

Сварочная проволока для наплавки. Химический состав сварочной проволоки.
Наплавочная проволока изготавливается согласно ГОСТ 2246-70, предназначена для всех видов наплавки и изготовления электродов. Согласно ГОСТа проволока выпускается диаметрами: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 6,5; 8,0; 10,0; 12 мм. При изготовлении электродов используют проволоку диаметром от 1,6 до 8,0 мм.
Поставка проволоки заказчику производится в мотках весом не более 40 кг и внутренними диаметрами от 150 до 750 мм. Для удобства установки на сварочный аппарат наплавочная проволока может наматываться на катушки. Мотки наплавочной проволоки должны быть обернуты в водонепроницаемую бумагу. На каждом мотке должна присутствовать бирка с названием предприятия, маркой проволоки и номером партии.
Хранят проволоку в сухим помещениях, защищающих от атмосферных осадков, коррозии и грязи. Возможно омеднение проволоки для лучшей защиты от коррозии.
ГОСТ 2246-70 проволока сварочная.
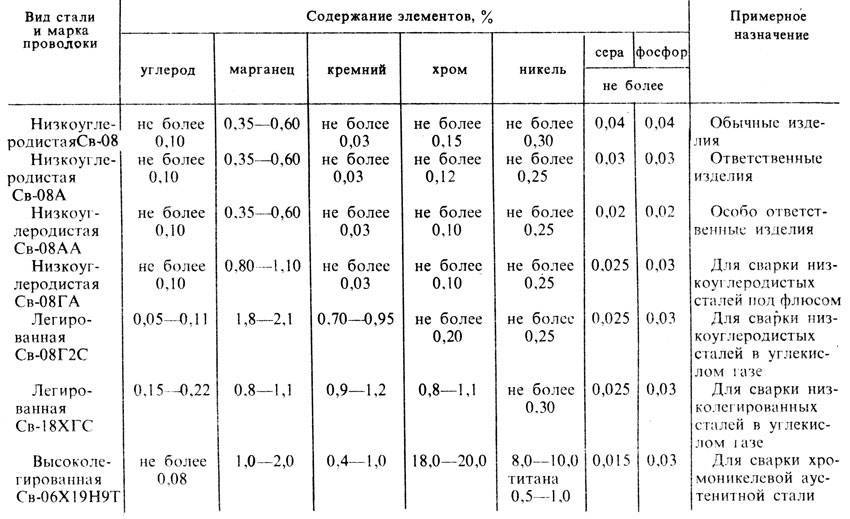
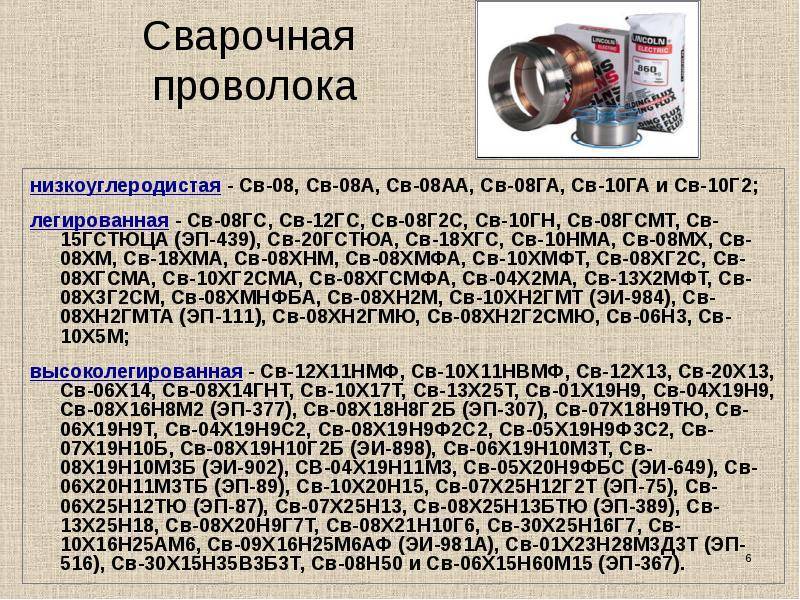
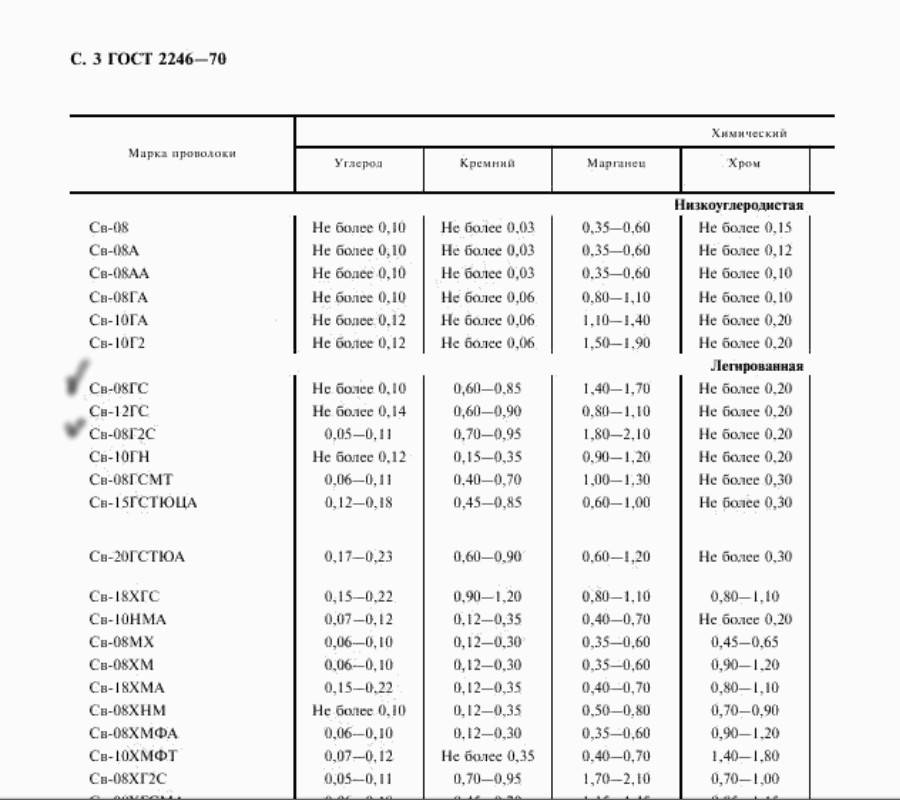
По ГОСТ 2246-70 выпускают 77 различных марок наплавочной проволоки, которые в свою очередь, в зависимости от химического состава, можно разделить на группы:
— низкоуглеродистая наплавочная проволока;
— легированная наплавочная проволока;
— высоколегированная наплавочная проволока.
В таблице 1 ниже представлены некоторые из этих марок.
Маркировка сварочной проволоки.
