

Электрическое оборудование
На станке 2М55 электросхема отображает управление рабочими органами. Электрическая важная схема предоставлена на рисунке.
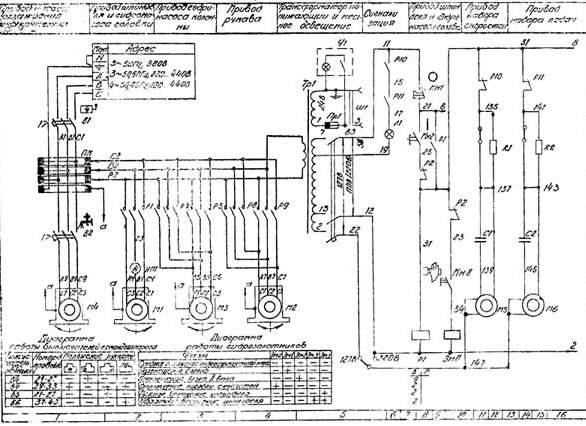
Электросхема станка 2М55
- Рабочую безопасность на станке предоставляют блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на мотор подаваться не будет до той поры, пока ручку управления не установят в нейтральное положение.
- Переключение скоростей невозможно в рабочий период гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне выполняется 2-мя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный мотор и мотор гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно лищь в ручную, нажав на кнопку отжима. Движение рукава по колонне выполняется от отдельного мотора М2.
Графитовая смазка применение, ГОСТ, характеристики состав, свойства, область применения
Схема обеспечивает преселективный преднабор частот вращения шпинделя и рабочих подач. Эти операции производятся в рабочий период станка. По завершении обработки сигнал с реле подается на мотор М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После чего происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на мотор шпинделя выполняется амперметром ИП1.
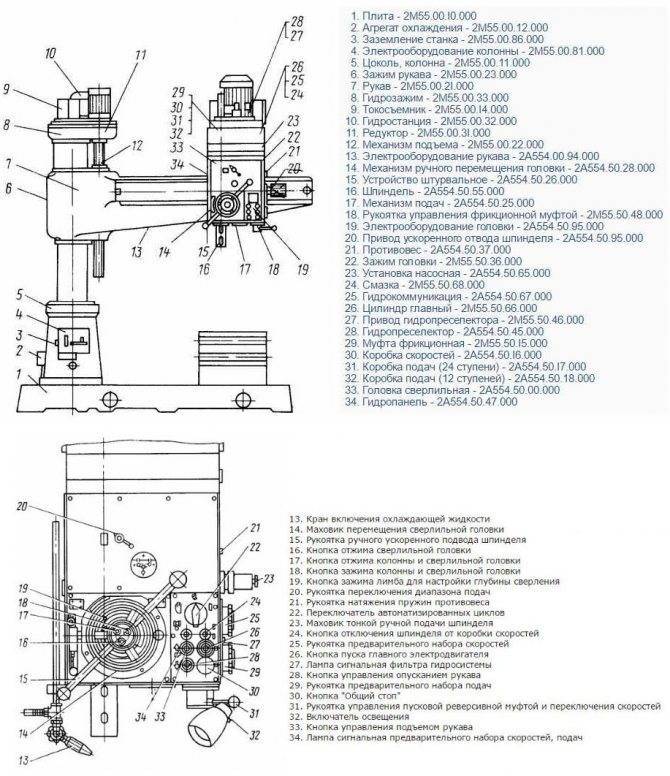
Строение оборудования РСС
Полный перечень деталей и механизмов состоит из 35 пунктов, но наиболее важные из них:
- фундаментальная плита;
- охладительный механизм;
- заземление;
- электрическая развязка: кабеля, схема, прокладка, платы;
- зажим;
- рукав;
- шпиндель;
- редуктор;

Редуктор
- подъемный механизм;
- устройство ручного перемещения рукава;
- механизм подачи;
- главный цилиндр;
- муфта;
- гидроселектор;
- коробка передач;
- гидравлическая панель;
- сверлильная головка.
Изготовлением РСС занимается Одесский завод радиальных станков.
Гидравлические зажимы предназначены для простоты и легкости изменения положения обрабатываемой поверхности. Настройка РСС облегчена за счет монтажа блока механическо-электронного управления на боковой части. Повышена производительность и точность благодаря опции предварительной настройки и установки частоты работы.
