

Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Самодельный вальцовочный инструмент
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.
Порядок работ:
Порядок развальцовки трубы
- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Это интересно: Азотирование стали: назначение, технология и разновидности процесса
Подробнее об альтернативном инструментарии
Для целей качественного расширения трубных окончаний может применяться и особый инструмент – электроприводной либо механический. Использование особых шаблонов или конусов характерно для ручного инструмента, как наиболее простейшего. Если же предстоит сложная работа по монтажу водопровода или отопительной системы, то имеет смысл использовать механический прибор.
Развальцовщик на механике
Лучшее качество производимой операции обеспечивает инструмент, который производит обработку трубы сразу несколькими валиками, изготовленными из легированной стали. Подобный прибор заводского выпуска оснащается комплектом разноразмерных валиков для различных трубных диаметров. Процесс заключается в том, что валики прокатываются по внутренней поверхности заготовки с приложением необходимого надавливания, из-за чего деталь деформируется нужным образом. В ходе каждого прокатывания валика габариты заготовки меняются постепенно и незначительно, происходит равномерное воздействие на тонкие и толстые участки, в результате чего поверхность получается гладкой, шероховатости и трещины отсутствуют, а толщина раструбных стенок становится равной.
Развальцовщик на электроприводе
Данные модели являются дорогими приборами и относятся к категории профессионального инструментария. Их отличает повышенная производительность. Принцип работы заключается в следующем: прочные валики за несколько прокатов попросту раскатывают медный раструб. Качество при этом соблюдается высочайшее, однако, окупается подобный инструмент только при осуществлении профессиональной коммерческой деятельности и должен применяться как можно чаще. Еще он отличается тем, что позволяет образовать диаметр несколько больше, чем требуется.
Предназначение тормозных трубок
Любая гидравлическая система нуждается в наличии магистралей, по которым жидкость подаётся в рабочие механизмы. Тормозная система автомашины не является исключением, но здесь имеются свои особенности. Связаны они как с конструкцией тормозов, так и техническими характеристиками используемой рабочей жидкости, к которой предъявляются весьма жёсткие требования:
- она должна не закипать при температурах, превышающих 200 градусов;
- не терять текучесть в сорокаградусный мороз;
- не быть агрессивной к резиновым деталям тормозной системы;
- не приводить к коррозии.
Последний пункт особенно важен для тормозных трубок, являющихся неотъемлемой частью ТС современного автомобиля. Рассмотрим принцип работы типовой тормозной системы.
Алгоритм остановки транспортного средства связан с выполнением следующих действий:
- водитель при возникновении необходимости снизить скорость движения машины вплоть до полной её остановки нажимает с соответствующим усилием на педаль тормоза;
- шток педали напрямую воздействует на поршень главного тормозного цилиндра, приводя его в действие;
- поршень, двигаясь в цилиндре, воздействует на тормозную жидкость, создавая определенное явление;
- жидкость, сжимаемость которой близка к нулю, движется по магистрали и воздействует на тормозные цилиндры, расположенные на каждом из колёс;
- поршни передают импульс движения на тормозные колодки, которые, прижимаясь к дискам, и создают тормозное усилие, притормаживая вращение колёс.
В этой цепочке тормозные трубки являются составной частью гидромагистрали, по которой движется рабочая жидкость. Их задача – не допустить подтеканий ТЖ, поэтому особое значение приобретает качество их соединения с другими элементами тормозной системы. Вот для этого и используется технологическая операция, называемая развальцовкой.
Её сущность заключается в деформировании оконечного участка трубки таким образом, чтобы равномерно увеличить её диаметр (противоположная операция, заключающаяся в сужении диаметра кончика трубки, называется завальцовкой). Развальцовка нужна для того, чтобы обеспечить максимально герметичное соединение трубок друг с другом или трубки с коллектором.