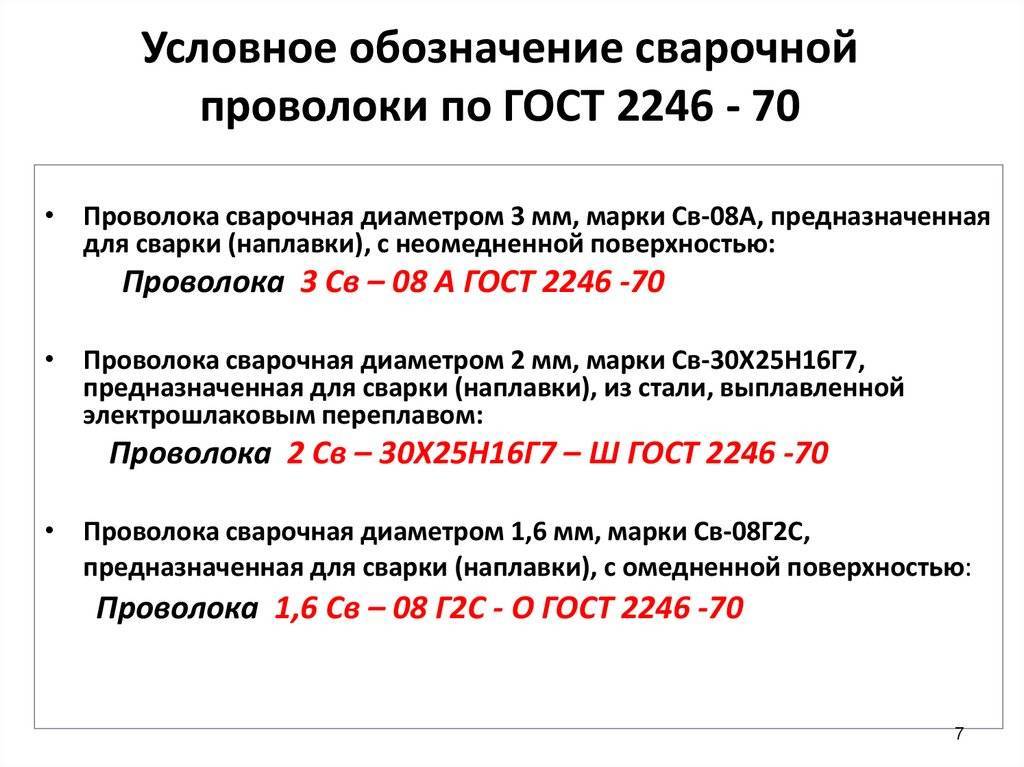
На примере проволоки Св-08А разберем что означает каждая буква и цифра.
Св-08А
— индекс Св означает, что она сварочная;
— цифры 08 указывают на содержание в проволоке углерода в процентах;
— буква А указывает на содержание в проволоке главных элементов. В высоколегированных проволоках буквой А обозначают азот, в низкоуглеродистых и легированных буква А указывает на повышенную чистоту металла по содержанию серы и фосфора.
Если в конце обозначения после буквы присутствуют еще цифры, значит они указывают на процентное содержание данного элемента, например:
Св-10Г2
Значит, что в данном составе проволоки содержится до 2% марганца. Буква Г означает марганец, а цифра рядом с ним его процентное содержание в сотых долях.
Если рядом с элементом отсутствует цифра, это означает, что его содержание в наплавочной проволоке незначительно и составляет менее одного процента.
Если в конце обозначения присутствует сдвоенная буква АА (Св-08АА), это означает о пониженном содержании серы и фосфора по сравнению с проволокой Св-08А.
Химический состав сварочной проволоки.
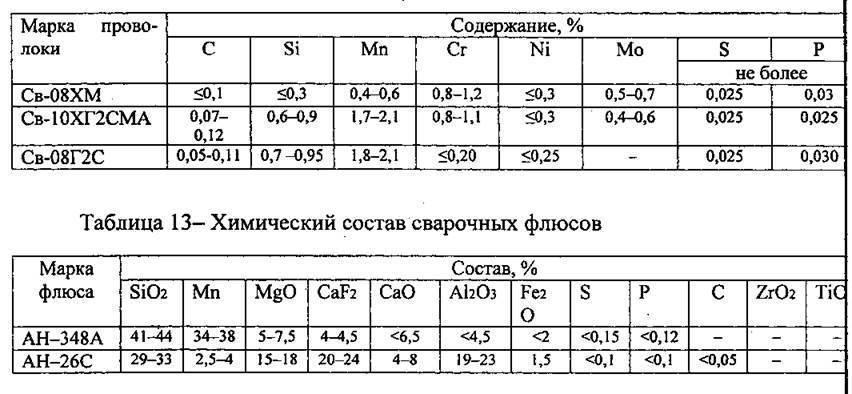
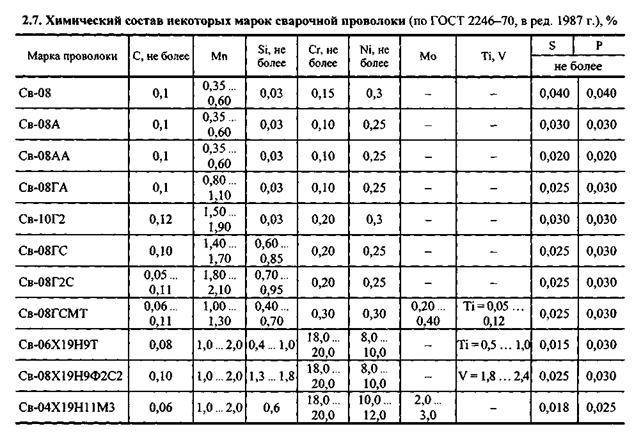
Таблица 1. Химический состав сварочной проволоки по ГОСТ 2246-70.