Паспорт на станок 2А592 радиально-сверлильный
Тип документации: Руководство и паспорт станка Производитель: Станкостроительный завод имени Коминтерна, г.Витебск Год выпуска: 1960 Листов / страниц: 42 листа формата А4 Тип файлов: DJVU Копия: сканированная Качество изображений: цветное, 2550*3500, 300dpi Архиватор: WinZip Размер архива: 16 Мб Паспорт выложен пользователем: Administrator
Руководство по эксплуатации и паспорт радиально-сверлильного станка 2А592, 42 листа формата А4 : — Содержание — Назначение и область применения станка — Распаковка и транспортировка станка — Схема строповки — Указания по распаковке и транспортировке — Схема транспортировки станка — Фундамент станка, монтаж, установка — Планировочный габарит станка чертёж — Подготовка станка к первоначальному пуску — Паспорт станка — Общие сведения, основные данные — Основные размеры станка — Общий вид станка схема — Спецификация основных узлов станка — Спецификация органов управления — Привод станка — Кинематическая схема станка — Спецификация зубчатых, червячных колёс, червяков, винтов и гаек — Механизм главного движения — Принадлежности и приспособления — Краткое описание станка — Общая компоновка и особенности станка — Описание кинематических цепей станка — Паспорт электрооборудования станка — Принципиальная электрическая схема станка — Монтажная электрическая схема станка — Схема размещения электрооборудования на станке — Спецификация электрооборудования станка — Смазка станка — Схема смазки станка — Спецификация к схеме смазки станка — Указания по обслуживанию смазочной системы станка — Первоначальный пуск станка — Схема расположения подшипников — Спецификация подшипников — Спецификация запасных деталей — Чертёж — общий вид расположения запасных деталей — Акт приемки — Акт технического испытания — Упаковочный лист
Инструкции по скачиванию паспорта : Если Вы решили скачать документацию (паспорт) на станок 2А592 радиально-сверлильный — прочтите следующие инструкции:
Данный документ платный. Чтобы отправить документ в корзину нажмите на кнопку «купить», расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов — проследуйте в соответствующую категорию и закончите пополнение корзины. Для скачивания документации Вам необходимо перейти в Вашу корзину, нажав кнопку «показать корзину». Корзина находится в левом меню, сразу за разделом поиска паспортов. После ознакомления с выбранными документами в корзине — нажмите на кнопку «оформить заказ». Если Вы зарегистрированный пользователь — введите свои данные, либо зарегистрируйтесь. Для оплаты за паспорт выберите предпочитаемый способ оплаты. Если вас не устраивает ни один способ оплаты, предоставленный на портале — свяжитесь с нами по электронной почте, мы поможем вам осуществить платеж. Если вы оплачиваете документацию купонами — введите номер купона в соответствующее поле. Если вы хотите вместо оплаты совершить обмен — напишите нам, указав номер заказа и краткое описание предлагаемой вами документации. Внимательно проверьте введенные данные и нажмите «подтвердить заказ». После прохождения процедуры подтверждения оплаты заказа, на электронный адрес указанный Вами при регистрации придет ссылка, нажав которую Вы сможете скачать паспорт. Если у Вас все равно возникли трудности со скачиванием или вопросы — проследуйте в раздел главного меню «Помощь по сайту».
Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование — нам важно ваше мнение!
Компоненты агрегата и их особенности
Несколько слов о компонентах.
Фрикционный тормоз, муфта – она расположена в области электромотора и коробки скоростей.
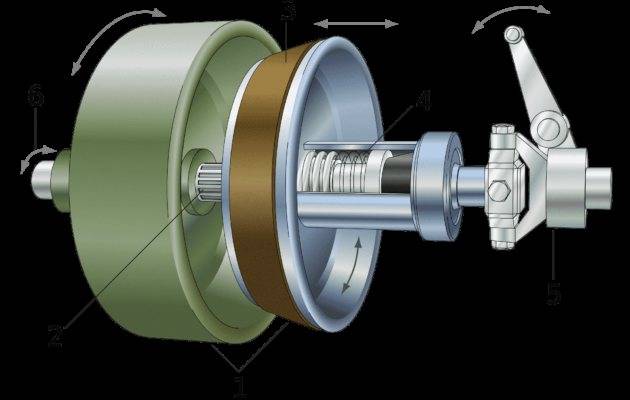
Фрикционный тормоз
Муфта имеет четкое назначение – активация движения шпинделя и предохранение привода от чрезмерной нагрузки. Сама муфта состоит из двух частей, верхней и нижней.
Коробка скоростей РСС – конструктивно расположена вверху головки. Задача – передача шпинделю точных показателей по скорости вращения. Всего 24 скорости. Зубчатые колеса изготавливаются из стали высокого качества, закалены и отшлифованы. Все вместе обеспечивает бесшумность в работе и точную передачу порционных нагрузок.
Оглавление
Радиально-сверлильный станок 2А554 предназначен для сверления отверстий в сплошном материале, рассверливания, зенкерования, а также нарезание резьбы метчиком.
Повышение производительности и функциональных возможностей станка возможны с применением приспособлений и специального инструмента, которые позволяют выполнять выточку внутренних канавок, вырезку круглых пластин, а также работы, характерные для расточных станков.
Фурнитура Кронас по доступным ценам тут!