Поскольку, как мы уже отмечали, тормозные трубки подвержены механическим воздействиям, они могут получить повреждение, ставшее причиной разгерметизации системы – в этом случае требуется немедленная операция по их замене. Естественный износ – более распространённая причина замены этой компоненты тормозной системы.
Сама процедура развальцовки трубки состоит из трёх этапов:
- определение требуемого зазора между трубной решёткой и кончиком трубки;
- развальцовка и трубки, и трубной решётки;
- снятие демпфирующей нагрузки с внутренних стенок трубки.
Технология деформации требует, чтобы металл тормозной трубки подвергался так называемой пластической деформации, а металл решётки – упругой деформации. Для обеспечения этого условия решётка изготовляется из более твёрдого металла, что позволяет после завершения этапа развальцовки трубной решётке целиком «обхватить» трубку.
Обеспечение требуемой герметичности такого соединения осуществляется посредством применения метода контактного давления, образующегося между наружными поверхностями контактирующих деталей. В некоторых случаях технология соединения развальцованных кончиков труб предполагает использование сварки – такой метод называют комбинированным.
В заводских условиях развальцовка осуществляется с применением специального станка, оснащённого приводом гидравлического, пневматического или электрического типа, предусматривающего возможность контроля за скоростью вращения. Именно на привод ложится задача обеспечения требуемой надёжности соединения.
При замене тормозных трубок развальцовка осуществляется с использованием специального инструмента, который можно приобрести в автомагазине.
Развальцовки для стальных труб в Москве
- Прочие инструменты для ремонта автомобиля
- Материалы для сантехнических работ
- Наборы ручного инструмента
- Трубогибы
Развальцовка металлических трубок
Инструмент для развальцовки труб (10 предметов)
Развальцовка для труб из цветных металлов с труборезом STAYER MASTER 2370_z01
Набор дюймовый для резки, развальцовки и расш. труб Зубр 23615-H10
Вальцовка+труборасширители DSZH CT-275
Сервис Ключ Развальцовка металлических трубок (СК)
Вальцовка+труборасширители Becool BC-275 (1/8″-3/4″)
Развальцовка FIT 70680
HOEGERT Набор для развальцовки труб 3-19 мм
Инструмент для развальцовки VFT-808-is VALUE (вальцовка с эксцентриком и труборез)
Набор для развальцовки трубок 10пр.(4,8-15,9мм) (АвтоDело) 40408
Инструмент для развальцовки VFT-808-mis VALUE (вальцовка с эксцентриком и труборезом)
Развальцовщики WP Прибор для вальцовки трубок FTD 350
Развальцовка Stayer 2369
Развальцовка металлических трубок Сервис ключ 70619
Набор CT-275L (вальцовка 1/8″ — 3/4″, труборасширитель 3/16″ — 3/4″)
Развальцовка металлических трубок Сервис ключ 70619
Набор для развальцовки труб 9 пр. 67962107 AIST
Набор для резки, развальцовки и расширения под пайку Зубр 23616-H10
Приспособление для развальцовки трубок, 4-16 мм мастак 102-12001
Вальцовка DSZH Набор развальцовочный CT-275L
Развальцовка для труб из цветных металлов «Stayer» (диаметр труб: 5/8″, 5/16″, 3/16″, 1/4″, 3/8″, 1/2″ мм)
Инструмент для развальцовки VFT-808-mi VALUE (вальцовка с эксцентриком)
Набор для развальцовки труб VFT-808-I (в кейсе)

STAYER развальцовка для труб 2369_z01
Вальцовка DSZH CТ-1226 АL, в кейсе с труборезом
Развальцовщик ЗУБР 23618-5/8
Развальцовщик STAYER 2370
Вальцовка DSZH ST-806FT-L (1/4″ — 3/4″; 6 — 19мм; облегченная, с ограничителем подачи трубы; с труборезом и риммером в кейсе)
Зубр Набор «мастер» универсал для резки, развальцовки и расширения под пайку труб с толщиной стенки до 1мм, в боксе 23616-H10
Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.










Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.
