

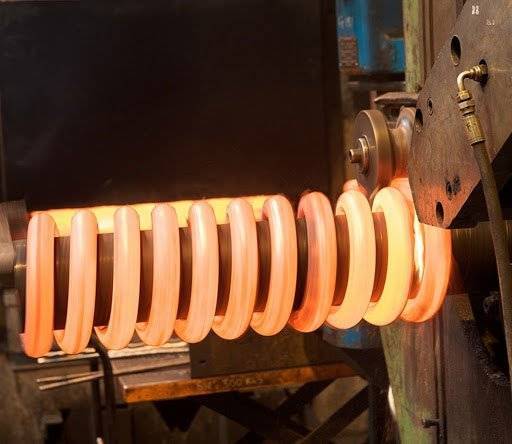
Режим закалки
Как закалить рессорную сталь? Необходимо создать нужный температурный режим, выбрать правильное время, а также верно рассчитать время и температуру отпуска. Для того чтобы придать стали все необходимые характеристики, которые задаются будущими техническими условиями эксплуатации детали, стоит провести нужную закалку. Для выбора подходящего режима проведения этой процедуры опираются на такие характеристики:
Важным является не только способ закалки, но и оборудование, которое используется для нагрева стали.
Подобрать необходимый температурный режим закалки.
Подобрать подходящий временной промежуток для закалки стали.
Выбрать нужную среду для проведений процесса закаливания.
Также важно правильно подобрать технологию охлаждения детали после процесса закаливания.
Смотреть галерею
Шарикоподшипниковая качественная конструкционная сталь ГОСТ 801-78
Нормативный документ: качественная конструкционная легированная сталь шарикоподшипниковая изготовляется согласно ГОСТ 801-78.
Классификация шарикоподшипниковой стали
По требованию к качеству поверхности и в зависимости от дальнейшей обработки:
- для холодной механической обработки — ОХ;
- для горячей обработки давлением — ОГ;
- для холодной высадки — ХВ;
- для холодной штамповки — ХШ.
По форме, размерам и предельным отклонениям:
- горячекатаный круг сталь 40х — ГОСТ 2590-88;
- горячекатаный квадрат — ГОСТ 2591-88;
- заготовка квадратная — по действующим нормативным документам;
- горячекатаная полоса — ГОСТ 103-76;
- калиброванный круг квалитета h11 с дополнительными размерами — ГОСТ 7417-75;
- круг со специальной отделкой поверхности квалитета h11 групп В и Г — ГОСТ 14955-77.
По состоянию материала:
- без термической обработки;
- термически обработанная.
Марки шарикоподшипниковой конструкционной стали
Марки стали: ШХ15, ШХ4, ШХ15 СГ, ШХ20 СГ.
Обозначение марок стали: Ш — подшипниковая, Х — легированная хромом, цифра — содержание хрома, СГ — легированная кремнием и марганцем. Например, сталь шарикоподшипниковая и рессорно-пружинная ШХ15.
Заменители некоторых марок стали:
- ШХ15 — ШХ9, ШХ12, ШХ15 СГ;
- ШХ15 СГ — ХВГ, ШХ15, ХС, ХВСГ.
Применение шарикоподшипниковой стали
Изготовление деталей, работающих под воздействием сосредоточенного и переменного напряжений, возникающих в зоне контакта шариков и роликов с беговыми дорожками колец подшипников качения. Особой популярностью пользуется ШХ15.
Свариваемость: сваривается способом КТС.
Термомеханическая обработка рессор и пружин
При высокотемпературной темомеханической обработке (ВТМО) рессорных сталей температуру аустенитизации принимают на 100–150 °С выше АС3, степень деформации 25–60 % при одновременном обжатии и до 70 % при дробной деформации. Оптимальные режимы ВТМО выбирают эмпирически для каждого изделия. В результате ВТМО достигается возрастание статической и усталостной (в том числе и малоцикловой) прочности, сопротивления разрушению, пластичности и ударной вязкости; понижение температуры порога хладноломкости, устранение обратимой отпускной хрупкости и уменьшение водородного охрупчивания при нанесении гальванических антикоррозионных покрытий.
Повышение комплекса свойств при ВТМО установлено для широкого круга пружинных сталей с различной степенью легирования: кремнистых (55С2, 60С2), хромомарганцевых (50ХГА), сталей марок 50ХФА, 45ХН2МФА и др. Наибольшая эффективность от ВТМО достигнута на сталях, содержащих карбидообразующие элементы – хром, ванадий, молибден, цирконий, ниобий и т. п. (стали марок 50ХМФ, 50Х5СМЗФ и др.).
При ВТМО возможно использование различных схем деформации (прокаткой, волочением, экструзией, штамповкой), но ввиду анизотропии упрочнения необходимо, чтобы направление, в котором достигнуто максимальное упрочнение совпадало с направлением действия максимальных напряжений при эксплуатации, т. е. схемы главных напряжений при ВТМО и в эксплуатации должны быть близки.
Важным преимуществом ВТМО, расширяющим область ее применения, является наследование субструктуры, созданной этой обработкой, даже после повторной закалки.
Перспективным методом обработки пружинных сталей является дополнительное упрочнение холодной пластической деформацией, осуществляемой после ВТМО.