Устройство радиально-сверлильного станка 2А554
- Плита;
- Система охлаждения;
- Заземление;
- Электрооборудование;
- Цоколь, колона;
- Зажим рукава;
- Рукав;
- Гидрозажим;
- Токосъемник;
- Гидростанция;
- Редуктор;
- Механизм подъема;
- Электрооборудование;
- Механизм ручного перемещения;
- Штурвальное устройство;
- Шпиндель;
- Механизм подач;
- Управление фрикционной муфтой;
- Электрооборудование;
- Ускоренный отвод шпинделя;
- Противовес;
- Зажим головки;
- Насосная станция;
- Система смазки;
- Гидрокоммуникация;
- Главный цилиндр;
- Привод гиропреселектора;
- Гидропремелектор;
- Фрикционная муфта;
- Коробка скоростей;
- Коробка подач 24 скорости;
- Коробка подач 12 скоростей;
- Сверлильная головка;
- Гидропанель
Шпиндель радиально-сверлильного станка
Шпиндель станка 1 расположен в выдвижной пиноли 5. В передней опоре, кроме двух радиальных шариковых подшипников, установлен также упорный подшипник 3, воспринимающий осевую нагрузку при сверлении.




В задней опоре расположенный радиальный и упорный подшипники 7 и 6 соответственно. Затяжка упорных подшипников выполняется через опорную шайбу 8 гайкой 9.
Передача вращательного движения от коробки скоростей к шпинделю выполняется через его хвостовую часть, которая шлицами входит в сопряжение с гильзой коробки скоростей.
Нижняя часть шпинделя имеет конус Морзе 5 для установки режущего инструмента.
На пиноли шпинделя 7 нарезана рейка, предназначенная для передачи движение подачи. Специальной шпонкой 12 обеспечивается ограничение хода шпинделя, конец которого заходит в паз пиноли.
Штырь 2 служить для остановки шпинделя в крайних положения, которые воздействует на микропереключатель 10, размыкая цепи питания электродвигателя.
Сверлильная головка станка
Сверлильная головка состоит из нескольких сборочных единиц. Коробка скоростей и подач расположены в верхней части головки. В задней плоскости прикреплена панель управления гидросистемой. Кроме этого, головка снабжена электрогидравлическими механизмами преднабора (преселекции). Позволяющие производить следующий технологический режим обработки еще до окончания предыдущего.
Размещается она на направляющих рукава, по которым с легкостью перемещается в радиальном направлении.
Легкость перемещения обеспечивается за счет применения комбинированных направляющих качения-скольжения. В отжатом состояние зазор между направляющими головки и рукава составляет 0,03-0,05 мм, а по верхним направляющим головка перемещается по роликам.
Ролики 1 и 4 установлены на шариковых подшипниках 13 на эксцентриковых осях 12.
Регулировка зазора между направляющими осуществляется за счет эксцентриковых осей 17.
Коробка скоростей радиально-сверлильного станка
Коробка скоростей сверлильного станка предназначена для передачи шпинделю 24-х скоростей вращения. Различные скорости вращения шпинделя обеспечиваются за счет переключение соответствующих подвижных блоков. На первом валу расположена фрикционная муфта, служащая для соединения кинематической цепи между приводом электродвигателя и шпинделем.
С верхней муфтой коробка скоростей станка соединяется зубчатым блоком 3 и 4, а с нижней муфтой – зубчатым колесом 24, закрепленным на валу 10, через паразитную шестерню 23.
Плавность и бесшумность работы, а также передача высоких нагрузок обеспечивается за счет изготовления всех зубчатых колес и шестерен из качественной стали, закалкой и последующей шлифовкой.
Коробка подач радиально-сверлильного станка
Коробка подач сверлильного станка расположена между шпинделем и механизмом подачи и получает вращательное движение от шпинделя через зубчатую передачу 1.
Нижними опорами валов 6 и 7 служат гнезда, расположенные в промежуточной плите 4.
На валу 7 расположена переборная шестерня 3. В механизме подачи располагается дополнительная переборная группа.
Основные рекомендации по эксплуатации оборудования РСС
Любая эксплуатация начинается с качественно подготовленного рабочего места. В этом случае – площадка. Основа должна быть изготовлена из такого материала, чтобы она смогла выдержать вес самого оборудования и материала для обработки.
Как показывает практика, следует использовать армированный бетон, который способен выдержать большой тоннаж и имеет длительный срок эксплуатации.
Второй момент: визуальная проверка изделия на присутствие дефектов и повреждений. При выявлении работником таковых принимается решение о степени их критичности и целесообразность дальнейшего использования агрегата.
Более подробно мастера могут ознакомиться в инструкции по эксплуатации, там имеется схема со штатным расположением электропроводки.
Если в процессе работы с оборудованием возникает нештатная ситуация, то первым делом нужно выдернуть шнур электрического питания, чтобы обесточить систему. Только после этого нужно приступать к диагностике или ремонту. Запрещено проводить чистку поверхности изделия в то время когда вращается головка. Высока вероятность получения травмы.
Во время обработки металлических поверхностей образовывается сливная металлическая стружка. Чрезмерное ее провисание чревато налипанием на кромки сверла, торцы поверхностей. Чтобы предотвратить подобное, нужно оперативно вывести сверло из обрабатываемого гнезда. С помощью щетки по металлу провести очистку, продолжить обработку.
Некоторые конструктивные особенности
Сверлильная установка (радиальный станок), в зависимости от конструкции, бывает следующих видов:
- Универсальным – стационарным.
