

Приобретение сырья и материалов
Материальные расходы включают в себя затраты на сырье и основные материалы, комплектующие изделия, транспортно-заготовительные и другие расходы, связанные с производством и изготовлением продукции.
В эту категорию не входят расходы на материалы на хозяйственные нужды цехов и офисных помещений (мыло, швабры, веники, салфетки, бумажные полотенца, канцелярия, материалы для оргтехники и т. п.).
Таким образом, материальные расходы — это сырье и материалы, необходимые исключительно для основного производства.
Прежде чем заключать договоры поставки на сырье и материалы для производства продукции, необходимо детально проанализировать всех потенциальных поставщиков, чтобы выбрать наиболее выгодные условия поставки, наиболее приемлемые цены и наименьшую удаленность от склада предприятия для сокращения транспортных расходов.
В зависимости от количества производимых стульев будет варьироваться уровень материальных расходов.
Какие материалы и в каком количестве необходимы для изготовления одного стула — в табл. 1.
Таблица 1
Расшифровка расходов по статье «Сырье и материалы» на единицу продукции
| Наименование | Ед. изм. | Кол-во | Цена, руб.коп. на ед. изм. без учета НДС | Затраты, руб. коп. без учета НДС |
| Брус 40×60 мм | шт. | 2 | 100 | 200 |
| Обрезная доска 400×480 мм | шт. | 1 | 200 | 200 |
| Обрезная доска 100×420 мм | шт. | 1 | 200 | 200 |
| Поролон мебельный | лист | 5 | 350 | 1750 |
| Ткань | м2 | 3 | 590 | 1770 |
| Саморезы | шт. | 15 | 10 | 150 |
| Клей | шт. | 2 | 87 | 174 |
| Лак | л | 0,14 | 500 | 70 |
| Краска | кг | 0,24 | 1700,00 | 408 |
| Наждачная бумага | м2 | 0,7 | 114 | 79,8 |
| Всего затраты на материалы на один стул | х | х | х | 5001,8 |
Так как основная цель предприятия — получить прибыль, а это напрямую связано с сокращением уровня себестоимости, необходимо рассматривать различные варианты оптимизации затрат. При этом не стоит недооценивать расходы на сырье и материалы — один из основополагающих элементов затрат на промышленных предприятиях.
Чтобы снизить затраты по этой статье, следует пересмотреть контракты с поставщиками и контрагентами или найти новых поставщиков — с более выгодными условиями доставки, оплаты и, конечно, ценами. Для этого, как правило, чаще всего:
- заключают контракты с предприятиями-изготовителями напрямую, минуя посредников или сокращая их количество до минимума, чтобы уменьшить закупочную стоимость сырья;
- заключают контракты с поставщиками на закупку большой партии материалов. В этом случае можно договориться с поставщиками о предоставлении скидок, но не стоит забывать и о росте расходов на хранение больших партий;
- самостоятельно производят сырье и материалы. Не всегда самостоятельное производство дешевле, чем приобретение готового материала у поставщиков.
- закупают более дешевое сырье (самый распространенный сейчас способ).
Мы рекомендуем
Прежде чем закупать более дешевое сырье, проанализируйте, не упадет ли качество выпускаемой продукции, а как следствие — сохранится ли спрос на продукции в случае снижения ее качества.
Непрерывный круглосуточный производственный процесс в условиях коронавируса
Ввиду сложной эпидемиологической ситуации, Президент РФ опубликовал Приказ № 206 от 25.03.2020г. в соответствии с которым был объявлен режим нерабочих дней и всеобщей самоизоляции. В соответствии с отмеченным нормативом, наниматели должны были перевести всех своих сотрудников либо на режим дистанционной работы, либо обеспечить нерабочий период. Также приводится список компаний, которым обеспечивается право работать на протяжении нерабочего времени вплоть до 30.04.2020. К подобным предприятиям относятся:
организации, осуществляющие свою деятельность круглосуточно, которые не могут прерывать производственный процесс ввиду его особой важности для большого количества людей. Например, предприятия, обеспечивающие населению подачу электричества, воды, работу канализации, вывоза мусора и проч.;
медицинские организации (больницы и поликлиники), аптеки, а также производства, занимающиеся изготовлением первичных медицинских средств защиты (маски, перчатки, антисептики и т.д.);
предприятия, предоставляющие населению товары первой необходимости и продукты питания;
фирмы, которые предоставляют срочные услуги, например, ремонтные работы или погрузочно-разгрузочные работы.. На основании ст
113 ТК РФ, к непрерывно функционирующим предприятиям, которые не могут остановить производственный процесс ввиду технических причин, принято относить следующие:
На основании ст. 113 ТК РФ, к непрерывно функционирующим предприятиям, которые не могут остановить производственный процесс ввиду технических причин, принято относить следующие:
- предприятия, занимающиеся нефтеперерабатывающей деятельностью;
- металлургические компании;
- производства атомной промышленности;
- целлюлозно-бумажные компании;
- строительные фирмы, чья остановка деятельности может спровоцировать угрозу здоровью и жизни большого количества людей.
Все отмеченные компании обязаны обеспечить своих сотрудников, продолжающих вести профессиональную деятельность, справками с работы. Это обеспечивает персоналу право свободного передвижения по городу к месту работы и до дома.
Таким образом, непрерывно работающие компании регламентируются ТК РФ. В современных условиях к перечню из трудового кодекса добавляется еще несколько видов организаций медицинского профиля.
Основные стадии
При подготовке к выпуску товара стоит разделить стадии производственного процесса, количество и последовательность которых зависит от желаемого результата.
Производственный процесс изготовления может состоять из следующих фаз:
- Изготовление – может состоять из множества различных способов и методов, заключается в приведение сырья, полуфабрикатов к желаемой форме, физическому и химическому состоянию, в зависимости от желаемого результата. На этой стадии используются станки, автоматизированное оборудование и другие орудия труда.
- Обработка – предусматривает обработку предмета труда, приведение его поверхности, формы отдельных элементов к необходимой форме, например, шлифовка и покраска заготовок.
- Сборка – процесс, состоящий из компоновки заранее полученных заготовок. Этот процесс может составлять большую часть производства и делиться на множество этапов, а может выполняться за короткое время на одном рабочем месте.
