

Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Типы и причины неисправностей
У токарного станка модели 16К20 чаще всего выходят из строя следующие детали:
- элементы корпуса;
- шейки и пазы валов;
- крепежи фланцев;
- зубья шестерен;
- шейки и шлицевые соединения шпинделя;
- резьба ходового винта.
Поскольку станок модели 16К20 является оборудованием высокой надежности, подобные неисправности появляются, как правило, лишь после долгих лет эксплуатации. Главная их причина — физический износ деталей из-за трения поверхностей. Также имеет место пластическая деформация, химическая коррозия металла.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
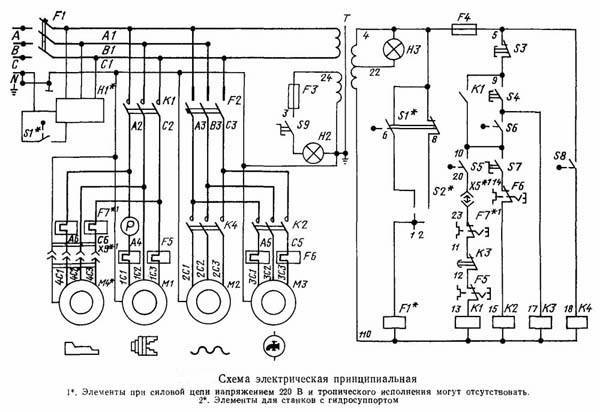 Перечень компонентов электрооборудования станка:
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-.
- F2 – Автомат АЕ-.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
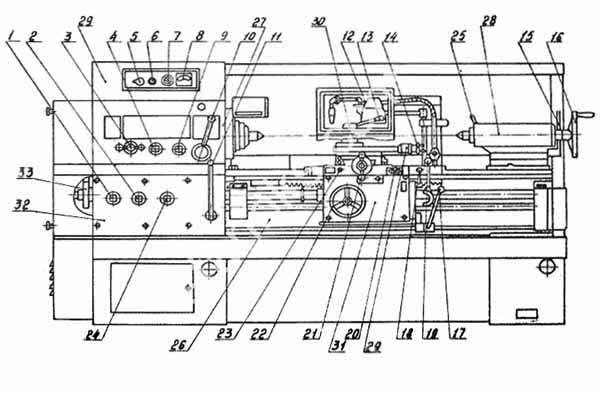
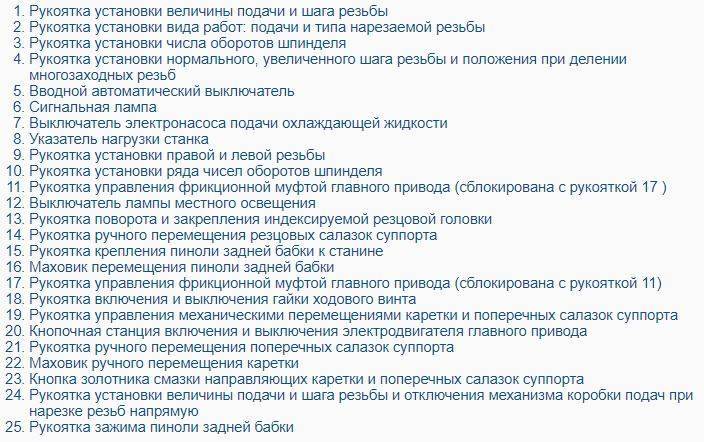
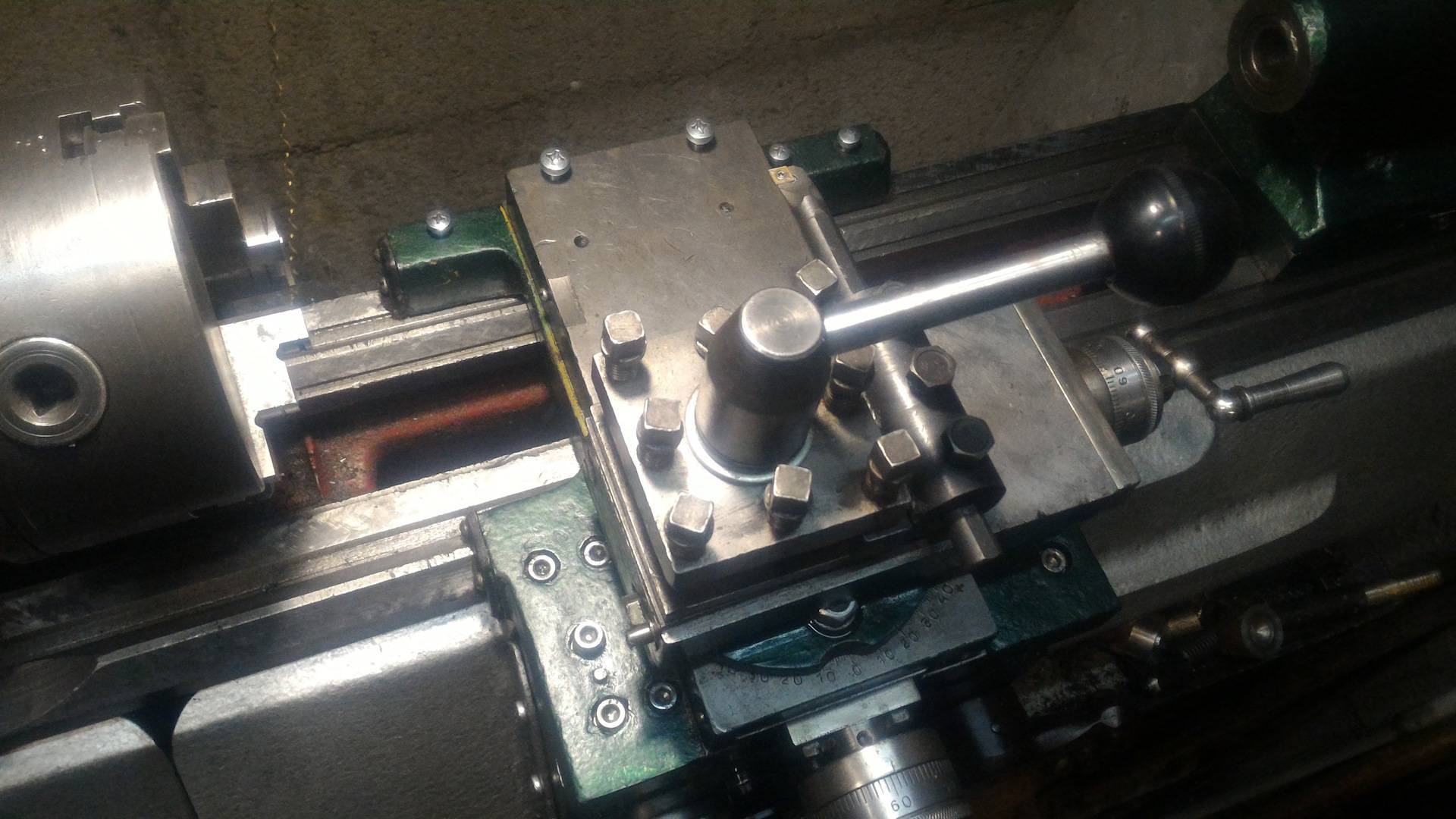
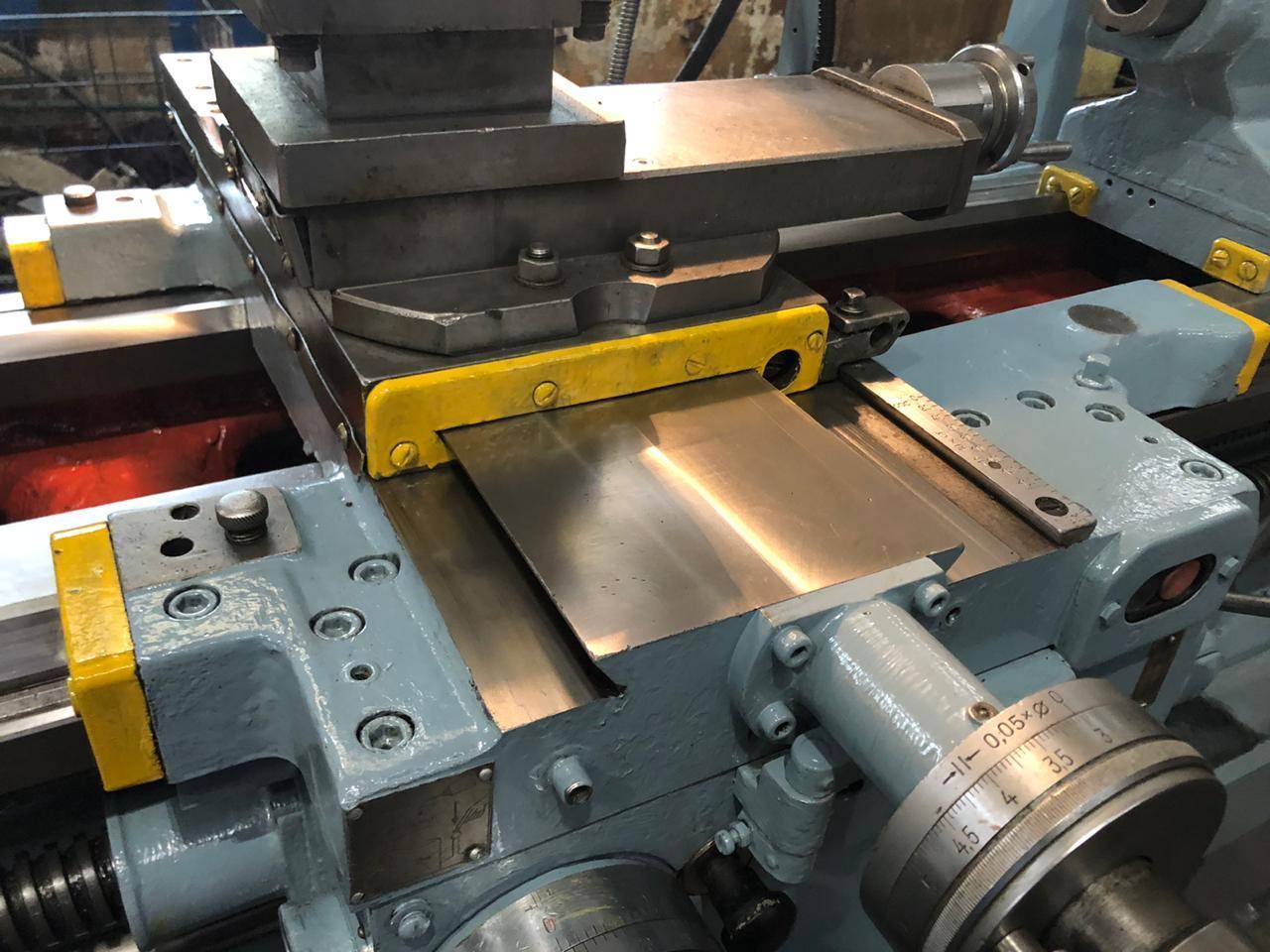
Схема органов управления токарным станком
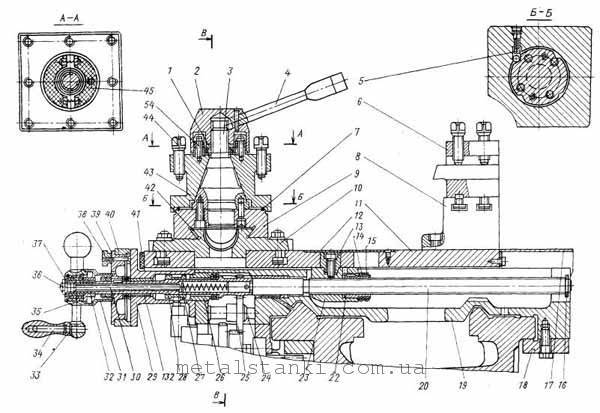
Суппорт токарно-винторезного станка 16к20
Суппорт — служит для установки режущего инструмента и сообщения ему движения подачи. Суппорт состоит (рис.4) из каретки продольного перемещения 4, поперечных салазок 5, по воротной части 6, резцовой каретки 7 с резцедержателем 8. Резцовая каретка может устанавливаться под углом к оси центров станка для обработки конических поверхностей.
Стоимость ремонта токарные станки
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
Технологии
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Идеи
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему
Скорость.
Вам нужно чтобы станок в кратчайшие сроки работал. Наши желания совпадают.