- Переносным – портативным для возможности обработки негабаритных заготовок, особенно если к ним необходимо подавать РСС с помощью крана.
- Самоходные установки – способны самостоятельно передвигаться по рельсовым установкам. Фиксация изделия происходит посредством башмаков.
Основные составляющие конструкции:
- основополагающая плита;
- центральная колонна;
- головка для протачивания;
- гильза;
- траверса;
- гидрозажим.

Гидрозажим
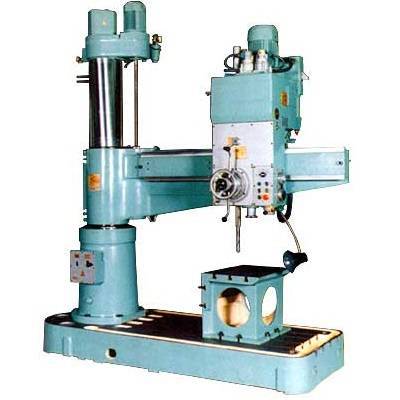
Станок 2А554 радиально-сверлильного типа: функции и устройство
Функции и задачи устройства
Отличительной особенностью станка радиально-сверлильного типа 2А554 является наличие вращающейся колонны с рабочей многофункциональной головкой, поворачиваемой на 360° и обрабатывающей закрепленные на тяжелом и устойчивом основании неподвижные заготовки с размерами до 1600 мм, то есть относящихся к средним и крупным. Высокое число степеней свободы шпинделя вкупе с хорошей защитой от перегрузок сокращают время сверлильных операций и повышают их производительность в разы, в плане экономии энергозатрат 2А554 выгодно отличается от моделей, осуществляющих перемещения массивных деталей на рабочем столе.









Технические возможности станка позволяют выполнять с достаточно высокой точностью (класс Н по ГОСТ 8-82) самые разные операции: сверления сквозных и глухих отверстий, зенкерования с целью улучшения показателей шероховатости, рассверливания и растачивания созданных ранее, включая полученные литьем, накатки резьбы с помощью метчиков. При условии закрепления дополнительных приспособлений и использовании специального режущего инструмента функции модели расширяются до подготовки канавок, вырезки пластин круглой формы из тонких листов металла, формирования отверстий с квадратным сечением, притирки цилиндров и клапанов, и выполнения других действий, присущих моделям расточного типа.
Конструкция модели
Данное радиально-сверлильное устройство состоит из следующих конструкционных элементов:
- основание, выполненное в форме плиты,
- рукава или траверсы,
- коробка скоростей и подач,
- головка, использующаяся для выполнения сверления,
- система охлаждения,
- механизм для фиксирования головки для сверления,
- гидравлическое и электрическое оборудование,
- редуктор,
- механизм, использующийся для подъема траверс,
- токосъемник,
- вал червяка,
- колонна,
- шпиндельный узел,
- фрикционная муфта,
- узел, который обеспечивает передвижение рабочей головки в ручном режиме,
- противовесное устройство,
- система управления,
- насосный механизм,
- узел для включения и управления подачами.
Конструкционно радиально-сверлильное устройство состоит из массивной плиты, которая исполняет роль основания. На данном элементе размещается цоколь, предназначенный для монтажа колонны из стали. Именно на ней находится рукав с рабочей головкой. Она перемещается при помощи специального механизма.
Сама рабочая головка является конструкционно сложным узлом, который состоит из нескольких элементов. В частности, это шпиндельный механизм, коробка подач и скоростей, противовес. Данный узел может перемещаться в ручном режиме, что осуществляется при помощи траверсы. Его также можно зафиксировать в нужном положении, используя специальный зажимной механизм.
Технические параметры оборудования
Грамотная компоновка станка 2А554 позволила добиться оптимальных эксплуатационных качеств. Это же напрямую сказалось на характеристиках оборудования. Их обзор следует начать с основных параметров. Масса станка составляет 4700 кг, его габариты – 266,5*103*343 см.
Класс точности оборудования соответствует «Н». Максимально допустимый диаметр сверления для стали 45 равен 50 мм. Также предусмотрена возможность формирования отверстий в чугунных заготовках. Их диаметр не может превышать 63 мм. Шпиндель может смещаться по рукаву на расстояние от 35 до 160 см. Максимальная высота подъема рукава по колонне составляет 75 см. При этом максимальная скорость равна 1,4 м/мин.
Размеры рабочего стола составляют 102*255,5 см. Дополнительно предусмотрена возможность установки дополнительного инструмента для улучшения технических и функциональных возможностей оборудования. Его масса не может превышать 15 кг.
Для понимания эксплуатационных качеств станка 2А554 следует внимательно изучить параметры шпиндельной головки:
- диаметр гильзы – 9 см;
- границы частоты вращения — от 18 до 2000 об/мин;
- число скоростей составляет 24;
- пределы рабочих подач, которые возможны при одном обороте шпинделя – от 0,045 до 5 мм/об;
- параметры формирования резьбы. Пределы подач на один оборот — от 1 до 5 мм;
- максимальный крутящий момент, кгс*см – 7100;
- допустимое усилие подач, кН – 20.
