусом. В корпус 1 вставлен нож 4, закрепляемый винтом 3. Рог 2 и ручку 5 делают из древесины. Величину снимаемого слоя древесины (стружки) регулируют вылетом ножа. Для этого надо освободить винт 3 и переместить нож 4 вверх или вниз на нужную величину, а затем снова закрепить…
Механизированная обработка древесины
Механизированную обработку древесины производят ручным электрифицированным инструментом — электрорубанком ИЭ-5708, ИЭ-5701А, ИЭ-5707А. Электрорубанок ИЭ-5701А состоит из электродвигателя, приводящего во вращение через клиноременную передачу ножевой вал. Опорными поверхностями рубанка являются передняя подвижная и задняя неподвижная панели (лыжи). В ножевом валу крепятся два ножа. В рукоятке, с помощью которой рубанок передвигается по обрабатываемой поверхности, расположен курок. Глубину…
Приемы проверки качества строгания
После первого прохода (если нужно обработку вести повторно или на участке, находящемся рядом с обработанным) электродвигатель следует выключить и с выключенным электрорубанком возвратиться в исходное положение, после чего включить электродвигатель и начать обработку. При работе следят за тем, чтобы электродвигатель не перегревался. Перегрев электродвигателя вызывается сильным нажимом на электрорубанок. Качество фрезерования (строгания) по длине и…
Долбление и резание древесины
Для выборки гнезд, пазов, шипов и других работ применяют долота (ГОСТ 1185 — 80). Долота бывают плотничные и столярные. Рукоятки 2 долот изготовляют из древесины дуба, клена, бука, граба, белой акации, ясеня или ударопрочной пластмассы. Древесина рукоятки должна быть здоровой, без трещин, гнили и червоточины влажностью до 12%. Лезвия долот имеют одностороннюю заточку, завалы и…
DMT/Lansky- заточные системы
Diamond Machining Technology – представляет собой легкий, мобильный и высокоэффективный вариант заточной системы. Состоит из пластикового, регулируемого при помощи винта зажима для ножа, в симметричных выступах выполнены отверстия, для размещения держателя абразивного камня под фиксированным углом. Можно выставить следующие углы 16, 20, 24, 28, 32, 36, 40. Заточная система комплектуется алмазными заточными камнями, что обеспечивает высокую эффективность и скорость заточки ножей, из самых твердых сталей. Гритность алмазных камней составляет 120, 220, 325, 600, 1200, 8000 единиц, что позволяет проводить полный цикл работ по заточке, от формирования режущей кромке и устранения сколов, до ее полировки.
К достоинствам можно отнести малый вес, соответственно такой точилкой можно легко пользоваться в походных условиях. Малые размеры, она не займет много места в рюкзаке. Большой выбор алмазных камней. Возможность точить ножи с толщиной обуха до 8.0 мм. К недостаткам можно отнести то, что заточка проводится на руках, что сказывается на качестве. Кроме того, алмазные камни работают быстро, но грубо. Заточка керамическими абразивами обеспечивает более стойкий результат.
Lansky представляет собой конструктивно очень похожую на DMT заточную систему. Только зажим для ножа выполняется из алюминия. Для Lansky характерно огромное разнообразие вариантов поставки, от комплектов с 1-2 камнями, до богатого набора абразивов, рассчитанных, в том числе на заточку серрейторных клинков. Причем встречаются как алмазные камни, так и керамические. На заточной системе можно выставить 4 угла – 17, 20, 25 и 30, чего в принципе, хватает для большинства случаев.
Виды заточки пильных цепей
Есть ряд технологий заточки шины. В полевых условиях или в дома можно использовать болгарку или напильник. Такой способ подойдет для бюджетных моделей бензопил, когда не требуется высокая точность наладки зубьев. Главный недостаток этого метода – необходимость контролировать механическое нажатие на ручной инструмент, при повышении давления можно привести снять лишний слой металла, деформировать зубья.
