

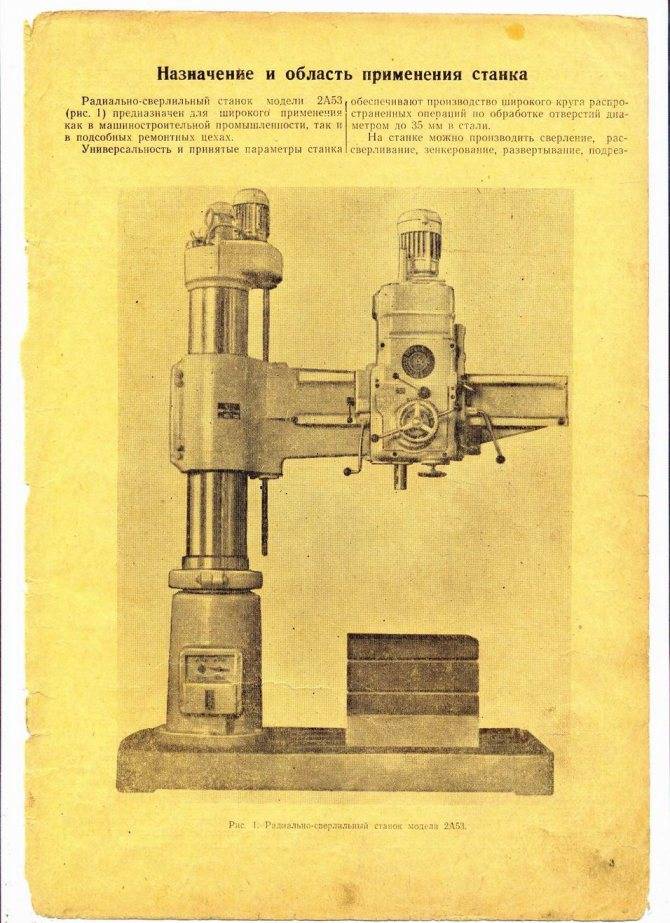
2Н55 станок радиально-сверлильный. Назначение и область применения
Радиально-сверлильный станок модели 2Н55 заменил устаревшую модель станка этой же серии 2А55.
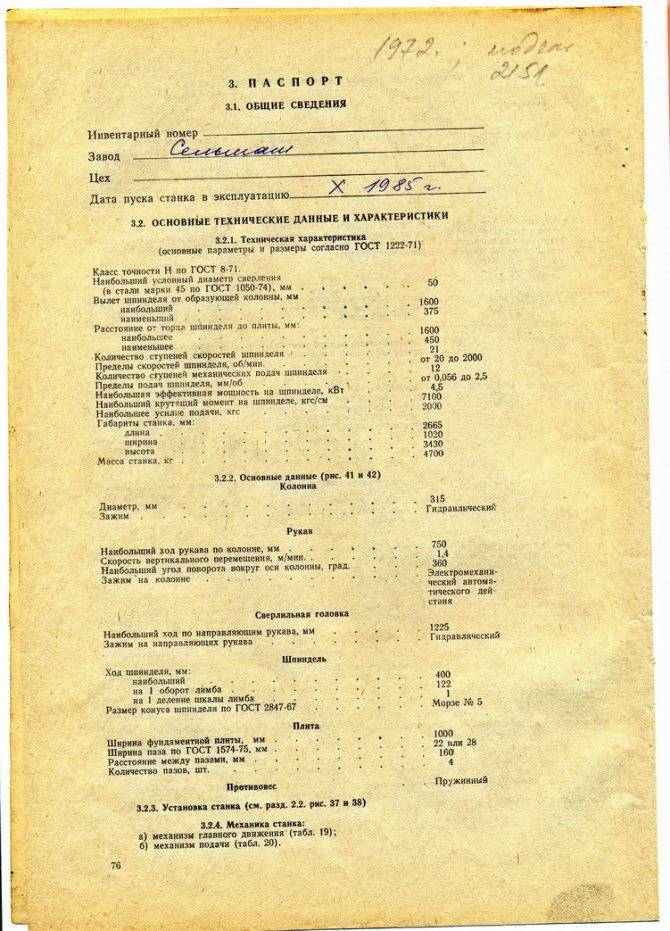
Станок рассчитан на сверление в стали отверстий диаметром до 50 мм сверлами средней твердости (предел прочности при растяжении σ = 55..65 кг/мм²).
Станок радиально-сверлильный 2Н55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Радиально-сверлильный станок 2Н55 имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора. Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента размеров и т. д.
Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Режимы резания, допустимые на станке, определяются динамическими параметрами станка:
- Эффективная мощность на шпинделе, кВт — 4,0
- Наибольший крутящий момент на шпинделе кг*см — 7100
- Наибольшее усилие подачи, кгс — 2000
При этом надо иметь в виду, что наибольшая мощность на шпинделе может быть использована, начиная с 7-й ступени чисел оборотов (80 об/мин см. раздел паспорта «Механика главного движения»).
Низшие числа оборотов шпинделя применяются на станке для выполнения операций, требующих меньшей мощности, но большего крутящего момента. Поэтому на шести первых ступенях скорости мощность на шпинделе не достигает максимально-эффективного значения.
Величина наибольшего допустимого усилия подачи обусловлена прочностью деталей станка и жесткостью его конструкции. Превышение допустимого значения усилия подачи вызывает отключение предохранительной муфты механизма подачи. Поэтому величину механической подачи следует выбирать так, чтобы не превзойти допустимого усилия подачи. Усилие подачи в значительной, степени зависит от правильной заточки сверла.
Широкие диапазоны скоростей вращения шпинделя и механических подач позволяют повысить производительность станка.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления.
Наличие в станке преселективного управления скоростями и подачами, легкого гидрофицированного управления фрикционом шпинделя, возможность отключения шпинделя от коробки скоростей, наличие надежных гидравлических зажимов колонны и сверлильной головки, работающих как совместно, так и раздельно, а также сосредоточение всех органов управления на небольшом участке сверлильной головки позволяет максимально сократить вспомогательное время.
При необходимости частой смены инструментов рекомендуется пользоваться быстросменным патроном. Для нарезания резьб следует применять предохранительный патрон для метчиков.
Станок имеет следующие преимущества по сравнению с ранее выпускавшейся моделью:
- ужесточение зажима колонны благодаря развитому конусу, что позволяет работать на высоких режимах резания; увеличение объема рабочего пространства за счет увеличения ходов рукава по колонне и головки по рукаву;
- достижение заданной точности и достижение точности вне плиты благодаря двухколонной компоновке и развитым направляющим рукава;
- сокращение времени на переустановку рукава по высоте благодаря увеличенной скорости его перемещения и быстрому действию зажима;
- повышение ремонтопригодности благодаря новой конструкции направляющих колонны;
- отсутствие на верхнем торце механизмов, требующих обслуживания, что обеспечивает удобство при эксплуатации станка, улучшает его внешний вид.
Разработчик — СКБ APC г. Одесса
Категория качества высшая.
Класс точности станка Н по ГОСТ 8—77.
