

Как самостоятельно изготовить трубогиб
При необходимости сделать эффективный ручной трубогиб можно своими руками.
Простейшее устройство легко изготовить на основе бетонной плиты. Дополнительно потребуется лишь перфоратор и некоторое количество стальных штырей. На плите производится разметка в виде сетки с ячейками 4х4 или 5х5 см. В узлах сетки сверлятся глубокие отверстия, после чего в них закрепляются штыри. Трубогиб готов.
Далее, медная труба помещается между штырями и аккуратно сгибается в необходимом направлении. Перемещая изделие между штырями можно менять радиус изгиба.
Следующее устройство конструктивно сложнее и уже похоже на настоящий трубогиб. В первую очередь делается основа, для которой лучше всего подойдет прочная железная труба прямоугольного сечения с толщиной стенок не менее 3 мм. Отступив от одного края 2-3 см, делается отверстие. Его диаметр должен совпадать с размером основного шкива.
Чтобы вычислить длину основы, необходимо определить максимальный радиус загиба, на который будет способен трубогиб, и добавить к этому показателю 5 см. Лишнюю часть трубы обрезаем. Стопор для сгибаемых труб будет выполнен в виде шпильки. На одном ее конце будет гайка, на другом – Т-образный элемент.
Далее, приступаем к изготовлению рукоятки трубогиба. Для этого отлично подойдут железные пластины толщиной 4 мм или более. Ширина пластин должна совпадать с габаритами основы.
После подготовки всех элементов будущего трубогиба, можно приступать к сборке устройства. Основа прочно зажимается в тисках, шкив вставляется в проделанное отверстие, производится фиксация рукояток.
Некоторые умельцы самостоятельно собирают сложные и функциональные гидравлические установки. Для этого используется гидравлический автомобильный домкрат, ролики, железный швеллер, башмак и стальные крепежные элементы. Самый важный момент – выбор роликов, поскольку эта деталь будет обеспечивать правильное прилегание трубы и, как следствие, качество сгиба.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
Watch this video on YouTube
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Способы сгибания медной трубы
Для ручного сгибания трубы, выполненной из любого металла, всегда используется высокая температура. Металлическую поверхность нагревают с помощью газовой горелки или паяльной лампы в месте сгиба
После достижения требуемой температуры трубе можно осторожно придать нужную форму, осторожно согнув под необходимым углом
С помощью пружины
Простая металлическая пружина – самый простой способ согнуть трубу в домашних условиях. Для этого требуется прочная пружина из стали, чей внутренний диаметр совпадает с сечением трубы.









Сгибание трубы происходит следующим способом:
- пружина надевается поверх;
- труба прогревается полностью или частично с помощью горелки;
- после нагрева металл можно сгибать физическим усилием;
- когда она примет нужную форму, необходимо дать ей остыть.
С помощью песка
Еще один способ согнуть медный трубопрокат – с помощью песка. В этом случае также придется нагревать трубу в области сгиба. Песок, как и пружина, служит для сохранения формы изделия во время деформации.
Он предотвращает неравномерное перераспределение структуры металла и не дает трубке сломаться в случае превышения физического усилия. С помощью песка трубу сгибают так:
один конец закрывается заглушкой или пробкой;
в полость изделия насыпается чистый и сухой песок;
другой конец закрывается пробкой;
в точке сгиба металл нагревается газовой горелкой;
внешний конец прижимается к опоре (столу, стене);
другой конец осторожно загибается под нужным углом.
Придавая трубе необходимую форму, нужно дать ей остыть, после чего можно удалить заглушки и высыпать песок. Во время заполнения трубы сыпучим материалом нужно периодически встряхивать и постукивать ей по столу, чтобы песок равномерно распределился в полости трубы.
С помощью трубогиба
Для профессиональной гибки трубы под любым углом используется специальный трубогиб. Это ручное, гидравлическое/пневматическое или электрическое устройство, оснащенное специальными вальцами, сменными насадками и зажимами, позволяющими работать с трубами любого диаметра.