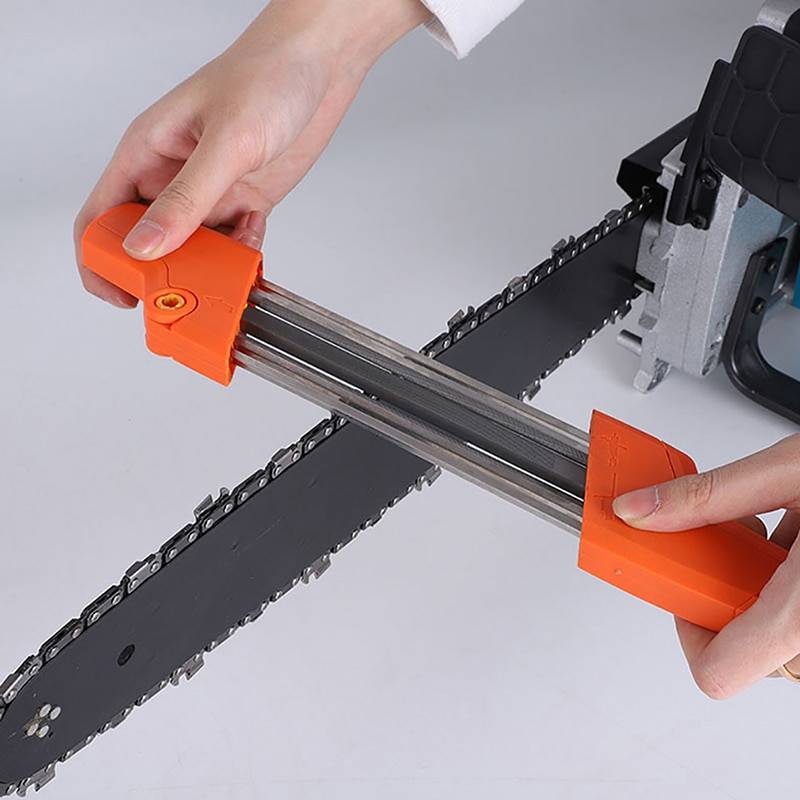
Профессионалы рекомендуют использовать специальные станки для первичной заточки, а затем тиски с направляющими для шлифовки, корректировки каждого звена. Данный способ помогает сэкономить время, а при применении державок, адаптированных по конкретный шаг цепи, вероятность ошибки минимальна.
Как наточить с помощью специального оборудования?
Наиболее удобный способ заточки пилы – использование специальных инструментов и станков. Это позволяет быстро провести работу любой степени тяжести. Приобретая бензопилу, рекомендуется сразу купить шаблон для определения значений торцевого и верхнего лезвия, переднего угла кромки. Помимо этого, нужен напильник для устранения мелких недочетов.
На ручном станке
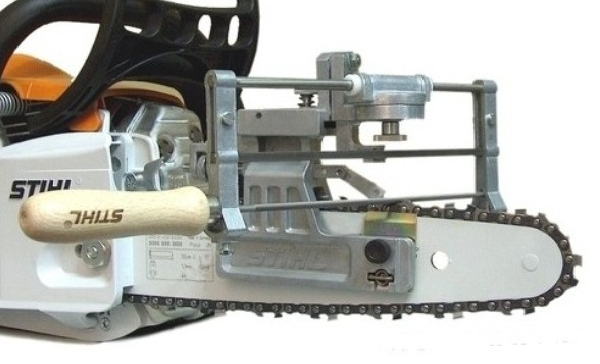 Рисунок 2 – Заточка на ручном станке
Рисунок 2 – Заточка на ручном станке
На практике этот метод обычно применяется для подравнивания зубьев после каждой продолжительной эксплуатации бензопилы, работы с твердыми породами древесины. «Ручной станок» внешне напоминает обычную лучевую пилу с небольшими тисками для крепления на гарнитуре. Вместо полотна на нем находится круглый напильник.
Перед началом работы следует закрепить инструмент на гарнитуре, выставить параметры в соответствии с особенностями пилы. Это делается только вручную по определенным меткам на станке. Останавливаясь у каждого лезвия, делать 3-4 движения на себя для заточки. Данный способ не подходит для восстановления сильно затупленных пил.
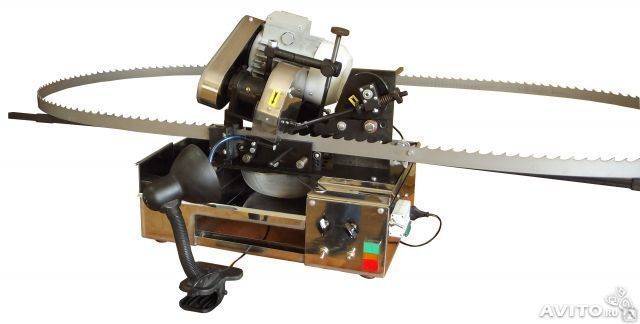
На электрическом станке
 Рисунок 3 -Электростанок для заточки пильной гарнитуры
Рисунок 3 -Электростанок для заточки пильной гарнитуры
Это самый удобный способ заточки шины бензопилы любой марки. Не требуется наличие специальных навыков и умений, сам процесс работы занимает не более 10 минут. Станок оснащен электроприводом, работает от источника постоянного тока напряжением 220-240 В







При выборе устройства обращать внимание на следующие особенности:
- наличие функции заточки зубьев с разным интервалом звеньев, объемом верхней кромки;
- возможность коррекции угла заточки;
- сменные шлифовальные круги в комплектации;
- стабильное значение ширины реза.