- Регулировочно-настроечная – на этом этапе проводится тестирование готового товара, коррекция выявленных проблем, настройка и подготовка продукта к отгрузке клиенту.
Производственный процесс очень сложный, поэтом он дополнительно делится на стадии, фазы и операции.
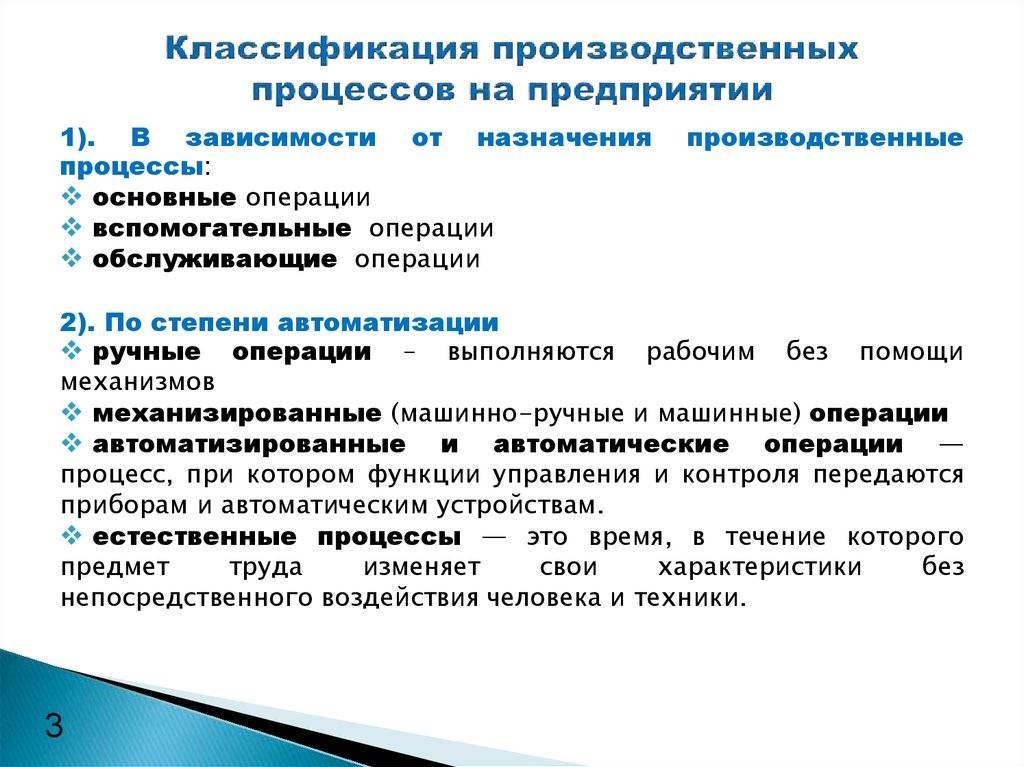
Операции производственного процесса – часть ПП, которые выполняются рабочими на одном рабочем месте, с использованием различных инструментов, не изменяющихся со временем.
Операции разделены на 3 типа:
- Основные – часть производственного процесса, при которых сырье преобразовывается в необходимый продукт.
- Операции перемещения – предусматривают перемещение сырья, готового продукта и других грузов, выполняемые вручную или специализированными механизмами.
- Операции контроля – предусматривают контроль качества на различных этапах производства, могут включать контроль технологического процесса, условий труда и качества продукта. Контроль может выполняться в перерыве, обусловленном технологией.
Правильное соблюдение очередности операций гарантирует стабильность и эффективность производства. Малейшее отклонение от процедуры может привести к застою производственной линии. Это недопустимо, так как может привести к убыткам предприятия.
Компоненты производственного процесса
Производственный процесс из этапов и компонентов. Основные компоненты:
- Подготовка персонала – предусматривают подбор трудовых ресурсов, обучения в соответствии с особенностями производства и техническими характеристиками производственного оборудования.
- Средства труда – являются основной составляющей частью ПП, и состоят из специализированного оборудования (станков, конвейеров, подъемников, транспортеров), ручного инструмента и машин.
- Предметы труда – включают сырье, полуфабрикаты, отдельные узлы и компоненты, необходимые для изготовления готового товара.
- Энергетические ресурсы – состоят их электроэнергии, водоснабжения, подачи тепла, газа.
- Место производства – может представлять собой цех, склад, открытую площадку, карьер, водоем, зависит только от типа изготовляемого товара. От места производства зависит расположение ключевых точек.
- Информация – правовая, технологическая, коммерческая, оперативная.