В результате окончательного отпуска при 250 °С сохраняются прочностные характеристики стали и повышается ее пластичность.
Низкотемпературная термомеханическая обработка (НТМО) позволяет получить высокий комплекс пружинных свойств на углеродистых (У7А) и легированных сталях (70С2ХА и др.), что связано как с наследованием мартенситом дислокационной структуры деформированного аустенита, так и с развитием бейнитного превращения в процессе пластической деформации. Наиболее сильно после НТМО возрастает предел упругости. Эффект упрочнения при НТМО, как правило выше, чем при ВТМО. С точки зрения практического выполнения НТМО является более сложной обработкой.
Свойства стали после НТМО, особенно предел упругости и релаксационная стойкость, могут быть повышены в еще большей степени путем холодной пластической деформации с обжатием 10 % и старения.
Стабильность субструктуры и устойчивость упрочнения при нагреве стали после НТМО значительно меньше, чем после ВТМО. Повторная закалка почти полностью снимает эффект НТМО.
Недостатком НТМО является то, что рост упрочнения часто сопровождается снижением пластичности, повышением чувствительности к концентраторам напряжений.
Марки стали по ГОСТу 14959–79
Это стали с высоким содержанием углерода, но с малым легированием. Госстандарт 14959 обозначает – легированный сплав следующих марок:
- 3К-7 – применяется в выработке проволоки холоднотянутым способом, из которой изготавливают пружины, незакаливаемые;
- 50ХГ – производят рессоры для автомашин и пружины для жд. составов;
- 50ХГА – назначение в производстве как у предыдущей марки рессорно пружинной стали;
- 50ХГФА – выпускают особенные пружины и рессорные детали для машин;
- 50ХСА – пружины специального назначения и небольшие детали для механизмов часов;
- 50ХФА – изготавливают детали с повышенной нагрузкой, с требованиями высочайшей устойчивости и прочности, которые действуют при больших температурах – до 300 градусов.
- 51ХФА – для пружинной проволоки;
- 55С2 — для производства пружинных механизмов и рессор, используемых в тракторостроении, машиностроении, для подвижных составов на ж/д;
- 55С2А – производят авторессоры, пружины для поездов;
- 55С2ГФ – для выработки очень прочных пружин специального направления, авторессор;

- 55ХГР – производят полосовую сталь пружинную, толщина которой варьируется от 3 до 24 мм;
- 60Г – для выработки круглых и гладких пружин, колечки и прочие выработки пружинного типа, обладающих высокой стойкостью к изнашиванию и упругостью, например, скобы, втулки, тамбурины для тормозящих систем, применяемые в тяжелом машиностроении;
Читать также: Наружное освещение территории жилого дома
Интересно: торсионная сталь, марки 60С2 – пружины высокой нагрузки, фрикционные диски, пружинные шайбочки;
- 60С2А – производят те же изделия, что из стали предыдущего типа;
- 60С2Г – тип рессорной стали, из которой производят тракторные и авторессоры;
- 60С2Н2А – производят ответственные рессоры с высокой нагрузкой на сплав;
- 60С2ХА – для выработки высоконагруженных пружинных продуктов, на которые производится постоянная нагрузка;
- 60С2ХФА – это круглая сталь с элементами калибровки, из которой производят пружины и пластины рессор с высокой ответственностью;
- 65 – изготавливают детали с повышенной прочностью и упругостью, которые эксплуатируются при большом давлении при высоких статистических нагрузках и сильной вибрации;
- 65Г – изготавливают детали, которые будут работать без ударных нагрузок;
- 65ГА – проволока для пружин, прошедшая закалку;
- рессорная сталь марки — 65С2ВА, высоконагруженные рессорные пласты и пружины;
- 68А – закаленная проволока для производства пружинных приспособлений калибром 1.2-5,5 мм;
- 70 – детали для машиностроения, от которых необходима повышенная износоустойчивость;
- 70Г – для пружинных элементов;
- 70Г2 — производят землеройные ножи и пружины для разных отраслей промышленной индустрии;
- 70С2ХА – пружинные элементы для часовых устройств и большие пружины специального назначения;
- 70С3А – пружины с большой нагрузкой;
- марка рессорно пружинной стали 70ХГФА – проволока для выработки пружинных элементов с термообработкой;
- 75 – любые пружинные и другие детали, используемые в машиностроении, на которые оказывается большая нагрузка вибрациями;
- 80 – для выработки плоских деталей;
- 85 – износостойкие детали;
- SH, SL, SM, ДН, ДМ – машинные пружины, работающие при статистических нагрузках;
- КТ-2 – для выработки холоднотянутой проволоки, которая навивается без термической обработки.
Первыми цифрами обозначается среднее содержание углерода в конкретной стали и обозначается она в процентном эквиваленте. После цифр идет литера, обозначающая конкретные легирующие присадки добавлены в сплав, а последнее число – это содержание добавок. Стоит отметить, что если легирующего связующего меньше 1,5%, то число не пишется, содержание больше чем 2,5% обозначается тройкой, промежуточное значение между двумя первыми значениями – прописывается цифрой 2.