Для управления положением рабочей головки в конструкции есть несколько типов зажимов. При вращении колонны и смещении сверлильной головки по рукаву применяются гидравлические устройства. Зажим рукава на стойке колоны осуществляется с помощью электрических зажимов.
Главный привод станка 2А554 выполняется при работе электродвигателя мощностью 5,5 кВт. Для перемещения по рукаву в конструкции предусмотрена электроустановка 2,2 кВт. Дополнительные устройства (5 шт) предназначены для подачи охлаждающей жидкости и обеспечения надежной фиксации компонентов станка относительно друг друга.
Для выключения шпинделя и изменения направления его вращения в станке есть фрикционная муфта. Она располагается между коробкой скоростей и главным электродвигателем.
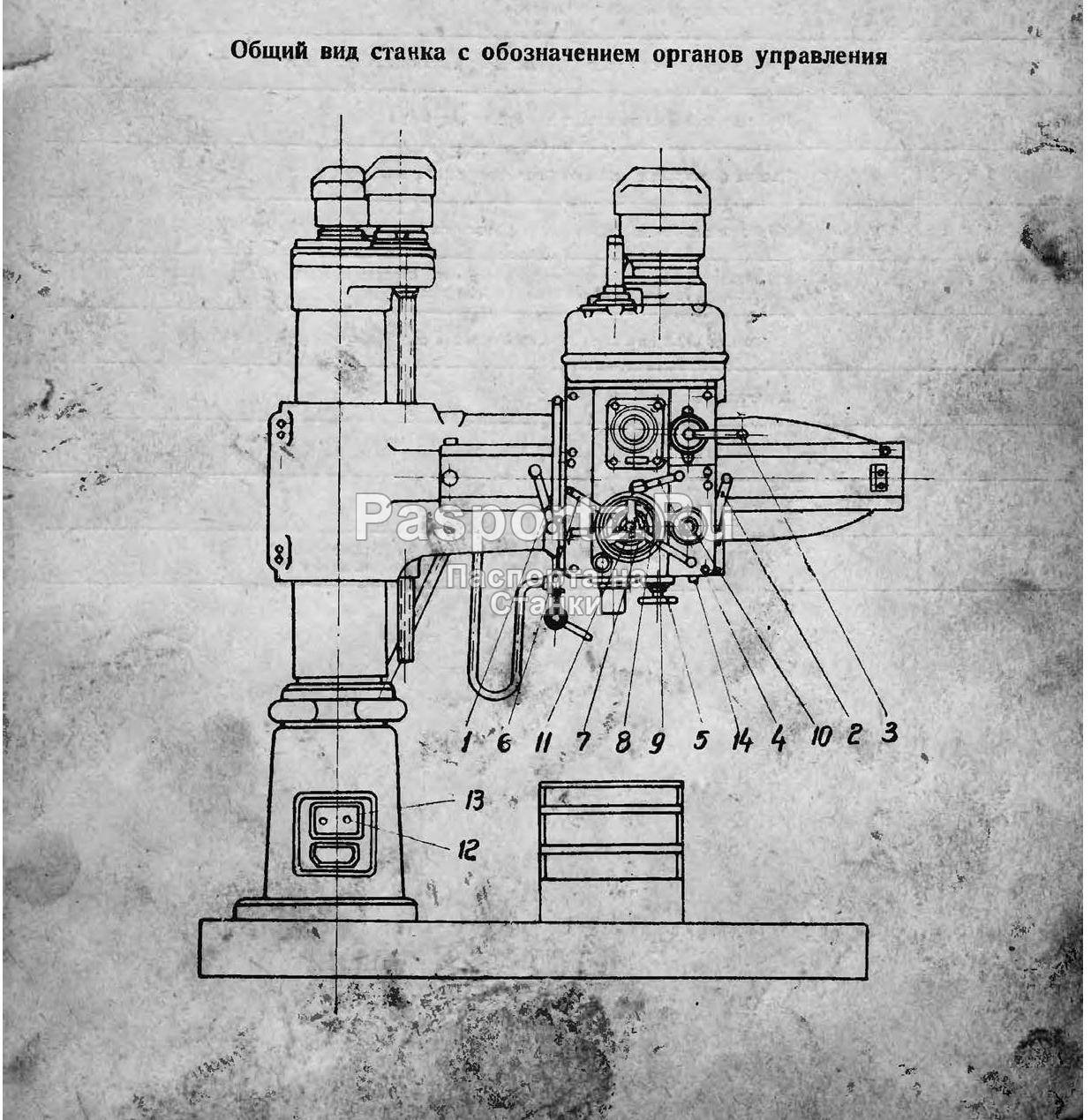
Устройство и работа радиально-сверлильного станка 2А554. Общая компоновка станка
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токопроводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в вице отдельного силового агрегата и состоит из коробки скоростей и подач, механизмов подачи и ускоренного етвода шпипделя, шпинделя с противовесом и других узлов. Она перемещается по направляющим рукава вручную. В нужном положении головка фиксируется установленным на ней механизмом зажима.