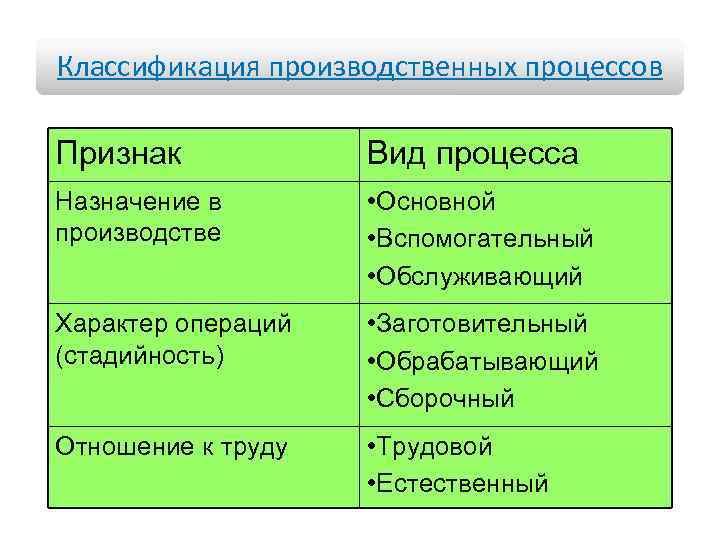
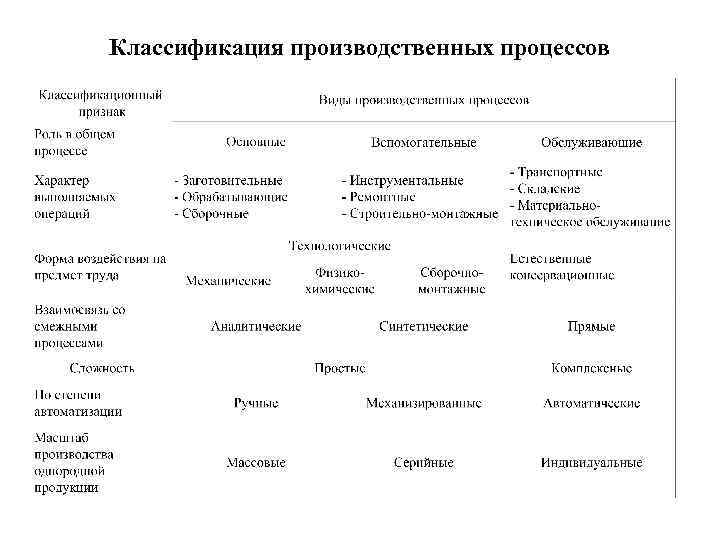
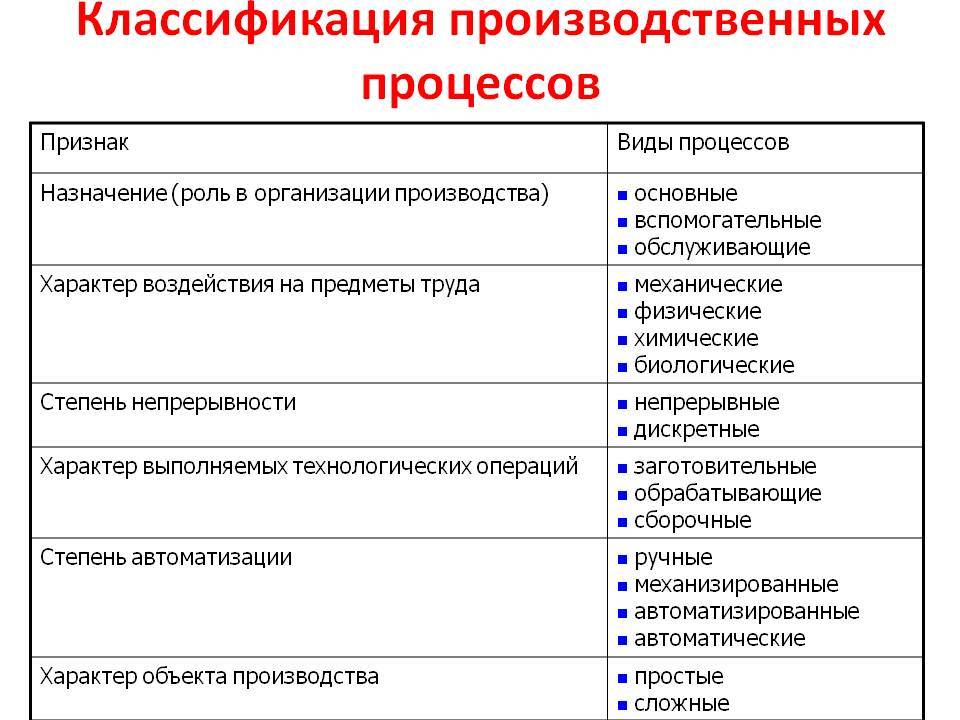
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.

Существуют и другие классификации видов технологических процессов.
Операционная технология мехобработки: специфика разработки
При выборе оптимального варианта очередности механообработки металлоизделия необходимо учитывать два основных фактора:
- тип производства;
- требования, которым должно соответствовать качество обработанной детали.

На предприятиях, специализирующихся на выпуске единичной продукции, технологические операции включают множество переходов и установов. Этим обуславливается необходимость часто сменять металлорежущий инструмент и настраивать его, что ведет к увеличению вспомогательного времени и другим последствиям.
Для предприятий, выпускающих детали сериями, характерны техпроцессы, в которых одноименные операции разделяются на основные и вспомогательные переходы. В одной операции не предусмотрена переустановка заготовки, а режущий инструмент меняется минимальное количество раз, из-за чего сокращается время на его подналадку.
Оценить требования, предъявляемые по отношению к качеству готовой детали, при создании техпроцесса мехобработки детали удастся, если учитывать ряд аспектов. К примеру, техпроцесс должен подчиняться структурной схеме. Каждый этап операционной технологии неразрывно связан с методом механической обработки и ее точностью. При необходимости получить поверхностный слой детали с твердостью более HRC 35 нужно в ходе работ сменить лезвийный инструмент абразивным. Перейти к списку статей >>
Понятие и принципы непрерывного производственного процесса
Непрерывный производственный процесс регламентируется Трудовым Кодексом РФ, а именно – ст. 103 ТК РФ, так как данный режим предполагает сменную систему трудовой деятельности персонала. Принцип непрерывного производства предполагает отсутствие перерыва между производственными операциями в ходе изготовления продукции. Благодаря рассматриваемому процессу обеспечивается существенная экономия рабочего времени, отсутствие простоя, повышение экономической эффективности всех мощностей предприятия.
Любой пример непрерывного производственного процесса опирается на следующие базовые принципы соответствующего цикла:
- Ритмичность. Отмеченный принцип является одним из наиболее актуальных в непрерывном производстве. Подразумевается, что существует четкая очередность всех операций, строго следующих друг за другом;
- Пропорциональность. Указанный принцип предполагает равномерное распределение нагрузки на все мощности предприятия с учетом корректного разграничения времени на реализацию каждой производственной операции. Предполагается, что конкретная процедура должна осуществляться через определенный промежуток времени в ограниченный срок, вне зависимости от того, дневная это или ночная смена. Производительность работника и оборудования при этом должна сохраняться;
- Прямоточность. Подразумевается, что предметы труда должны передаваться от одной операции к другой с наименьшим показателем расстояния. Отмеченный принцип достигается по факту рационального расположения подразделений на предприятии;
- Автоматичность. Указанный принцип обеспечивает наибольшую оперативность всего производственного процесса, в том числе, поддерживает непрерывную последовательность операций. В современных условиях практически ни одно производство не может обойтись без автоматизации;
- Оптимальность. Данный принцип особенно актуален в современных кризисных условиях. Подразумевается построение такой системы производства, при которой минимальные производственные мощности будут производить максимум продукции. Реализация принципа оптимальности подчеркнуто необходима в условиях необходимости перевода персонала на удаленный режим трудовой деятельности.
