

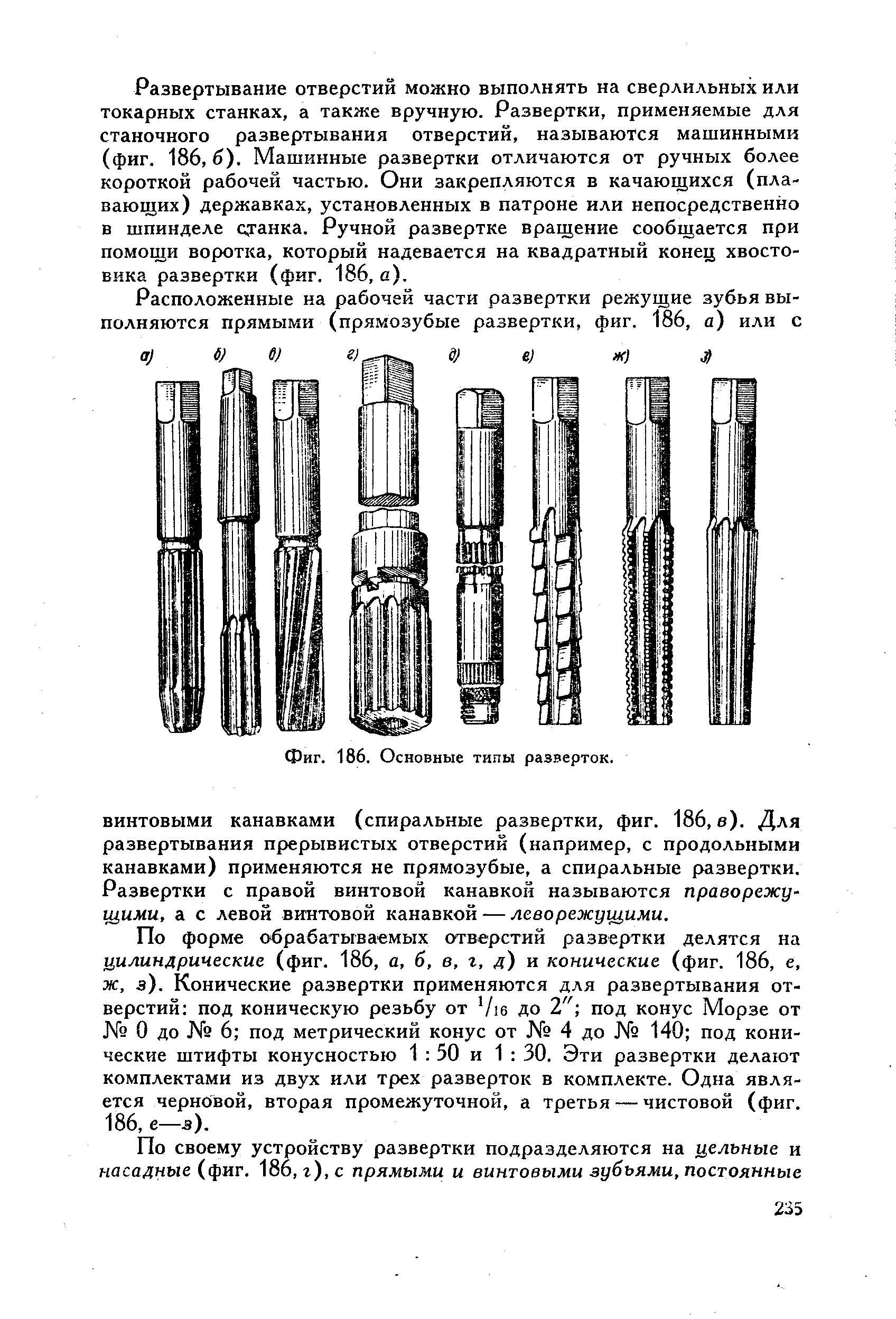
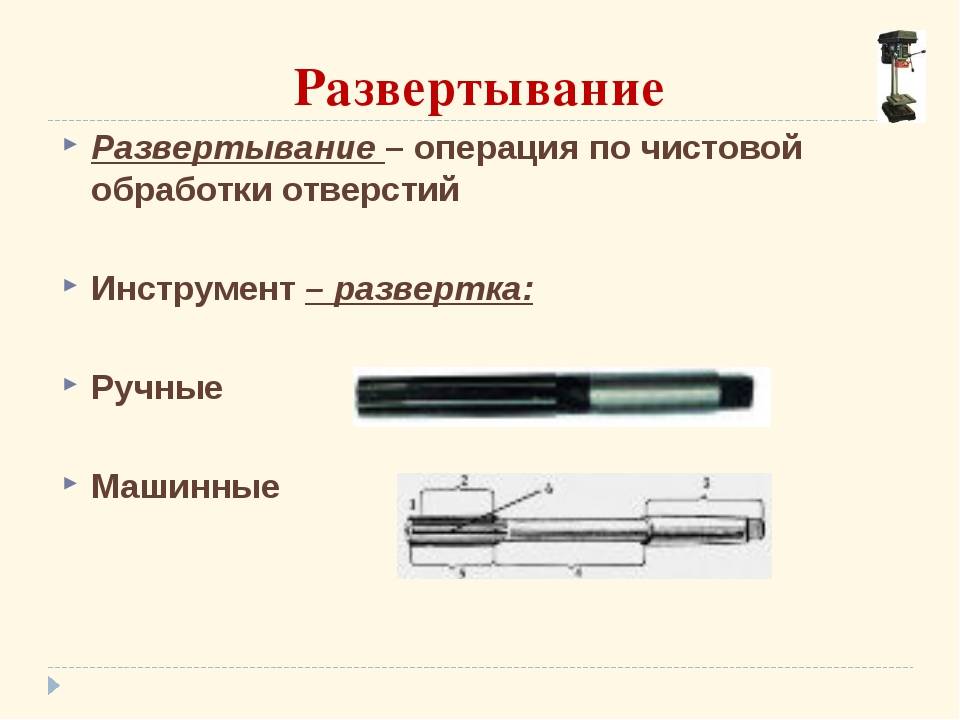
Ручная и машинная развертка их особенности и различия
При работе с любым типом инструмента важны его параметры, предназначение. Важными элементами комплектов воздействия на сталь являются направление зубьев, углы резки, равномерность шага, зажимная часть канавок и ее профиль. Представленные детали, имеющие классификацию по представленным параметрам, в основном профессионального типа. Для работы при домашних условиях или мелком производстве используются две основные разновидности:
- Машинная.
- Ручное обтачивание.
Подразделяются комплекты на цельные, регулируемым диаметром, насадные, сборные и т.д. Развертка ручная осуществлена в цилиндрической форме с острыми гранями, шаг 1 мм. Использование ручных инструментов происходит в паре с воротком, для этого на конце хвостовика выполнен квадрат. Заходная часть у ручного инструмента выполнена с меньшим диаметром, чем основная, это дает легко работать с металлом воротком. Количество зубьев влияет на качество обрабатываемой поверхности. Большое количество зубьев дает лучший результат обработки, но происходит меньший отвод стружки из отверстия. Прямые зубья используются более распространено при обработке металлов, винтовые обеспечивают прерывистую поверхность отверстий.