| Марка проволоки | Химический состав, % | |||||||||
| Углерод | Кремний | Марганец | Хром | Никель | Молибден | Титан | Сера | Фосфор | Прочие элементы | |
| Не более | ||||||||||
| Низкоуглеродистая проволока | ||||||||||
| Св-08 | 0,10 | 0,03 | 0,35-0,60 | 0,15 | 0,30 | — | — | 0,040 | 0,040 | Алюм. Не более 0,01 |
| Св-08А | 0,10 | 0,03 | 0,35-0,60 | 0,12 | 0,25 | — | — | 0,030 | 0,030 | |
| Св-08АА | 0,10 | 0,03 | 0,35-0,60 | 0,10 | 0,25 | — | — | 0,020 | 0,020 | — |
| Св-08ГА | 0,10 | 0,03 | 0,80-1,10 | 0,10 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-10ГА | 0,12 | 0,03 | 1,10-1,40 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-10Г2 | 0,12 | 0,03 | 1,50-1,90 | 0,20 | 0,30 | — | — | 0,030 | 0,030 | — |
| Легированная проволока | ||||||||||
| Св-08ГС | 0,10 | 0,60-0,85 | 1,40-1,70 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-12ГС | 0,14 | 0,60-0,90 | 0,80-1,10 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-08Г2С | 0,05-0,11 | 0,70-0,95 | 1,80-2,10 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-15ГСТЮЦА (ЭП-439) | 0,12-0,18 | 0,45-0,85 | 0,60-1,00 | 0,30 | 0,40 | — | 0,05-0,20 | 0,025 | 0,025 | Алюм. 0,20-0,50 Цирконий 0,05-0,15 Церий не менее 0,4 |
| Св-18ХГС | 0,15-0,22 | 0,90-1,20 | 0,80-1,10 | 0,80-1,10 | 0,30 | — | — | 0,025 | 0,030 | — |
| Высоколегированная проволока | ||||||||||
| Св-12Х13 | 0,09-0,14 | 0,30-0,70 | 0,30-0,70 | 12,00-14,00 | Не более 0,60 | — | — | 0,025 | 0,030 | — |
| Св-06Х19Н9Т | Не более 0,08 | 0,40-1,00 | 1,00-2,00 | 18,00-20,00 | 8,00-10,00 | — | 0,50-1,00 | 0,015 | 0,030 | — |
| Св-07Х19Н10Б | 0,05-0,09 | Не более 0,70 | 1,50-2,00 | 18,50-20,50 | 9,00-10,50 | — | — | 0,018 | 0,025 | Ниобий 1,20-1,50 |
| Св-10Х16Н25АМ6 | 0,08-0,12 | Не более 0,60 | 1,00-2,00 | 15,00-17,00 | 24,00-27,00 | 5,50-7,00 | — | 0,018 | 0,025 | Азот 0,10-0,20 |
3 Зачем знать коэффициент наплавки проволоки?
При выполнении наплавочных работ большое значение имеет коэффициент наплавки сварочного материала. Под ним понимают величину, которая описывает вес наплавленного за определенное время металла при конкретно заданной силе тока. Коэффициент наплавки описываемой сварочной проволоки обычно имеет показатель не меньше 8,5 г/А*ч. Точное его значение зависит от:
- химического состава, которым описывается проволока;
- типа покрытия изделия (медный слой или чистая поверхность);
- полярности и рода тока, используемого для выполнения наплавочных работ.

Сварочная проволока Св-08Г2С для выполнения наплавочных работ
От того, какой коэффициент наплавки имеет СВ08Г2С, зависит производительность наплавочной операции, показатель потерь сварочного стержня на испарение, разбрызгивание, окисление. Коэффициент расплавления основного металла также находится в зависимости от рассматриваемого показателя наплавки, как и многие другие менее важные характеристики сварочной операции.
Специфика поставки
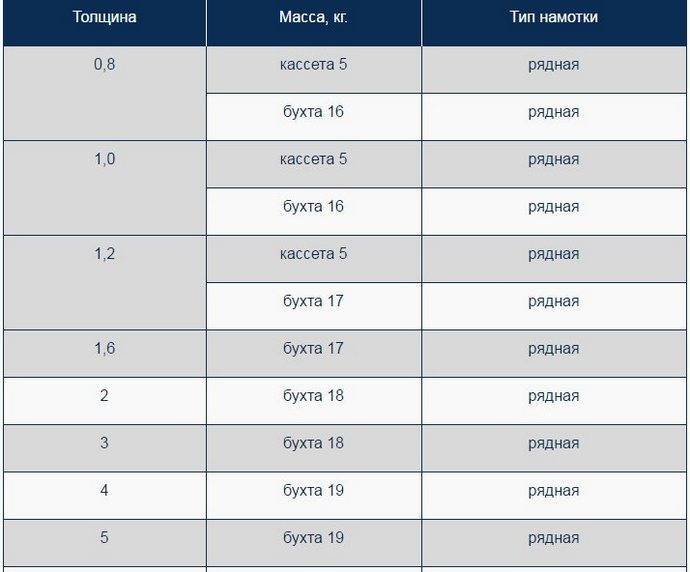
Проволока СВ08Г2С поступает на рынок, как правило, в катушках по 15 или 5 кг. Однако лучшим вариантом считается приобретение материала в упаковке (без намотки на бобину) – 80, 250 кг. В этом случае обеспечивается минимальный износ подающей системы, так как проволока выходит «напрямую». Да и стоимость ее на единицу веса получается ниже.
Проволока бывает как неомедненная, так и с медным покрытием (в обозначении литера «О»). Последний вариант подвергается «жесткой» калибровке, что снижает износ наконечника.

Чем можно заменить
На практике нередко бывает так, что из-за нехватки необходимого материала, во избежание простоя и срыва графика работ, приходится искать «запасной» вариант, используя ту или иную аналогичную по своим характеристикам продукцию, применение которой не отразится в худшую сторону на качестве операций. Проволоку СВ08Г2С можно заменить такими образцами, как «ER» 70-S или 49, ОК 12-51, Novofil G3Si1 или W10.
Стоимость
Она зависит от многих составляющих (сечение, с омеднением или нет, производитель, объем закупки). Примерная цена – от 64 руб/кг. К примеру, омедненная проволока 1,2 мм весом 15 кг будет стоить около 1 450 рублей.