Пильная цепь фиксируется в направляющую в составе базовой платформы, на ней имеется и специальный механизм для удержания зубьев. Он может двигаться в горизонтальном направлении. Под настраиваемым углом к режущей кромке опускается шлифовальный круг, степень нажатия можно контролировать регулятором. Непосредственно погружение заточного элемента осуществляет оператор. Для удобства и точности работы на всех моделях имеется измерительная шкала, с помощью которой можно оценивать степень заточки всех составляющих зубьев цепи.
Болгаркой
Данный метод применяется только при отсутствии других необходимых приспособлений для коррекции цепи. Оптимален для грубой правки зубьев, но имеет серьезный недостаток – сложно контролировать угол, а также есть риск повреждения связующих заклепок.
Чтобы подточить цепь, УШМ нужно надежно зафиксировать в тисках. Включить инструмент, а затем поочерёдно подносить каждую режущую кромку и держать до появления блеска. Сверяться с необходимым углом можно с помощью штангенциркуля.
Угол заточки на станке
На качественном инструменте всегда есть разметка, с помощью которой можно оценить качество заточки. При работе нужно ориентировать на ее показатели, чтобы сохранить производительность гарнитуры. В таблице указаны основные характеристики зубьев в зависимости от шага цепи и особенностей звеньев.
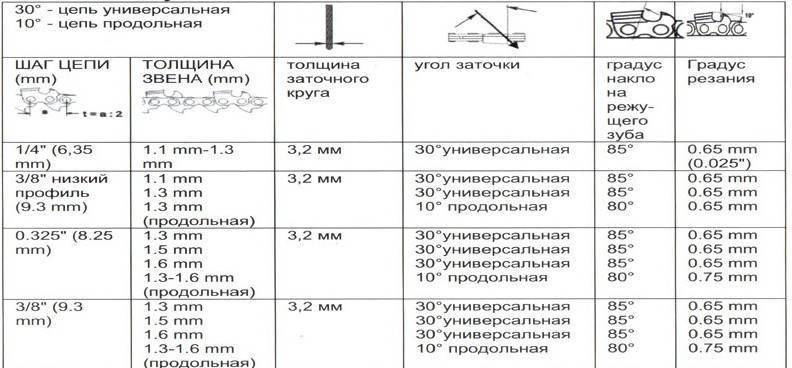 Рисунок 4 – Рекомендации по заточки в зависимости от параметров цепи
Рисунок 4 – Рекомендации по заточки в зависимости от параметров цепи
Принцип и угол заточки дисков для циркулярной пилы
Рабочая часть циркулярной пилы затачивается на 4 главных углах заточки. Они относятся к основным техническим параметрам режущего диска, также как и тип формы режущих зубьев.
Стоит отметить, что все зубья циркулярной пилы характеризуются передними (γ), задними (α) углами, а также углом среза передней и задней поверхности (ε1 и ε2). Значение каждого указанного угла должно соответствовать назначению распиливающих устройств, распиливаемых материалов и направлению пиления.
Показатели заточек передних углов для поперечных видов пропила находятся в пределе 5° — 10°. Универсальные варианты, применяемые для обработки материалов по всем видам направления, стандартно затачивают под 15°.
При этом на значение указанного угла также оказывает влияние то факт, какой твердостью обладают разрезаемые объекты. Их величина имеет строгую зависимость: при большей твердости материала, который подвергается распилу, режущие зубья должны быть менее заострены.
Согласно главного принципа заточки зубьев на твердосплавном пильном диске важно учитывать, что при длительных эксплуатация самые значительные процессы износа происходят на верхних режущих кромках. В итоге при интенсивном использовании их линии могут округляться до 0,3 мм и больше
Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях.
При правильном затачивании режущего элемента должны обеспечиваться такие формы режущих кромок, при которых радиус их скруглений не будет превышать значения в 0,2 мм. В связи с этим рекомендуется выполнять параллельное стачивание металла на передних и задних плоскостях зубьев. Применение такого способа считается наиболее целесообразным. Можно выполнять заточку только одной передней плоскости, но в таких случаях на выполнение данной операции требуется больше временных затрат. Кроме того, произойдет более быстрое стачивание зубьев, поскольку возникает необходимость в стачивании большего слоя металла с передних поверхностей.