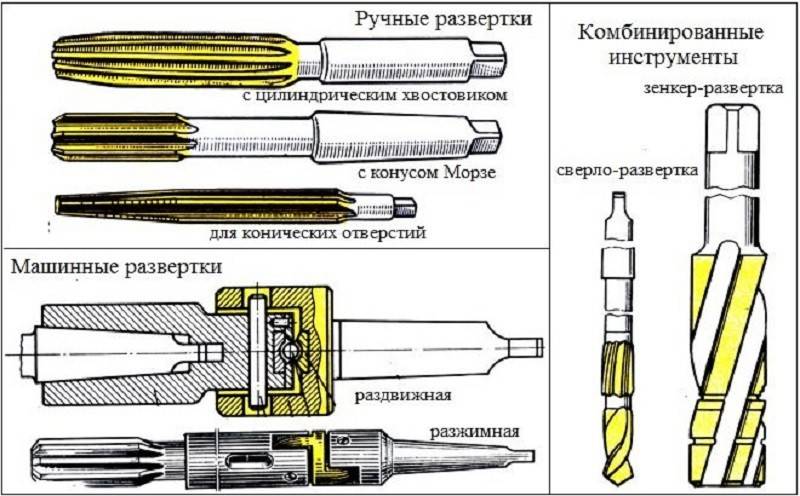
Ручные и машинный развертки
Для выполнения машинного развертывания изделий используются инструмент отделяемой части, изготовленной для зажима в станке. Разновидность конусов позволяет использовать комплект для резки металла в станках.
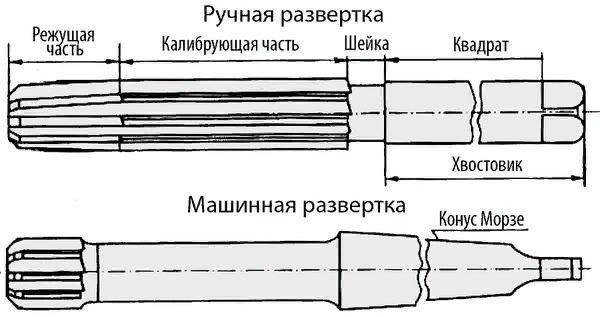
Различие между ручными и машинными развёртками
Основная часть ручной развёртки выполнена в форме цилиндра или конуса. Также она имеет режущие зубья с острыми гранями, которые располагаются по всей длине и окружности детали. Диаметральный диапазон такого инструмента варьируется от 3 до 58 мм, а шаг равен 1 мм (в некоторых случаях можно изготовить модели с шагом до 15,5 мм). Профессионалы, которым много приходится работать с развёртками, предпочитают иметь у себя в оснащении огромный набор разновидностей. Это позволяет эффективно обработать отверстия любого диаметра.
Машинные развёртки имеют в конструкции хвостовик, который создан для крепления приспособления к станку, поэтому использовать их вручную не получится. Производство развёрток предполагает использование исключительно быстрорежущей стали. На данный момент самыми качественными развёртками, которые очень редко можно отыскать в магазинах, являются модели, изготовленные ещё во времена СССР. Для их производства был использован самый лучший металл, поэтому они отличаются высокой прочностью.
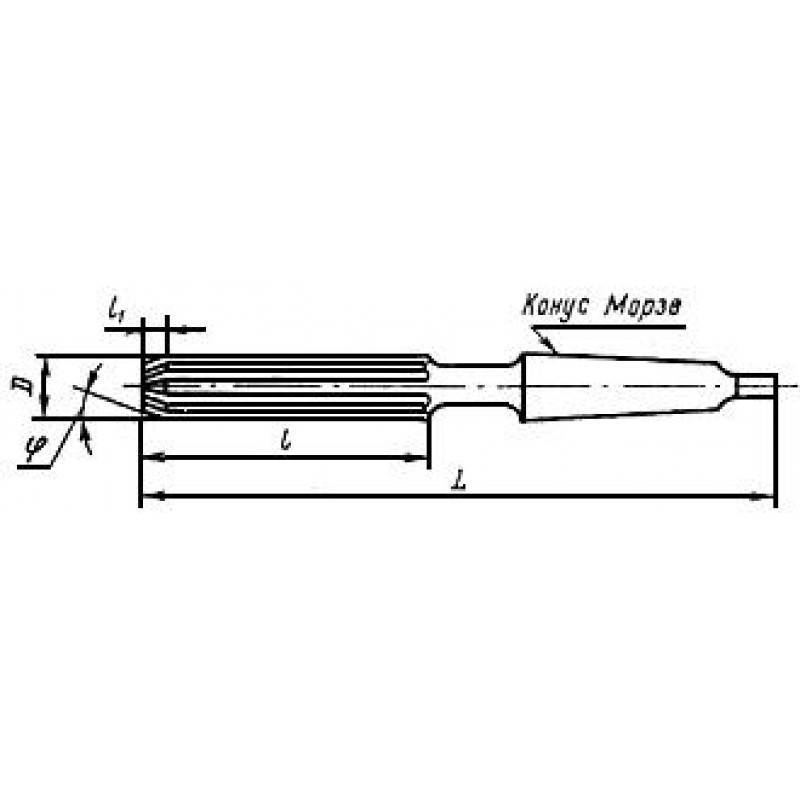
Конические развертки для конусов Морзе
Наиболее широко применяемым креплением комплекта обработки металла является конус Морзе. Модели крепления подразделяются на восемь типов в зависимости от размера, уклона конуса. Хвостовая часть конуса исполняется в нескольких вариациях, обычные, резьбовые, с наличием лапки.
Развертка коническая, оснащенная лапкой закрепляется путем фиксирования со специальным пазом, предотвращающим прокручивание в шпинделе. Крепление помогает извлечь оснастку из шпинделя, прикладывая меньше усилий. Комплекты работы с металлом при резьбовом исполнении соединяются со шпинделем винтовым штоком. Резьбовые конусы способствуют надежному креплению деталей комплекта по металлу внутри станка.
Коническая развертка
Комплектация развёрток для конуса Морзе состоит из нескольких штук. Первичная заготовка детали исполняется комплектом по металлу, с углом наклона по конусу Морзе, совпадающие направления вращения и резьбы дают возможность обратить цилиндрическое в конусное отверстие. Следующий комплект работы по металлу используется с противоположным направлением резьбы для удаления стружки из металлического отверстия.