В фундаментной плите выполнен бак и закреплена насосная установка для подачи охлаждающей жидкости к инструменту. На плите устанавливается стол для обработки на нем деталей небольшого размера.
Все органы управления станком сосредоточены на сверлильной головке. На панели цоколя размещены только кнопки вводного выключателя, подключающего станок к внешней электросети, и выключателя управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки установлена электроарматура.
Электроаппаратура смонтирована в нише, выполненной с обратной стороны рукава.
Технические характеристики сверлильного станка 2А554
| Наименование параметра | 255 | 2а55 | 2н55 | 2м55 | 2а554 |
| Основные параметры станка | |||||
| Класс точности станка | Н | Н | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 50 | 50 | 50 | 50 | 50 |
| Наибольший условный диаметр сверления в чугуне, мм | 63 | 63 | 63 | 63 | |
| Диапазон нарезаемой резьбы в стали 45, мм | М52 х 5 | ||||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 450…1500 | 450…1500 | 400…1600 | 375…1600 | 375…1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 1125 | 1050 | 1200 | 1225 | 1225 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 470…1500 | 470…1500 | 450…1600 | 450…1600 | 450…1600 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 680 | 680 | 800 | 750 | 750 |
| Скорость вертикального перемещения рукава по колонне, м/мин | 1,4 | 1,4 | 1,4 | ||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 350 | 350 | 350 | 400 | 400 |
| Угол поворота рукава вокруг колонны, град | 360° | 360° | 360° | 360° | 360° |
| Рамер поверхности плиты (ширина длина), мм | 968 х 2430 | 1000 х 2530 | 1000 х 2555 | 1020 х 2555 | |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | 15 | ||||
| Шпиндель | |||||
| Диаметр гильзы шпинделя, мм | 90 | ||||
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 АТ6 |
| Частота прямого вращения шпинделя, об/мин | 30..1700 | 30…1900 | 20…2000 | 20…2000 | 18…2000 |
| Количество скоростей шпинделя прямого вращения | 19 | 19 | 21 | 21 | 24 |
| Частота обратного вращения шпинделя, об/мин | 34..1700 | 37,4…1900 | |||
| Количество скоростей шпинделя обратного вращения | 18 | ||||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,03..1,2 | 0,05…2,2 | 0,056…2,5 | 0,056…2,5 | 0,045…5,0 |
| Число ступеней рабочих подач | 18 | 12 | 12 | 12 | 24 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | 1,0…5,0 | ||||
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 | 1 | |
| Перемещение шпинделя на оборот лимба, мм | 122 | 122 | 120 | ||
| Наибольший допустимый крутящий момент, кгс*см | 7500 | 7100 | 7100 | 7100 | |
| Наибольшее усилие подачи, кН | 20 | 20 | 20 | 20 | |
| Зажим вращения колонны | Гидро | Гидро | Гидро | Гидро | |