Пружинный прокат будь то некорродирующая полоса, листы, шестигранники или квадраты, подразделяются на группы с некоторыми характеристиками:
- химический состав – первоклассная нержавеющая листовая спецсталь, которая нормируется по значениям от 1 до 4Б;
- способ обработки – горячекатаная полоса, поверхность которой обтачивается или шлифуется, калиброванный прокат, кованный, специально отделанный прокат.
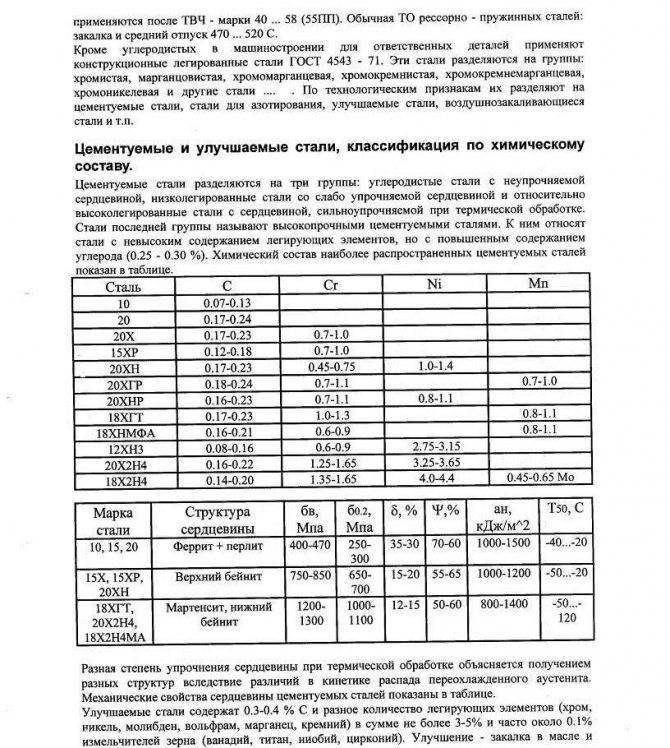
Цементуемые стали
Цементуемые и улучшаемые стали, марки, свойства и примеры применения.
При работе деталей под действием динамических нагрузок в условиях поверхностного износа для их изготовления применяют низкоуглеродистые стали, содержащие обычно не более 0,2 % С, подвергая их цементации, закалке и низкому отпуску. В отличие от слабопрокаливающихся углеродистых сталей при цементации и термообработке легированных сталей происходит дополнительное упрочнение сердцевины. Это упрочнение тем больше, чем более легирована сталь. В зависимости от степени упрочняемости сердцевины различают три группы цементуемых сталей: с неупрочняемой сердцевиной; со слабо упрочняемой сердцевиной; с сильноупрочняемой сердцевиной. К первой группе относятся углеродистые стали марок 10, 15, 20. Их применяют для малоответственных деталей с неупрочняемой сердцевиной и деталей небольших размеров. Под цементованным слоем при закалке аустенит превращается в феррито-перлитную смесь. Вторую группу составляют низколегированные хромистые стали марок 15Х, 20Х, имеющие слабоупрочняемую сердцевину. Дополнительное легирование малыми добавками ванадия (сталь 15ХФ) позволяет получить более мелкое зерно, что улучшает пластичность и вязкость стали. Стали третьей группы используют для изготовления деталей, испытывающих значительные ударные нагрузки, имеющих большее сечение или сложную конфигурацию или подвергающихся действию больших знакопеременных напряжений. В состав этих сталей вводят никель: 20ХН, 12ХНЗА, 12Х2Н4А. Ввиду его дефицитности никель иногда заменяют марганцем, вводя, кроме того, небольшое количество титана или ванадия для измельчения зерна (18ХГТ). Легирование хромоникелевых сталей вольфрамом или молибденом (например, сталь марки 18Х2Н4ВА или 18Х2Н4МА) дополнительно стабилизирует переохлажденный аустенит, а, следовательно, еще больше увеличивает прокаливаемость стали. В результате закалки в масле сердцевина деталей приобретает структуру мартенсита. Такие стали применяют для крупных тяжело нагруженных деталей типа зубчатых колес, осей и др. Эти детали устойчивы к динамическим нагрузкам
Улучшаемые стали – среднеуглеродистые стали, содержащие 0,3—0,5 % углерода и легирующие элементы обычно в количестве не более 5 %, которые используют после операции так называемого «улучшения», состоящей из закалки и высокого отпуска. Закалку таких сталей обычно проводят в масле. Температура отпуска составляет 550—650 °С. После термообработки улучшаемые стали имеют структуру, хорошо воспринимающую ударные нагрузки. Улучшаемые стали имеют высокую прочность, вязкость, малую чувствительность к концентраторам напряжений и хорошую прокаливаемость. Обычное содержание кремния в улучшаемых сталях составляет 0,17—0,37%, марганца — 0,5—0,8 %, и менее 0,035% фосфора и серы. К этой группе относятся: углеродистые стали марок 35, 40, 45; хромистые стали марок 30Х, 40Х; хромистые стали, дополнительно легированные еще одним или двумя элементами: 30ХМ, 40ХГ, З0ХГТ хромансили 20ХГС, ЗОХГС хромоникелевые стали, содержащие до 1,5 % Ni: 40ХН, 40ХНМ комплекснолегированные стали, содержащие 3—4 % Ni; 38ХНЗМ, 38ХНЗМФА. Из сталей этой группы изготовляются сложные по конфигурации детали, подвергаемые ударным нагрузкам. Их недостаток состоит в склонности к флокенообразованию и трудности обработки резанием.