Массовое производство
Для массового производства характерна узкая специализация рабочих мест, которые сконцентрированы на выполнении одной или двух конкретных постоянно повторяющихся операций.
Выделяют следующие особенности массового производства:
- Изготовление больших объёмов одной и той же продукции на протяжении достаточно длительного временного отрезка.
- Ограниченная номенклатура выпускаемой продукции, не более двух наименований.
- Детальная разработка технологических процессов.
- Использование высокопроизводительного оборудования и специальной автоматики.
- Большой удельный вес рабочих, имеющих высокую квалификацию.
К достоинствам массового производства можно отнести:
- Большие масштабы и постоянство номенклатуры, которые позволяют в совокупности применяя достаточно дорогостоящее производственное оборудование.
- Создание благоприятных условий для углубления специализации, а также увеличения производительности труда и одновременно с этим снижения издержек производства.
- Высокий уровень загрузки оборудования, которое работает в соответствии с установленным ритмом, что позволяет сократить производственный цикл и перерывы в процессе производства.
При наличии очевидных достоинств массового и крупносерийного производства им свойственны и некоторые недостатки, такие как, ориентир на массового потребителя без учёта индивидуальных запросов, а также жёсткий характер технологии, который объясняет сложности в перенастройке производства по причине наличия большого числа специального оборудования и оснащения производства.
Всё ещё сложно?
Наши эксперты помогут разобраться
Все услуги
Решение задач
от 1 дня / от 150 р.
Курсовая работа