Характеристики и назначение проволоки
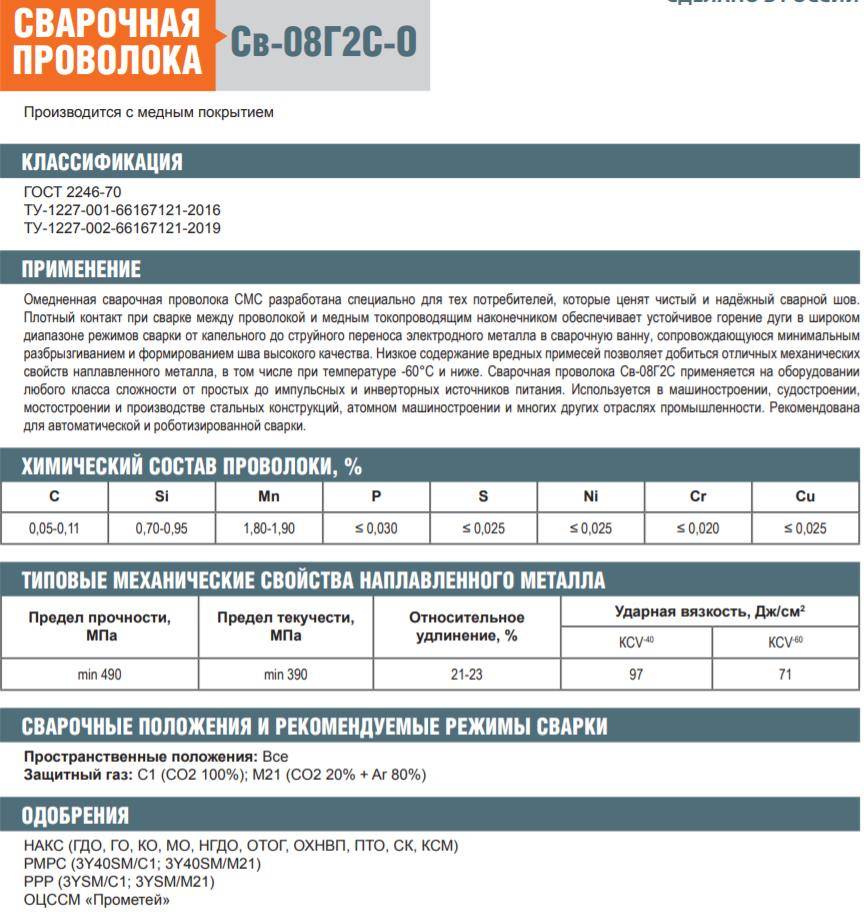
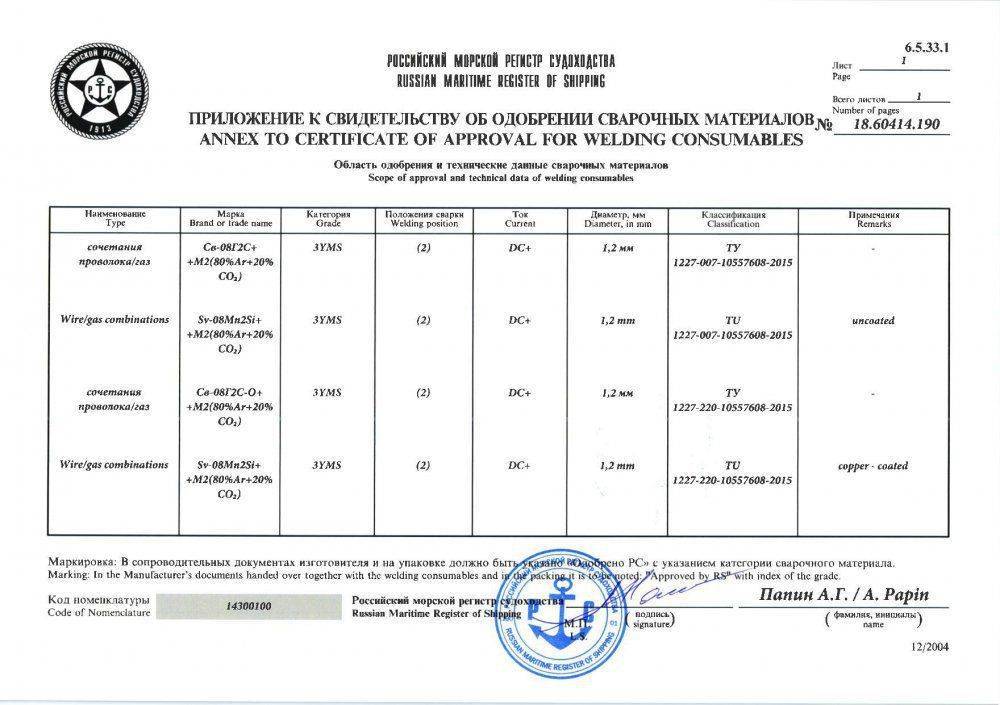
Проволока СВ08Г2С производится в соответствии с ГОСТом 2246-70 и ТУ 1227-220-10557608-2015. Основное назначение этой продукции заключается в использовании в качестве наплавки при выполнении аргонодуговой сварки, а также для изготовления плавящихся электродов для присадки при сварке.

Ее аббревиатура расшифровывается так:
СВ — обозначает назначение для сварки;
08 — количество углерода в процентах (С=0,08%);
Г — наличие в составе марганца;
2 — количество марганца в процентах.
С — наличие в составе кремния, не более 1%.
Виды продукции и химические элементы в составе
Производят проволоку в двух видах: с покрытием медным слоем (в обозначении добавляется в конце О, что значит «омедненная») и без применения покрытия Омедненная продукция производится с сечением от 0,8 до 2,0 мм и может иметь размер: 0,8; 1,0; 1,2; 1,4; и 1,6 мм.
Непокрытые изделия имеют сечение в диапазоне от 0,6 до 6,0 мм.
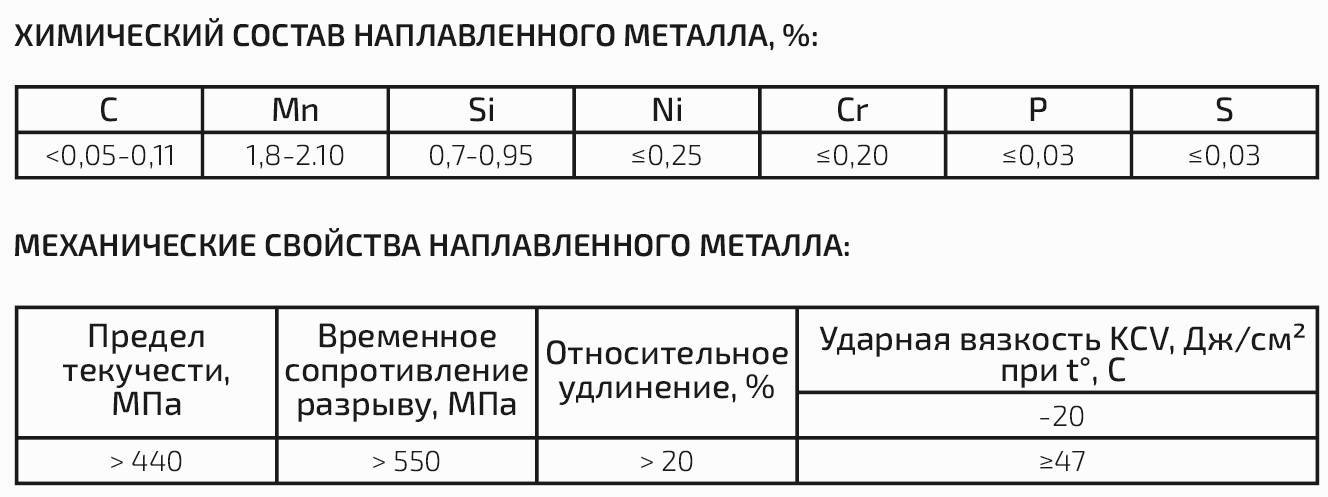
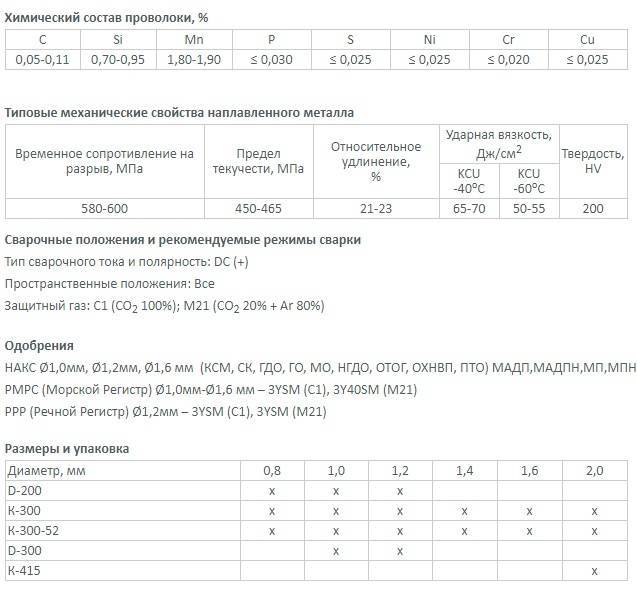
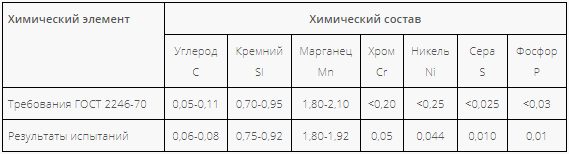
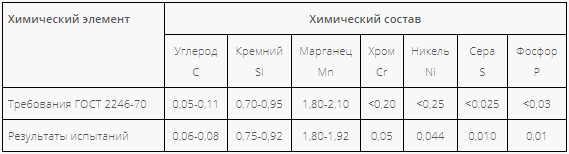
В состав продукции в соответствии с нормативной документацией должны входить:
С= 0,05 — 0,11%; Mn= 1,8 — 2,1 %; Si= 0,70 — 0,95%; S< 0,025 %; Р< 0,03 %; Cu < 0,25 %.