Прочитайте полезную информацию:
Ремонт бабки станка
Бабка — важный элемент станка. Если данная деталь выходит из строя, справиться самостоятельно с ремонтом очень сложно и приходится обращаться в специализированные мастерские
Как предотвратить поломки, что важно знать при самостоятельном ремонте и сколько стоят услуги квалифицированных мастеров — все это можно узнать из статьи
Далее
Неисправности шпинделя и их устранение
В современном производстве используется множество станков с ЧПУ (с числовым-программным управлением). Станки беспрерывно работают круглыми сутками и как любая техника иногда имеет неисправности. Одним из основных элементов станков является шпиндель, рассмотрим какие поломки могут возникнуть при эксплуатации и можно ли их устранять самостоятельно.
Далее
Самостоятельный ремонт вала станка и уход за ним
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее
Виды производственных станков, их наладка и обслуживание.
Для эффективной работы со станочным оборудованием, необходимо разбираться в типах и предназначении станков, уметь проводить наладку и самостоятельное обслуживание. В данной статье разберем основные виды станков и общие правила наладки.
Далее
Как правильно станок наладить
Но прежде, чем начать работу все станки необходимо наладить. О том, как это и происходит, и что значит, написано ниже в статье.
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
Вопросы поставщику по этому лоту
| 18 |
вопрос задан
Здравствуйте. Стоимость шлифовки станины ТВ-6?
| Ответ продавца Вам станину только или все направляющие? |
| 18 |
вопрос задан
Под станиной имел ввиду все направляющие и плоскости… а что подразумевается под » шлифовкой станиной»? Спрашиваю, чтобы поняли друг друга..
| Ответ продавца Ответил в личку |
| 126 |
вопрос задан
Здравствуйте, такой же вопрос по 250ИТВМ (если всю геометрию до паспортных значений)
| Ответ продавца Ответил |
| 75 |
вопрос задан
Стоимость шлифовки станины mn80 ?
| Ответ продавца Шлифовка станины mn80 будет в районе 35 т.р. |


![Ремонт токарных станков [эксплуатация после ремонта]](https://labequip.ru/wp-content/uploads/d/c/8/dc8128bb985a276f0fedf03594dc426b.jpeg)


| 104 |
вопрос задан
интересует шлифовка станины иж250итвм .стоимость и сроки какие?
| Ответ продавца 25-30 т.р. в зависимости от износа. Срок 10 рабочих дней. А где станок находиться? |
| 144 |
вопрос задан
сколько будет стоить поправить плоскости у метровой угловой линейки материал чугун 3 плоскости примерно 80-1000мм сейчас прогиб 2-3 сотки
| Ответ продавца здравствуйте. я не возьмусь за такую работу дешевле будет купить другую. у меня есть ут -1000 с углами 60/75/45 |
| 69 |
вопрос задан
вал шпинделя можете восстановить износ 2-3 сотки Dнар. 50 мм длина 250 мм ( восстановить нужно только 2 шейки шириной по 30мм)
| Ответ продавца Восстановить можно напылением до 0.2мм. я сам такое не делаю спрошу сколько это стоит. И придется шлифовать до нужных размеров. Ни в коем случае нельзя делать наплавку на шпиндель его очень сильно ведёт! |
| 69 |
вопрос задан
| 17 |
вопрос задан
Добрый день. 1к62 шлифовка станины. Цена? На чем шлифуете. Ласточкин хвост на каретке относительно оси винта сделаете?
| 10 |
вопрос задан
Здравствуйте. Можно узнать стоимость шлифовки станины и всех направляющих ТВ-4?
| 25 |
вопрос задан
Здравствуйте. шлифуете с СОЖ или в сухую? Много ли выйдет шлифовка станины TOS SV18RA(РМЦ 1 м),только станина,направляющие каретки и ЗБ,у каретки износ не очень большой по прикидкам до 0.2мм
| 17 |
вопрос задан
здравствуйте.шлифовка или фрезеровка направляющих каретки и шабровка поперечных направляющих? 1м61
| 34 |
вопрос задан
Добрый день! Сколько будет стоить шлифовка или фрезеровка стола сверлильного 2н125л 700х600 съём 0.2?
| 25 |
вопрос задан
Здравствуйте. шлифуете с СОЖ или в сухую? Много ли выйдет шлифовка станины TOS SV18RA(РМЦ 1 м) станина,направляющие каретки и ЗБ,у каретки износ не очень большой по прикидкам до 0.2мм
| 4 |
вопрос задан
Здравствуйте. Восстановить геометрию ластохвоста поперечной подачи твш3 сколько стоит?