Первоначальный пуск и указания о порядке управления станком 2Л53У
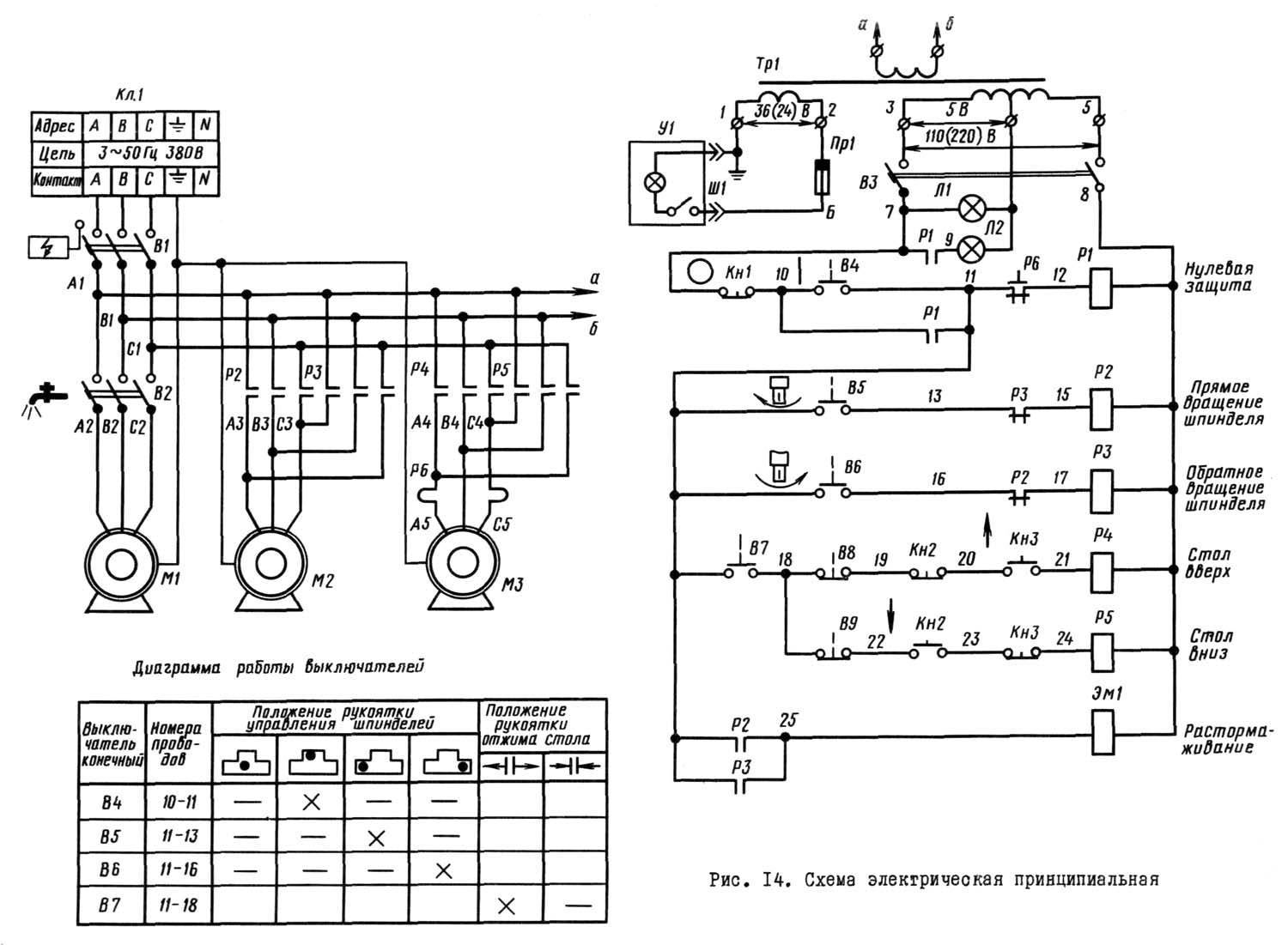
Для подготовки станка к работе необходимо: дверку электрошкафа плотно закрыть; включить вводной выключатель BI, убедиться что сигнальная белая лампочка Л1 загорелась; подъемом рукоятки командоаппарата включить станок, при этом должна загореться зеленая лампочка Л2.
Наладочные перемещения стола осуществляются кнопками Кн2 и КнЗ, но прежде необходимо отжать бочку.
Для включения прямого вращения шпинделя необходимо рукоятку командоаппарата повернуть влево, для обратного вращения — вправо. Для остановки шпинделя рукоятку командоаппарата следует вернуть в нейтральное положение.
Отключение станка, обычное и аварийное, осуществляется красной грибовидной кнопкой Кн1 «О».
Внимание! Вводной выключатель BI под нагрузкой не выключать, это допустимо только в аварийном случае
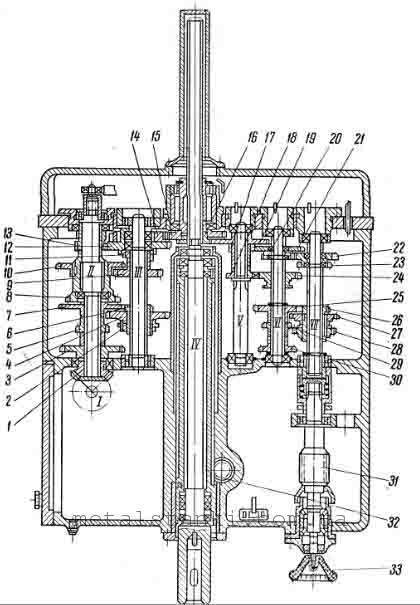
Сверлильная головка
Во время изготовления корпуса применяли чугун, который стоек к вибрационной нагрузке и не подвергается действию большой влажности. В середине расположена система переключения частот вращения шпинделя или подачи
Для важного увеличения служебного срока конструкции соприкасающиеся детали смазывают специализированной суспензией. Для этого на корпусе устанавливают насос смазки, привод основного движения или тормоз шпинделя. Управление коробкой передач проходит через установленные с наружной стороны рукояти
Во время изготовления зубчатых колес применяют легированную сталь, которая имеет очень высокую устойчивость к износу
Управление коробкой передач проходит через установленные с наружной стороны рукояти. Во время изготовления зубчатых колес применяют легированную сталь, которая имеет очень высокую устойчивость к износу.
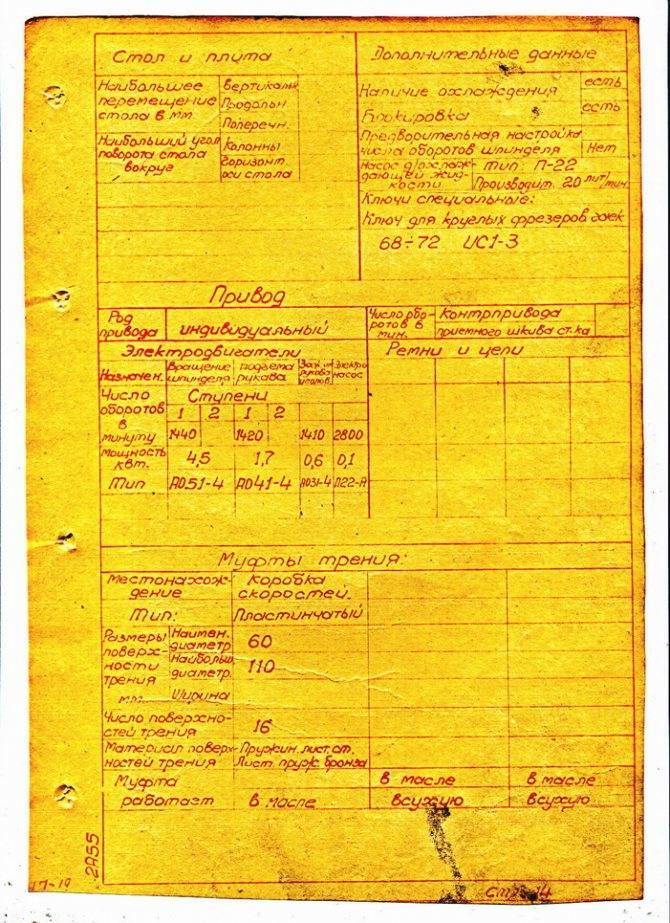
Привод
Главный механизм обеспечения скорости вращения, ее переключение в процессе сверлильной деятельности и работу коробки скоростей характеризуется одной особенностью. Осуществив разборку коробки скоростей сверлильного станка 2К52, паспорт которой включает собственный электропривод, можно сказать о наличии нескольких подобных механизмов.