Общее содержание меди для проволоки с покрытием не более 0,3% (с учетом покрытия медью, толщиной не менее 0,1 мкм).
В состав также может входить не более 0,25% никеля и не больше 0,2% хрома.
Требования к условиям поставки
ПОСМОТРЕТЬ Проволока сварочная на AliExpress →
Поставка изделий с согласия потребителей осуществляется в катушках или кассетах весом 5 кг или 15 кг. Намотка проволоки должна представлять непрерывную нить, уложенную плотными рядами, не допускающими ее произвольного разматывания во время транспортировки.

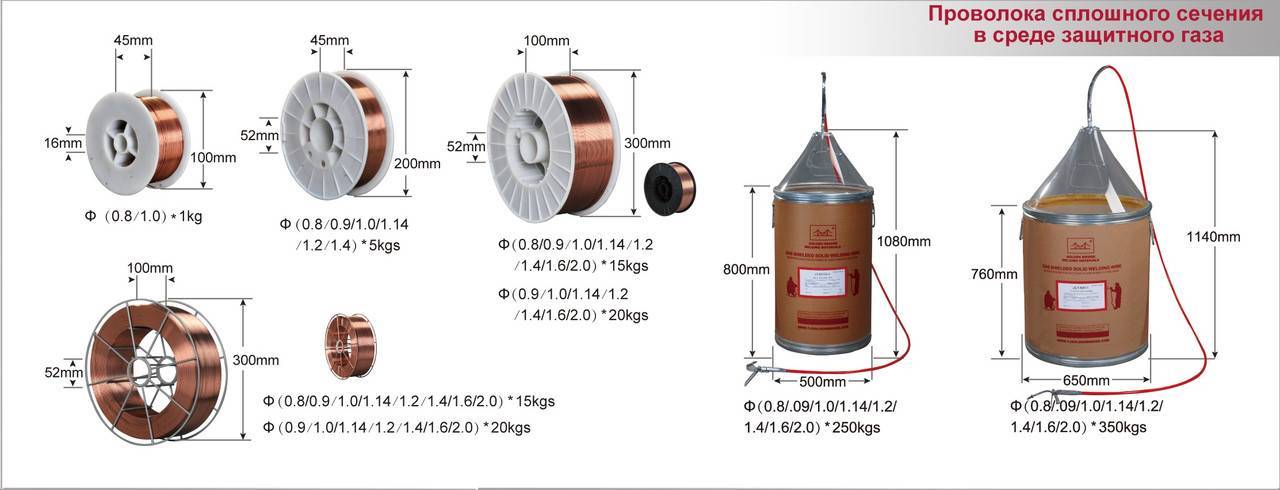

Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки, весом по 80 или 250 кг.
Допускается термическая обработка поставленной проволоки для улучшения ее свойств, если по стандартной технологии изготовления это не было предусмотрено.
Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
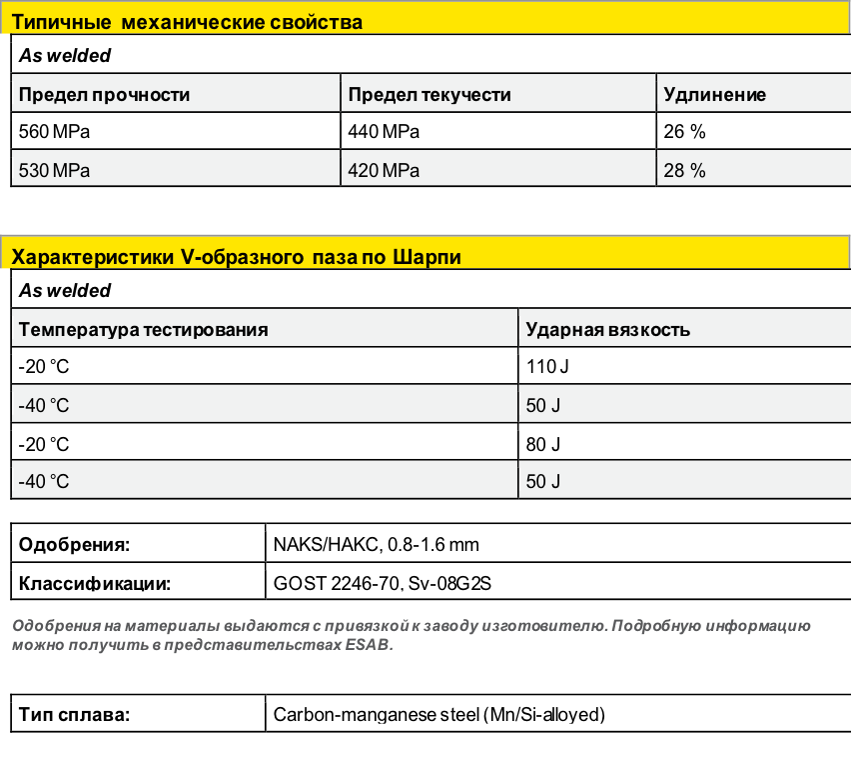
Механические характеристики
- Изделия после изготовления обязательно проходят проверку на разрыв.