от 5 дней / от 1800 р.
Реферат
от 1 дня / от 700 р.
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Технологическая карта
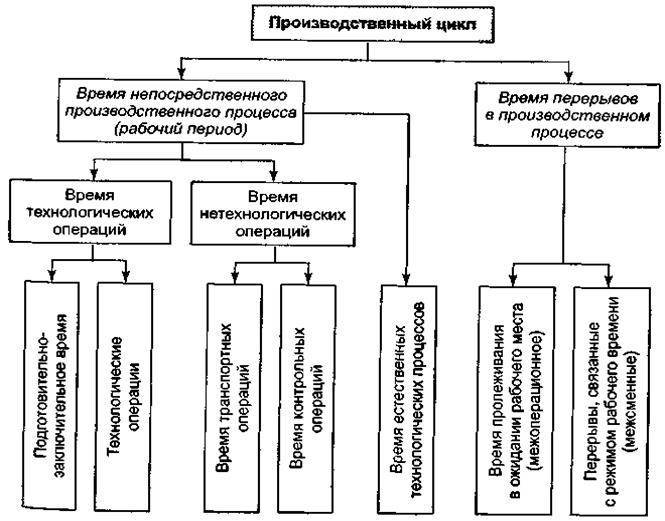
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
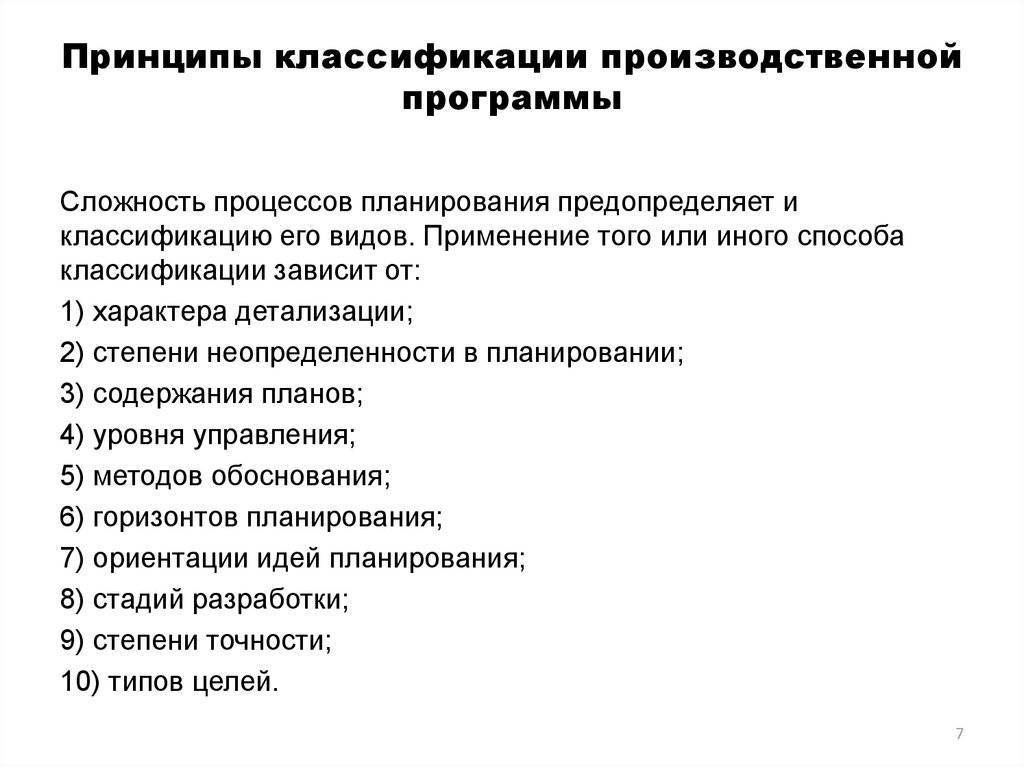
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
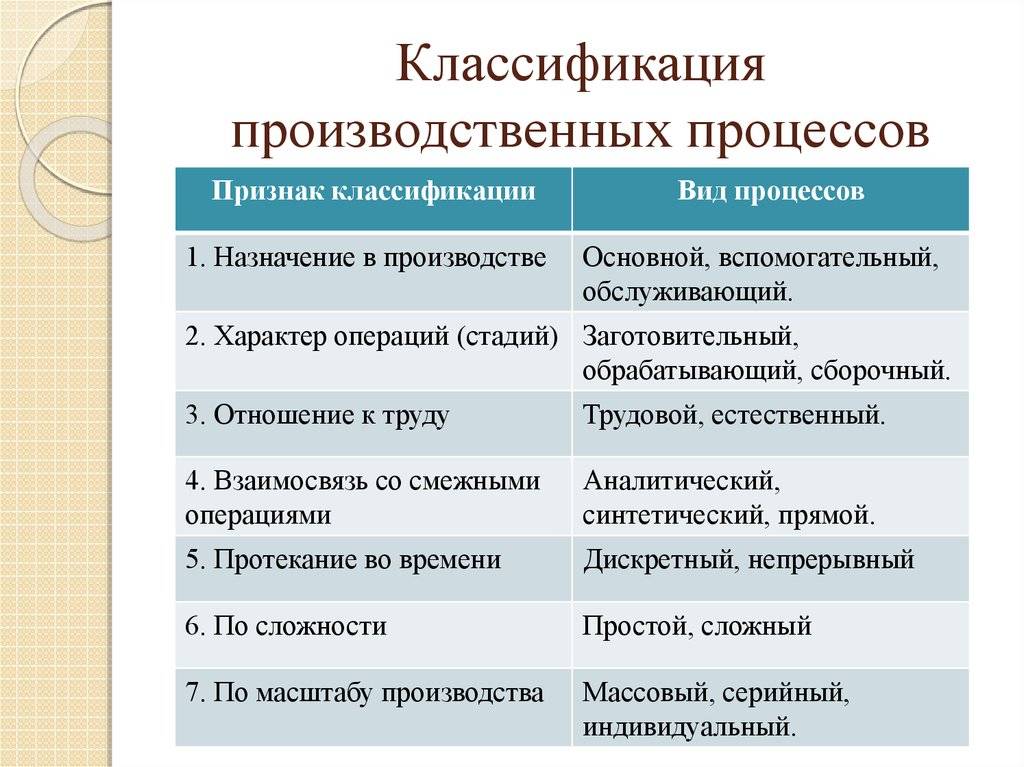
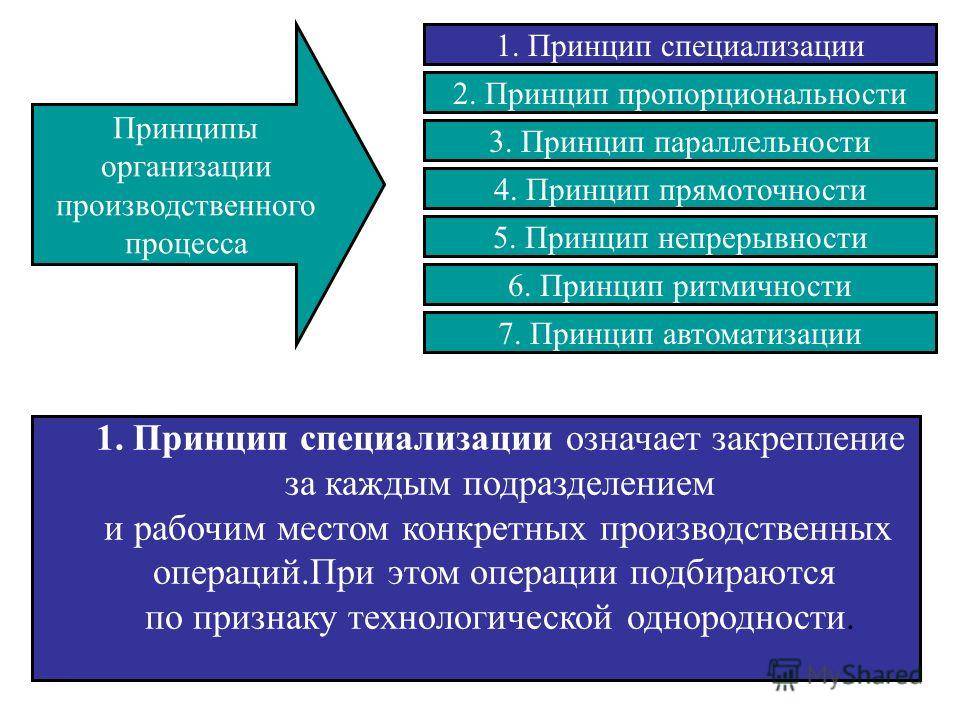
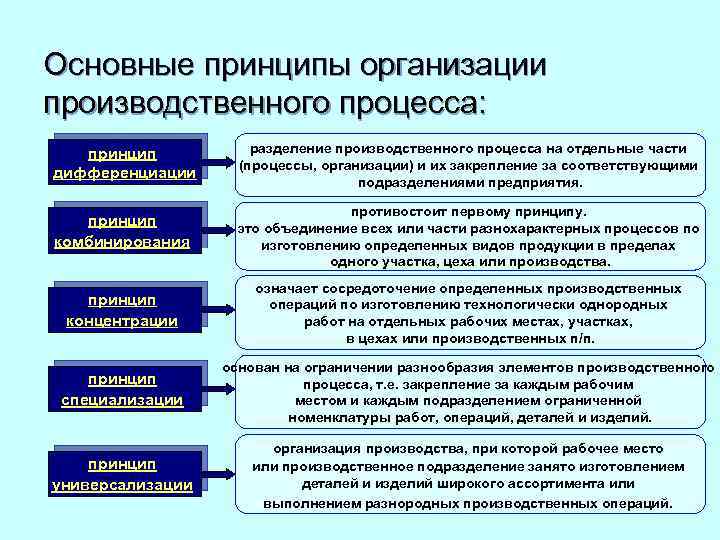
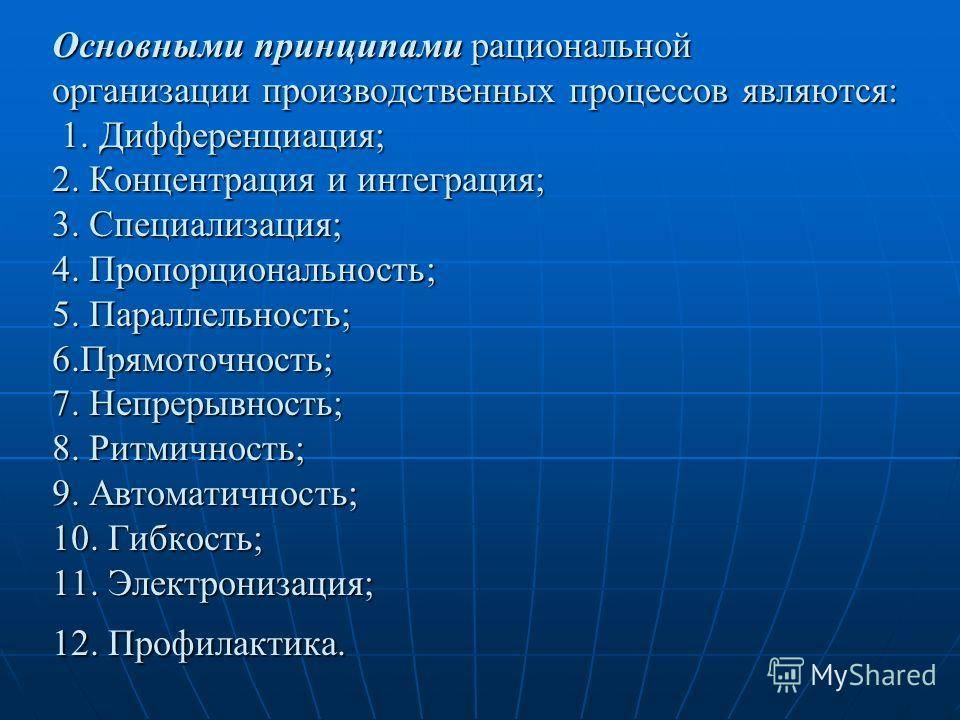
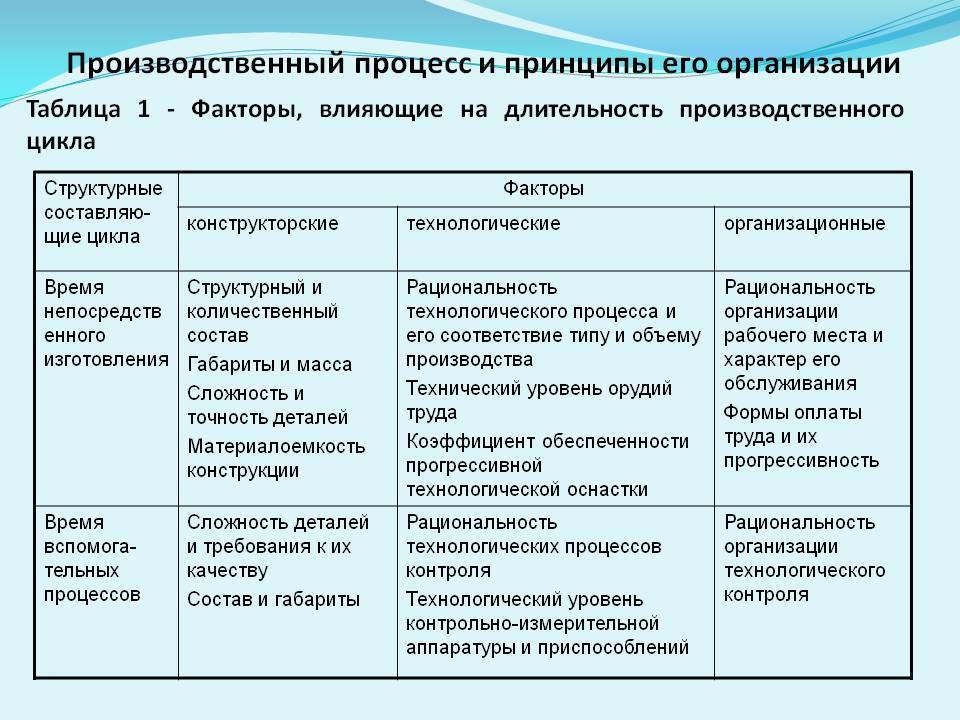
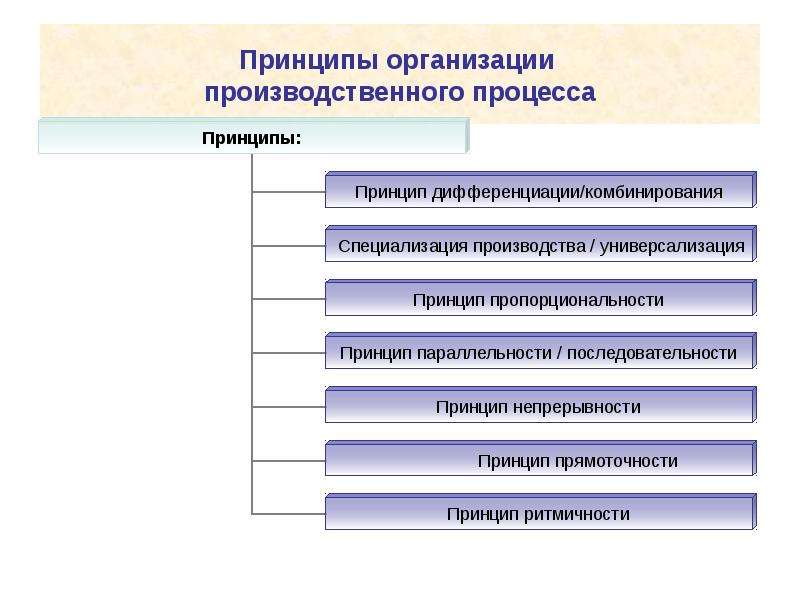
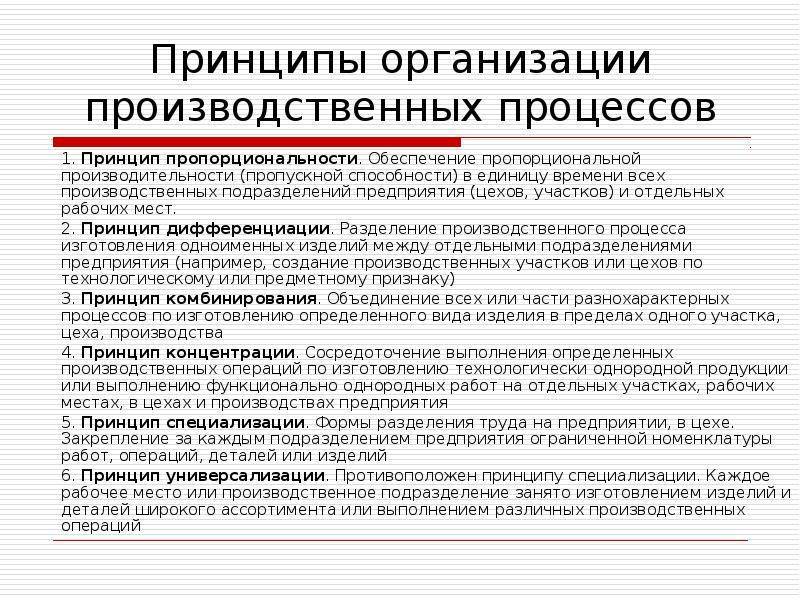
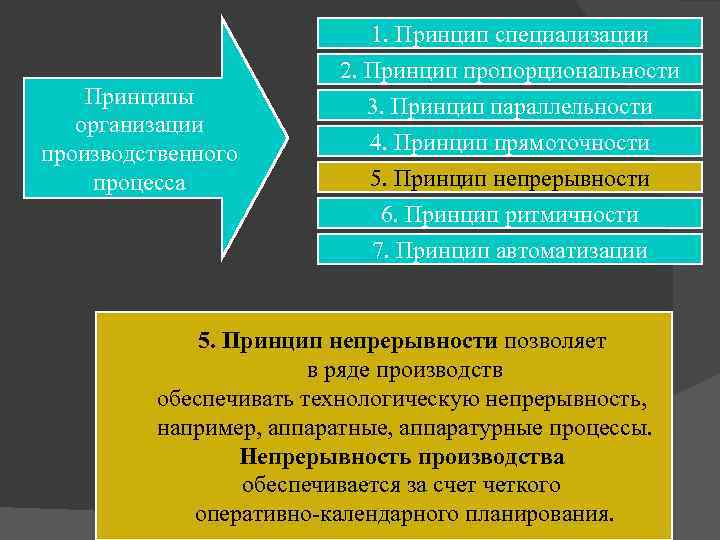
Принципы организации
Организация производственного процесса на предприятии основывается на различных принципах. Основные принципы организации ПП следующие:
- Дифференциация.