| 5 |
вопрос задан
Здравствуйте. Напишите, сколько будет стоить щлифовка направляющих станины, каретки и поперечных направляющих станка ТВ-4
| Ответ продавца Ответил в личку |
| 5 |
вопрос задан
станок ВМ127 вогнать в паспортную точность , станок в Москве.
| Ответ продавца Сложно сказать если все направляющие делать районе 200 т.р. в зависимости от износа. Если без вертикальных направляющих в 2 раза дешевле. |
| 5 |
вопрос задан
Здраствуйте.Сколько будет стоить восстановление на супорте поперечной передачи,с изготовлением нового клина для него.и на задней бабки новой пиноли с востоновлением посадки в зб.
| 5 |
вопрос задан
Станок тв4
| Ответ продавца Ответил в л.с. |
| 69 |
вопрос задан
Здравствуйте! Интересует шлифовка всех направляек станины ТВ4. Какова цена на данный момент?
| 15 |
вопрос задан
Напишите уже здесь цену по шлифовке всех плоскостей тв-4/6, а то в личку…
| Ответ продавца Цена по шлифовке станины, каретки и суппорта и площадки задней бабки. Наклеивание накладок текстолит для восстановления высоты на каретку, суппорт и клинья. Вот такая процедура стоит 25 т.р. |
вопрос задан
Добрый день . Находимся в Тюмени , станок 1к62. Ропепечка , ласточкин хвост, клин . Направляющие , вообщем все кроме мех части . Расточка зад. Бабки . Все геометрия . Цена вопроса , сроков , станков несколько , начнем с одного , все пойдет , остальные сделаем . Можем станок вам привести .
| 35 |
вопрос задан
Добрый день. Подскажите ,пожалуйста, стоимость работ по шлифовке станины, каретки и суппорта и площадки задней бабки, наклеивание накладок текстолита для восстановления высоты на каретку, суппорт и клинья на станке 16Б05П.?
вопрос задан
Здравствуйте!Какова стоимость шлифовки всех направляющих станка 16Б20П?
| Ответ продавца Ответил |
| 15 |
вопрос задан
Здравствуйте сколько будет стоить шифовка станины 1к62 рмц 1м
У этой страницы есть короткий адрес: https://dirlot.ru/lot/209725
Что такое станина
Принципы выбора и эксплуатации прижимов для фрезерного станка
Станина для машины выполняет такую же функцию, как и рама для автомобиля. Относительно нее все приводные механизмы производят свое вращательное либо линейное движение. Поэтому конструкция станины предусматривает размещение на ней всех направляющих и специальных посадочных мест, где располагаются разные узлы станка. Конфигурации форм станины очень разнообразны. Они бывают сплошными либо с ребрами жесткости. Станины небольших станков часто цельнолитые. Громоздкие машины собраны на составном основании. Сама станина – это изделие, которое крепится на мощном фундаменте. Он по техническим нормам должен выдерживать не только статическую, но и динамическую нагрузки. Станина же должна обладать крепостью и износоустойчивостью.
Материалом, из которого обычно изготавливают станину, является чугун либо сталь низкоуглеродистой марки. Станки повышенной тяжести устанавливают на железобетонные станины. Высокоточные станки – на станины из материала искусственного на основе минеральных крошек и смолистых веществ (синтегран). Станины этих типов мало подвержены деформациям, вызванным температурой.
Советы по ремонту и эксплуатации токарных станков

Любое оборудование рано или поздно выходит из строя, поэтому осуществлять просто необходимо, поскольку приобретение нового станка может вылиться в круглую сумму, да и смысла, честно говоря, в этом нет.
Для начала рассмотрим, что собой представляет токарная обработка, устройство станка, а также поговорим про капитальный ремонт задней бабки токарного станка.
Что такое токарная обработка?
Технологический процесс токарной обработки заключается в уменьшении диаметра обрабатываемого предмета при помощи резца, который оснащен специальной режущей кромкой.
Благодаря вращению обрабатываемого предмета происходит процесс резки, подача и поперечное перемещение осуществляется резцом.