Ручные трубогибы – самый простой и доступный способ профессиональной гибки, который можно использовать в домашних условиях. Преимущества ручного устройства – мобильность и небольшой вес, такой трубогиб не занимает много места в гараже или в кладовой. Недостаток у него один – необходимость прикладывать значительное физическое усилие, из-за чего с его помощью можно гнуть относительно тонкие трубы.
Гидравлические и пневматические трубогибы не требуют применения силы со стороны исполнителя, позволяя гнуть трубы любого диаметра. Недостаток у механических устройств – более высокая цена и большие габариты. Не каждый может позволить себе покупку профессионального оборудования, особенно когда работа срочная.
Электрический трубогиб, который отличается максимальной производительностью, обычно применяется в промышленных условиях. Принцип его работы тот же, что и у ручного инструмента, но с помощью электрического трубогиба можно более точно настраивать угол сгиба.
Для разовых работ покупать сложное и дорогостоящее электрооборудование нецелесообразно. Если есть необходимость сгибать толстые медные трубы, можно поискать предложения по аренде в интернете.
Как согнуть трубу в спираль
Описанные выше способы гибки труб подходят для относительно простых задач: согнуть трубу под углом от 30 до 90 градусов. Иногда требуется выполнить более сложную работу, например, придать трубе форму спирали для дизайнерского проекта системы отопления и других нестандартных задач. Сделать это вручную несложно, но это более трудоемкий и длительный процесс, требующий аккуратности.
Проще всего согнуть в спираль с помощью заготовки цилиндрической формы. Для гибки также требуется заполнить полость трубопроката песком и закрыть с обоих концов заглушками. Один конец медной трубки фиксируется между прочной вертикальной опорой и цилиндрической заготовкой, а область гибки прогревается горелкой.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.
Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.
Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.
Лебедка поможет расширить функциональность простейшего ручного трубогиба
Особенности медных труб и их применение
Медные трубы широко используются в быту и во многих областях народного хозяйства. Это объясняется внушительным перечнем достоинств, которыми этот материал отличается от пластиковых или железных аналогов:
- Хорошая устойчивость к механическим нагрузкам, ударам, сгибам.
- Длительный срок эксплуатации, измеряемый десятками лет.
- Устойчивость к размножению патогенных микроорганизмов, что делает медный трубопровод наилучшим вариантом для подачи питьевой воды.
- Удобство монтажа и сервисного обслуживания.
- Устойчивость к образованию налета на внутренних стенках трубопровода. В процессе эксплуатации просвет трубопровода не уменьшается, засоры не образуются.
- Широкий диапазон рабочих температур.
- Малый коэффициент температурного расширения.
- Устойчивость к появлению коррозии.
В строительстве трубопроводных сетей используются два типа медных труб:
- Отожженные.
- Неотожженные.
Отожженные изделия получили широкое распространение, они легко гнутся, обладают хорошими показателями устойчивости к воздействию высоких температур, давления или химикатов. А вот по показателям прочности такая труба будет проигрывать неотожженной.
Неотожженные изделия согнуть сложнее, при этом радиус изгиба не должен быть менее трех диаметров трубы.
Способы гибки металлопластиковых труб
Когда появляется необходимость в сгибании металлопластикового отвода, можно применить несколько приемов. Они имеют свои плюсы и особенности.
Обычно прибегают к следующим способам:
- Ручная гибка.
- Использование трубогиба.
- С применением песка.
- Путем нагрева места изгиба.
Сгибание руками
Вручную трубу МП приходится выгибать уже в начале работы. Отводы продаются в бухтах и поэтому вначале их выравнивают. Берут за один край трубы, наступают ногой на пол и раскатывают отвод по полу. Получают почти ровную трубу.
Если сечение отвода не больше 20 мм, его можно смело гнуть руками. Большие диаметры вручную согнуть сложно.