Основные приемы работы с развертками
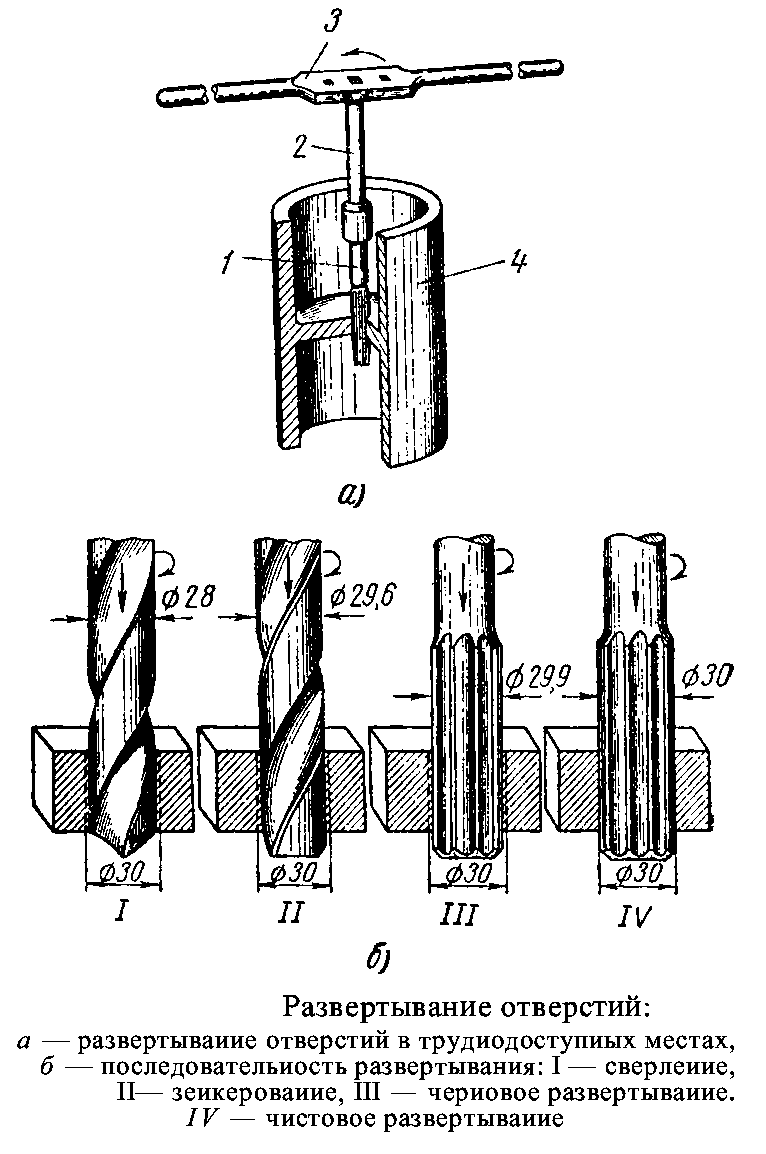
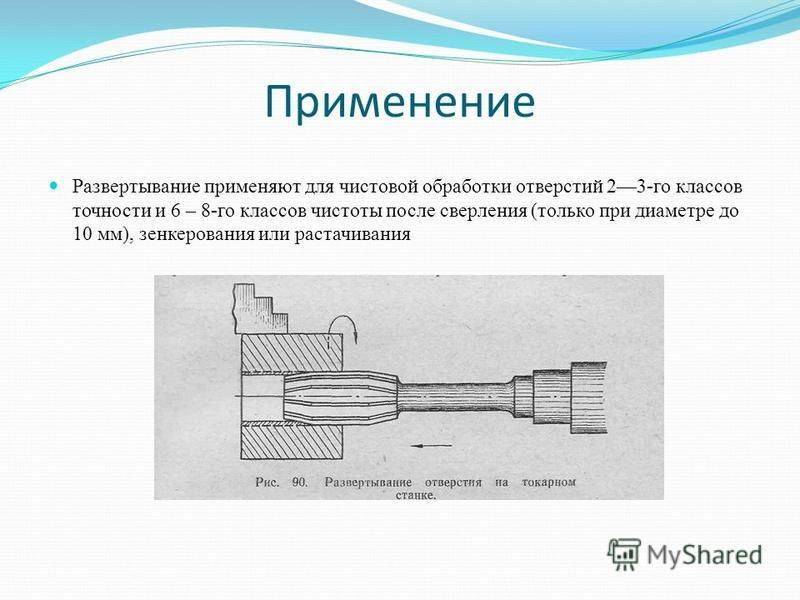
В процессе развертывания используют машинную или ручную развёртку. Перед этим отверстия подготавливают сверлом по металлу, чей диаметр равен диаметру развёртки, но с небольшим припуском. Припуск допустим меньше диаметра развёртки примерно на 0,3 миллиметра, если работа черновая и на 0,1 миллиметр при чистовом процессе. Машинная развёртка позволяет крепить инструмент аналогично креплению сверла во время сверления.
Процесс машинного развёртывания похож на процесс высверливания. Но мастера рекомендуют выполнять эту работу после подготовки проймы и не меняя установки детали. Чтобы режущее изделие могло самоцентрировать в соответствии с осью проймы, его закрепляют, как правило, в подвижных державках. Скорость резки при развёртывании меньше, чем при обычном сверлении отверстия – в два или три раза. При этом необходимо использовать автоматическую подачу.
Нужно применять большое количество специальных жидкостей для смазки. Скорость подачи зависит от количества оборотов режущего инструмента: чем их меньше, тем выше стойкость развёртки и лучше качество развёртываемой проймы в заготовке. В процессе ручного развёртывания изделие закрепляют в воротке, после чего смазывают. Ось проймы и ось развёртки должны полностью совпасть. После установки инструмента мастер начинает вращать его с небольшим нажимом в правую сторону. Вращать нужно аккуратно, без резких рывков, непрерывно, без изменения скорости. Вращение в обратную сторону категорически недопустимо при ручной развёртке, потому что режущие зубья инструмента могут сломаться. Ручную развёртку делают за один проход.
Основные виды
С учетом толщины снимаемого слоя, обработка производится одним инструментом, либо комплектом из черновой и чистовой развертки, а иногда и получистовой. Орудие для предварительной и финишной обработки отличается видом режущих лезвий и их численностью. Вдоль линии зуба черновой и получистовой разверток имеются зубцы или выступы.
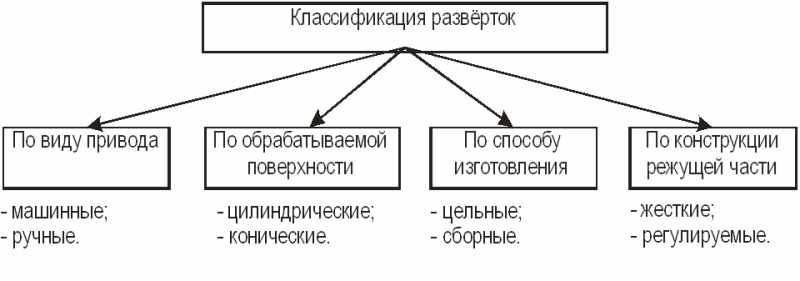
Стандарт предусматривает классификацию типов разверток по следующим критериям:
- Вид обрабатываемого отверстия – цилиндрическая развертка и коническая;
- Тип обработки (черновая, чистовая);
- Метод фиксации инструмента;
- Конструкция режущих кромок;
- Расположение зубьев;
- С настройкой на размер обработки;
- Материал для изготовления.
В ГОСТ 1672-80 изложены нормы изготовления конических разверток, формирующих точные конусные отверстия. Существующие модели позволяют обрабатывать конуса такого назначения:
Развертка ГОСТ 1672-80
- Для последующего нарезания конических резьб;
- Под установку конических штифтов;
- Для установки метрического конуса;
- Отверстие сопряжения «Конус Морзе»;
- Под стандартный ряд конусностей 1:20, 1:30 и другие.
Нормативный документ регламентирует геометрию конических разверток, шероховатость, допустимые отклонения размеров и класс точности отверстий, получаемых после механообработки.