Экспандер
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
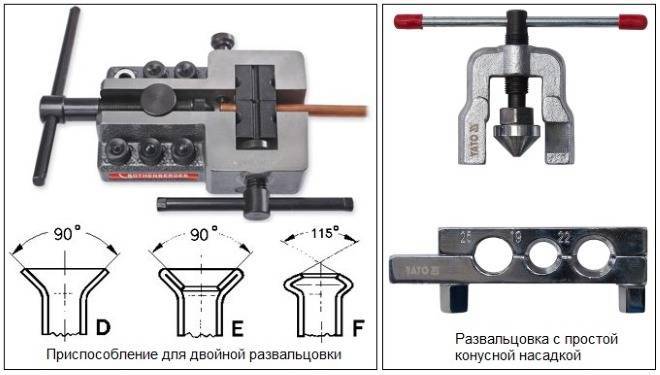
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.
 Вальцовка для медных труб
Вальцовка для медных труб
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.
 Набор вальцовок для медных труб.
Набор вальцовок для медных труб.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.
Труборасширители, как особые вальцовочные инструменты

Расширитель труб также используется для калибровки стальных, медных, алюминиевых трубопроводных систем водоснабжения, отопления, кондиционирования, а также холодильных систем без использования фитингов. Рабочей его частью является головка цанговая с конусом-штырем расширительным, который при работе расширяет движущиеся сегменты для получения необходимого диаметра. Штырь конусный может двигаться посредством винта хода по трапециевидной резьбе, сопровождаемый трещоткой или клещевым устройством (муфтирующими клещами), или же может быть оснащен пневматическим, гидравлическим, электрическим приводом. Ручной прибор обладает небольшими размерами, прост по своей конструкции, им удобно обрабатывать изделия из стали, меди, алюминия.
Муфтирующие клещи являются одним из видов ручного расширителя, специально предназначенные, для развальцовки труб малого диаметра, что выполняется в течении одного хода. После их работы две трубы возможно надежно соединить без использования фитингов.
Конструкция труборасширителя
Он состоит из:
- Корпуса основания;
- Зажимов и фиксаторов;
- Рукояток;
- Головки под насадки;
- Механизированной системы подачи мускульных усилий.
Корпус, обычно, выполняется из стали и представляет собой одну или две трубки различного диаметра, которые скреплены посредине. На трубке закреплены удобные накладки, упрощающие хват и удержание прибора. На конце трубосрасширителя установлена головка, на которую интегрируется соответствующая насадка, в зависимости от выполняемой задачи. Вращая головку в сторону можно расширять отверстие патрубка до нужного диаметра. Стоит отметить, что самые бюджетные модели не рассчитаны на смену насадок. В этом случае понятие головка и насадка «сольются» и головка превратится в несъемную насадку. Сами же насадки могут быть разными – от сложных лепестковых механизмов до круглых колец из металла, которые лишь немного меняют свой диаметр, благодаря приложению мускульных усилий на рукоятку. Система передачи усилий может быть реализована за счет работы пружин, а может быть выполнена на электроприводе или гидравлике.
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.
Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.
Развальцовка трубок в процессе установки кондиционера
Как изготовить инструмент?
Самодельный инструмент можно изготовить для его длительного применения. Конструкция достаточно проста, она представлена станиной, изготавливаемой из двух схожих по геометрии уголков. При сборке механизма применяется:
Болгарка.
Заточной и сверлильный станок.
Два болта с резьбой не менее 8М.
В качестве основного материала может использоваться уголок длиной 100 мм. Лучше всего выбрать вариант исполнения из нержавеющей стали.
Оправки.
Уголки скрепляются между собой болтами. Для этого сверлильным станком делают соответствующие отверстия. В основе фаски просверливаются отверстия.
Работать с подобным механизмом следует также, как и с многими другими, которые можно приобрести в специализированных магазинах.