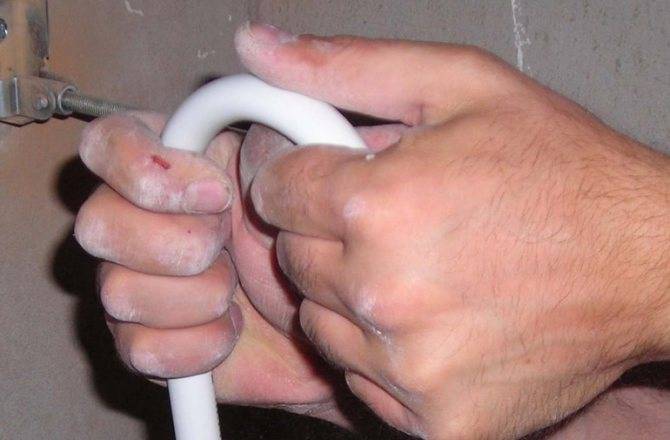
Техника ручного сгибания следующая:
- Двумя руками захватывают трубу, положив большие пальцы вдоль нижней части трубы так, чтобы они соприкасались.
- Упираясь большими пальцами, сгибают отвод примерно на 20 градусов.
- Передвигают пальцы в сторону по трубе на 2-3 см, и опять сгибают отвод.
- Уже на третий раз отвод может принять изгиб в 90 градусов.
Изгибать трубу на более острый угол, чем 90, опасно: она может сломаться на изгибе.
Использование трубогиба
Самый простое оборудование для гнутья труб в разы ускоряет процесс. При этом существенно уменьшается риск деформации, конструкцию не надо нагревать.
Работать с устройством может любой человек, здесь не надо обладать какими-то навыками, большим опытом или знаниями.
Ручной трубогиб
Ручной трубогиб — это небольшой инструмент, удобный в использовании и транспортировке. Его задействуют при отсутствии электропитания, в подземных стесненных условиях и т.п. Может обрабатывать медные трубы диаметром до 50 мм.
Ручные механические трубогибы бывают следующих видов:
- Арбалетный трубогиб. Гибка заготовки выполняется посредством храпового механизма с рычагом. Диапазон работы: трубы диаметром 10-22 мм с радиусом изгиба – до 90 градусов. Комплектом к инструменту идет набор сменных опорных сегментов для разного сечения труб.
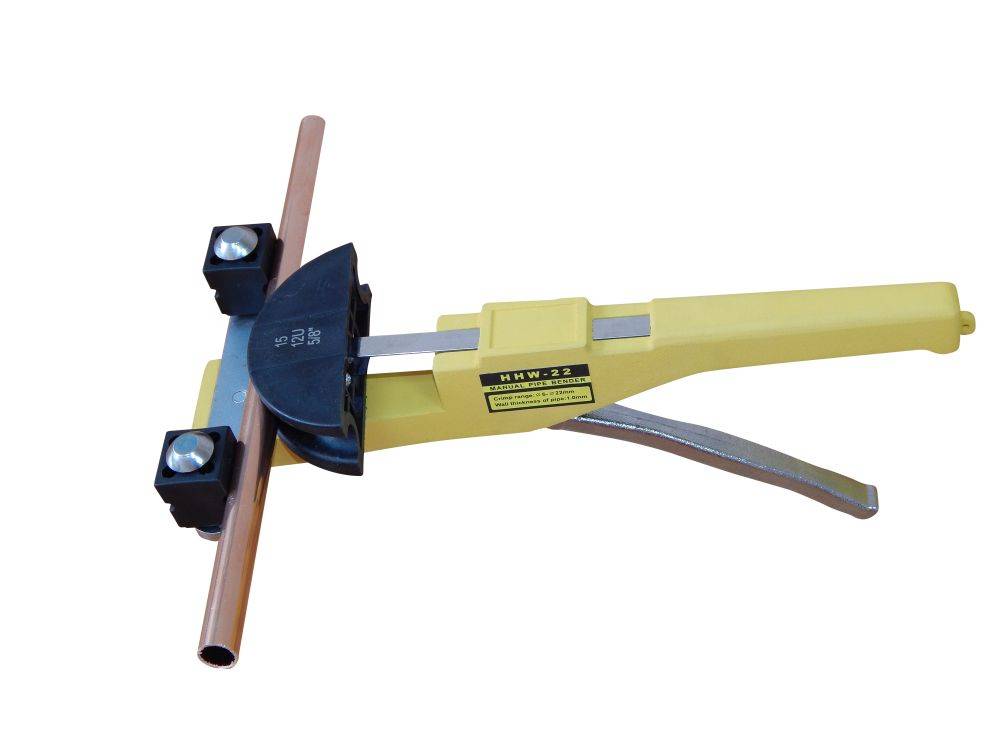
- Трубогиб рычажного типа. Отличаются малым весом, компактными размерами, надежностью и простотой. Диапазон обрабатываемых заготовок: от 6 мм до 22 мм. Максимальный радиус гибки – 90 градусов. В зависимости от модели, рычажные трубогибы выпускаются для работы одной или двумя руками.