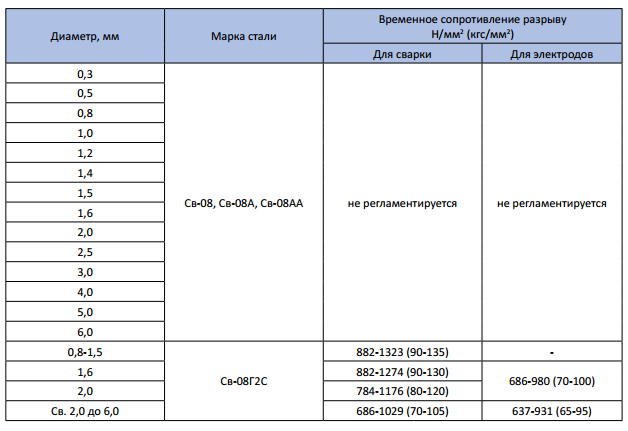
Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм2):
- для Ø до 1,5 мм значение Sв должно быть в интервале от 90 до 135;
- для Ø 1,6 мм — в интервале 90-130(для наплавки) и 70-100 (для электродов);
- для Ø 2,0 мм — в интервале 80-120 (для наплавки), 70-100 (для электродов);
- для Ø больше 2,0 мм в интервале 70-105 (для наплавки), 65-95 (для электродов).
- Показатель относительного удлинения не менее 30%.
- Значение предела текучести в МПа — в интервале от 415 до 440.
- Показатель ударной вязкости, (Дж/см2): при 40оС равен 56, при 20оС — 69.
Описание и технические характеристики проволоки сварочной СВ-08Г2С
СВ-08Г2С (ПСГ-0302) – один из наиболее универсальных типов сварочной проволоки, используемых в механизированных сварочных процессах. Эта проволока подходит как для использования в сварочных автоматах, так и в устройствах полуавтоматической сварки. Омедненная проволока применяется для сварки в среде защитных газов (CO2 или смесь CO2 с 20% содержанием Ar). Проволока СВ-08Г2С позволяет использовать при сварке чистый CO2, что значительно удешевляет и ускоряет производственные процессы. Для высоконагруженных конструкций, при сварке проволокой СВ-08Г2С можно использовать газовую смесь из CO2 (80%) и Ar (20%). В такой газовой смеси сварочный шов, выполненный с использованием омедненной проволоки СВ-08Г2С будет иметь самые высокие показатели ударной вязкости и предела прочности. Этот тип проволоки можно использовать любыми сварочными аппаратами в любых пространственных положениях.
Сварочную проволоку СВ-08Г2С при производстве покрывают защитным слоем меди. Омедненная проволока имеет большие сроки хранения и в меньшей степени подвержена химическим и физическим воздействиям во время хранения. В настоящее время сварочная омедненная проволока с маркировкой СВ-08Г2С производится многими заводами на территориях России, стран СНГ, Китае и Турции.
Как ни странно, даже при таком количестве поставщиков выбор сварочной проволоки оказывается не таким простым занятием. При выборе поставщика сварочной проволоки нужно внимательно выбирать поставщика и четко знать, какой завод – изготовитель производит выбранную Вами сварочную проволоку. Особенно это касается выбора омедненной сварочной проволоки СВ-08Г2С – она является одной из самых популярных и производится многими заводами в больших объёмах.
Так использование для сварки некачественной проволоки может выйти боком не только заказчику работ, но и чрезмерно экономному, или просто невнимательному подрядчику. Сварочные швы, заполняемые такой проволокой, имеют сниженные показатели прочности и ударной вязкости. А сварочное оборудование работает с повышенным износом, и чем дороже сварочный аппарат, используемый в работе, тем более сомнительной кажется выгода от использования некачественной проволоки. Защитный слой меди отслаивается, проволока крошится, загрязняя внутренние части сварочных подающих механизмов и забивая направляющую спираль (канал) по которому проволока поступает к горелке. Это в свою очередь приводит к простоям производства и дополнительным тратам на оборудование.
Компания «ИТС – Москва» входит в группу компаний ИТС и является одним из крупнейших производителей и поставщиков сварочного оборудования. Проволока сварочная СВ-08Г2С произведенная на заводах группы компаний ИТС подвергается самому жесткому контролю на соответствие техническим стандартам. Контроль физических и химических характеристик проволоки проводится на соответствие ГОСТу 2246-70 и техническим условиям НПФ «ИТС» ТУ1211-022-11143754-2005. Единицей контроля выступают каждые 250! кг сварочной проволоки.
Сварочная омедненная проволока СВ-08Г2С, произведенная на заводах группы компаний ИТС успешно прошла все аттестационные испытания по испольщованию ее на высоконагруженных конструкциях и обьектах повышенной опасности, подконтрольных Ростехнадзору.
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.
Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.
Отличительные особенности, достоинства и недостатки

Проволока ESAB СВ-08Г2С. Фото 220Вольт
Сварочная проволока СВ08Г2С обладает следующими особенностями, которые можно считать преимуществами:
- обеспечение устойчивой сварочной дуги;
- исключение возможности «залипания» электрода;
- положительные механические качества, включая вязкость, высокие пределы прочности
- применяется в большом диапазоне сварочных режимов;
- подходит для работы с любым классом сварочных аппаратов;
- обеспечивает незначительное разбрызгивание расплава в газовой среде;
- позволяет экономно расходовать медные наконечники и производить повторное разжигание дуги;
- обеспечивает ровный качественный шов с хорошей кромочной провариваемостью соединяемых деталей, без присутствия пор и посторонних включений, а также с равномерным химическим составом;
- невысокая стоимость;
- отсутствие паров меди;
- используется для сварки во всех положениях.
О недостатках информации нет.
Характеристики сварочной проволоки СВ08Г2С
Проволока стальная сварочная СВ08Г2С ГОСТ 2246-70 . Химический состав этого материала описан ниже в таблице.
| Элемент | Количество (%) |
| Никель | До 0,25 |
| Хром | До 0,2 |
| Сера | 0,025 |
| Марганец | 2 |
| Кремний | До 0,95 |
| Углерод | 0,08 |
| Фосфор | 0,03 |
Отдельной популярностью заслуженно пользуется омедненная сварочная проволока — СВ08Г2С-О. Медный слой способствует росту проводимости по причине снижения сопротивления в точке контакта. Это свойство значительно повышает стабильность электродуги и увеличивает прочность и, главное, долговечность шовного материала.
Меди в составе омедненного типа может быть до 0,3%, с учетом самого покрытия, которое не меньше 0,1 мкм. Когда проволока делается на заказ, в ее составе могут быть: ванадий, титан, молибден, по желанию заказчика.
Теперь непосредственно про характеристики проволоки СВ08Г2С.
- Вел. сопротивления на разрыв у материала сечением до 1,5 мм – 882-1372 МПа.
- Вел. сопротивления на разрыв у материала сечением 2 мм – 686-1029 МПа.
- Показатель относительного вытягивания – от 30%.
- Предел текучести – 415-440 МПа.
Важно!
Проволока СВ08Г2С усиливает устойчивость сварочной дуги и благодаря этому электроды меньше залипают.
- Ударная вязкость при 40 градусах по Цельсию равна 56 Дж/см², а при 20 градусах по Цельсию – 69 Дж/см².
- Большой коэффициент наплавки.
- Возможна термическая обработка проволоки с пометкой О.
- Мыльная, смазочная пленка часто попадается на поверхности этого материала, но это допускается даже по ГОСТу.