Благодаря высокой пластичности меди обрабатывать медные трубки из этого сплава достаточно просто
Развальцовка медных трубок своими руками проводится следующим образом:
Заготовка зажимается в державке так, чтобы она выходила за края на 5-6 мм.
Вместо конуса устанавливается специальная насадка, которая подходит под диаметр заготовки.
Надевается штуцер, уделяется внимание направлению резьбы.
Штамп должен изготавливаться из материала, твердость которого намного больше твердости заготовки. Он вдавливается, за счет чего край торца деформируется.
Вместо штампа устанавливается конус
Он вдавливается постепенно. Только при равномерном воздействии можно обеспечить требуемое качество получаемого изделия.
После обработки происходит осмотр заготовки. При появлении незначительных дефектов их можно зачистить.
Некоторые заготовки подвержены в меньшей степени обработке рассматриваемым методом. Примером можно назвать хрупкие сплавы, в структуре которых при деформации могут появится трещины и другие дефекты.
Станок для развальцовки
При приобретении прибора для развальцовки необходимо концентрировать внимание на изготовителе и стоимости. Наиболее дешёвые комплекты лучше не приобретать, так как их качество не способствует продолжительной эксплуатации
Этот метод ремонтных работ обойдётся дешевле, чем в автомастерской.
Виновником внепланового износа патрубков считаются коммунальные службы. Разные химические реагенты и соли, щедро рассыпаемые для борьбы, к примеру, с гололёдом, в несколько раз стимулируют ржавление сплава и сокращают отпущенную производителем продолжительность работы многочисленных элементов. И ещё один фактор, заставляющий часто заниматься тормозной системой, — печально прославленные отечественные дороги. При нагрузке трубки деформируются и лопаются. Все совместно приводит к тому, что составляющие выходят быстро из строя.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
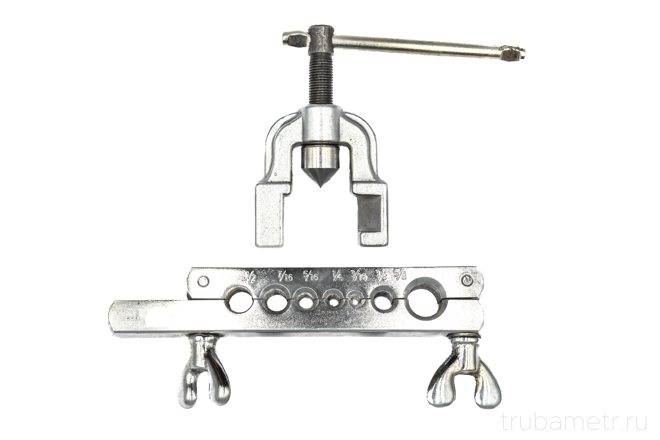
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
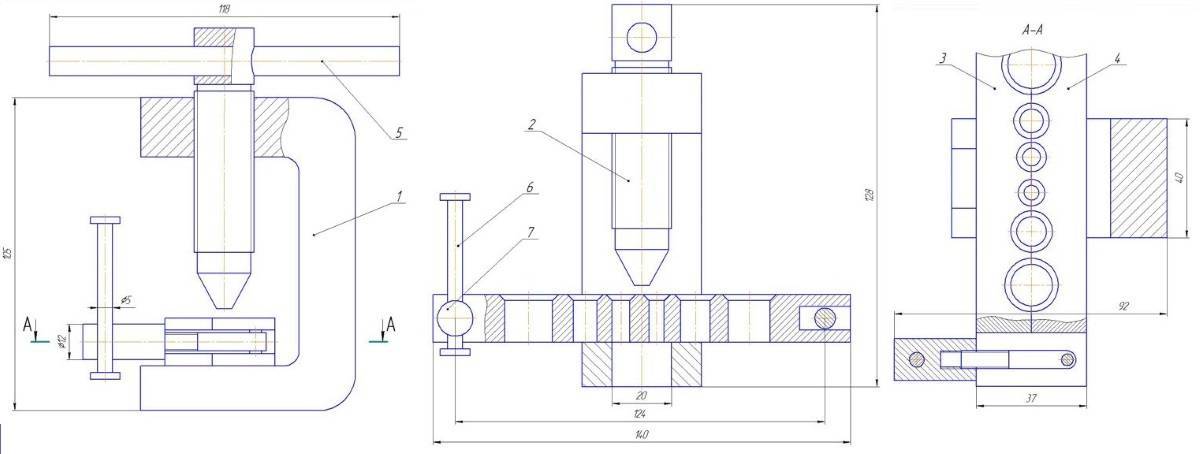
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
Технология и этапы развальцовки
Медные трубки соединяют между собой или с другими элементами трубной конструкции при помощи сварки или муфты.