- Сегментный ручной трубогиб представляет собой малогабаритный станок. Данный агрегат способен обрабатывать заготовки диаметром до 40-42 мм с максимальным углом загиба – до 180 градусов. Как правило, такие станки комплектуются дополнительной оснасткой – упорами для обработки труб различного сечения. Принцип работы сегментных станков:
- Заготовку укладывают между сегментом и валиком.
- Закрепляют трубу к сегменту.
- Посредством вращения рычага запускают механизм движения сегмента.
- Прокручивающийся сегмент протягивает трубу вокруг своего корпуса и выполняет гибку на нужный радиус.
Использование ручного трубогиба
Необходимо добавить, что описанные способы, как гнуть трубы, пригодны в случае отсутствия в предназначенных для этого устройств. Здесь имеются в виду трубогибы. Эти приспособления бывают самой различной конструкции. Одним из самых доступных для использования является механический ручной трубогиб. Чтобы изогнуть с его помощью трубу до нужного угла, применяются специальные сменные насадки. Они, как правило, имеют форму полукруга, внешний радиус которого соответствует радиусу предполагаемого изгиба.










Ручные трубогибы, в зависимости от привода, подразделяются на:
- механические;
- пружинные;
- электрические;
- гидравлические.
Они отличаются как диапазоном возможностей, так и сложностью конструкции. Но все, без исключения, гарантируют качество гибки без деформации стенок и допускают работу с тонкостенными трубами.
Представляет собой трубогиб стальную пружину с плотными витками, на одном из концов которой есть небольшой раструб, куда вставляется свободный конец медной трубы. Дальше пружина передвигается к месту изгиба, где изгибается руками вместе с трубой на определенный угол. Никаких механических приспособлений для гибки не используется — только сила рук. Это накладывает некоторые ограничения на диаметр изгибаемых труб и толщину.
Для тонкостенных труб диаметром до 1,5 дюйма использование такого трубогиба не представляет сложностей. Но, в большинстве случаев, он используется для труб в половину, ¾ или 1 дюйм. Недостатком такого инструмента является ограниченность длины изгибаемой трубы.
На расстоянии 1-1,5 метра от открытого торца трубопровода согнуть трубу можно легко, но снять пружину достаточно затруднительно. А вот для небольших отрезков и на крайних участках трубопроводов использовать пружинный трубогиб очень удобно и продуктивно. Недостатком является также то, что для каждого диаметра нужно покупать свою пружину.
Пружинные трубогибы для гибки медных труб
Конструкция пружинных устройств предельно проста. Действующий элемент в них – очень прочная стальная пружина с витками, плотно прилегающими друг к другу. Жесткость пружины не позволит медной трубе соскочить, деформироваться или сломаться внутри оборудования.Когда труба сгибается под определенным углом, стальная пружина выворачивается, передвигаясь на другое свободное место.
Главное условие, обеспечивающее ровное сгибание – это соответствие размеров пружины и трубы.
Основные преимущества, которыми обладает пружинный ручной трубогиб:
Инструмент легковесен и универсален.