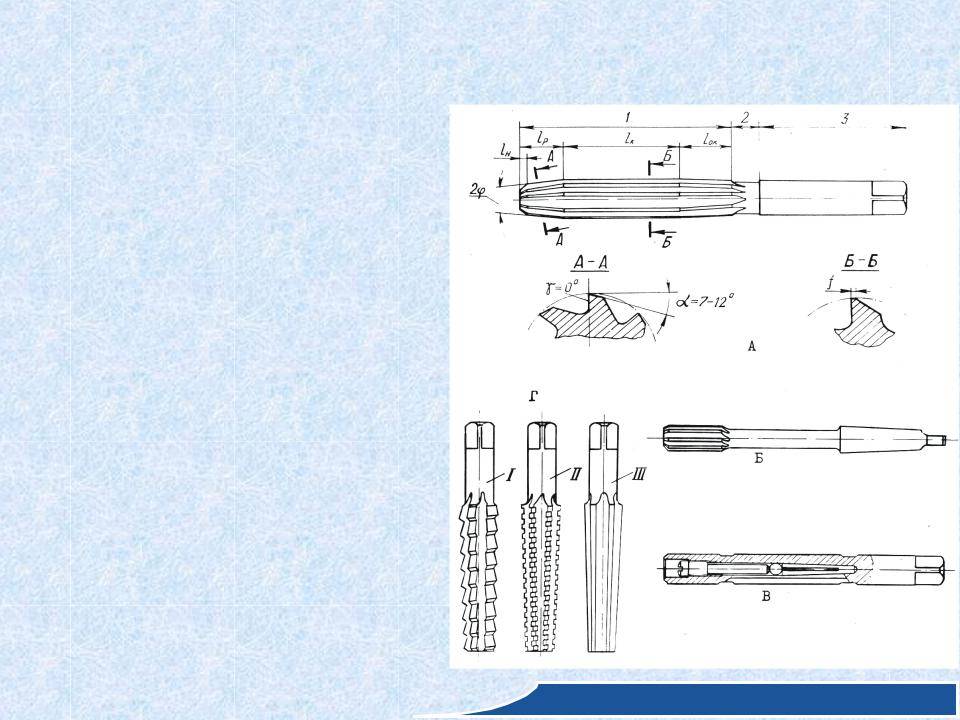
Металлорежущий инструмент для развертывания поделен на 2 большие группы: ручной и машинный. Машинные развертки применяются в сверлильных, токарных и расточных станках.
Между группами существуют видимые отличия. Ручные орудия — с более длинными рабочими кромками и квадратом. Машинные — с укороченной рабочей частью и длинным пояском. Крепятся в державках, которые монтируются в шпиндель.
Ручные
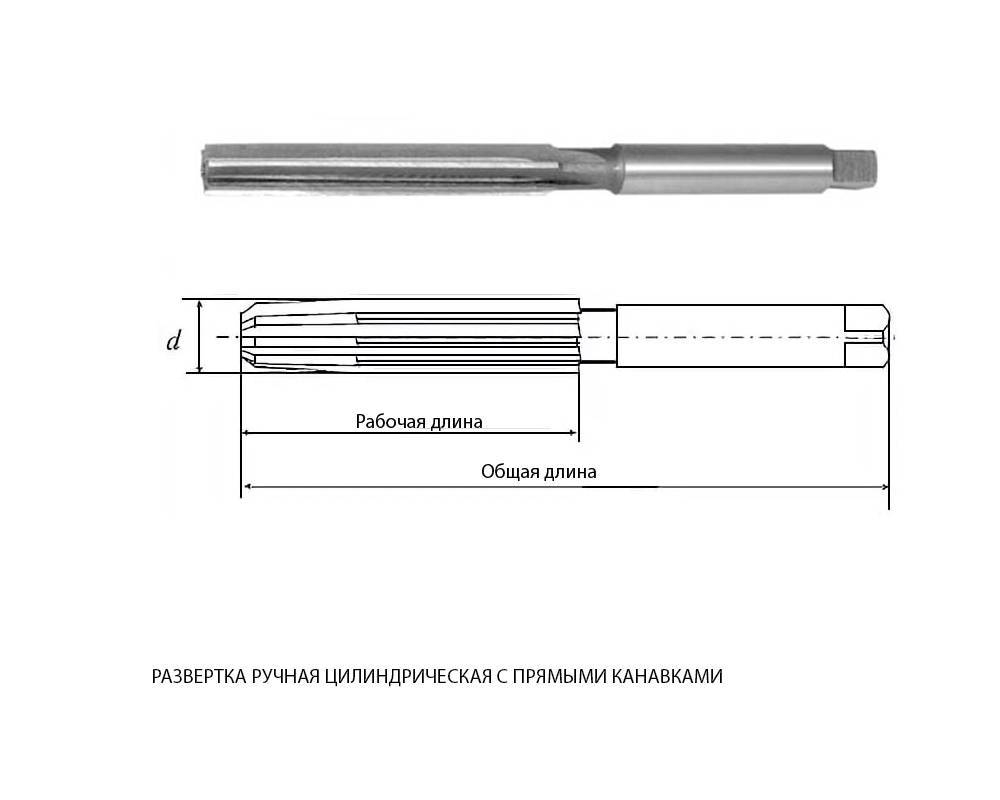
Развертки выпускаются по ГОСТ 7722-77 с размерным рядом 3-58 мм с шагом исполнения 1 мм и 0,5 мм до диаметра 15,5 мм. Набор с широким охватом диаметров позволяет обрабатывать самые разнообразные отверстия в деталях.
Развертывание ручным инструментом выполняется с помощью воротка для крепления и придания движения резания. Соединение с воротком осуществляется через квадратный участок на краю хвостовика и паз соответствующего размера.
Ручная развертка начинается с рабочей зоны и захода. Заходная часть выполнена под углом к оси и имеет меньший исходный диаметр на краю. Участок в виде пологой фаски облегчает позиционирование и врезание в припуск.
Машинные
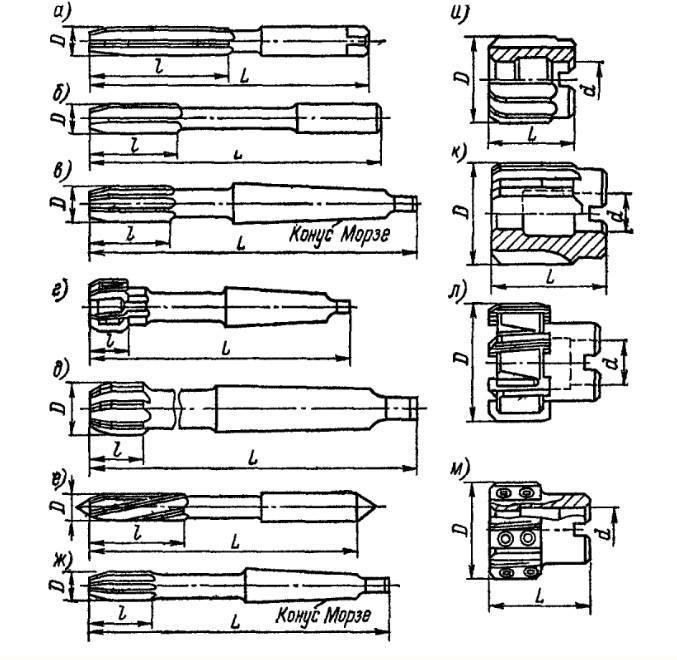
Для разворачивания машинным инструментом используются металлорежущие станки с конусным патроном, в котором закрепляется хвостовая часть. Конические хвостовики нормализованы, и номер применяемого конуса связан с диаметром развертки. Такое орудие резания изготавливается цельным из быстрорежущей стали.