Стандартный слой для стачивания металла является значение в 0,05-0,15 мм.
Как определить угол заточки дисковой пилы
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Зачем затачивать полотно на ручной ножовке и когда нужна заточка
Каждый инструмент имеет свои технические параметры. Причем касается это не только электроинструмента, но и ручного. Главный параметр ручного режущего инструмента — это качество заточки зубьев. От этого параметра зависит не просто возможность распилить заготовку, но еще и величина прикладываемых усилий со стороны пильщика. Если ножовка «тупая», то распилить заготовку удастся с большим трудом (если вообще удастся).
О том, что инструмент нуждается в восстановлении остроты зубьев. Свидетельствует такой параметр, как необходимость прикладывания много сил и энергии со стороны пильщика. Острой ножовкой распилить заготовку можно в 2-3 раза быстрее, чем работать инструментом с притупленными зубьями. Эксплуатация инструмента, на котором затупились режущие зубья, недопустима не только по необходимости прикладывания больших усилий, но еще и по следующим причинам:
- Падение производительности режущего прибора. Пильщик, работающий неисправным инструментом, затрачивает не только силы и энергию, но еще и свое время
- Невозможность выполнения работ с высокой точностью — распилить ровно материал ножовкой, на которой затупились зубья, практически нереально. Полотно будет уходить в сторону, вместо того, чтобы вгрызаться в материал и резать его
- Не безопасно работать «тупой» пилой. Тупая ножовка будет постоянно застревать в толще распиливаемого материала, поэтому пильщик может травмироваться
Если осознаете, что расходуете впустую свои силы при работе ручной пилкой, тогда понадобится заточить ножовку по дереву своими руками, с чем сможет справиться легко любой пильщик. Перед тем, как разбираться с правильностью заточки зубьев пилы, нужно удостовериться в необходимости проведения таковых работ
Для этого во внимание принимаются следующие факторы:
- Острая ручная пила пилит сама, а от мастера требуется только приложение возвратно-поступательных действий. Если приходится не только двигать инструмент вперед-назад, но еще и прижимать его к обрабатываемой заготовке, значит пришла пора восстановить качество остроты зубьев
- Возникновение глухого звука при работе прибором. Полотно отстрой пилы, не издает никакого звука, а когда зубья притупляются, то она начинает звенеть, издавая приглушенный звук
- Изменение формы зубьев. Нормальная форма зубьев — треугольная с острыми концами, а когда эти кончики скругляются, значит, самое время взять в руки напильник и восстановить остроту инструмента
- При попытках перепилить заготовку, ножовка ни в какую не хочет выполнять данную манипуляцию, сбиваясь с линии реза
Все эти признаки говорят о том, что настала пора заточить ножовку по дереву своими руками, что сделать в домашних условиях сможет даже новичок. Чтобы не испортить инструмент, а также провести процедуру с максимальной эффективностью, ниже представлена детальная инструкция, как заточить ручную ножовку по дереву.










Критерии выбора агрегата
При покупке основное внимание уделяется ключевым показателям заточных станков, определяющих степень их технического соответствия запрашиваемым требованиям покупателя:
- мощность двигателя;
- скорость вращения шпинделя;
- комплектация;
- наличие дополнительных принадлежностей.
Мощность и скорость вращения напрямую влияют на производительность станков и обеспечивают обработку большего количества инструмента за единицу времени.
Наличие дополнительных принадлежностей позволит применить агрегат не только для заточки цепей, но и для работы с режущими инструментами кусторезов и другой аналогичной техники. Установка системы охлаждения исключает риск перегрева зуба. Автоматический зажим тисков при шлифовке обеспечит гарантированное качество кромок.
Являясь обладателем бензопил определённого производителя, нужно стремиться приобретать заточные станки этой же марки, так как изготовитель конструирует приборы однозначно для обслуживания своего парка. Так, приспособления для бензопилы Штиль обеспечивают фиксированное положение цепи и двигателя, гарантирующие рекомендуемый угол заточки.
Выбирая станок для заточки, следует обратить внимание на лидеров рынка, гарантирующих постоянное качество выпускаемой продукции:
- Makita.
- Oregon.
- Stihl.
- Sadko.
Некоторые из них предлагают варианты мобильных агрегатов, позволяющих работать не только в стационарных условиях, но и за пределами населённых пунктов. Лишь проанализировав все требования к приобретаемому устройству и предложения на рынке, можно найти оптимальный вариант покупки.