В зависимости от способа соединения (фитингового или сварного) различается технология предварительной подготовки края трубы.
- Для выполнения сварного узла выполняют раздачу торца трубы – расширяют отверстие до тех пор, пока его внутренний диаметр не станет больше внешнего диаметра присоединяемой детали на 0,1-0,2 мм. Зазор между соединяемыми элементами в процессе спаивания будет заполнен припоем, который обеспечит прочность и герметичность узла.
- Для фитингового соединения деталей отверстие медной трубки не просто расширяют до нужного размера, а подготавливают на конце фаску нужной формы, обычно под углом 45⁰. Таким образом увеличивают площадь контакта, благодаря чему обеспечивается надежность узла. Помогает в этом и природная пластичность меди – при обжатии места соединения фитингом размягченный металл плотно обхватывает присоединенную к трубе деталь и заполняет все зазоры.

Независимо от задачи развальцовки, этапы процесса одинаковы:
- Отрезают трубу строго перпендикулярно, зачищают края и внешнюю поверхность вблизи среза, а если труба была деформирована при отрезании, например, сплющилась, восстанавливают круглую форму ее сечения. Даже частичное невыполнение этого этапа может привести к тому, что в итоге соединение не будет надежным и легко разгерметизируется.
- Фиксируют трубу в матрице развальцовочного инструмента или тисках так, чтобы оставить свободными примерно 5-6 мм трубки. Если узел будет выполняться фитинговым способом, сначала на трубу надевают обжимную гайку и только после этого фиксируют трубу в держателе. Надеть обжимную гайку на развальцованную трубу проблематично.
- В торец трубы вставляют штамп нужного размера и постепенно вкручивают его внутрь. При этом металл размягчается, растягивается, и кромка трубы принимает коническую форму.
- Убирают расширитель из трубы, освобождают ее из держателя и внимательно осматривают полученный раструб. Если по краю обнаружены заусенцы, их зачищают.










Это интересно: Скользящая опора для трубопроводов — разъясняем обстоятельно
Как развальцевать медную трубку в домашних условиях
При монтаже медных систем трубопроводов нередко возникает необходимость расширить обрезанный конец трубы – для монтажа систем климат-контроля или пайки трубопроводов отопления и водоснабжения.
Приветствую нашего уважаемого читателя и предлагаю статью о том, что представляет собой развальцовка медных трубок, в каких ситуациях она применяется и как ее выполнить своими руками.
Что это такое и для чего необходима развальцовка
Развальцовка – радиальное равномерное расширение стенок медной трубы. При развальцовке может производиться конусное расширение только конца трубы или расширение достаточно длинного участка, при котором образуется гильза – участокбольшего диаметра.
Необходимость в такой деформации в домашних условиях возникает:
- При монтаже систем кондиционирования.
- При ремонте холодильников, теплообменников, автомобилей, бытовой техники, тепловых насосов.
- При монтаже систем отопления и водоснабжения.
При монтаже с помощью сварки (пайки) концы медных труб развальцовывают в виде муфты, вставляют в трубу исходного диаметра и сваривают. Развальцовку используют реже, чем пайку с помощью фитингов, так как этот метод немного менее надежен, но иногда фитингов может не хватать или не быть под рукой при ремонтных работах.