Им можно работать в условиях ограниченности пространства. Если требуется изменить траекторию части трубопровода, нет необходимости демонтировать часть системы, чтобы транспортировать ее к станку. Пружинный трубогиб сможет отформовать деталь, находящуюсь на верстаке.Пружинный ручной трубогиб может придать любую форму медной трубе без ограничений, удерживая при этом изделие от сгибания в острый угол.Устройство очень бережно формует элементы трубопровода.
Недостатки пружинных трубогибов:
- Данным устройством удобно работать только при небольших протяженностях трубопровода.Отсутствие отметок с градусами, сгибание производится «на глаз».
При помощи пружины подходящего диаметра медную трубу можно согнуть быстро и без повреждений
Разновидности современных трубогибов
Приспособления для гибки трубного проката так и называются — трубогибами. Инструмент может быть ручным или представлять собой стационарное оборудование. Переносные трубогибы для медных труб используются на месте монтажа инженерных коммуникаций. Стационарные механизмы применяются на промышленных предприятиях. Это оборудование с повышенной точностью и большим количеством настроек. Все виды приспособлений для гибки медного трубного проката отличаются друг от друга способом действия.
Пружинный
Отличительной чертой трубогиба пружинного для медных труб является простая конструкция. Устройство изготавливается из высокопрочной стали. Пружинное приспособление состоит из плотных упругих витков. Один конец инструмента имеет расширение в виде раструба, чтобы можно было его удобно надевать на трубу. Пружина для гибки подбирается под конкретный диаметр трубного проката.
Приспособление изгибается вместе с трубой на требуемый угол исключительно за счет физической силы человека. После выполнения операции устройство снимается с медного изделия через тот же конец, который ранее использовался для его надевания.
 Трубогиб пружинный.
Трубогиб пружинный.
К достоинствам трубогиба в виде пружины относится:
- небольшой вес;
- низкая цена;
- удобное использование даже в стесненных условиях.
Недостатком пружины является трудность получения точного требуемого угла изгиба, потому что он всегда определяется на глаз. К минусам также относится затруднительное надевание и снятие изделия с участка трубопровода, находящегося на большом удалении от открытого (свободного) торца трубного проката.
Видеообзор пружинного трубогиба.
Ручной
Устройство тоже отличается простой конструкцией. С помощью ручного трубогиба изгибается медный прокат диаметром 5-125 мм. Основной деталью изделия является оправка, имеющая конкретный радиус скругления. Он может составлять 43, 60 или 87 мм. Оправка вставляется в трубу или натягивается на нее.
Ручной способ изгибания проката подразумевает использование физической силы. Это является основным минусом данного метода, по этому он не нашёл широкого применения на практике.
Механический
Инструмент механического типа более удобен в эксплуатации, чем ручные приспособления. С его помощью можно с высокой точностью согнуть трубу на необходимый угол, затратив на операцию незначительные физические усилия.
Производители выпускают механические трубогибы следующих видов:
Рычажное изделие — это безотказный инструмент с простой конструкцией, позволяющий согнуть прокат с диаметром от 6 до 22 мм максимум на 90°. В конструкции приспособления присутствуют два рычага. Один из них оснащен башмаком, а другой — шаблоном для гибки. Эти два элемента имеют разметку. Она позволяет точно выставлять угол изгиба.
 Рычажный механизм.
Рычажный механизм.
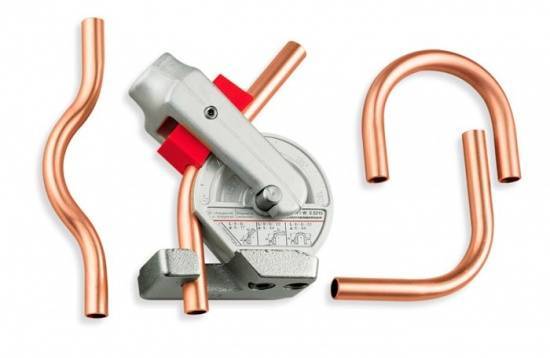
Сегментное изделие, сгибающее максимум 42-миллиметровые трубы на угол, предельное значение которого составляет 180°. Конструкция оснащается сменными упорами. Они позволяют гнуть трубный прокат разного диаметра. Он в инструменте размещается между валиком и элементом, представляющим собой половину диска. Когда рукоятка приспособления начинает вращаться, этот сегмент поворачивается. В результате происходит наматывание трубы на его корпус.