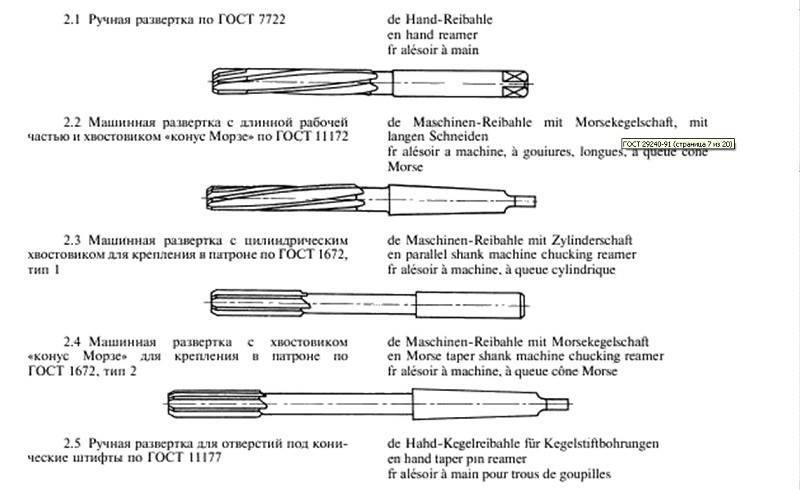
Производится несколько вариантов разверток. Конструкцию и геометрию определяет ГОСТ 1672-80.
Машинные развертки бывают:
- С цилиндрической и конической формой хвостовика;
- Насадного типа;
- Со сменными или регулируемыми ножами;
- С напайными пластинами.
Машинная развертка
Регулируемые
Регулируемые развертки позволяют изменять наружный размер режущей головки под конкретный диаметр отверстия. Это особенно необходимо, если диаметр обработки не целое число, а дробное, например, Ø15,3 мм или Ø 10,75 мм.
Развертка регулируемая реечная 10.0-10.5 мм
Инструмент малого диаметра позволяет регулировать размер обработки в пределах 1 мм. Для больших диаметров предусмотрена возможность более широкой настройки на 1-3 мм.
В таких развертках устанавливаются сменные ножи из быстрорежущей стали, которые фиксируются клиновыми вставками с накладками. Наборная головка закрепляется двумя гайками. После ослабления контргайки ножи выставляются на диаметр обработки, вымеряются с помощью штангенциркуля и микрометра и снова закрепляются.
При затягивании регулировочной гайки ножи подаются вверх, тем самым увеличивая диаметр инструмента. Ослаблением гайки удается уменьшить размер. Для удобства при настройке орудие обработки придерживают за квадрат.
Разжимные развёртки
Развертки разжимные — описание
В силу конструктивных особенностей развертки называют разжимными. Принцип регулировки разжимной развертки основан на перемещении шарика и винта. При вращении винта с нижней стороны шарик перемещается и распирает грани. Они расходятся от центра и наружный размер увеличивается.
Предел регулирования у такого инструмента меньше. Он составляет 0,15-0,5 мм и зависит от размера развертки. Усилие при настройке рекомендуется контролировать, чтобы избежать повреждения корпуса.
В производстве разверток применяется инструментальная и быстрорежущая сталь – 9ХС, Р6М5, Р18, Р6М5. В каталогах инструмента зарубежных компаний материал обозначается HSS.
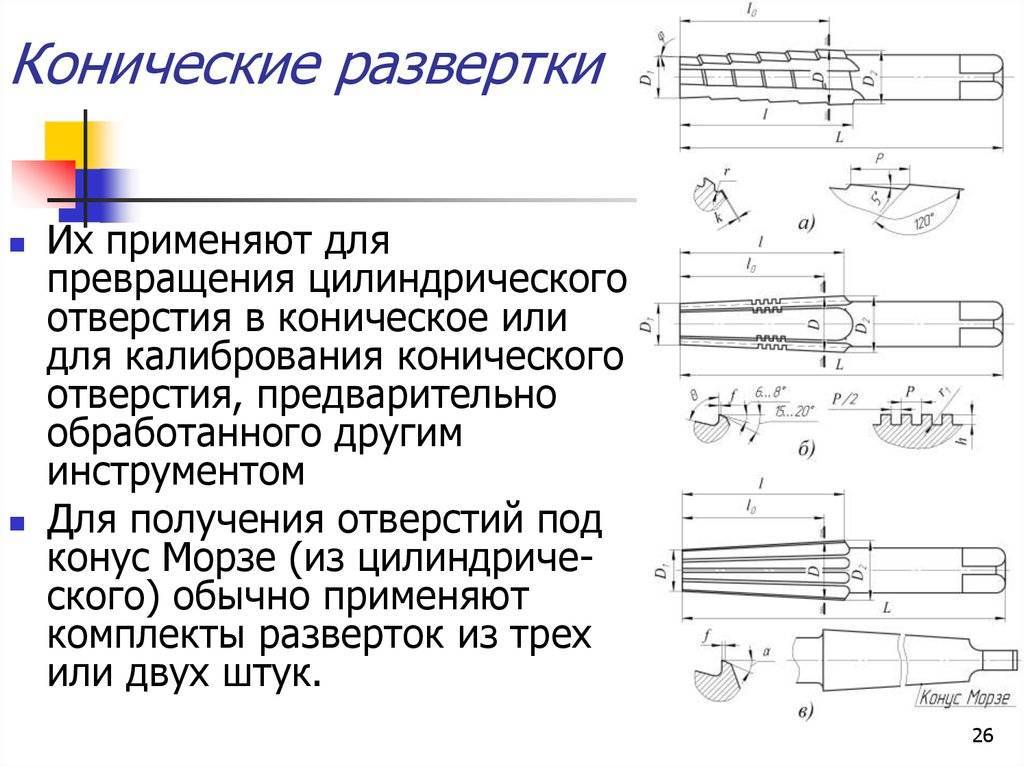
Конические развертки для инструментов
Инструменты используются для развития отверстия конической формы. Состоит конический комплект из нескольких основных частей:
- Обдирочная часть служит для грязной обработки детали, подготовки отверстия к следующему этапу работ.
- Промежуточный.
- Чистовой инструмент.
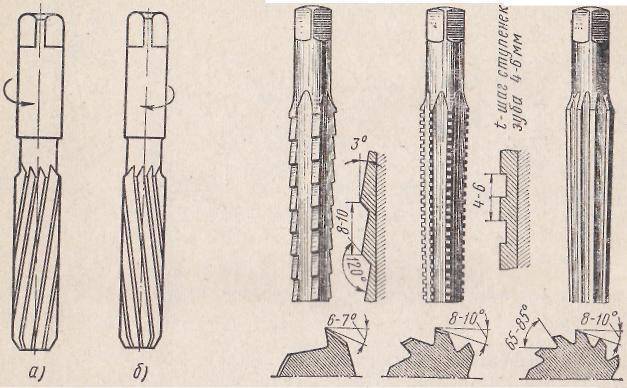
Изготовление производится из твердотельных стальных сплавов марок У12А. Особенность инструмента состоит в облегченной работе, так как зубья с прямолинейным расположением имеются на всей длине изделия, происходит усиленный отвод стружки. Ступенчатая развертка по металлу используется для черновой обработки, внешний вид состоит из отдельных зубьев, расположенных по нарастающей.
Развертки конические под укороченные конусы Морзе
Виды используемых разверток для точности обработки делятся на расположение граней, прорезей и других особенностей. Промежуточная развертка устроена отличающимся размером профиля и прорезей, чистовая не имеет вывода отработанной стружки. После предварительных работ, проводится финальное точение конической насадкой, также с помощью данной разновидности возможно провести калибровку отверстия.
Изготавливаются конические разновидности в промышленности обычно под каждое отдельное отверстие. Конструктивные особенности подбираются в соответствие к плану, если используется малый конус, возможно применение одного инструмента. Для выполнения отверстий неравномерным припуском или повышенными требованиями качества, используется комплект из трех насадок.