Фото проволока сварочная СВ08Г2С-О омедненная
Расшифровка марки
СВ08Г2С расшифровывается следующим образом:
- СВ — сварочная;
- 08 — содержание углерода, в % — 0,08;
- Г — наличие в составе марганца;
- 2 — количество марганца, в % — 2;
- С — наличие в составе кремния, так как после буквы «С» не проставлена цифра, то это означает, что содержание кремния не превышает одного процента.
Справка. Производителями выпускается две модификации проволоки: омедненная и без покрытия. В маркировке первой разновидности присутствует буква «О».
Омедненная сварочная проволока также пользуется высоким спросом, так как при ее использовании отмечается незначительный износ медных наконечников и рост проводимости, что обеспечивает стабильность дуги, увеличивает прочность и долговечность шва
Важно не путать стальную проволоку с покрытием из меди и полностью медные расходные материалы
Расшифровка маркирования
- Св – для сварки.
- 0,8 – процентное содержание углерода (причем в сотых долях).
- Г – легирующий хим/элемент (марганец).
- Следующая цифра «2» – его содержание (в %).
Маркировка
Прочитать марку стали поможет тот же ГОСТ. Узнаем, что означает Св-08Г2С. Расшифровка знака «Св-» перед маркой. Указывает — предназначена для сварочной проволоки. Обозначение массовой доли элементов в маркировке сварочной проволоки соответствует общепринятым. Однако, эти изделия могут дополнительно маркироваться в зависимости от следующего:

- Назначения — для изготовления электродов (Э).
- Вида поверхности — с омедненной поверхностью (О).
- Способу переплава — вакуумно-дуговой (ВД), электрошлаковый (Ш), вакуумноиндукционный (ВИ).
Знаки располагаются в конце марки, через тире. Например: Св-05Х19Н9Ф3С2— ВИ — Э — О. Высококачественные сплавы помечают в конце, как обычно (А). Например: Св-08АА, где на качество указывает последняя буква, а буква перед ней указывает азот.
Все специальные требования заказчик указывает как принято при заключении договора на поставку. При ужесточении или изменении требований по химсоставу или испытаниям, составляется Техническое соглашение или Протокол, подписанный двумя сторонами (изготовителем и потребителем). При длительном сотрудничестве предприятий могут быть изданы Технические условия (ТУ), где подробно изложены все условия.
Особенности марки Св-08Г2С
 По названию Св-08Г2С расшифровка такая: сварочная (наплавочная) сталь, является низкоуглеродистой (две цифры вначале это 0,08% углерода), легированной марганцем (содержит 2% марганца) и кремнием (его содержание около 1%). Сравним с похожей маркой — Св-08ГС. Расшифровка, для неё отличается по марганцу (Г). После его символа цифра отсутствует, что соответствует единице. Предельное содержание основных определяемых веществ изложено в Таблице к ГОСТ 2246–70. Там же можно посмотреть и наличие вредных примесей (серы, фосфора и других). По ковшовой пробе узнают реальный химический состав, его подтверждают в конечном размере изделия.
По названию Св-08Г2С расшифровка такая: сварочная (наплавочная) сталь, является низкоуглеродистой (две цифры вначале это 0,08% углерода), легированной марганцем (содержит 2% марганца) и кремнием (его содержание около 1%). Сравним с похожей маркой — Св-08ГС. Расшифровка, для неё отличается по марганцу (Г). После его символа цифра отсутствует, что соответствует единице. Предельное содержание основных определяемых веществ изложено в Таблице к ГОСТ 2246–70. Там же можно посмотреть и наличие вредных примесей (серы, фосфора и других). По ковшовой пробе узнают реальный химический состав, его подтверждают в конечном размере изделия.
Для сварочной проволоки Св-08Г2С технические характеристики при диаметре проволоки 1,4 мм и менее по марганцу отличны от других сталей. Согласно Изменению № 2 к ГОСТ доля марганца (массовая) для этой стали допускается в пределах 1,65—2,1% (при согласии заказчика).
Естественно, если поверхность подвергается покрытию медью, маркировка уже Св-08Г2С — О. Такую проволоку наматывают на болванки квадратной или прямоугольной формы. Размеры, полученных мотков, оговорены в ГОСТ. По договорённости сторон в таких мотках допустимо поставлять метизы и без покрытия медью. Поставка на катушках, кассетах и тяжеловесных мотках также должна согласоваться обеими сторонами.
Проволока этой категории обязательно проходит испытания на сопротивление разрыву, согласно нормам. При отклонении от нормативных параметров, дополнительно термически обрабатывается.
Поверхность проверяется в соответствии с требованиями, установленными в следующем объёме:
- Чистота. Отсутствие загрязнений, как-то окалина, ржавчина, следы масла. Допустимы следы мыльного раствора без серы и графита.
- Гладкость. Такие дефекты проката, как трещины, раковины, закаты, расслоения, забоины не допускаются. Возможны небольшие царапины, риски и следы от волочения и шлифовки, отдельная рябизна. Состояние поверхности указывается в заказе. Возможна поставка изделий с улучшенной поверхностью (по требованию заказчика).
Применение проволоки СВ08Г2С
В промышленности данная сварочная проволока применяется очень часто. При этом это могут быть самые разнообразные типы промышленности. Ее часто приобретают для сварочных полуавтоматов и автоматов. Проволока подходит для сварочных соединений, и для наплавки.
Чаще всего она берется:
- при зашивании дыр между частями заготовки;
- для образования валика на шве.
Нередко эту легированную проволоку используют как присадочный материал.
Благодаря оптимальному количеству кремния и марганца в составе, сварочная проволока СВ08Г2С применяется и для наплавки. Она позволяет:
- получить соединение высшего уровня;
- снизить стоимость изготовления сварного материала;
- добиться прочного шва.
Процесс получения
Традиционным способом производства рассматриваемого сортамента считается холодная прокатка на специализированных станках. Прокатка проводится по групповой технологии, когда получают материал в определённой размерной группе, а затем на волочильных барабанах непрерывного действия выполняют так называемое «мокрое» волочение в размер.
Особенность данного процесса заключается в том, что после заправки торцевой части стального мотка в зазор между фильерами (конец проволоки предварительно заостряют на специальном станке), в зону волочения подаётся под давлением смазочно-охлаждающая жидкость.
Она выполняет следующие функции:
- Охлаждает зону обработки, поскольку фильеры, несмотря на то, что изготовлены из высокостойкой инструментальной стали, заметно нагреваются, из-за чего могут потерять в своей износостойкости.
- Обеспечивает высокое качество поверхности проволоки, вследствие чего исключается нежелательное искажение сечения сортамента, и снижается шероховатость.
- Позволяет вести процесс деформирования с повышенными скоростями протягивания полуфабриката, не беспокоясь о возможных разрывах (такая опасность вполне вероятна, учитывая то, что в процессе волочения сталь подвергается преимущественно растягивающим напряжениям).