Допускается установка 3х электрических двигателей согласно руководству по эксплуатации 2К52и другим нормативным документам. Мощность основного привода составляет 1,5 кВт.
В руководстве указывается масса установки – 1250 кг., также отображается полная расшифровка названия станка.
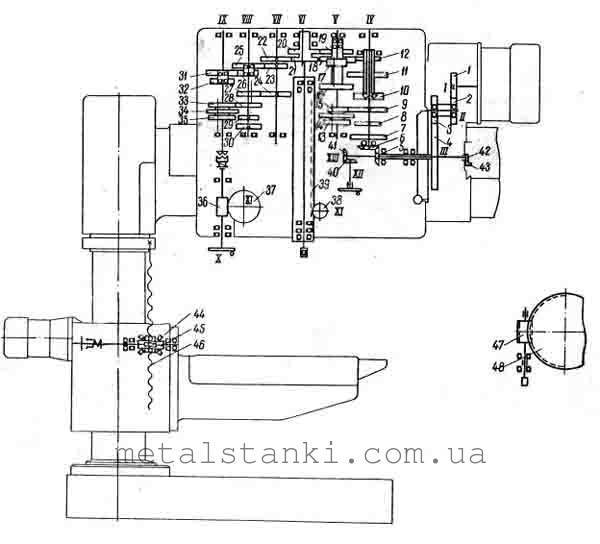

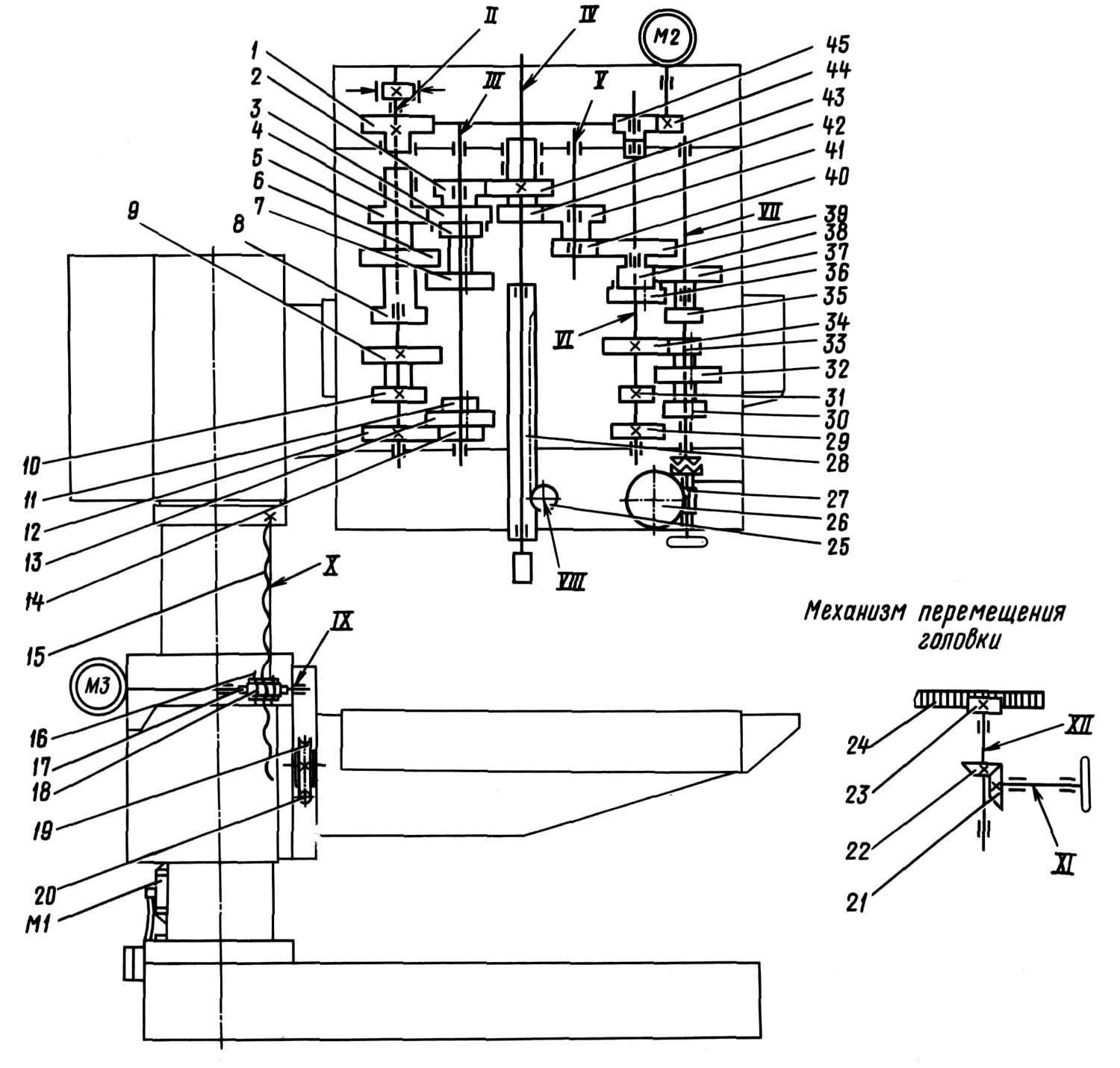


Кинематическая схема строится на четырех цепях, первой из которых является цепь вращения основного шпинделя. Осуществляя разборку установки можно заметить, нагрузка при вращении шпинделя равномерно распределяется по коробке скоростей, приводному валу типа У.
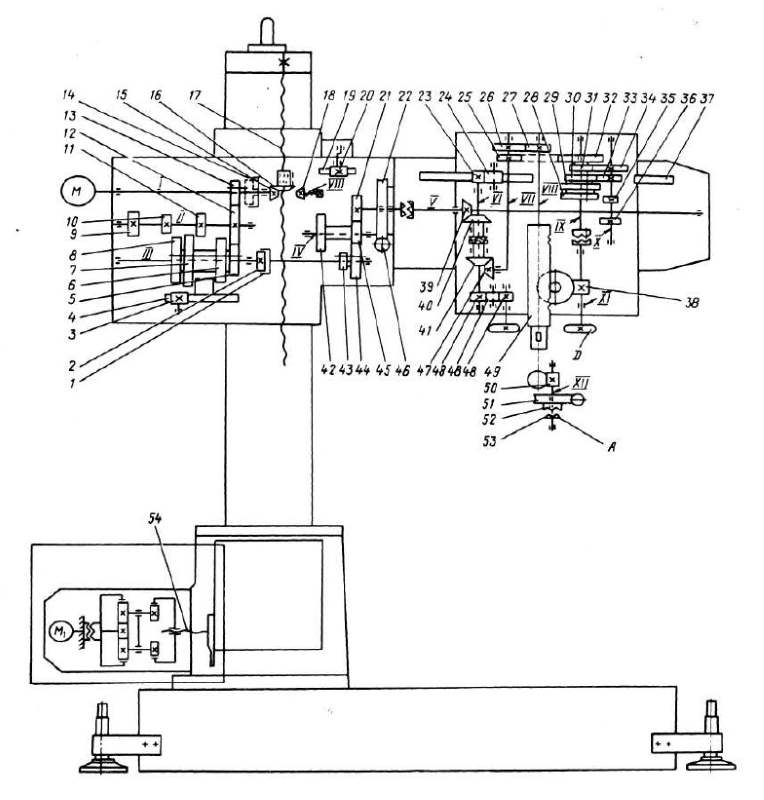
Кинематическая схема станка 2К52
Составляющими кинетической схемы также являются:
- Цепь осуществления подач.