Черновая обработка напоминает процесс зенкерования, благодаря ступенчатому расположению режущего элемента, деталь обрабатывается быстро и точно. При промежуточном типе применяется строение канавок, на вид напоминающие строение резьбы. При чистовой обработке, комплект для работы на металле выполнен без отвода для металла, скорость выполнения работы от 6 м/мин.
Принципы выбора развертки по металлу
Чтобы выбрать хорошую развертку для финишной обработки отверстий в металлических деталях, нужно знать критерии, на которые требуется обратить внимание. Также рекомендуется изучить преимущества и недостатки, производителей оснастки
Виды развертки (Фото: Instagram / osnastka.shop)
Критерии выбора развертки по металлу
Критерии:
- Если нужно постоянно заниматься подобными работами, лучше купить набор качественных разверток, чтобы не возникало проблем с отсутствием определенных диаметров.
- Для финишной обработки глубоких отверстий рекомендуется докупить оснастку с удлиненной оправкой. Если такой возможности нет, подойдет развертка с удлиненной рабочей частью.
- Если отверстие прерывистое, имеет шпоночный паз, нужно выбирать инструмент с винтовым расположением зубьев, канавок.
- Если нужно выполнять обработку отверстий ручным инструментом, понадобится оснастка с квадратным хвостовиком.
Преимущества и недостатки развертки по металлу
Положительные стороны:
- Высокая точность обработки.
- Возможность выполнения разных технологических операций.
- Доступность. Оснастку можно купить в любой строительном магазине.
Серьезных недостатков у такой оснастки выделить нельзя.
Развертка со сменной твердосплавной головкой (Фото: Instagram / batusolutions)
Производители и цены развертки по металлу
Производители:
- «АвтоДело».
- Rock FORCE.
- Licota.
- GRIFF.
- Bahco.
- «ВИЗ».
- «ТЕХМАШ».
- «Русский инструмент».
Цена — 800 рублей.
Основные приемы работы с развертками
Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.





При ручной развертке:
- Развертка крепится в воротке и смазывается.
- Заборная часть должна входить таким образом, чтобы полностью совпали оси развертки и отверстия.
- Для проверки положения развертки можно использовать угольник в двух плоскостях расположенных перпендикулярно по отношению друг к другу.
- Вращение начинайте вправо с небольшим давлением сверху.
- Вращение осуществляйте плавно, на небольшой скорости, без рывков. Не ускоряйте вращение даже при легком ходе.
- Обратное вращение недопустимо, так как возможна поломка режущих кромок и задиров на поверхности отверстия. Развертка осуществляется за один проход с одной стороны.
Советы при машинной развертке:
- Развертка крепится так же как и сверло. Сам процесс сходен со сверлением и желательно его выполнять без смены установки детали, сразу после подготовки отверстия.
- Часто развертка крепится в качающихся державках, что позволяет инструменту самоцентрироваться по оси отверстия.
- Желательно использование автоматической подачи, скорость резания должна быть в 2-3 раза ниже, чем при сверлении.
- Необходимо использование значительного количества смазки.
- Чем ниже количество оборотов и скорость подачи – тем выше качество отверстия и стойкость инструмента.
Это интересно: Топливные пеллеты (гранулы) – разновидности, особенности, производство
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.

Ручная коническая развертка
Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
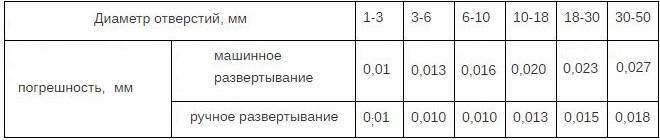
Точность изготовления отверстий развертыванием
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.

Рабочая часть машинной развертки, оснащенной твердосплавными напаиваемыми пластинами
Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
Как ухаживать за разверткой
Восстановление данного инструмента может стоить приличных денег. Чтобы избежать непредвиденных трат, стоит внимательно следить за состоянием разверток: оградить их от воздействия влаги, купить блок для хранения, очищать после каждого использования.
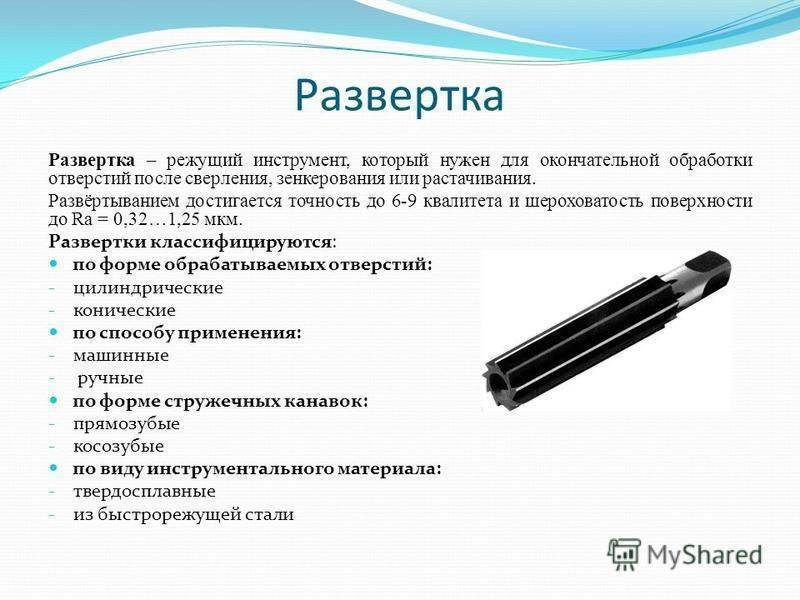
Развертка – это узкоспециализированный металлорежущий инструмент, предназначенный для создания гладкой поверхности внутри раннее просверленных отверстий. Она применяется в тех случаях, когда необходимо добиться идеальной точности. Без нее не обходится производство высоко технологического оборудования, в частности двигателей внутреннего сгорания, станков и прочих механизмов.
Высокая точность обработки обеспечивается благодаря тому, что инструмент имеет несколько режущих кромок в количестве до 16 штук. При работе создается одинаковая сила противодействия на всей поверхности инструмента. Это исключает перекос, как бывает в случае со сверлом, контактирующим только двумя режущими кромками. При использовании развертки создается гладкая поверхность, шероховатости которой колеблется в пределах от 0,32 до 1,25 микрометра, в зависимости от класса развертки.