Маркировка
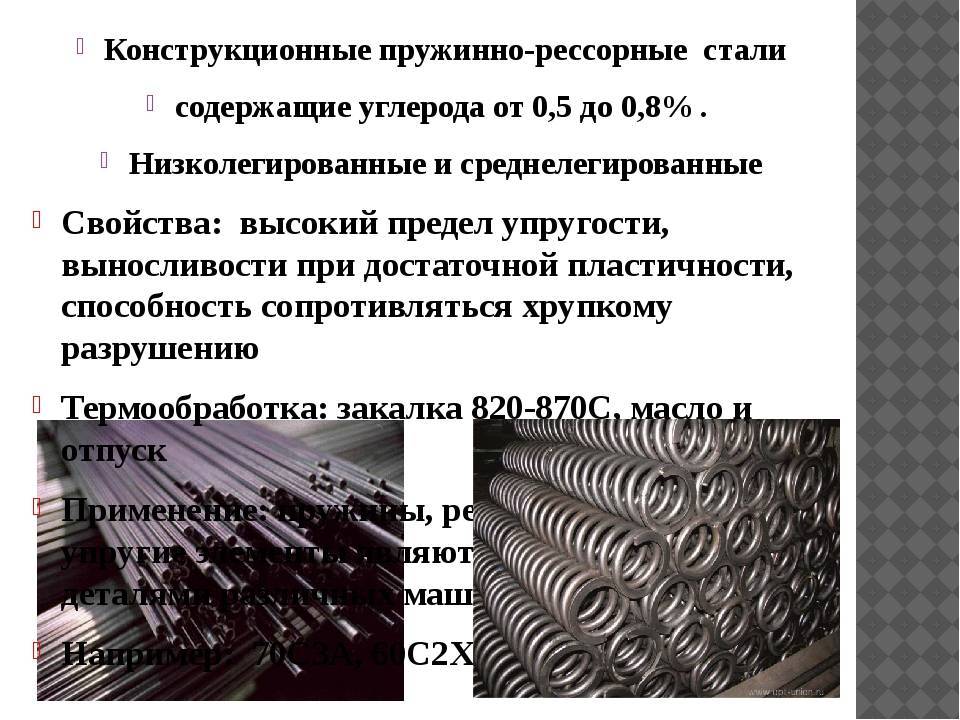
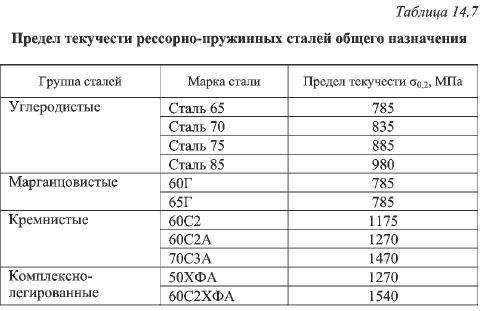
Пружинно-рессорные стали можно сгруппировать по позициям:
- нелегированные с содержанием углерода 65-85 % — недорогая сталь общего назначения;
- марганцево-кремниевые — наиболее дешевая с высокими физико-химическими показателями;
- хромо-марганцевые — нержавеющая сталь, работает в агрессивных средах при t -250 +250 C;
- дополнительно легированные и/или вольфрамом, ванадием, бором — представляют собой стали с повышенным ресурсом работы благодаря однородной структуре, отличным соотношением прочности и пластичности благодаря измельченному зерну и выдерживает высокие механические нагрузки. Используются на таких объектах как ЖД транспорт.
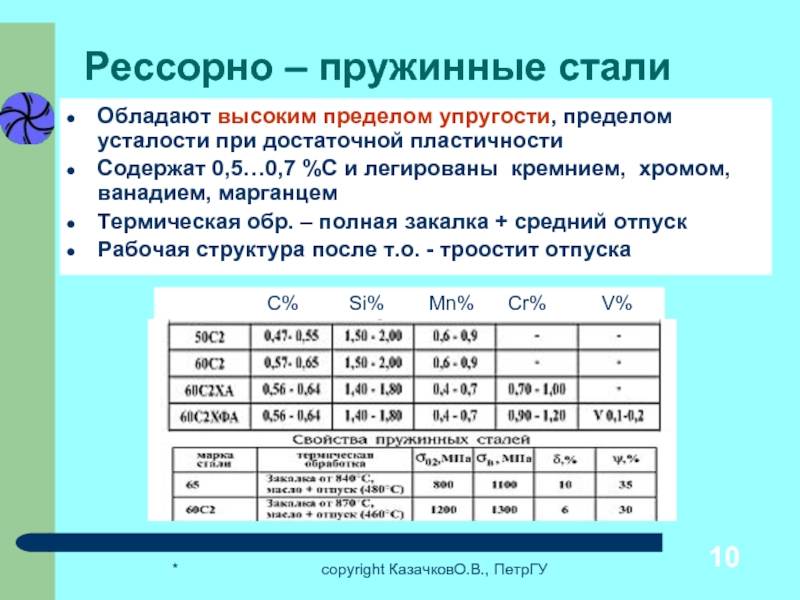
Маркировка пружинных сталей проводиться следующим образом. Разберем на примере 60С2ХФА:
- 60 — процентное содержание углерода в десятых долях (углерод не указывается в буквенном значении);
- С2 — буквенное обозначение кремния с индексом 2, обозначает увеличенное стандартное содержание (1-1,5 %) в 2 раза;
- Х — наличие хрома до 0,9-1 %;
- Ф — содержание вольфрама до 1 %;
- А — добавленный буквенный индекс А в конце маркировки обозначает минимальное содержание вредных примесей фосфора и серы, не более 0,015 %.