 Сегментное устройство.
Сегментное устройство.
Арбалетное изделие, оснащенное рычажной системой, являющейся частью храпового механизма. Конструкция позволяет изгибать прокат диаметром от 10 до 22 мм на угол, максимальное значение которого равно 90°. В комплект приспособления входят сменные пуансоны. Это опорные башмаки в определенном количестве. Их число влияет на цену устройства.
 Трубогиб арбалетный для медных труб.
Трубогиб арбалетный для медных труб.
Гидравлический
Устройство представляет собой один из видов арбалетного инструмента, оснащенного дополнительно гидравлическим приводом. Это приспособление относится к профессиональным изделиям. Его можно использовать для изгиба труб диаметром до 50 мм.
Производители выпускают гидравлические трубогибы с разными вариантами настроек, что позволяет максимально точно выполнять требуемую работу. В конструкции инструмента присутствует толкатель. Он имеет вид домкрата, создающего усилие минимум 6 тонн.
Электрический
Приспособление тоже является профессиональным инструментом. Изделие отличается высокой ценой, громоздкими размерами и наличием системы рычагов. Последний узел приводится в движение с помощью электрического привода.
Это интересно: Цанговые зажимы для соединения труб: разновидности фитингов и их особенности
Сооружение домкратного трубогиба
Сварите уголки вертикально на стание. В швеллерах выполните отверстия под установку роликов.
На уголки приварите швеллеры (2 уголка – 1 швеллер). Расположите швеллеры платформами друг к другу. Интервал между деталями должен соответствовать длине роликов. Смонтируйте ролики в подготовленные отверстия и зафиксируйте болтами.
- Смонтируйте на домкрат оснастку в форме полукруга и разместите его в центральной части основания между швеллерными конструкциями.
Далее укладывайте трубу в нижней части роликов и посредством домкрата прижимайте ее. По мере прижимания труба будет изгибаться в необходимом положении.
Особенности гибки медной трубы на трубогибе
Медная труба, с точки зрения гибки ее на трубогибочном станке, имеет 2 состояния — мягкая и твердая. Твердые и полутвердые медные трубы имеют большую жесткость. При изготовлении такие трубы подвергают термообработке с целью увеличения эксплуатационных характеристик — прочности и пластичности. Медные трубы без термообработки (неотожжённые медные трубы) из-за своей жесткости чрезвычайно трудно гнуться даже на радиус 3D.








По этому, при гибке медных труб на радиусы гибки менее 3D следует применять мягкие трубы, а еще лучше мягкие повышенной платичности, либо твердые и полутвердые медные трубы подвергать термической обработке — отжигуОтожжённая медная труба более пластична, но имеет меньшую твердость. Она хорошо деформируется (гнётся), но после гибки её следует термоупрочнить. В связи с тем, что по плотности медь не отличается от стали, но не корродирует, толщина стенок у труб очень редко превышает 1,5 — 2 мм.
Отожженные медные трубы малого диаметра (до 38 мм) хорошо гнуться на трубогибочных станках БМК на малые радиуса (от 1,5 D) даже без специальной оснастки.
При гибке на трубогибах отожженных медных труб диаметром свыше 38 мм необходимо подбирать оптимальный радиус гибки при простой оснастке, либо изготавливать сложную оснастку. Для гибки таких медных труб в оснастку входит специальный гибочный ролик с прямым участком, складкоразглаживатель, стальной гибкий дорн.
После гибки на трубогибочном станке, изделия из отожженной медной трубы желательно термически упрочнить, повысив таким образом их эксплуатационные характеристики.