Необходимость в развальцовке возникает, если под рукой нет нужных фитингов, нет возможности приобрести медную трубку нужного диаметра либо требуется очень точная подгонка размера трубки по внутреннему сечению. Практически развальцовку применяют при монтаже климатической техники, в автомобилях и при срочных ремонтных работах, когда используют имеющиеся в хозяйстве медные трубки.
Стадии развальцовки
Для получения качественного конуса или муфты-расширения на конце трубы необходимо соблюдать правильный порядок работ.
Развальцовка как процесс деформации концов медных труб включает следующие этапы:
- Отрезать трубную заготовку. Медь – очень мягкий материал, поэтому необходимо использовать качественный труборез, предназначенный для мягких труб из цветных металлов.
- После порезки даже качественным труборезом медная труба заминается, и ее внутренний диаметр уменьшается. Поэтому с помощью специального приспособления – риммера – с внутренней части заготовки снимается фаска, форма восстанавливается.
- Зачистить торец трубки от заусенцев, очистить от медной стружки, пыли, грязи, смазки.
- Заготовку вставляют в развальцовщик и вращают ее до получения небольшого раструба с углом стенки 45° к оси трубы.
- Вынимают изделие, примеряют, годится ли оно по размеру для дальнейшего монтажа с накидной гайкой. Если диаметр раструба недостаточен, то операцию развальцовки повторяют. Недостаточный раструб при монтаже образует ненадежное соединение: утечка воды – это неприятно, утечка хладагента – опасно, так как он состоит из ядовитых фтороуглеродов.
- Затем используют трубу по назначению.
Все тонкости развальцовки медной трубки можно увидеть на видео.
Инструменты и приспособления для вальцевания
Для качественного расширения концов труб применяют специальный инструмент – механический либо с электроприводом. Использование конусов или шаблонов и ручное расширение используют только для ручной вальцовки единичных труб. Если вам предстоит провести систему отопления или водопровод, имеет смысл приобрести механический развальцовщик.
Экспандер
Экспандер – простой вальцеватель с несколькими насадками-шаблонами для обработки труб разных размеров.
Растягивает концы трубок достаточно быстро, усилие прилагается при помощи рычага, и больших физических усилий развальцовка не требует.
Качество развальцованных изделий не идеально – скорее всего, деформация будет неоднородной, растянутся более тонкие участки стенок, и раструб будет иметь разную толщину. Возможно возникновение трещин и разрывов.
Конусный развальцовщик
Конусный инструмент – один из самых простых, обеспечивает приемлемое качество медного раструба, но хуже, чем у других видов механических развальцовщиков.
Труба фиксируется в тисках, конус вдавливается в заготовку несколько раз, каждый раз на большую глубину, затем извлекается – и так, пока не получится раструб нужной величины.
Применяют такое приспособление достаточно часто из-за его дешевизны и простоты.
Механический развальцовщик
Лучшее качество вальцовки обеспечивает развальцовщик, у которого обработка трубы производится несколькими валиками из легированных инструментальных сталей. Инструмент комплектуется набором валиков для нескольких диаметров труб.
Приспособления для работы
Для развальцевания своими руками трубок, изготовленных из меди, применяют специальные приспособления. Они могут быть двух видов:
- С ручным приводом.
- С электрическим приводом.
Они используются для монтажа систем отопления, водоснабжения и кондиционирования. Инструменты с электрическим приводом чаще всего совмещают в себе несколько функций: можно не только развальцевать при их помощи трубку из меди, но и согнуть её под тем углом, который вам необходим.
Каждое приспособление для развальцовки трубок работает, основываясь на принципе пластической деформации.
Именно по этой причине важным является тот факт, чтобы оно с такими процессами могло справляться очень бережно и не нарушать гладкость внутренней поверхности стенок и однородность структуры материала, а также сохранить равномерную толщину стенок.