Применяется на крупных предприятиях и предусматривает разделение всего процесса на операции, переходы и приемы. С помощью таких методов можно оптимизировать процесс, с учетом характеристик и особенностей оборудования, инструментов и трудовых ресурсов
Исходя из этого, работники концентрируются на отдельной операции, выполняя ее качественнее, быстрее, не распыляя внимание на выполнение других работ. Постепенный переход продукта от одной операции к другой, позволяет выполнять весь процесс производства, от начала до конца, без сложного обучения сотрудников
- Специализация.
Предусматривает закрепление за производственным участком отдельной ограниченной группы продуктов, производство которых предусматривает выполнение однородных работ, незначительно отличающихся друг от друга.
С помощью принципа специализации можно повысить эффективность производства, уменьшить количество производственных участков, объединяя похожие операции на одном. Также можно эффективнее использовать территорию предприятия, уменьшить затраты на оборудование и заработную плату работников. Также работников легче обучить выполнять новые операции, так как они похожи на те, которые выполнялись ими ранее. За счет этого себестоимость и производительность труда значительно растет.

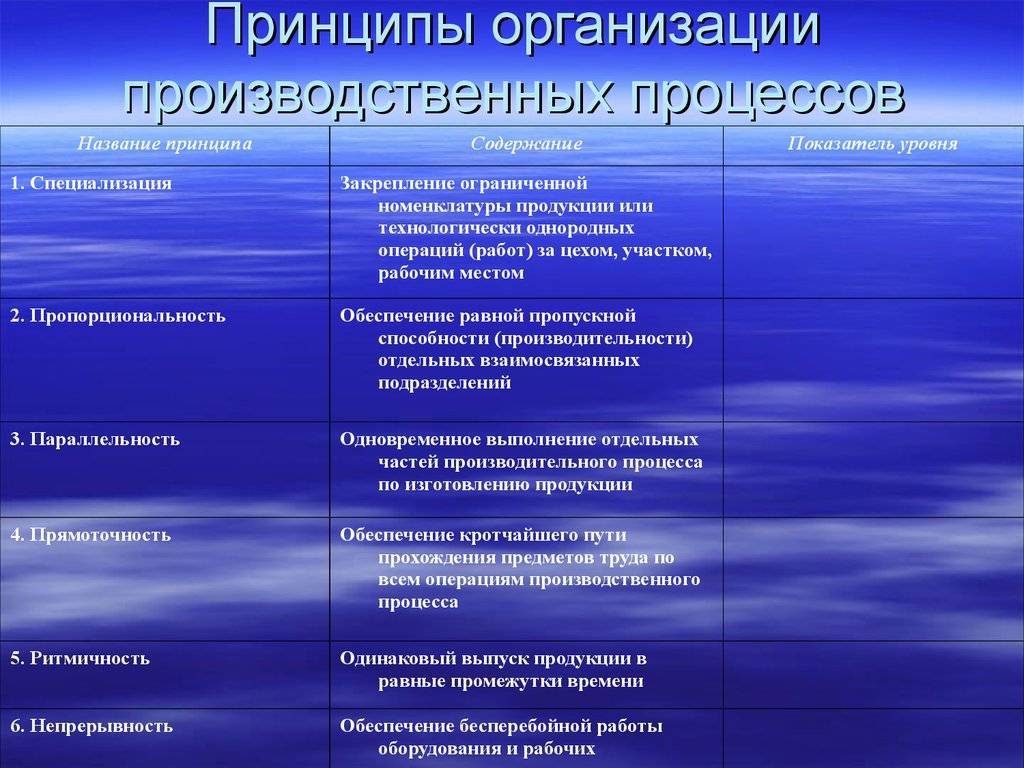
- Параллельность.
Принцип параллельности предусматривает изготовление отдельных элементов готового продукта одновременно в разных цехах или отделах производственной линии. Это позволяет сократить время от начала обработки сырья до получения готового товара.