Марки стальных сплавов
В соответствии с нормами ГОСТ любой металл маркируется с помощью специального короткого кода, который отражает количественный состав сплава. Код имеет буквенно-числовое обозначение. Структура кода такая — ЧЛ1Л2Л3. Расшифровывается код следующим образом:
- Ч — это число, которая отражает содержание углерода в сотых или десятых долях процента.
- Л1, Л2, Л3 — это легирующие добавки (буква) и ее содержание в целых долях процентах (число). Если возле обозначения добавки число отсутствует, то это значит, что элемент содержится в концентрации менее 1%. Обозначения для некоторых элементов: Х — хром, Н — никель, С — кремний, Г — марганец, В — вольфрам, А — азот.
- Если легирующая добавка одна, то она записывается в виде Л1. При наличии дополнительных элементов легирующие добавки записываются в виде Л2, Л3 и так далее.
- Для примера рассмотрим два сплава: 50ХГ и 65С2ВА. Сплав 50ХГ содержит 0,50% углерода, а также хром и марганец в концентрации менее 1%. Сплав 65С2ВА содержит 0,65% углерода, 2% кремния + вольфрам и азот в концентрации менее 1%.
| Марка рессорно пружинной стали | Концентрация углерода | Наличие легирующих добавок, их количество | Основные сферы применения марки |
| 50ХГ | 0,5% | Хром и марганец в количестве менее 1% | Рессоры автомобильной техники, пружины для железнодорожного оборудования |
| 60Г | 0,6% | Марганец в концентрации менее 1% | Пружинные кольца, тормозные башмаки автопоездов, мотоциклов |
| 70С3А | 0,7% | Кремний (3%) и азот (менее 1%) | Упругие пружины для тяжелых нагруженных механизмов |
| 85 | 0,85% | Легирующие добавки отсутствуют либо находятся в сплаве в незначительных концентрациях | Сверхпрочные фрикционы в автоматических коробках передач |
| 70Г2 | 0,7% | Марганец в концентрации менее 2% | Острые ножи для тяжелого сельскохозяйственного оборудования |
| 60С2 | 0,6% | Кремний в концентрации 2% | Шайбы, валы с нагрузкой, разнообразные пружины |
| 65 | 0,65% | Легирующие добавки отсутствуют либо находятся в сплаве в незначительных концентрациях | Пружины автоматических механизмов |
Литейные легированные стали.
В соответствии с ГОСТ 977-88 обозначаются по тем же правилам, что и углеродистыелитейные стали.
Также в конце наименований литейных сталей приводится буква Л, например, 15Л, 20Г1ФЛ, 35 ХГЛ и др.
Для изготовления отливок применяют низколегированные, среднелегированные и высоколегированные стали.
Но легированные стали обладают плохими литейными свойствами.
8. По составу: никелевые, хромистые, хромоникелевые, хромоникельмолибденовые и так далее (признак – наличие тех или иных легирующих элементов).
9. По числу легирующих элементов:
— трехкомпонентные (железо, углерод, легирующий элемент);
— четырехкомпонентные (железо, углерод, два легирующих элемента) и так далее.