- Цепь вертикального смещения основного рукава.
- Цепь осуществления зажима колоны.
В процессе сборки конструкторы оснастили установку 2К52 максимальным набором дополнительных модулей. Расширенная функциональность позволяет увеличить точность всех операций, появляется также возможность работы со сложными заготовками, ускоряется производительность.
В итоге, машина для сверления 2К52 обладает подходящими для выполнения многих работ параметрами, регулировка которых позволяет добиться достаточно высокой точности. Каждая рабочая операция производится без сложных манипуляций, что под силу выполнить даже работнику с минимальной квалификацией. Получаемые отверстия всегда имеют правильную форму.
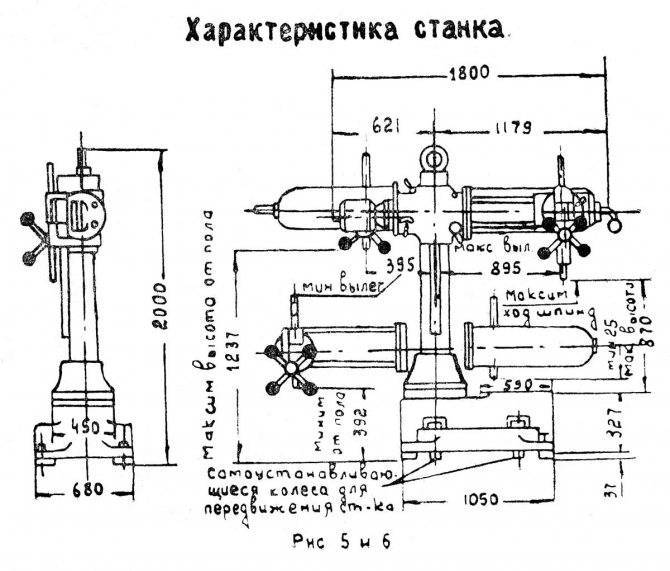
2Л53 станок радиально-сверлильный облегченный. Назначение и область применения
Станок радиально-сверлильный 2Л53 был заменен на более совершенную модель .
Радиально-сверлильный станок 2Л53 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками резьбы реверсом электродвигателя, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве.
Принцип работы и особенности конструкции станка
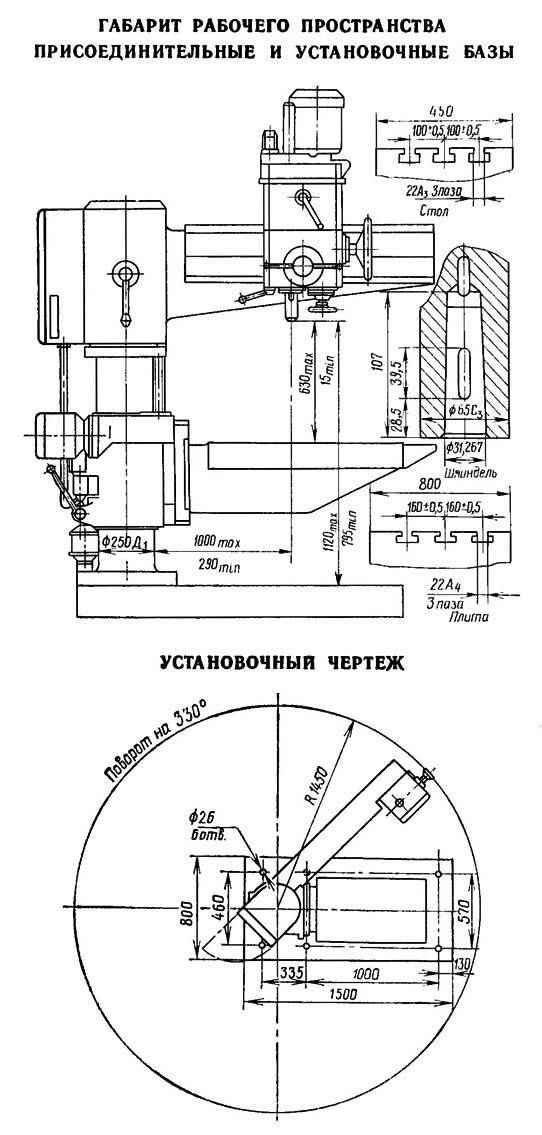
Рукав станка 2Л53 не имеет перемещения по колонне, а сверлильная головка перемещается по горизонтальным направляющим рукава и вместе с рукавом поворачивается вокруг колонны.
Бочка с поворотным столом поворачивается вокруг колонны на 320° и перемещается вертикально по ней. Поворотный стол имеет возможность поворачиваться вокруг горизонтальной оси. На торце рукава смонтирован электрошкаф. Органы управления сосредоточены в удобном для работы месте: на сверлильной головке и электрошкафу. Электронасос охлаждения монтируется на фундаментной плите.
Станок 2Л53 может обрабатывать детали, установленные вне плиты.
При изготовлении фундамента в местах установки фундаментных болтов должны быть пирамидальные колодцы размером 130 x 130 мм в верхней части и 180 x 180 мм в. нижней части, глубиной 300 мм.
Глубина заложения фундамента выбирается в зависимости от грунта, но не менее 400 мм.
Точность установки станка в продольном и поперечном направлениях 0,05 мм на длине 1000 мм.
После выверки станка фундаментные болты заливаются цементным раствором 1 : 3, и после затвердевания бетона следует затянуть гайки фундаментных болтов, проверяя положение станка по уровню.
Класс точности станка Н по ГОСТ 8—71. Шероховатость обработанной поверхности Rа 2,5 мкм.
Покупаем Платы
Покупаем по самым высоким ценам:
- Бытовая электроника (платы должны быть очищены от металла, пластика, трансформаторов больше 3 см в любой стороне и мониторных черных катушек)
- Материнские платы от ноутбуков и материнские платы до поколения Pentium 4 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены), вид.звук.сет.
- Материнские платы поколения Pentium 4 и выше. Socket: 423, mPGA 478, 775, 1155 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены)
- Платы импортные (пластиковые, металлические и алюминиевые элементы должны быть удалены)
- Платы компьютерные комплектующие, оперативная память c жёлтой ламелью
- Платы с ценными радиодеталями (конденсаторы КМ, микросхемы (желтые), разъемы (желтые), транзисторы (желтые)) отечественного производства
- Платы сотовых телефонов (без корпуса и дисплея) поколение 2СИМ, сенсорные, смартфоны
- Платы сотовых телефонов (без корпуса и дисплея.) До поколения 2СИМ и сенсорных
- Платы управления военными и советскими приборами, производства СССР (пластиковые, металлические и алюминиевые элементы должны быть удалены) без ценных радиодеталей
- Срезка с плат (неликвиды переключателей, транзисторов, микросхем и т. д.)