- Повышает качество конечной продукции из-за минимально возможных зазоров между волочильной фильерой и материалом. Точность проволоки после «мокрого» волочения составляет не менее ±0,01…0,02 мм по всей длине мотка.
После волочения, при необходимости, продукция обезжиривается, а оставшаяся технологическая смазка удаляется с поверхности. По желанию потребителя возможно выполнение химического травления в растворе концентрированной соляной кислоты. Иные способы (например, обработка в серной кислоте) нежелательны из-за заметного охрупчивания материала.
Видео:
Общая информация
Проволока сварочная СВ08Г2С это одна из самых распространенных марок. Ее часто называют универсальной, поскольку можно варить углеродистые и низколегированные стали. Такая проволока подойдет как новичкам, так и практикующим мастерам. Вам под силу сварка любых стальных деталей, если вы используете проволоку СВ08Г2С. Ниже вы можете видеть состав сварочной проволоки св08г2с.
Выпускается два типа проволоки марки СВ08Г2С: омедненная и без медного покрытия. Омедненная сварочная проволока обозначается буквой «О». При ее использовании отмечается крайне незначительный износ медных наконечников.

Проволоку СВ08Г2С можно купить как в кассетах, так и в катушках. Есть и компактные варианты, например, катушки по 5 кг. Есть и кассеты для профессиональной сварки по 15 кг и более. При хранении и применении проволока не разматывается, поскольку скручена в плотные ряды.
Если вы планируете заниматься профессиональной сваркой, то лучше купить проволоки без намотки, в упаковке. Она продается весом в 250 кг, что немало. Но за то такой материал практически не изнашивает подающий механизм и при этом стоит дешевле проволоки, намотанной на бобину. Это хороший выбор для продолжительной профессиональной сварки.
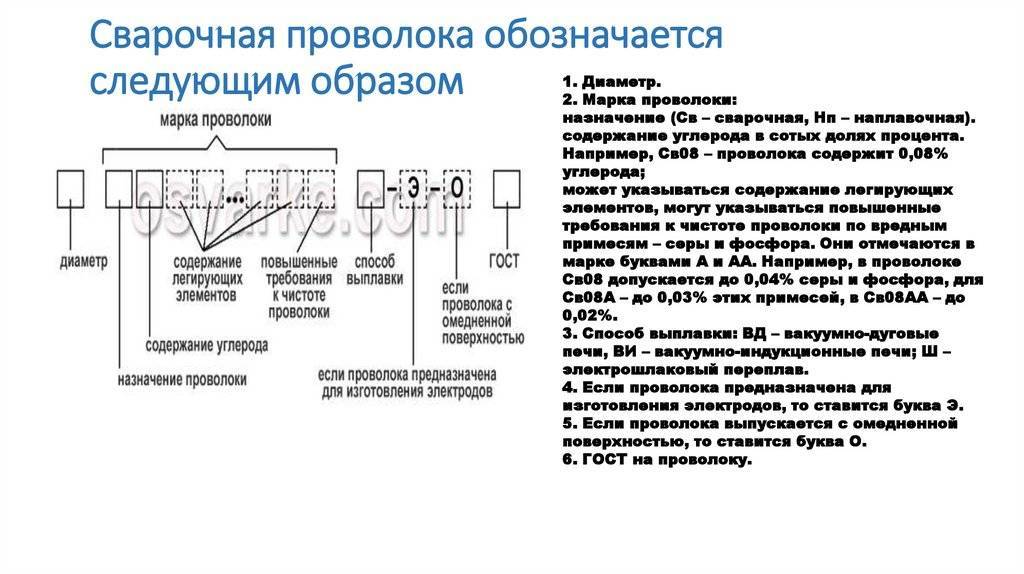
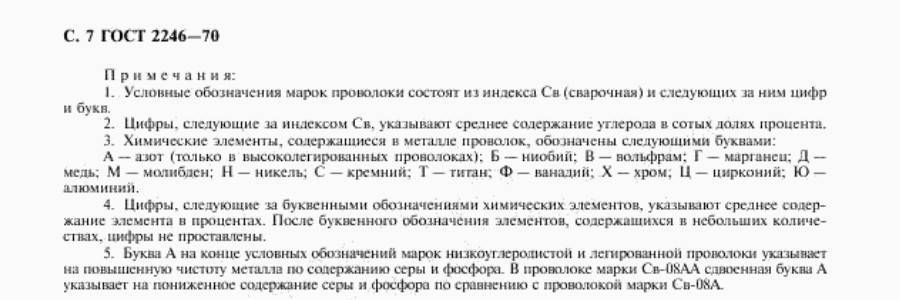
Маркировка легированной проволоки
Проволока для сварки маркируется буквенно-цифровым кодом. Первые буквы СВ означают – сварочная проволока. Следующие две цифры – количество углерода в сотых долях процента, затем буква, обозначающая легирующую добавку и цифры соответствующие количеству легирующей добавки в процентах. Если количество легирующей присадки менее половины процента, то после буквы цифра не ставится.
Поскольку химически чистый металл используется крайне редко, а сварочные работы производятся со сплавами, то наибольшее распространение получила сварочная легированная проволока. В качестве легирующих элементов используются следующие металлы:
- Б – ниобий
- В – вольфрам
- М – молибден
- Д – медь
- Т – титан
- Х – хром
- Н – никель
- Ф – ванадий
- Ц – цирконий
- Ю – алюминий
- Г – марганец
Так же в качестве легирующего элемента используется кремний. Он обозначается буквой «С». Таким образом, марка СВ06Х19Н9Т обозначает – сварочная проволока с содержанием 0,06% углерода, 19% хрома, 9% никеля и
Везде, где применяется, сварочная легированная проволока ГОСТ определяет, для каких видов сплавов подходит тот или иной тип сварочной проволоки. Например, 2СВ30Х25Н16Г7 – сварочная легированная проволока диаметром 2 мм с высоким содержанием хрома, никеля и марганца, должна использоваться для сварки нержавеющих высокоуглеродистых сталей.





Химический состав сварочной проволоки оказывает основное влияние на качество сварного соединения. Исходя из этого и в соответствии с ГОСТ, и выбирают марку проволоки в зависимости от химического состава свариваемого сплава.
Так для сварки низколегированных сталей применяют малоуглеродистые марганцевые и кремнемарганцевые сварочные проволоки марок – СВ-08ГС, СВ-08ГА, СВ-10Г2, СВ-08Г2С. Для производства сварочных работ с высоколегированными сталями применяют специальную сварочную проволоку легированную: ванадием, титаном, ниобием, молибденом, хромом и никелем.
Металл легирующей присадки, и его процентное содержание определяется химическим составом свариваемой стали.
Сварочная легированная проволока применяется как присадочный материал при проведении сварочных работ ручным методом или используя полуавтоматическую или автоматическую сварки.
Стальная нержавеющая легированная проволока, которую выпускает со своего производственного предприятия изготовитель, должна соответствовать требованиям, описанным в ГОСТ 2246-70.