Благодаря этим трем составляющим: вращению, подаче, перемещению, можно воздействовать на величину съема материала, также от этого зависит качество обрабатываемой поверхности, форма стружки и пр.
Основные элементы токарного станка:
- Станина с направляющими для задней бабки и суппорта;
- Спереди станины находится передняя бабка, а также шпиндель и патрон;
- К фронтальной части станины крепится коробка передач;
- Суппорт с салазками для поперечной резки;
- На поперечных салазках располагается держатель резца.
Данные элементы являются основными, в зависимости от модификаций можно получить центровой, токарно-револьверный, многорезцовый и другие станки, которые должны проходить обязательное техническое обслуживание.
Подготовка к ремонту
Самыми распространенными проблемами можно считать износ подшипников, направляющих, вилок включения шестерен и пр.
Капитальный ремонт можно делать только после подготовки оборудования.
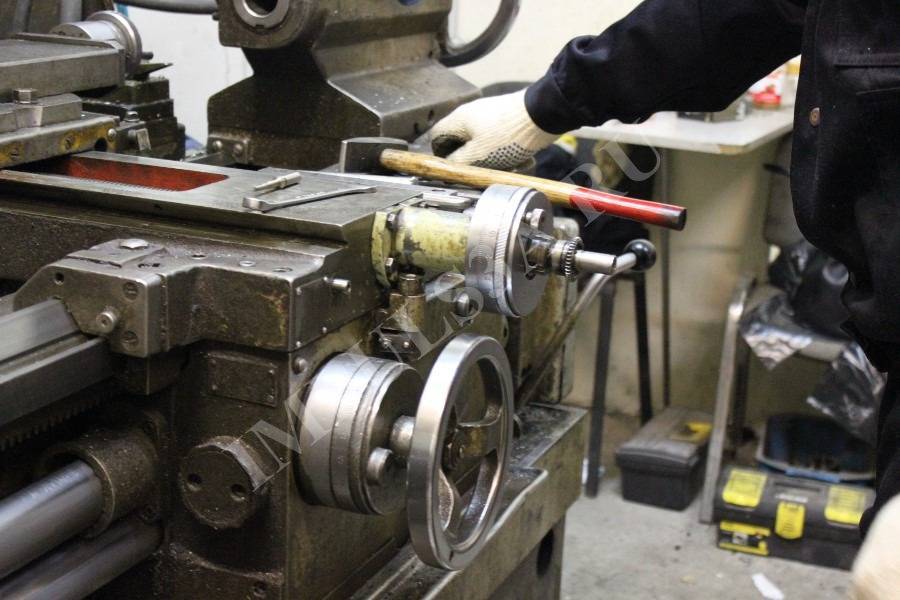
Перед тем как остановить станок, необходимо проверить, как он работает вхолостую, чтобы определить повышенный уровень вибраций, шумов.
Чтобы определить состояние качения опор шпинделя, нужно обработать образец. Осевое и радиальное биение шпинделя также подвергается проверке.




![Ремонт токарных станков [эксплуатация после ремонта]](https://labequip.ru/wp-content/uploads/f/0/7/f07ed240c5fb07a263e67a53d91a54c4.jpeg)




Эти действия позволят правильно выявить возникшие проблемы, поскольку они не всегда очевидны.
Вообще на предприятии должно осуществляться обслуживание станков согласно календарному графику.
Таким образом, можно своевременно устранить поломки и недочеты, чтобы избежать капитального ремонта.
ВАЖНО ЗНАТЬ: Как работает токарный станок с ЧПУ по металлу?
Если отправлять станок на капитальный ремонт, то его предварительно нужно помыть от грязи и пыли.
Также требуется слить масла и эмульсии, проверить, чтобы все детали были на месте.
Чистка и смазка направляющих см. на видео.
Ремонт направляющих
Капитальный ремонт направляющих станины можно выполнить несколькими способами: шабрением, шлифовкой, строганием.
Чтобы определить величину износа направляющих своими руками необходимо зачистить поверхность, удалить забоины.
После этого измеряется зазор между направляющими с помощью линейки по всей длине станка. Замеры делаются с шагом в 30-50 см.
Листки необходимо разложить на направляющих и придавить не тяжелым предметом.
При нормальной прямолинейности вытащить листочки целыми из-под предмета не получится, только обрывками.