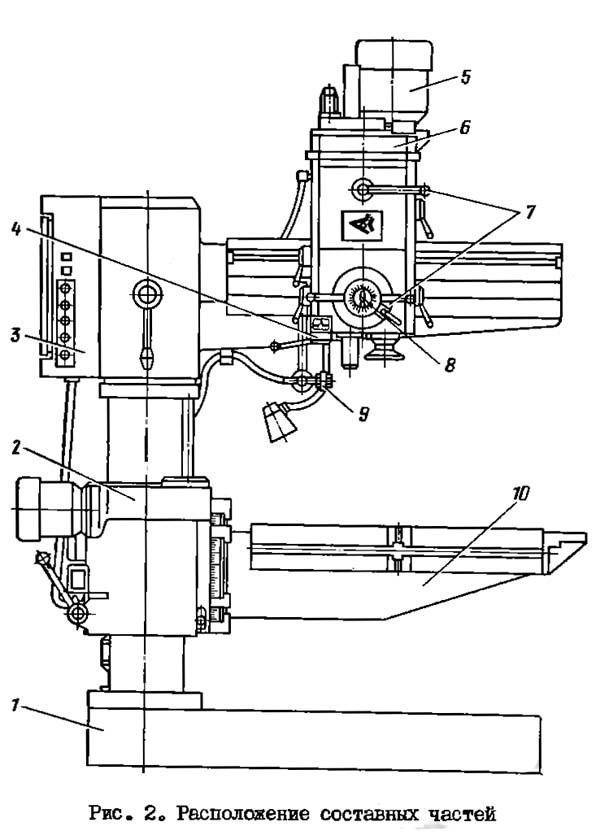
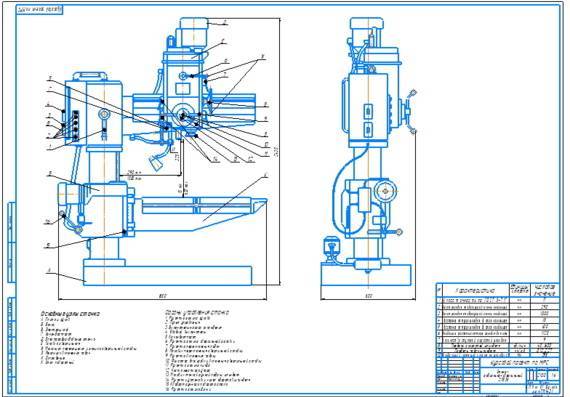
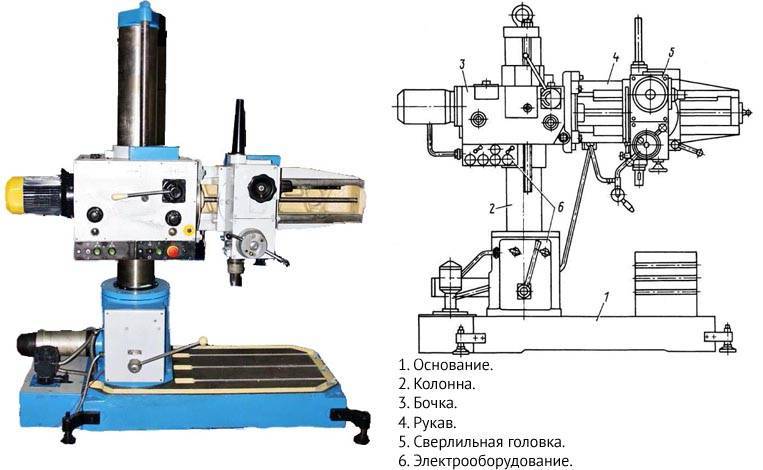
Расположение составных частей радиально-сверлильного станка 2Н55
Спецификация составных частей сверлильного станка 2Н55
- Плита, цоколь, колонна – 11 (номер узла)
- Охлаждение – 12
- Рукав и зажим – 21
- Механизм подъема сверлильной головки – 31
- Механизм гидрозажима – 32
Спецификация составных частей сверлильной головки СГ-50Н, СГ-350Н
- Фрикционная муфта – 15
- Коробка скоростей – 16
- Коробка подач – 17
- Вал червяка – 25
- Механизм включения подач – 26
- Зажим сверлильной головки – 36
- Противовес – 37
- Гидропреселектор – 45
- Привод гидропреселектора – 46
- Гидрооборудование – 47
- Управление фрикционной муфтой – 48
- Управление набором скоростей и подач – 49
- Шпиндель –
- Электрооборудование – 93
- Электропульт – 95
- Электрошкаф – 96
- Вводная панель – 97
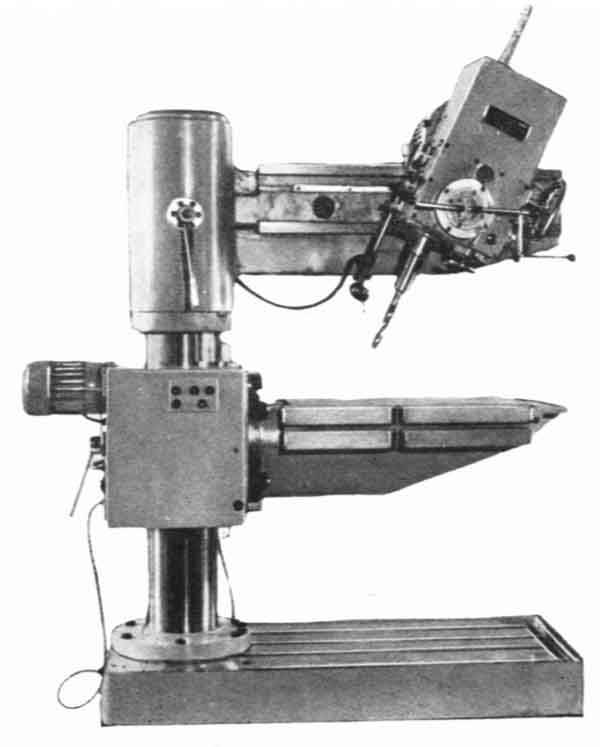
Общая компоновка станка 2н55
Основанием станка является фундаментная плита, на которой неподвижно закреплен цоколь. В цоколе на подшипниках монтируется вращающаяся колонна, выполненная из стальной трубы. Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема, смонтированного в корпусе на верхнем торце колонны. В этом же корпусе расположено гидромеханическое устройство для зажима колонны и токоподводящее устройство для питания поворотных и подвижных частей станка. Механизм подъема связан с рукавом ходовым винтом.
Сверлильная головка выполнена в виде отдельного силового агрегата и заключает в себе узлы: коробки скоростей и подач, механизм подачи, шпиндель с противовесом и др. Она перемещается вручную по направляющим рукава. В нужном положении головка фиксируется установленным на ней механизмом зажима.
В фундаментной плите выполнен бак и насосная установка для подачи охлаждающей жидкости к инструменту. На плите устанавливается стол для обработки на нем деталей небольшого размера.
Все органы управления станка сосредоточены на сверлильной головке. На панели цоколя размещены кнопки вводного выключателя, подключающего, станок к внешней электросети, и кнопки управления насосом охлаждения. Для освещения рабочей зоны в нижней части сверлильной головки, за шпинделем, установлена люминесцентная лампа.
Электроаппаратура смонтирована в нише, которая расположена с обратной стороны рукава.