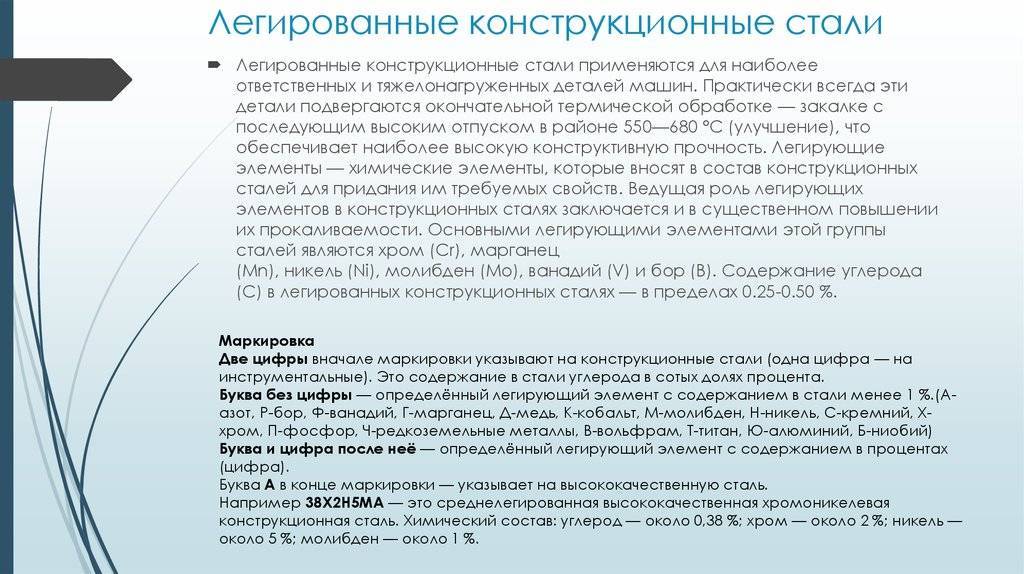
Сочетания букв и цифр дают характеристику легированной стали. Если впереди марки стоят две цифры, они указывают среднее содержание углерода в сотых долях процента. Одна цифра впереди марки указывает среднее содержание углерода в десятых долях процента. Если впереди марки нет цифры, это значит, что углерода в ней либо 1%, либо выше 1%. Цифры, стоящие за буквами, указывают среднее содержание данного элемента в процентах, если за буквой отсутствует цифра – значит содержание данного элемента около 1% (не более 1,5%). Буква А в конце марки, как и в углеродистой, так и в легированной стали, обозначает высококачественную сталь, т.е. сталь, содержащую меньше серы и фосфора.
Указанная система маркировки охватывает большинство существующих легированных сталей. Исключение составляют отдельные группы сталей, которые дополнительно обозначаются определенной буквой:
Пример расшифровки марки стали
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Только сон приблежает студента к концу лекции. А чужой храп его отдаляет. 8841 — | 7555 — или читать все.





91.146.8.87 studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock! и обновите страницу (F5)очень нужно