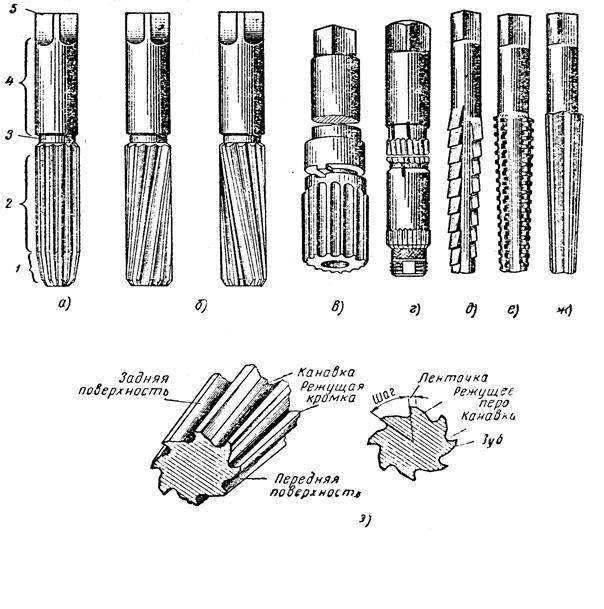
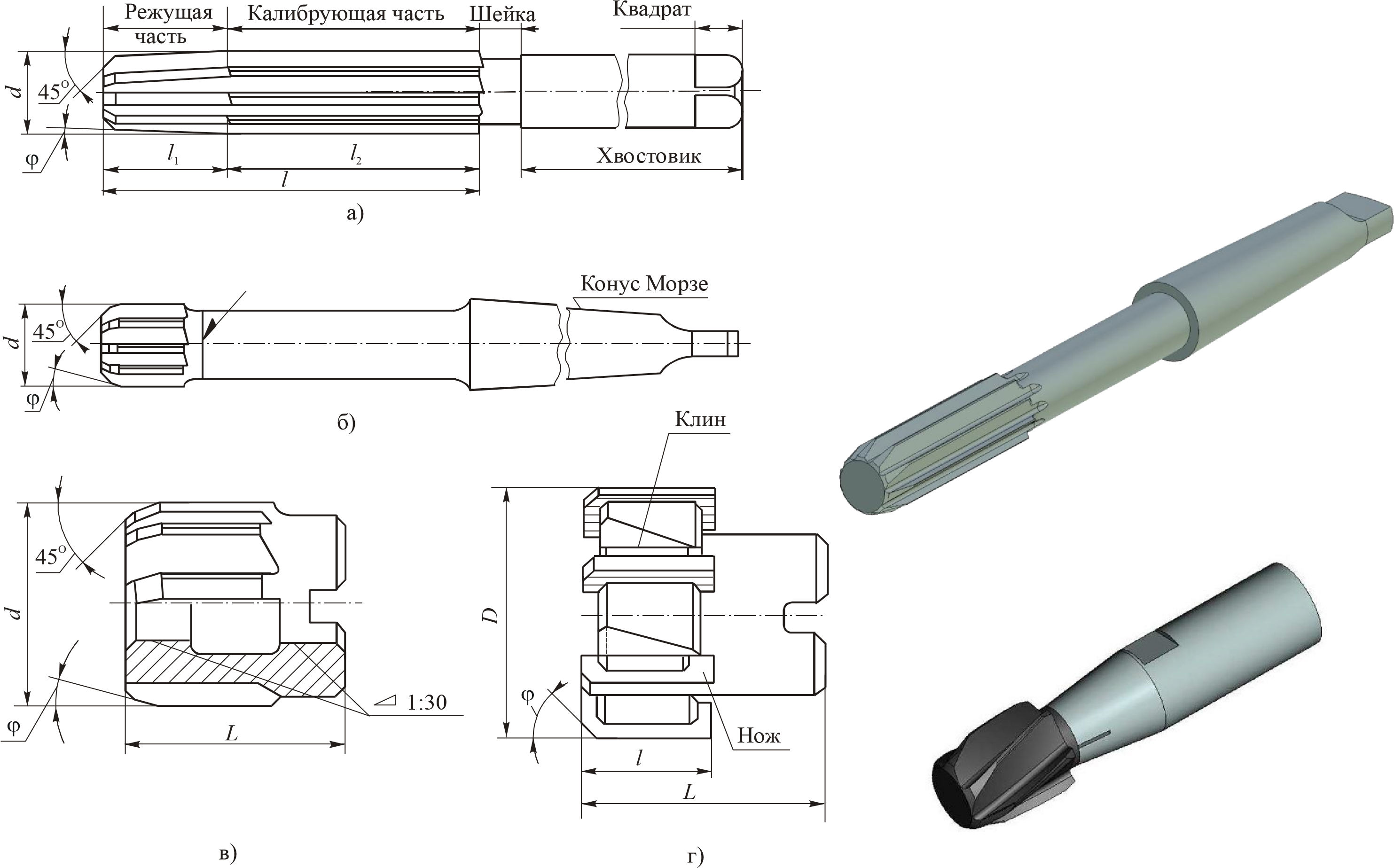
Как выглядит и из чего состоит развертка
Внешне инструмент представляет собой прут, вдоль которого идут многолезвийные выступы, заточенные для врезания в обрабатываемый металл. Количество режущих кромок в зависимости от модификации инструмента обычно колеблется в пределах от 6 до 14 штук. Редким исключением являются развертки на 16 лезвий, применяемые только на высокоточном производстве.
Внешние очертания инструмента могут быть цилиндрическими или коническими. Непосредственно сами зубья с режущей кромкой бывают прямыми или винтовыми. Они равномерно распределяется по поверхности инструмента на одинаковом расстоянии друг от друга. Чем больше режущих кромок на развертке, тем тяжелее с ней работать. Минимальное пространство между ними не позволяет эффективно выводить получаемую стружку.

К разверткам ставятся особые требования точности. В том случае если расстояние между зубьями будет неравномерным, то наблюдается повышение вибрации, что приводит к неоднородной разработке отверстия, которое обрабатывается. Выпускаемые в промышленности развертки имеют диаметр от 3 мм.
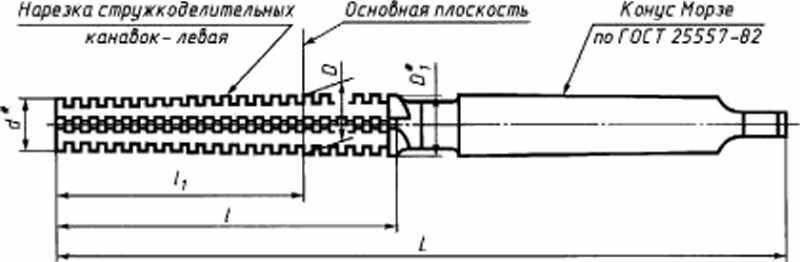
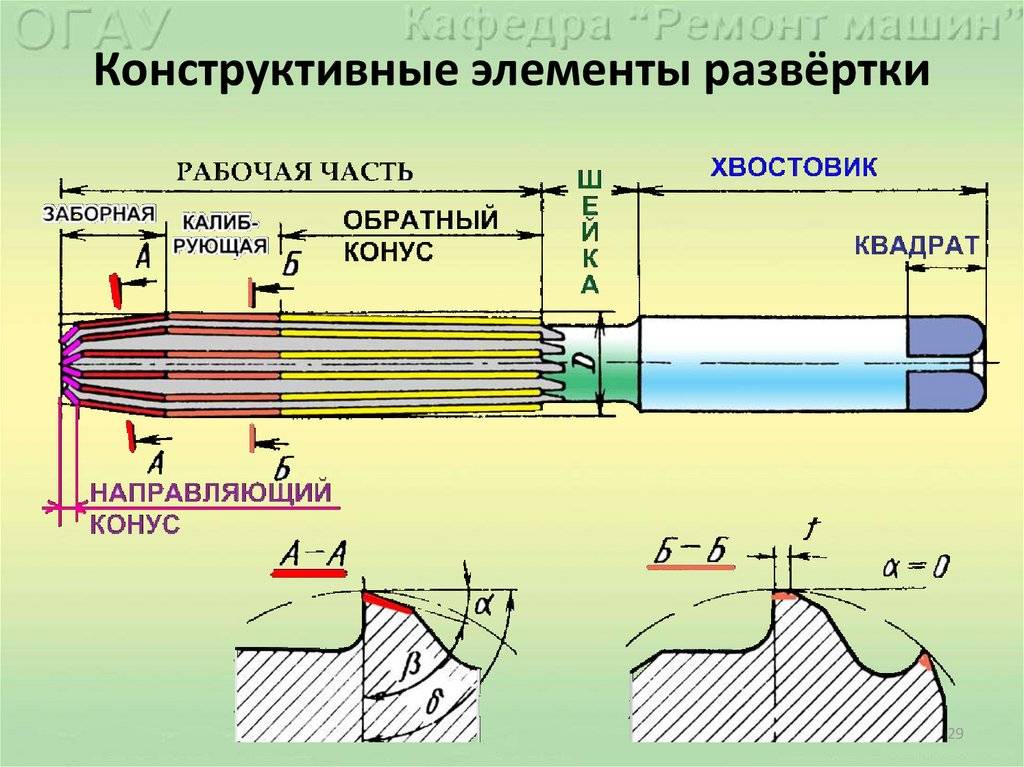
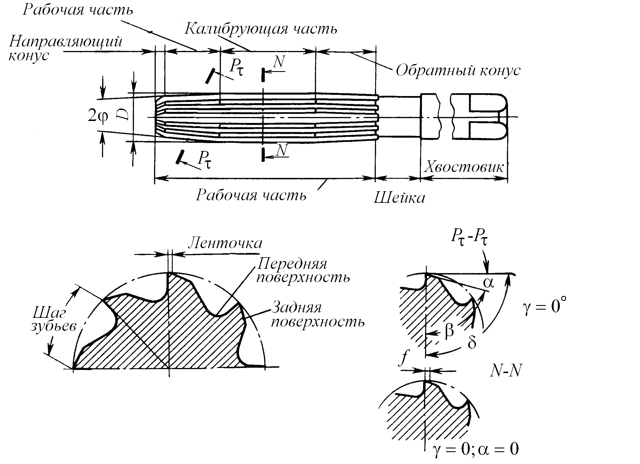
Развертка состоит из двух частей – рабочей и зажимной зоны. Рабочая представляет собой режущую кромку и участок для калибрования. Кромка оснащается острыми зубьями. Длина рабочей части инструмента пропорциональна его толщине. Обычно этот показатель составляет от 0,8 до 3 диаметров. Зажимная часть развертки выполнена в виде классического хвостовика, предназначенного для зажима в патроне станка или в воротке, если инструмент применяется вручную.