| Зажим рукава на колонне | Электр | Электр | Электр | Электр | |
| Зажим сверлильной головки на рукаве | Гидр | Гидр | Гидр | Гидр | |
| Электрооборудование. Привод | |||||
| Количество электродвигателей на станке | 5 | 7 | 6 | 7 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 4,3 (1500) | 4,5 | 4 | 4,5 | 5,5 |
| Электродвигатель привода перемещения рукава, кВт (об/мин) | 1,5 (1500) | 1,7 | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода гидрозажима колонны, кВт (об/мин) | 0,25 (1500) | 0,5 | 0,5 | 0,55 | 0,55 |
| Электродвигатель привода гидрозажима сверлильной головки, кВт (об/мин) | 0,5 | 0,5 | — | — | |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,1 (3000) | 0,125 | 0,125 | 0,125 | 0,125 |
| Электродвигатель набора скоростей, кВт (об/мин) | — | — | 0,15 | 0,15 | 0,15 |
| Электродвигатель набора подач, кВт | — | — | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода ускоренного перемещения шпинделя, кВт | — | — | — | 0,55 | |
| Суммарная мощность установленных электродвигателей, кВт | 8,9 | ||||
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2500 х 970 х 2250 | 2625 х 968 х 3265 | 2545 х 1000 х 3315 | 2665 х 1020 х 3430 | 2665 х 1030 х 3430 |
| Масса станка, кг | 4300 | 4100 | 4100 | 4700 | 4700 |
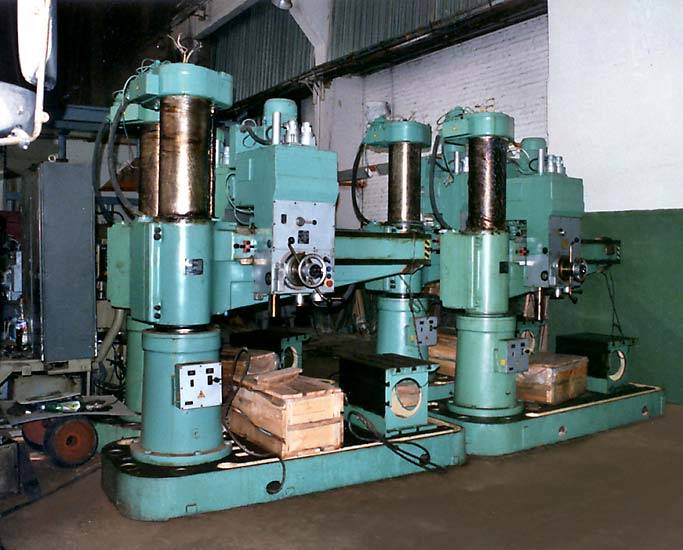
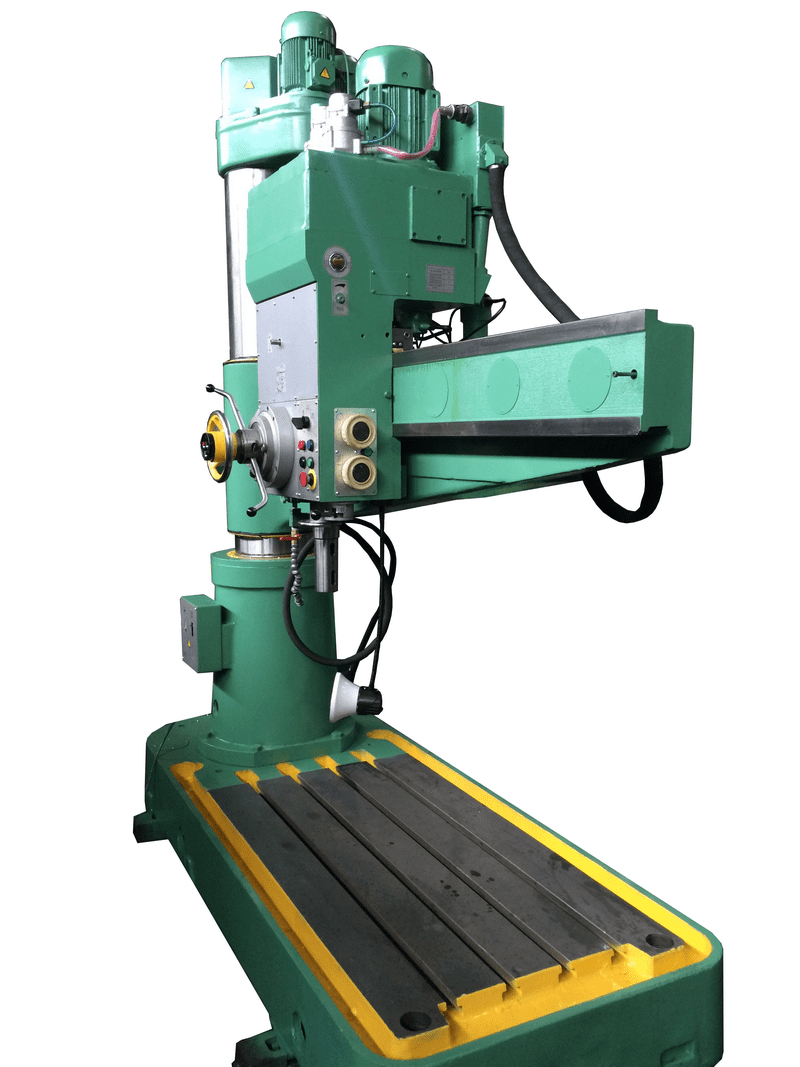
Радиально-сверлильный станок 2А554
Шпиндель станка 1 расположен в выдвижной пиноли 5. В передней опоре, кроме двух радиальных шариковых подшипников, установлен также упорный подшипник 3, воспринимающий осевую нагрузку при сверлении.
В задней опоре расположенный радиальный и упорный подшипники 7 и 6 соответственно. Затяжка упорных подшипников выполняется через опорную шайбу 8 гайкой 9.
Передача вращательного движения от коробки скоростей к шпинделю выполняется через его хвостовую часть, которая шлицами входит в сопряжение с гильзой коробки скоростей.
Нижняя часть шпинделя имеет конус Морзе 5 для установки режущего инструмента.
На пиноли шпинделя 7 нарезана рейка, предназначенная для передачи движение подачи. Специальной шпонкой 12 обеспечивается ограничение хода шпинделя, конец которого заходит в паз пиноли.
Штырь 2 служить для остановки шпинделя в крайних положения, которые воздействует на микропереключатель 10, размыкая цепи питания электродвигателя.
Сверлильная головка состоит из нескольких сборочных единиц. Коробка скоростей и подач расположены в верхней части головки. В задней плоскости прикреплена панель управления гидросистемой. Кроме этого, головка снабжена электрогидравлическими механизмами преднабора (преселекции). Позволяющие производить следующий технологический режим обработки еще до окончания предыдущего.
Размещается она на направляющих рукава, по которым с легкостью перемещается в радиальном направлении.