Уже более 3 000 лет человечество обрабатывает железо изготавливая различные орудия, машины, домашнюю утварь. Несмотря на относительно высокие механические свойства этого металла его разрушение в результате коррозии не способствует долговременному использованию железных изделий на открытом воздухе.
Ещё одним существенным ограничением в использовании данного металла является его невысокие эстетические качества. Чтобы существенно улучшить данные свойства при производстве стали используются добавки придающие устойчивость к окислению, появлению на её поверхности блеска и существенному увеличению прочности металла.
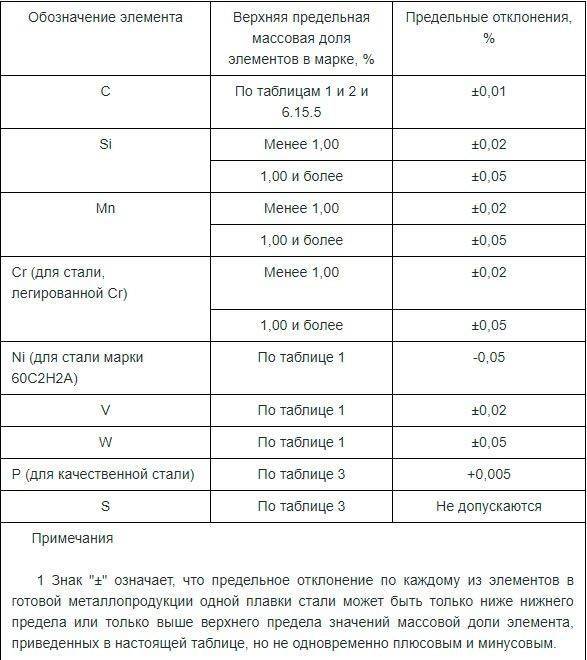
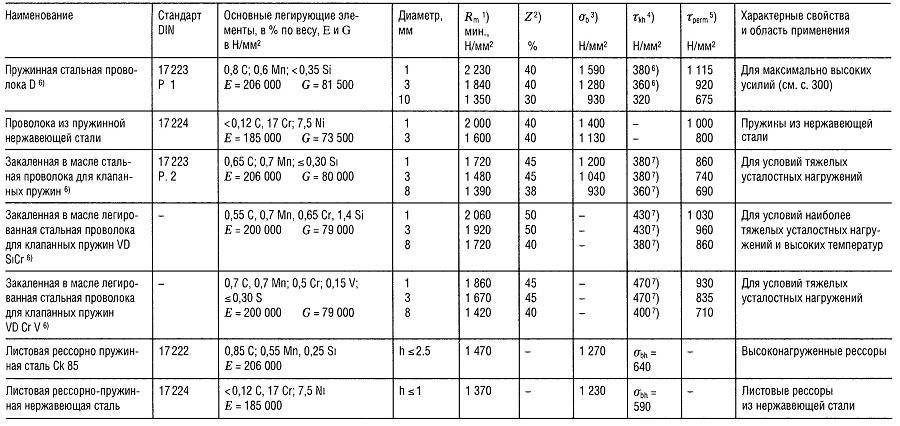
3 Другие требования к пружинным сталям по ГОСТ
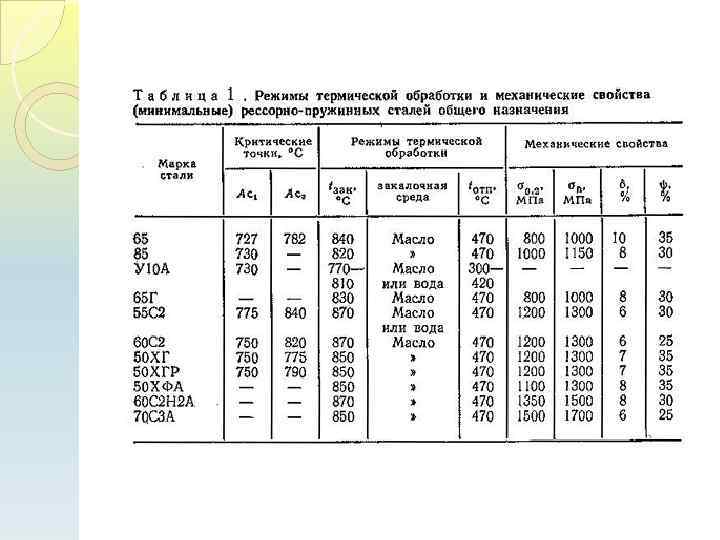
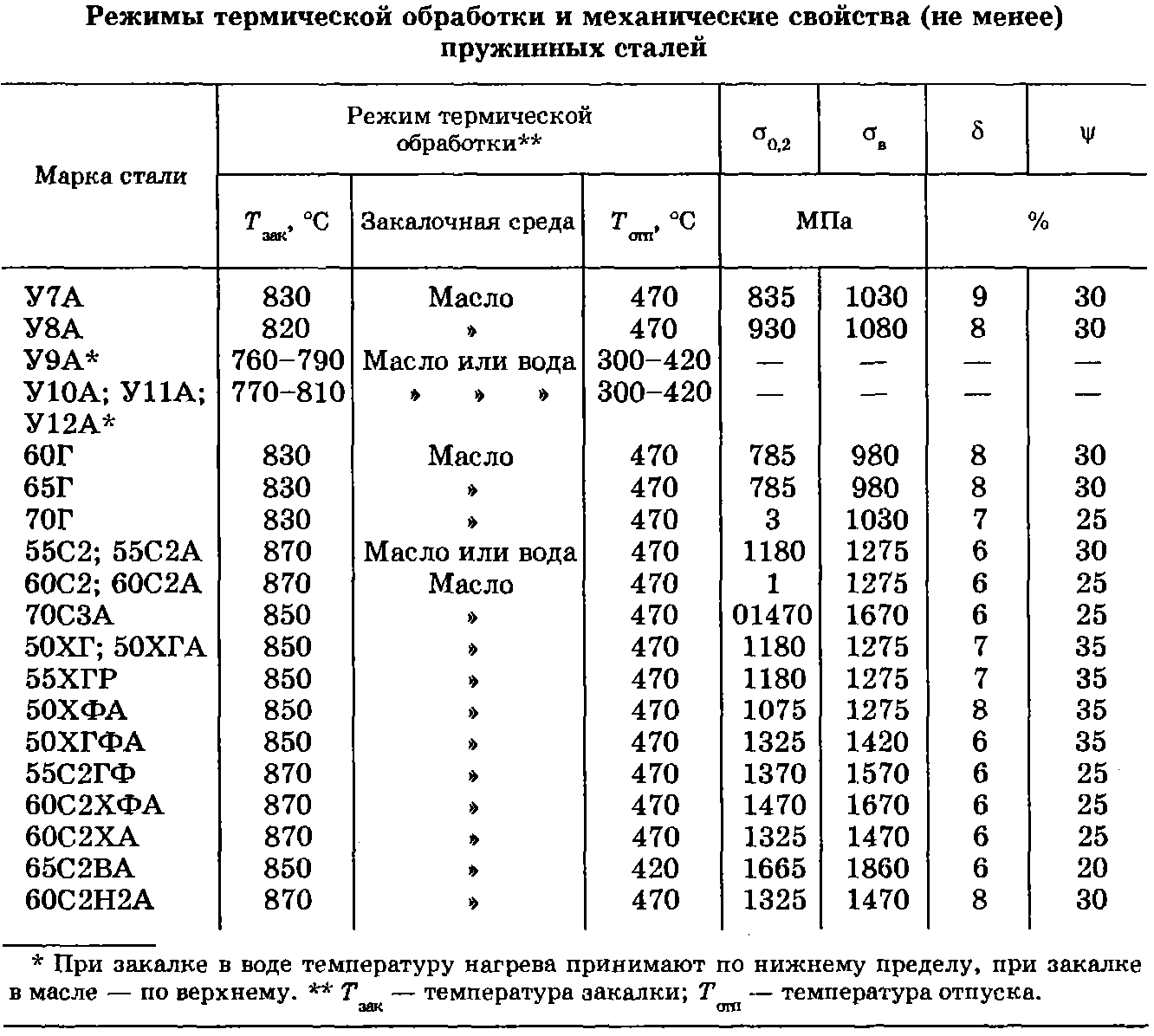
Относительное сужение проката варьируется в пределах от 20 (65С2ВА, 60 С2А) до 35 % (нержавеющая сталь 50 ХГФА), относительного удлинения – от 5 до 10 %, временное сопротивление – от 980 (сталь 65) до 1860 (65С2ВА) МПА, предел текучести – от 785 (60Г) до 1665 (65С2ВА) МПа.