2 Распространенные модели
Среди широко распространенных во времена СССР радиально-сверлильных агрегатов, используемых на производственных предприятиях и по сей день, выделим следующие модели оборудования:
- ГС535;
- 2К550;
- 2Л53;
- 2Н55.
Радиально сверлильный станок ГС545 способен рассверливать отверстия в любой пространственной ориентации, это сравнительно малогбаритная переносная конструкция весом в 1.36 тон и размером 180*925*2260 см. Агрегат имеет следующие технические характеристики:
- максимальный диаметр сверления — 45 мм;
- вылет шпинделя — от 320 до 1100 мм;
- количество рабочих подач — 4 шт;
- наибольшее усилие подачи — 12 кН;
- мощность главного привода — 3000 Вт;
- обороты шпинделя — от 45 до 2000 об/мин.
ГС545
Современным аналогом модели ГС545 является радиально сверлильный станок 2К250, обладающий схожими функциональными возможностями. Агрегат рассверливает отверстия диаметром до 50 мм, мощность движка в нем увеличена до 4000 Вт, а усилие подачи — до 20 кН.
Среди крупногабаритного оборудования выделим радиально сверлильный станок 2А554, способны сверлить отверстия диаметром до 63 мм. Данная установка весит 4 тонны, она может работать с деталями размером до 125*160*160 см. 2А554 оснащен движком на 5500 Вт, выдающем до 2000 об/мин. Число подач — 24 шт.
Распространенным агрегатом компактного типа является радиально сверлильный станок MetalMaster TDR 20 — это китаец, весящий 354 кг и имеющий скромные габариты — 88*50*106 мм. Рассмотрим технические характеристики данной модели:
- максимальный диаметр сверления — 20 мм;
- вылет шпинделя — до 370 мм;
- мощность главного привода — 750 Вт;
- обороты шпинделя — от 210 до 2000 об/мин.
Среднерыночная стоимость TDR 20 составляет 195 тыс. рублей, по соотношению цена/качество это одна из лучших моделей в своем классе.
MetalMaster TDR 20
В отдельную категорию отнесем радиально-сверлильное оборудование с ЧПУ, используемое в серийном производстве. Система ЧПУ (числовое программное управление) позволяет полностью автоматизировать работу оборудования, увеличив тем самым его продуктивность и точность обработки деталей.
Роль оператора в управлении агрегатами с ЧПУ сводится к минимуму, работу станка контролирует программа, задающая периодичность и траекторию движения рабочего инструмента. В отечественной промышленности наиболее распространенной моделью сверлильного оборудования с ЧПУ является станок 2Р135Ф2 производства Стерлитамакского станкостроительного завода.
Также отметим такой агрегат как настольный миниатюрный сверлильный станок радиолюбителя, предназначенный для сверления электрических плат. Проверенные модели- 5166А (отечественный), ZJ-3104 и BG-5158 (китайцы).
2.1 Типичные неисправности
Всевозможные неисправности, возникающие в процессе использования сверлильных агрегатов, не являются редкостью, поскольку на производстве такие станки эксплуатируются в условиях тяжелой беспрерывной работы. Наиболее продуктивными, но вместе с тем самими подверженными разным видам повреждений, являются станки с гидравлическим приводом серии 2Н55.
Схематическое дополнение к таблице
Предлагаем вашему вниманию перечень типовых неисправностей и способы их решения.
| Проблема | Причина | Способ ремонта |
| Нет давления в гидроприводе зажима колонны | Сломался насос (№19) либо клапан (№18) | Замена предохранительного клапана либо насоса целиком |
| Нет давления в гидроприводе сверлильной головки | Сломался клапан (№9 или 10) либо насос (№1) | Замена неисправных узлов |
| Не происходит отжим/зажим колонны | Застрял распределитель (№17) либо сломалась пружина его золотника | Пружина заменяется, промывается золотник, также нужно проверить плунжер-рейку (№8) |
| Не происходит отжим/зажим сверлильной головки | Заклинил поршень (№7 ( | Узел разбирается и промывается |
| Не регулируются скорости подачи | Заблокирован золотник распределителя (№2) либо застрял плунжер преселектора (№15) | Узлы разбираются и промываются, после чего выполняется притирка золотника/плунжера |
| Не регулируется муфта сцепления | Заклинил золотник (№1) или поршень (№4) | Разборка, промывка, притирка |
| Тормоз шпинделя не функционирует | Заклинил плунжер (№6) | Разборка и промывка |
Устранение серьезных повреждений и капитальный ремонт техники лучше доверить профильным специалистам. В плане ремонтопригодности значительно выигрывает советское оборудование, запчасти на которое доступны и дешевы.
Настройка и наладка радиально-сверлильного станка 2Н55
Обрабатываемая деталь, в зависимости от ее габаритных размеров, крепится на плите или на столе станка. Крепление детали должно быть надежным, так как во время сверления деталь может провернуться и вызвать травму рабочего и повреждение станка.
В соответствии с выполняемой на станке операцией подбирается и устанавливается в шпиндель вспомогательный и режущий инструменты. При последовательной работе несколькими инструментами пользуются быстросменным патроном. 6 случае нарезания резьбы обязательно устанавливают предохранительный патрон.
При работе тяжелым инструментом следует отрегулировать пружину противовеса. Регулировка противовеса производится в нижнем положении шпинделя.
Рукав устанавливают на такой высоте, чтобы обработка велась при минимально выдвинутой пиноли шпинделя.
При выборе режимов резания следует иметь в виду динамические параметры станка (см.раздел “Краткая инструкция по использованию станков”).
Однако, выбор режимов, превосходящих указанные параметры, не приведет к разрушению деталей станка, так как его силовые узлы снабжены предохранительными устройствами, защищающими механизмы станка от перегрузки. При срабатывании предохранителей нужно снизить режимы.
Набор скоростей и подач производят следующим образом:
Случай 1 – шпиндель не работает, рукоятка управления фрикционной муфтой находится в среднем фиксированном положении. Поворачивают рукоятку набора скоростей или подач до совмещения нужной цифры на рукоятке с указательной рейкой. При этом на пульте загорается сигнальная лампа с надписью “набор режимов”. После того, как лампа погаснет, включают вращение шпинделя рукояткой управления фрикционной муфтой.
Направление вращения шпинделя, соответствующее положению рукоятки, обозначено стрелкой на табличке у рукоятки.
Механическая подача включается движением рукоятки 19 (см. рис. 15) вверх. Перед включением рукоятки управления фрикционной муфтой рукоятка 19 должна быть опущена.
Случай 2 – шпиндель работает, рукоятка управления фрикционной муфтой в одном из крайних положений» Поворачивают рукоятку набора в нужное положение, после того, как погаснет сигнальная лампа “набор режимов”, рукоятку управления фрикционной муфтой переводят в среднее фиксированное положение, затем снова включают рукоятку управления фрикционной муфтой,
В процессе работы механическую подачу можно включать и выключать рукоятками 25 (см. рис. 16). Включая механическую подачу рукоятками 25, перемещают их от себя.