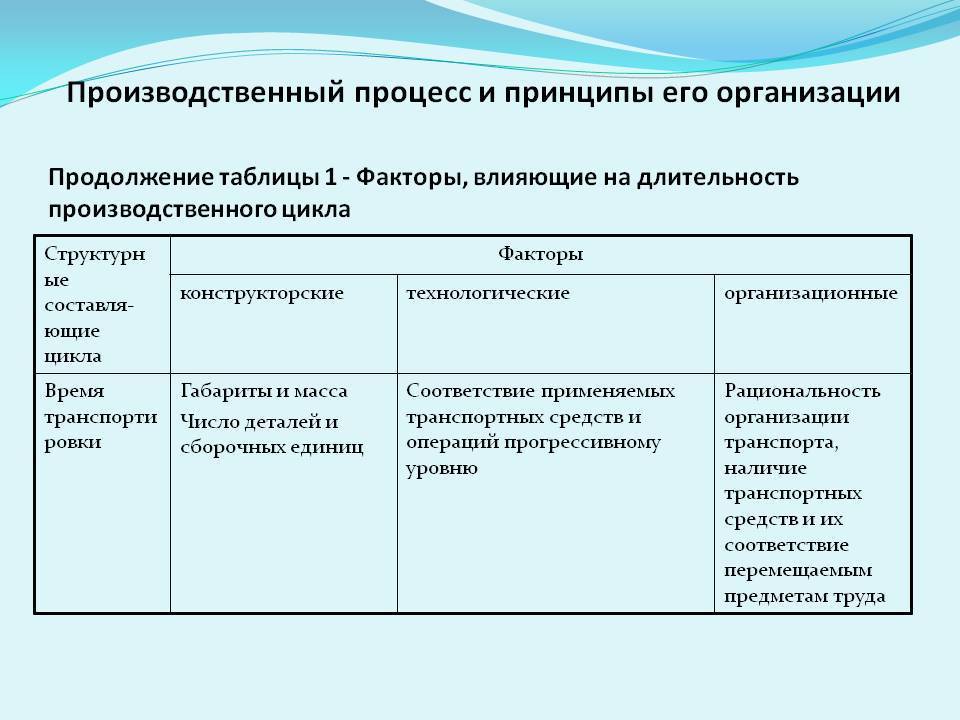
- Пропорциональность.
Предусматривает расчет ПП таким образом, чтобы пропускная способность различных элементов предприятия была на одном уровне. Это позволяет различным линиям работать в нормальном режиме, без простоев и переработок. Если это принцип не соблюдается, главная линия может простаивать из-за недостатка вспомогательных компонентов.
- Непрерывность.
Принцип непрерывности основывается на сведении к минимуму технологические остановки и паузы производственного процесса. Это позволяет значительно снизить время производства единицы продукции, а также повышение производительности труда и эффективности использования финансовых ресурсов. Данный принцип применяется на предприятиях массового производства, где объем заказов позволяет сохранять производственную норму на протяжении длительного периода. На некоторых предприятиях, где изготавливается товар сезонного характера, непрерывность производства может применяться в определенные периоды по определенной формуле.
- Ритмичность.
Этот принцип основан на принципе непрерывности, но предусматривает паузы. Применяется на предприятиях, объем производства которых сильно зависит от заказчиков. Позволяет быстро и эффективно увеличивать уровень выпуска и также быстро его снижать
Это очень важно, когда требуется удовлетворить требования заказчика к объему и качеству товара. Соблюдения этого принципа обеспечивает рациональность использования ресурсов и эксплуатации трудовых ресурсов
- Прямоточность.
Заключается в особой организации ПП и территории предприятия. Согласно этому принципу, предметы труда должны проходить минимальное расстояние за кратчайшее время между этапами обработки, и не должны возвращается на уже пройденный этап. Это достигается на этапе планирования помещений предприятия.
- Автоматичность.
Основывается на автоматизации ПП, когда за счет автоматического оборудования снижаются затраты на оплату труда. Ручная работа заменяется специальным оборудованием и интеллектуальной работой операторов, следящими за системой показателей.
- Гибкость.
Этот принцип предусматривает возможность быстрого приспособления предприятия к изменениям экономической, политической и конкурентной ситуации. Обеспечивает быстрый, без значительных затрат, переход на изготовление похожей или кардинально другой продукции. Схема производственного процесса предусматривает то, что оборудование, в таком случае, легко переналадить, изменить его характеристики, убрать или добавить некоторые компоненты.
- Гомеостатичность.
Предусматривает организации ПП таким образом, чтобы в случае возникновения форс-мажорных или дестабилизирующих ситуации, система саморегулировалась и возвращалась в норму без значительного управленческого вмешательства.
https://youtube.com/watch?v=yXjmxPn_nsc
Это достигается за счет постоянного оперативного контроля и планирования, а также создания резервных запасов.
Виды техпроцессов [ править | править код ]
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие «виды техпроцессов»:
- Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
- Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
- Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками .
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
- Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
- Операционная карта — перечень переходов, установок и применяемых инструментов.
- Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на «типовые» и «перспективные».
- «Типовой» техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
- «Перспективный» техпроцесс предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов».
- «Маршрутный технологический процесс» оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
- «Операционный технологический процесс» детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Этапы технологического процесса
Технологические процессы
ИТ отличается от информационной системы тем, что помимо технических и программных средств обработки данных обязательно включает в себя регламенты (организационно-методическое обеспечение), описывающие организацию процессов обработки данных. Эти процессы принято называть технологическими.
Технологический процесс (ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов.
Элементарный технологический процесс (технологическая операция) — наименьшая часть технологического процесса, обладающая всеми его свойствами. Т.е. это такой ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии.
Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником. Примером технологических операций могут служить ввод данных с помощью сканера штрих-кодов, распечатка отчета, выполнение SQL-запроса к БД и т.д.
Технологический процесс обработки данных можно разделить на 4 укрупненных этапа:
1. Начальный (первичный). Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т.д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
— механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т.д.);
— автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей;
— автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
2. Подготовительный (прием, контроль, регистрация входной информации и перенос ее на машинный носитель). Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод;
3. Основной. Непосредственно обработка информации. Предварительно могут быть выполнены служебные операции, например, сортировка данных.
4. Заключительный (контроль, выпуск и передача результатной информации, ее размножение и хранение).



Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Выводы
Описав бизнес-процесс основного производства, вы сможете проанализировать все этапы функционирования предприятия.
Для анализа результатов основного производства предприятия необходимо изучить структуру себестоимости продукции (или партии), сравнить себестоимости с выручкой и прибылью, рассчитать показатели рентабельности.
Чтобы увеличить прибыль, необходимо детально рассмотреть каждый этап бизнес-процесса и принять оптимальное решение, например: сократить закупочную стоимость сырья и материалов, оптимизировать технологический процесс, сократить себестоимость продукции, нарастить объемы производства или увеличить стоимость единицы продукции.