Кованая и горячекатаная проволока, полоса и прутки обязательно обрезаются. При этом не допускается загиб проката, заусенцы. В тех случаях, когда резка выполняется под молотами либо на прессах, полоса и прутки могут иметь на своих торцах несущественные смятия. Впрочем, потребитель имеет право потребовать устранения данного изъяна.

Общее обезуглероживание по своей глубине может быть следующим:
- для легированных кремнием сплавов – 2,5 % (при толщине либо сечении проката менее 8 мм), 2 % (более 8 мм);
- для остальных – 2 и 1,5 %.
Без обезуглероженного слоя производят горячекатаные круглые прутки.
Пружинные стали 55С2 и 55С2А, 50ХГА, 50ХГ и 50ХГФА, 60С2А и 60С2 исследуются на показатель аустенитного зерна. По Госстандарту 5639 он должен быть не выше пятого номера (для 50ХГФА – не выше шестого).

Потребитель может потребовать, чтобы описываемая нами сталь (марки могут быть разными) выпускалась:
Сварка легированных сталей: особенности
Легированные сплавы обладают хорошей пластичностью, поэтому из них можно изготовить сложные конструкции методом сварки. По причине различного содержания добавок каждый тип легированных изделий имеет свои особенности.
Сварка низколегированных сталей
Особенность сварных соединений низколегированных сталей заключается в высокой сопротивляемости холодным трещинам и хрупкому разрушению. Но, такие свойства соединительного шва можно достичь только при правильном сваривании.
Если процесс предварительного нагрева будет нарушен либо сварной шов подвергнется слишком быстрому остыванию металл может получить в местах соединения микроскопические повреждения, которые значительно уменьшат прочность всей конструкции.
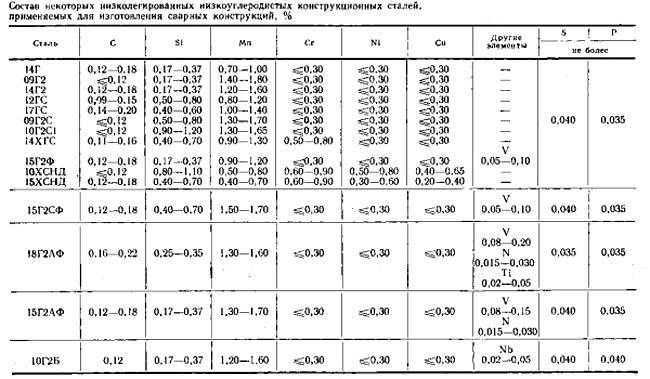
Низколегированные стали марки 10Г2СД, а также 14ХГС и 15ХСНД свариваются с использованием аппарата постоянного тока с обратной полярностью. Электроды для сваривания должны иметь фтористо-кальциевое покрытие. Величина сварочного тока должна точно соответствовать типу электрода, толщине металла и типу сплава. Несоблюдение этого требования также отразится на качестве сварного шва и, как следствие, на прочности изготавливаемой конструкции.
Сварка низколегированной стали должна осуществляться без перерыва, чтобы весь шов был выполнен без при температуре металла не менее 200 градусов. Средняя скорость сварки составляет 20 м/ч, при напряжении 40 В и силе тока 80 А.
Сварка среднелегированных сталей
При изготовлении конструкций из среднелегированных сталей необходимо использовать сварочные материалы, в которых содержание легирующих элементов должно быть меньше, чем в свариваемом материале.
Только при использовании таких материалов можно добиться получения шва с высокой устойчивостью к деформации. Если при изготовлении изделий из среднелегированных сталей толщина листа не превышает 5 мм, то высокого качества соединения можно достичь при использовании аргонодуговой сварки.
Если для соединения деталей используется газовая сварка, то в качестве источника горения следует применять ацетилен в смеси с кислородом.
Сварка высоколегированных сталей
Если для производства металлических деталей применяется высоколегированная сталь, то в этом случае следует применять сварочное оборудование с минимальным тепловым захватом материала. Это необходимо для снижения вероятности коробления металла во время сварки, по причине большого содержания в составе металла различных примесей.



Электрическая сварка высоколегированных сплавов осуществляется с использованием электродов с фтористокальциевым покрытием. В этом случае удаётся добиться высоких показателей механической и химической прочности сварного шва.
Применение газовой сварки при изготовлении конструкций из высоколегированных сталей нежелательно. В исключительных случаях возможно использование газовой сварки для соединения жаропрочного высоколегированного стального листа толщиной не более 2 мм.
Заключение
Применение легированных сплавов при изготовлении металлических деталей и конструкций позволяет придать ним необходимые физические качества. При работе с такими металлами обозначение легирующих элементов в стали помогает подобрать заготовку с нужными параметрами, из которой затем будет изготовлена конструкция.
При использовании таких сплавов необходимо не только знать их состав, но и способы соединения при помощи сварки. Поэтому если следовать рекомендациям изложенным в данной статье, то можно получить высококачественное изделия с заданными параметрами.