Легкость перемещения обеспечивается за счет применения комбинированных направляющих качения-скольжения. В отжатом состояние зазор между направляющими головки и рукава составляет 0,03-0,05 мм, а по верхним направляющим головка перемещается по роликам.
Ролики 1 и 4 установлены на шариковых подшипниках 13 на эксцентриковых осях 12.
Регулировка зазора между направляющими осуществляется за счет эксцентриковых осей 17.
Коробка скоростей сверлильного станка предназначена для передачи шпинделю 24-х скоростей вращения. Различные скорости вращения шпинделя обеспечиваются за счет переключение соответствующих подвижных блоков. На первом валу расположена фрикционная муфта, служащая для соединения кинематической цепи между приводом электродвигателя и шпинделем.







С верхней муфтой коробка скоростей станка соединяется зубчатым блоком 3 и 4, а с нижней муфтой – зубчатым колесом 24, закрепленным на валу 10, через паразитную шестерню 23.
Плавность и бесшумность работы, а также передача высоких нагрузок обеспечивается за счет изготовления всех зубчатых колес и шестерен из качественной стали, закалкой и последующей шлифовкой.
Коробка подач сверлильного станка расположена между шпинделем и механизмом подачи и получает вращательное движение от шпинделя через зубчатую передачу 1.
Нижними опорами валов 6 и 7 служат гнезда, расположенные в промежуточной плите 4.
На валу 7 расположена переборная шестерня 3. В механизме подачи располагается дополнительная переборная группа.
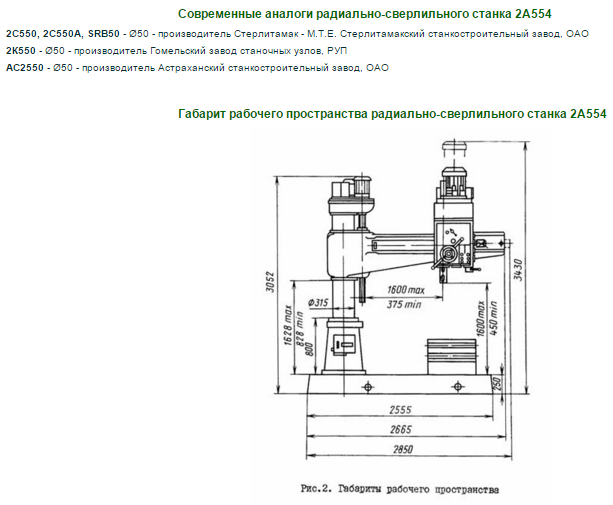
Основные параметры 2A554
| Наибольший диаметр сверления,мм: | |
| в стали | 50 |
| в чугуне | 63 |
| нарезаемой резьбы: | |
| в стали | М52х5 |
| в чугуне | М54х4 |
| Расстояние от оси шпинделя до направляющих колоны,мм: | |
| наибольшее | 1600 |
| наименьшее | 375 |
| Перемещение шпинделя,мм: | |
| наибольшее | 400 |
| на один оборот лимба | 120 |
| на одно деления лимба | 1 |
| Наибольшее перемещение сверлильной головки по колонне,мм | 1225 |
| Наибольший угол поворота рукава вокруг оси колонны,град | 360 |
| Скорость вертикального перемещения рукава,м/с | 0,023 |
| Пределы частоты вращения шпинделя, об/мин | 18…2000 |
| Наибольший крутящий момент на шпинделе,Нм | 7100 |
| Габаритные размеры станка,мм: | |
| длина | 2850 |
| ширина | 1030 |
| высота | 3430 |
| Масса станка,кг | 4700 |
www.metalstanki.com.ua
ГС545 радиально-сверлильный переносной станок. Назначение и область применения
Радиально-сверлильный переносной станок модели ГС545 предназначен для обработки отверстий в средних и крупных деталях в единичном, мелкосерийном и серийном производстве.
На станке можно выполнять: сверление, рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание отверстий. Наиболее эффективно может быть использован при обработке отверстий, расположенных под углами в разных плоскостях крупногабаритных деталей, в инструментальных, ремонтных, экспериментальных, сборочных и производственных цехах.
Станок состоит из следующих основных узлов: основания, колонны, корпуса, рукава, каретки, сверлильной головки, механизма зажима колонны, системы подачи охлаждающей жидкости и электрооборудования.
Оригинальная конструкция радиально-сверлильного переносного станка модели ГС545 обеспечивает широкие возможности и позволяет:
- поворачивать сверлильную головку и рукав вокруг своих осей на 360°
- производить обработку отверстий в любой пространственной ориентации
- вести обработку отверстий, расположенных ниже уровня «пола»
- производить обработку отверстий в ограниченном пространстве
- станок является «переносным», для переноса имеется рым-болт. Выставка станка относительно обрабатываемой поверхности осуществляется при помощи приставных винтовых опор. При стационарной установке винтовые опоры снимаются. станок устанавливается на фундаменте и закрепляется болтами М16 (4 шт.).