Все круглые медные трубы изготавливаются по ГОСТ817-2006 и в обозначении имеют следующуюю информацию:
1-я буква определяет способ изготовления (Д — холодно деформированная, тянутая или холоднокатанная, Г-пресованная)
2-я и 3-я буквы — форма трубы (КР-круглая)
4-я буква- точность изготовления (Н,П,И,К,С,У)
5-я буква — состояние (М-мягкая, П-полутвердая,Т-твердая, Л-мягкие повышенной пластичности, Ф-полутвердые повышенной прочности, Ч-твердые повышенной прочности)
Далее размеры D (диаметр) и S (толщина стенки), длина и т.д.
Особые условия по точности (Т), по кривизне (О), требованиям на растяжение (Р), требованиям к твердости(Н), условий намотки в бухты ( БТХ) — свободной намотки, (БУ)- упорядоченной намотки, (БС)- спиральной намотки, определены в ГОСТ 817-2006.
Способы гибки
Гибка труб выполняется при высоких температурах. Нагрев проводят при помощи газовой горелки или паяльной станции локально в месте изгибания. По достижении требуемой температуры придают нужную форму и оставляют остывать.
Изгибание медных труб выполняется следующими способами:
- пружиной;
- способом засыпки песка.

Подготовка к сгибанию медной трубки
С помощью пружины
Согнуть пружиной медные трубки можно так:
- надевается пружина на трубу;
- выполняется прогрев изделия полный или частичный;
- после прогрева металл можно гнуть механическим способом;
- конструкция остывает в деформированном готовом состоянии.
После окончания процедуры изгибания пружину не снимают, а дают остыть конструкции вместе с ней. Благодаря жёсткости стальной пружины медь не подвергается термическому деформированию при остывании.
С помощью песка
Загнуть медную трубку также можно при помощи песка. При деформировании изделия она сохраняет своё внутреннее сечение. В случае превышения усилия при изгибе металл не трескается.
Пошагово метод реализуется так:
- Один конец изделия закупоривается деревянной заглушкой.
- Внутрь полости насыпается сухой очищенный песок.
- С другого конца изделия устанавливается вторая заглушка, чтобы предотвратить высыпание песка.
- В месте изгиба металл нагревается горелкой.
- Один из концов фиксируется на прочной ровной опоре (рабочем столе, верстаке).
- Второй конец загибается под заданным углом.
С помощью трубогиба
Согнуть медную трубу при помощи трубогиба весьма просто, так как гнуть можно по заданному диаметру, длине. За счёт фиксации одного конца и перемещения другого можно добиться высокой точности. Место сгиба находится в стабильном положении, деформация проходит контролируемо.
Все инструменты для гибки подразделяются на следующие классы:
- Ручные, работающие по принципу рычажного механизма. Предельный угол, на который можно согнуть трубку, составляет 180.
- Гидравлические, принцип работы основан на гидравлическом усилии, передаваемом трубе. Обеспечивают гибку на любые углы, высокую производительность.
- Электрические, массивные станки, используются в промышленности. Используются для серийного производства трубных конструкций.
Эксплуатация конкретного оборудования выполняется в соответствии с инструкциями от производителя. Изгибание трубок осуществляется в зависимости от технических характеристик.

Трубогиб
Как согнуть трубу в спираль?
Согнуть медную трубку в спираль можно так:
- изделие одним концом закрепляют на опоры;
- выполнить обжиг заготовки;
- во внутреннюю полость насыпают мелкий очищенный речной песок;
- прокаливают горелкой место изгиба;
- при помощи киянки и паяльной лампы придают нужную форму;
- в закреплённом состоянии оставляют трубу до момента остывания.
При работе с раскалённым металлом требуется использовать индивидуальные средства защиты, чтобы исключить ожоги. Нужно одевать плотную одежду и защищать открытые участки тела перчатками.
Вместо речного песка можно использовать лёд. Если воспользоваться цилиндрической опорой, то спираль получится практически идеальной формы.