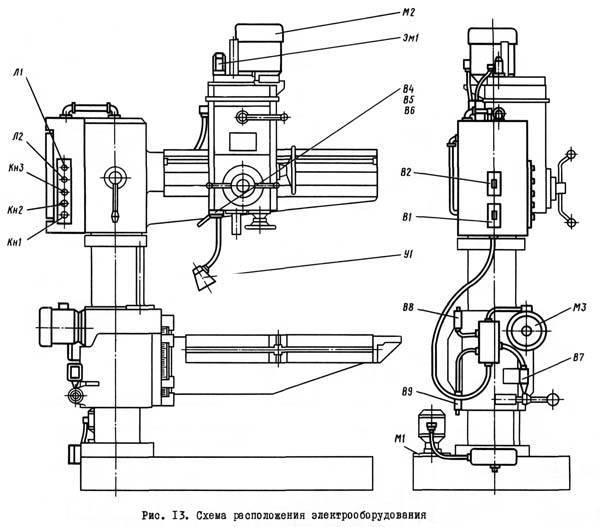
Электрооборудование
На станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке.
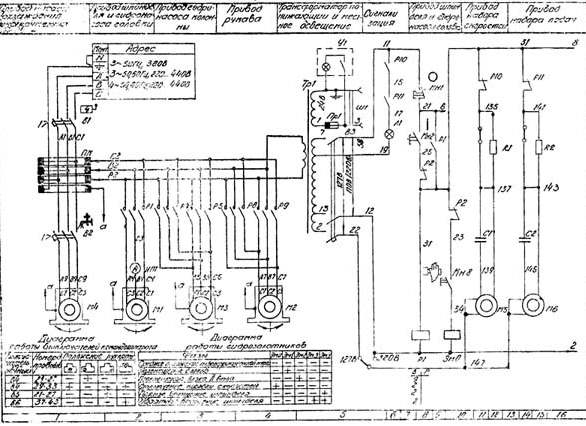
Электрическая схема станка 2М55
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
Узлы, оснастка и приспособления к металлорежущим станкам
- 16Б20п.070 коробка подач для токарных станков Гомель
- 16Б20п.061 фартук для токарных станков Гомель
- АКП 109-6,3 автоматическая коробка передач
- АКП 309-16 автоматическая коробка передач
- ЭПУ 2-2 электроприводы ЭПУ2-2
УДГ-100 (УДГ Н-100)
универсальная делительная головка Ø 200 ЛОМОУДГ-135 (УДГ Н-135) универсальная делительная головка Ø 270 ЛОМОУДГ-160 (УДГ-Д-160) универсальная делительная головка Ø 160 ЛОМОУДГ-200 (УДГ-Д-200) универсальная делительная головка Ø 200 ЛОМОУДГ-250 (УДГ-Д-250) универсальная делительная головка Ø 250 ЛОМО
УГ9321
автоматическая шестипозиционная револьверная головка ГомельУГ9326 автоматическая восьмипозиционная револьверная головка Гомель
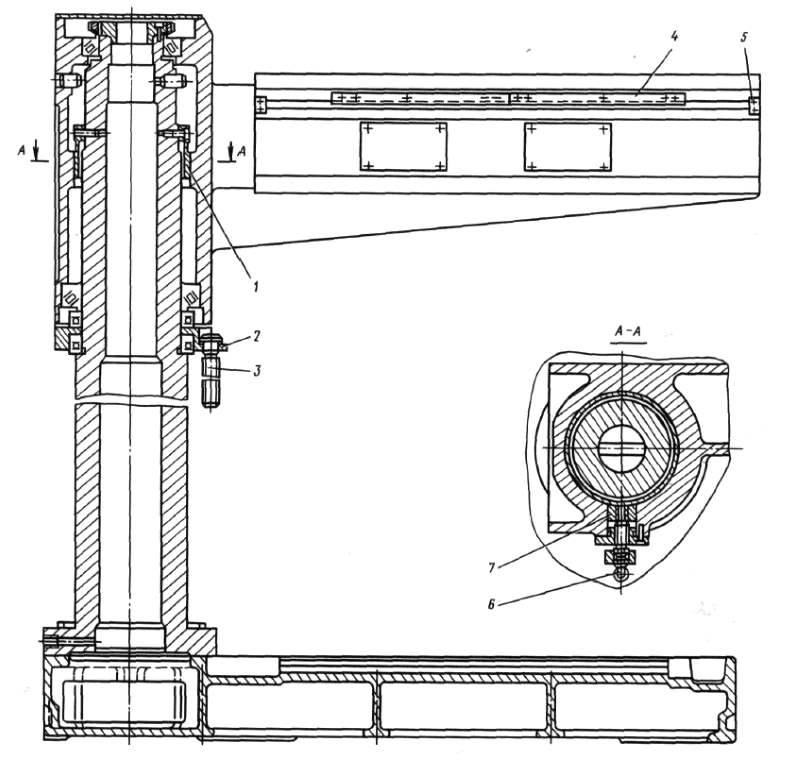
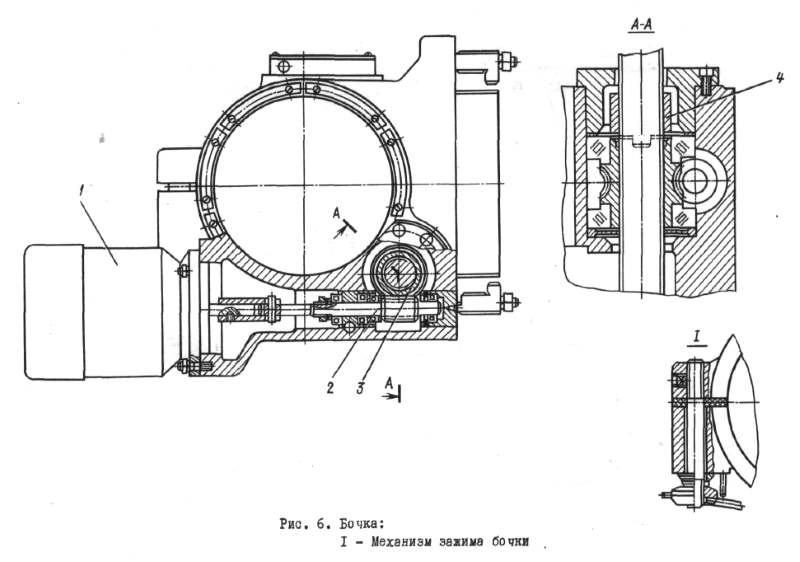
Бочка и плита для базирования заготовки
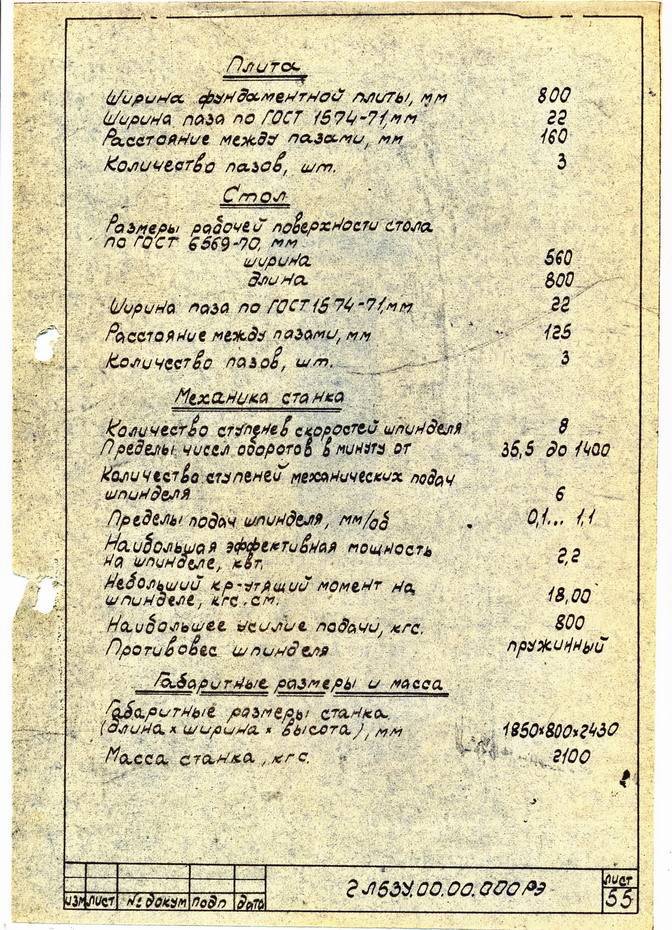
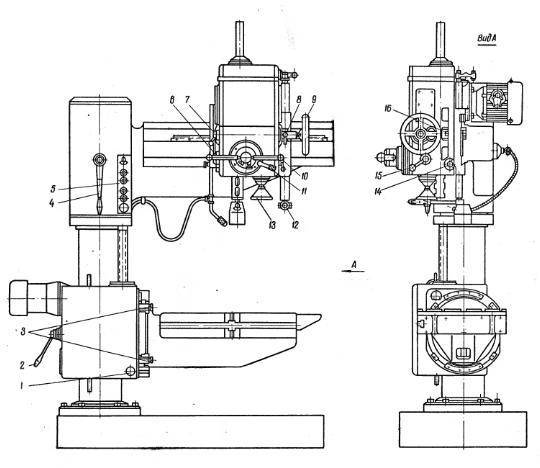
Радиально сверлильный уменьшенный станок 2л53у имеет следующие основные элементы:
- Плита для базирования заготовки и рукав. Паспорт содержит следующую информацию о данных конструктивных элементах: при изготовлении плиты изготавливают чугун, на поверхности расположены Т-образные пазы. Конструкция также имеет вертикальную колону, на которой сверху расположен рукав. На рукаве есть направляющими, по которыми движется сверлильная головка. Ограничителем служат упоры. Кроме этого по колоне двигается бочка при помощи винта. Технические характеристики определяют высокую устойчивость к износу по причине установка резервуара для жидкости, а также насоса для создания требуемого давления. Подача смазки может контролироваться через установленный электрический шкаф на торце.