Шабрение осуществляется после установки оборудования на покрытие, отличающееся своей жесткостью (специальный стенд).
Далее необходимо проверить направляющие (продольные и поперечные) по описанному выше методу.
Также можно определить отклонения по уровню, который перемещается по направляющим или по мостику задней бабки.
Для ориентира в качестве базовой поверхности обычно выбирают направляющие, расположенные снизу задней бабки, поскольку они подвергаются меньшему износу.
Далее выполняется шабрение с постоянной проверкой на параллельность деталей.
Перед шлифовкой необходимо зачистить поверхности, чтобы убрать все забоины.
Шлифовка направляющих станин в Туле. Обработка изделий из металла
Нашей компанией оказывается широкий спектр услуг по обработке и изготовлению изделий, относящихся к типу крупногабаритных.
Среди них:
- Крупногабаритная шлифовка
- Обработка механизмов и узлов крупногабаритных металлорежущих станков
- Шлифовка станины и кареток разного размера, а также столов, оснований и плит, обработка деталей из чугуна и стали, имеющих плоские и призматические поверхности.
- Возможность произвести обработку изделий из металла способом фрезерования, шлифования и строгания.
Преимущества наших услуг
Каждая деталь станка со временем подвергается деформации и механическому износу. Это же относится и к станине. Износ станины определяется образованием трещин, перепадом уровня и другими повреждениями. Детали, изготавливаемые на станке с неисправной станиной, отличаются низким качеством и высоким процентом брака. Во избежание таких последствий, необходима регулярная обработка шлифовкой станины и других важных деталей каждого станка.
Шлифование представляет собой финишную операцию обработки деталей, которая отличается высокой производительностью. С помощью шлифования можно добиться нужной формы, размеров, а также придания определенных параметров детали.
Среди прочих услуг выполняем следующие работы:
- Фрезеровка, в том числе сложная, на плоских поверхностях.
- Фрезеровка уступов, тел вращений, пазов и винтовых поверхностей.
- Качественное шлифование плоского типа.
- Продольное строгание.
На нашей производственной базе работает оборудование, которое отличается следующими производственными характеристиками обработки деталей:
- Максимальная длина: 3100 мм.
- Максимальная ширина: 1000 мм.
- Максимальная высота: 900 мм.
- Максимальная масса обрабатываемой заготовки: 4500 кг.
Изготовить и обработать изделие возможно из различных материалов. Это и цветные и черные металлы, и различные сплавы и полимеры.
Мы принимаем заказы по чертежам и эскизам как на бумажных носителях, так и выполненных в таких распространенных программах, как AutoCAD или SolidWorks
При получении чертежа или эскиза, наши специалисты на месте информируют клиента о сроках и цене работы.
Для заказа оборудования — позвоните нам по телефону 8 (800) 700-31-54 Закажите обратный звонок и наш менеджер свяжется с вами в течении 15 мин.
promtechnolog.ru
Параметры резцов для применения их в оборудовании
Ключевые параметры технологического процесса этого вида деятельности зависят от выбранной насадки (резца). Угол ее поворота влияет не только на придаваемую форму при точении и вырезании заготовки, но и на температуру. Главная задача мастера — следить за эффективным отводом температуры металла, так как при сильном нагреве детали могут потерять первичную геометрическую форму. Нагрев заготовок зависит от их размера и плотности металла. Для чугуна, например, не рекомендовано во время первой операции устанавливать главный угол резца на 60 и более градусов, так как сильное воздействие на материал нагреет его до критической температуры. Оптимальным параметром в таких условиях будет угол в 45 градусов с последующим его увеличением к нужному показателю.
Выделяют два основных вида резцов для расточки металлических заготовок:
- Черновые резцы;
- Чистовые резцы.
Первый вариант необходим для первичных процессов растачивания, когда снимается значительная часть металла. Структура и поверхность резца не позволяет добиться идеальной гладкой поверхности. Подобные насадки обладают высокой механической прочностью, так как подвергаются высоким нагрузкам из-за большого объема снятого металла (это приводит к нагреву и другим факторам). Несмотря на первичную расточку, во время этой операции достигается максимальная размерная точность.