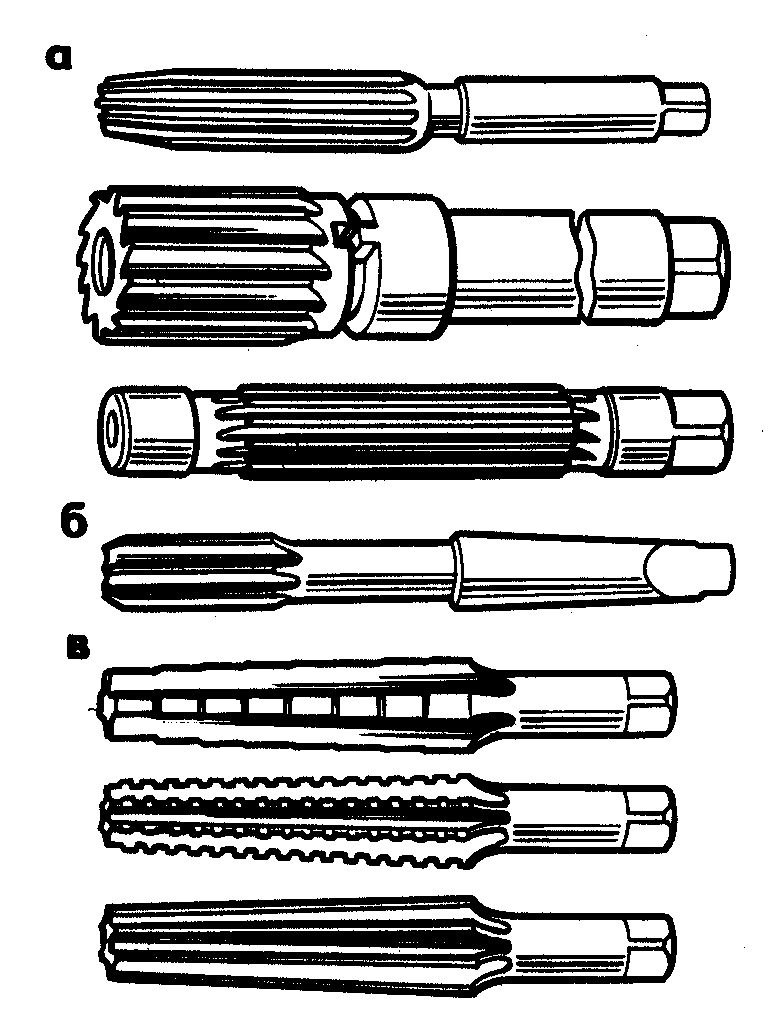
Формы разверток
В связи с тем, что получение точных отверстий необходимо для различных отраслей машиностроения и станкостроения, развертки разрабатываются сотен размеров и в нескольких формах.
По последнему критерию они разделяются на 3 группы:
- Цилиндрические.
- Конические.
- Ступенчатые.
Цилиндрические используются для обрабатывания стандартных круглых отверстий, которые получаются после сверление. Они имеют прямые или винтовые канавки, а также углубления для отвода стружки.

Коническая развертка выполнена в виде конуса со срезанной вершинкой. С ее помощью можно обрабатывать обычные отверстия или конические. После применения такой развертки отверстие приобретает форму конуса. Отвод стружки может обеспечиваться как за счет прямых, так и винтовых канавок.
Что такое развертки по металлу, применение инструментов
Развертки по металлу — это специальные высокоточные инструменты, предназначенные для доводки отверстий после таких предварительных операций, как зенкерование, растачивание и сверление. Цель — достичь требуемых показателей точности и шероховатости.
Использование разверток по металлу позволяет получить отверстия с очень высокими:
- точностью (квалитет — 6–9);
- шероховатостью (0,32–1,25 мкм).
С применением разверток можно обрабатывать цилиндрические, конусообразные (различных форм) и ступенчатые отверстия.

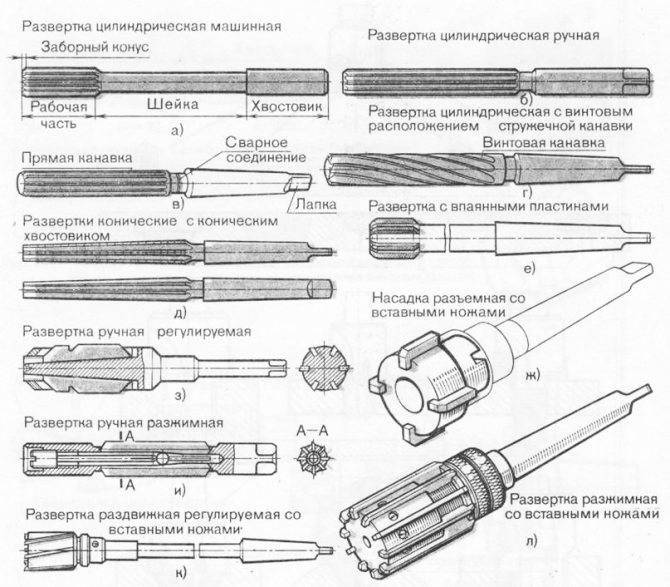
Фотография №1: развертки по металлу