- Бочка. Инструкция по эксплуатации определяет возможность расположения шпинделя на различной высоте относительно плиты. Корпус изготавливается из чугуна путем отливки. Зажим конструкции проводится при помощи рукоятки вручную. Есть и контактный блокирующий выключатель, который исключает вероятность случайного перемещения бочки.
Бочка станка 2Л53У
Плита станка 2Л53У
Проводя обзор этой модели отметим, что сверлильная головка может выходить за пределы плиты. Основной электродвигатель устанавливается сверху на стойке и расположен вертикально.
Описание и особенности конструкции
Агрегат снабжен двумя механическими подачами: продольной и вертикальной, а поперечная подача ручная. Вертикальная подача контролирует движение суппорта по направляющим станины. Продольная подача осуществляет движение стола по направляющим суппорта.
Универсальная модификация станка позволяет задавать обрабатываемой поверхности необходимый угол. Широкоуниверсальный станок имеет две шпиндельные головки, которые способны поворачиваться под разными углами. Вертикальный фрезерный станок снабжен валом вертикального типа.




Для работы с крупными конструкциями используется бесконсольная вертикальная конструкция. Бесконсольная горизонтальная конструкция снабжена столом, который двигается по направляющим станины.
Регулирование радиально-сверлильного станка 2Н55
Конструкция станка предусматривает возможность регулирования отдельных механизмов, детали которых изнашиваются в процессе эксплуатации. Ниже даются указания по регулированию основных механизмов станка.
1. Регулировка отжима и зажима колонны станка осуществляется путем поворота полого винта 3 относительно гайки 7 (см. рис. 8 ).
Для регулировки необходимо;
- а) установить давление в системе в пределах 35..40 кг/см2;
- б) подать масло под давлением в полость “Б” (отжим);
- в) отвернуть болты 1, крепящие фланец 2;
- г) поворотом фланца 2 произвести отжим (установив осевой ход колонны в пределах 0,4..0,5 мм);
- д) вывести фланец 2 из зацепления с винтом 3, совместить по крепежным отверстиям и закрепить винтами I.
Регулировку производить таким образом, чтобы при выполнении зажима колонны плунжер 21 не доходил до крышки 25.
В противном случае, не будет достигнуто полное усилие зажима.
При нормально отрегулированном зажиме поворотные части станка не должны поворачиваться от усилия менее 250 кг (для станка мод. 2Н55) и 150 кг (для станка мод, 2Н53), приложенного на конце рукава в горизонтальной плоскости. При отжиме поворот должен осуществляться усилием не более 5 кг.
2. Регулирование зажима рукава на колонне производится подкладыванием компенсационных шайб 41 под гайки 42 болтов 30 (см. рис. 10). Такой способ позволяет избежать повторного засверливания гаек и болтов. Затяжка гаек производится при неподвижном рукаве. Зажим считается достаточным, если по верхнему торцу бочки рукава на стороне, противоположной разрезу, не проходит щуп 0,03 мм.
3. Регулирование плавного перемещения рукава по колонне осуществляется гайками 32 (ом.рис.10) во время перемещения рукава. Перемещение рукава вниз должно происходить без рывков.
4. Зажим сверлильной головки на направляющих рукава можно отрегулировать поворотом эксцентриковой втулки 11 (см. рис. 11). В отрегулированном положении втулка стопорится специальным фиксатором 21. Закрепление головки считается достаточным, если ее нельзя сдвинуть с места маховиком ручного перемещения при приложении усилия 25 кг.
5. При необходимости уменьшить зазор между направляющими корпуса головки и рукава следует освободить гайки эксцентриковых осей 8 (см.рис.11) и поворотом их установить необходимый зазор (до 0,05 мм). При этом легкость перемещения головки по рукаву не должна нарушиться.
6. Повышенный осевой люфт шпинделя устраняется подтяжкой гайки 5 (см.рис.18).
7. Регулирование пружины, уравновешивающей шпиндель с инструментом, осуществляется в нижнем положении шпинделя поворотом червяка 4 (см.рис.19). После регулировки необходимо совместить одну из рисок на квадрате червяка со стрелками на табличке.
8. Регулирование усилия подачи осуществляется вращением винта 9 (см.рис.15). После регулировки следует затянуть стопорную гайку 10.
Если при работе под нагрузкой перестает вращаться шпиндель или выключается подача вследствие срабатывания предохранительных устройств, необходимо остановить станок и проверить состояние инструмента (затупление, заедание в кондукторной втулке и т.д.) либо снизить режимы обработки.
Указания о мерах устранения возможных нарушений нормальной работы, относящихся к системам электрооборудования, гидрооборудования и смазки, приведены в соответствующих разделах настоящего “Руководства”.
Сведения о примененных в станках подшипниках качения приведены на рис. 32 и в спецификации.
ГС545 Подключение станка
При подключении станка необходимо убедиться в соответствии напряжения и частоты питающей сети электрическим параметрам станка, указанным в таблице, находящейся на двери электрошкафа.
Ввод проводов заземления и электропитания производится через: концевое соединение, установленное на левой боковой стенке злектрошкафа поз.23 (Рис.2) (вид со стороны электрошкафа). Подключение станка к питающей сети выполнить медным проводом сечением 1,5мм.
В случае необходимости выполнения заземления станка стальной шиной используется специальный болт, расположенный ниже вводного концевого соединения поз.24 (Рис.2).