Для качественной развальцовки трубок из меди можно применить приспособления, указанные далее.
Ручной шаблон
Это приспособление, имеющее конусообразную форму, оно изготавливается из сплава, который тверже меди. К достоинствам подобного приспособления относят простоту в применении и низкую цену. Но при его использовании могут разрываться стенки изделия из меди. А это значит, что о высоком качестве развальцовки не может быть и речи.
Механический развальцовщик
Главным рабочим органом этого устройства является валик, который состоит из твёрдого сплава. Перекатываясь по краю медного изделия, валик придаёт ему необходимую конфигурацию. При работе механическим развальцовщиком можно сделать равномерную деформацию участка трубки, который обрабатывается, а на её конце формировать стенки с одинаковой толщиной и высоким качеством их внутренней части.
Развальцовщик с наличием электрического привода
В этом инструменте есть набор насадок, которые меняются в зависимости от необходимой толщины стенки. Электрический развальцовщик позволяет обрабатывать медные трубки с меньшими трудозатратами и большей производительностью. К недостаткам такого прибора можно отнести его высокую цену. Аккумулятор способен отработать примерно 100 операций.
Эспандер
Это устройство ручное. Оно позволяет за одно движение развальцевать конец медного изделия, работая по принципу рычажного механизма. Несмотря на то что конструкция инструмента довольно проста, есть и определённые недостатки. Одним из них, и, пожалуй, наиболее существенным, является тот факт, что контролировать толщину стенок изделия, которое подлежит обработке, невозможно. Исходя из этого можно сделать вывод о том, что о качественном результате говорить не приходится.
Суть процесса
Радиальная деформация или развальцовка медных труб в отверстии специального аппарата необходима для создания прочного сцепления элементов конструкции, например, трубы с трубной решеткой. Таким способом закрепляют детали в конденсаторах, котлах, маслоохладителях, парогенераторах и других теплообменных аппаратах.
Этапы развальцовки труб
Манипуляции проводятся в три этапа:
- Подбирается требуемый зазор между деталью и трубной решеткой.
- Проводится деформация обоих элементов.
- Снимается давление (нагрузка) с внешней поверхности деформируемой заготовки.
В процессе развальцовки медных трубок металл размягчается, растягивается (переходит в состояние пластического деформирования), а материал трубной решетки – в состояние упругой деформации. Чтобы манипуляции увенчались успехом, материал решетки должен быть тверже меди.
По окончанию процесса развальцовки решетка «обхватывает» отрезок трубы. Получаем прессовое соединение, прочность которого обеспечивается за счет контактного давления поверхности детали и отверстия решетки.
Иногда для соединения этих элементов применяют и сварку – такое крепление называется комбинированным. При монтаже медного водопровода одну из деталей расширяют, затем в нее вставляется вторая труба, после чего зазор между ними заполняют припоем.
Изменить диаметр деталей может понадобиться в следующих случаях:
- Если штампованное (литое) изделие нужной формы невозможно приобрести в готовом виде (не производится или его нет в наличии).
- Требуется филигранная подгонка угла изгиба, размера трубки или её диаметра по внутреннему сечению.
Способы увеличения диаметра труб
Инструмент, с помощью которого проводят манипуляции, называется вальцевателем медных трубок. В промышленности используют валы высокой прочности, которые прокатываются несколько раз, в результате чего оформляется профиль нужной конфигурации. Работы могут выполняться на специальных машинах и станках, гибочных вальцах.
Медь – пластичный материал, потому если вы обладаете ловкостью и большой физической силой, можно вручную попробовать натянуть медную заготовку на конический шаблон (болванку), чтобы получить нужное соединение. Прибегают к этому кустарному способу, при котором не используется вальцовка для медных труб, в крайних случаях, так как результат предугадать сложно. Возможны разрывы в местах, на которые приходится максимальная нагрузка при растяжении, тонкая деталь может просто замяться и стать непригодной из-за неравномерного истончения стенок трубы.