Чистовые резцы предназначены для точной филигранной расточки и приданию точных размеров, указанных в техническом задании. Если «грубые» насадки могут оставить шероховатую фактуру на заготовке, то чистовые резцы полностью сглаживают поверхность, удаляя любые неровности и элементы стружки даже на самых плотных металлах и сплавах. Форма резцов разработана таким образом, чтобы стружка в процессе отвода не западала в движущиеся механизмы, а выводилась наружу в специально отведенные емкости под патроном и шпинделем.
Российские токарно-винторезные станки от завода-производителя РСПК Рязань
- ООО «ФЕНИКС», входящий в ГК «РСПК» выполняет работы по шлифовке направляющих станин на продольно-шлифовальных станках немецкой фирмы «Waldrich Coburg».
- Информацию по вопросам шлифовки вы можете получить, позвонив по телефону +7 (900) 908-82-80 или написав на почту:
- Политика нашего предприятия направлена на диалог с партнерами для сокращения сроков согласования вопросов производства и стоимости работ, а также на точное и качественное исполнение технического задания в короткие сроки.
- Мы осуществляем шлифовку станин различных типов станков:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
- Средний срок исполнения работ — пять рабочих дней.
Максимальные параметры обрабатываемых изделий:
- Наибольшая длинна шлифования, мм — 8590
- Ширина стола, мм — 1800
- Проход между стойками, мм — 2020
- Высота шлифования, мм — 1580
- Наибольший вес обрабатываемого изделия, кг — 12500
ООО «ФЕНИКС» готово выполнять работы по шлифовке направляющих любых деталей, которые позволяют исполнить технические возможности нашего оборудования.
В процессе эксплуатации любого станка все его детали подвергаются износу, в том числе и станина. Износ станины – образование трещин, перепадов уровня и т.д. крайне сильно влияет на качество изготавливаемых на данном станке изделий. Ввиду чего станина, каретка, стойки, консоли и некоторые другие элементы станков нуждаются в периодическом восстановлении геометрии путем шлифовки направляющих.








Шлифовка направляющих станины, она же шлифовка станины токарного станка, занимает особое место. Она должна быть выполнена с высочайшей точностью. Мы рады сообщить Вам, что теперь ООО “ФЕНИКС” оказывает различные услуги шлифовки станин в Рязани.
Цены на шлифовку направляющих станин
Цены на шлифовку станин, кареточных групп, стоек и т.д. >>
Контроль качества при шлифовке станин
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин. Раз в неделю выборочно производится проверка станин на геометрию с помощью автоколлиматора. Также, при необходимости качество шлифовки проходит проверку на шероховатость профилометром “Hommel-Etamic T1000″.
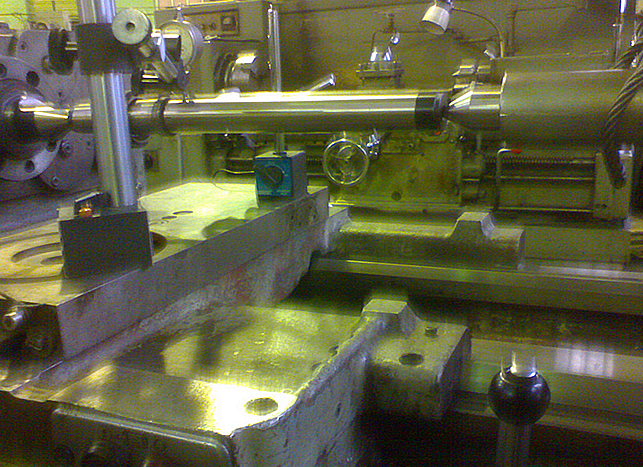
Фото процесса шлифовки на 4 метровом станке Waldrich Coburg и ее результаты
Станина токарного станка используется для монтажа узлов, применяемых на станке. Станину изготавливают из чугуна. В итоге получается массивная, прочная и долговечная конструкция, но именно станина подвергается наибольшему износу в процессе эксплуатации станка. Это влияет на точность изготавливаемых на данном станке деталей.
Работа по шлифовке направляющих станины восстанавливает геометрические характеристики станка, а также ликвидирует задиры, забоины, сложные повреждения и иные дефекты. Станина устанавливается на столе и выставляется с использованием индикаторной головки. Оценивается степень износа, прямолинейность направляющих. После чего начинается сам процесс шлифовки.





