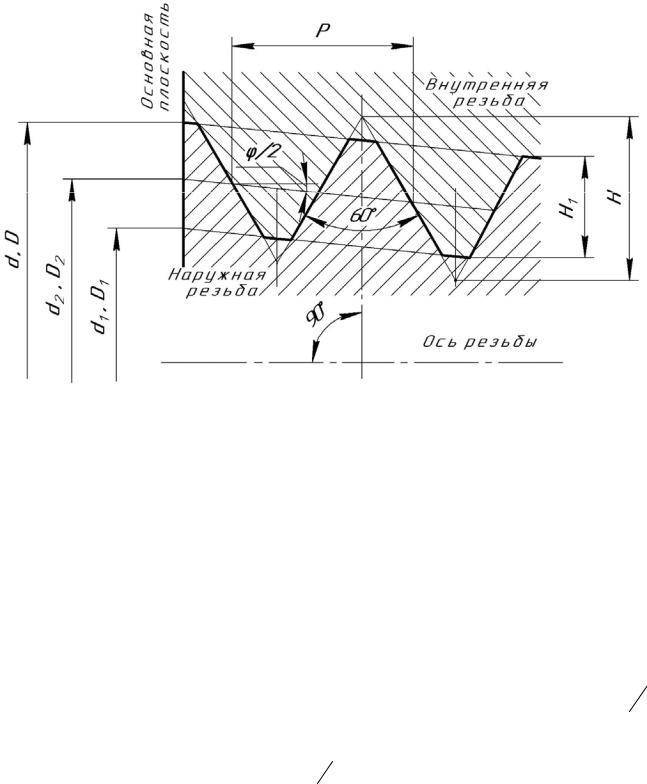
ОСНОВНЫЕ РАЗМЕРЫ
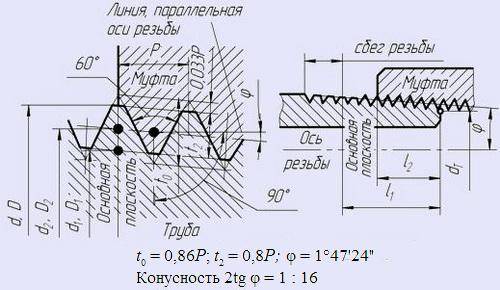
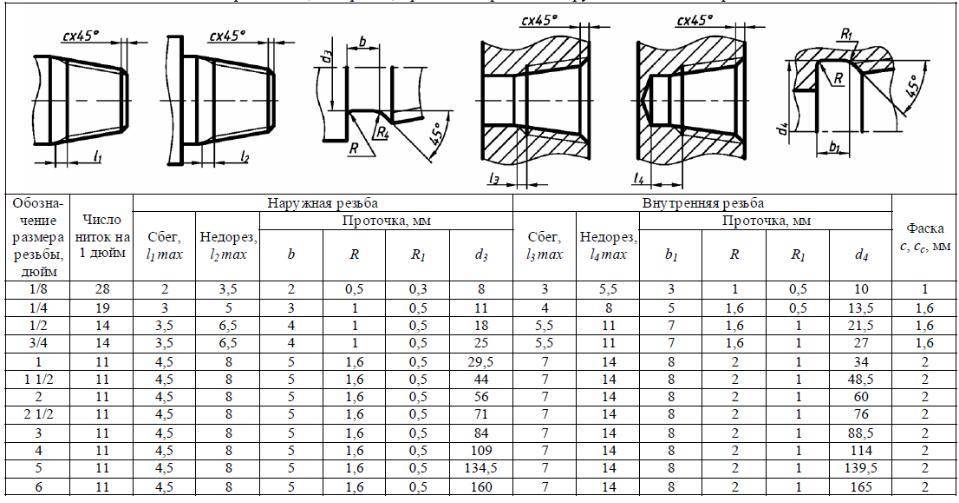
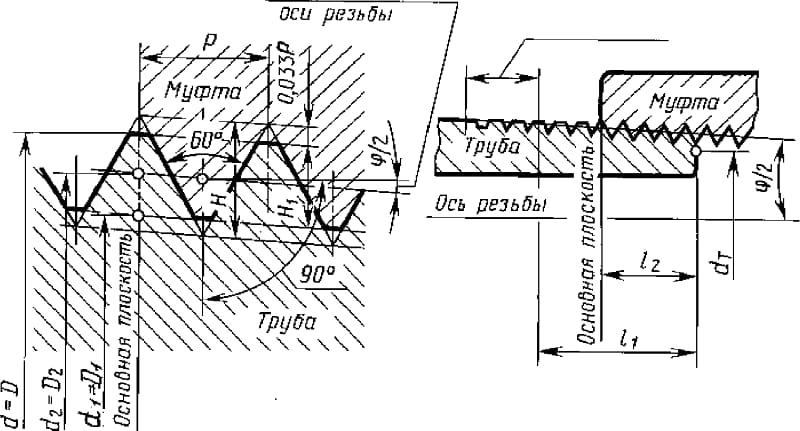
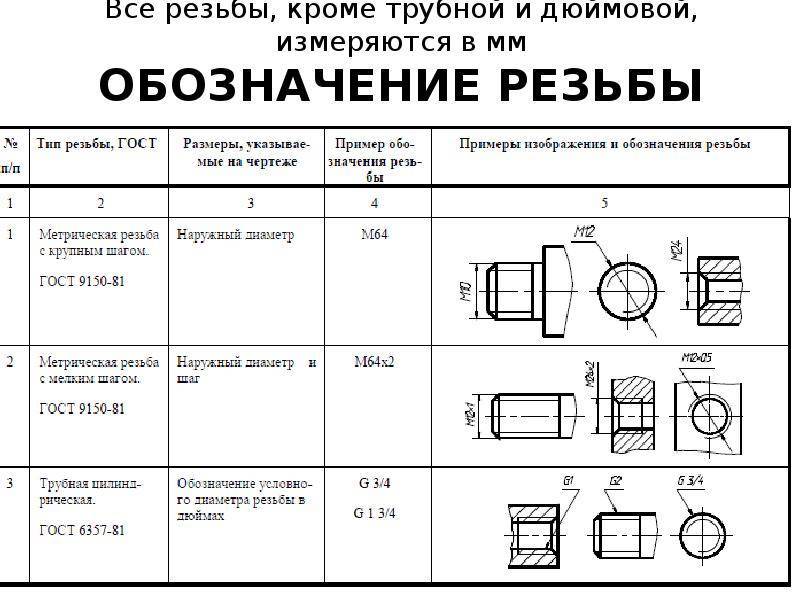
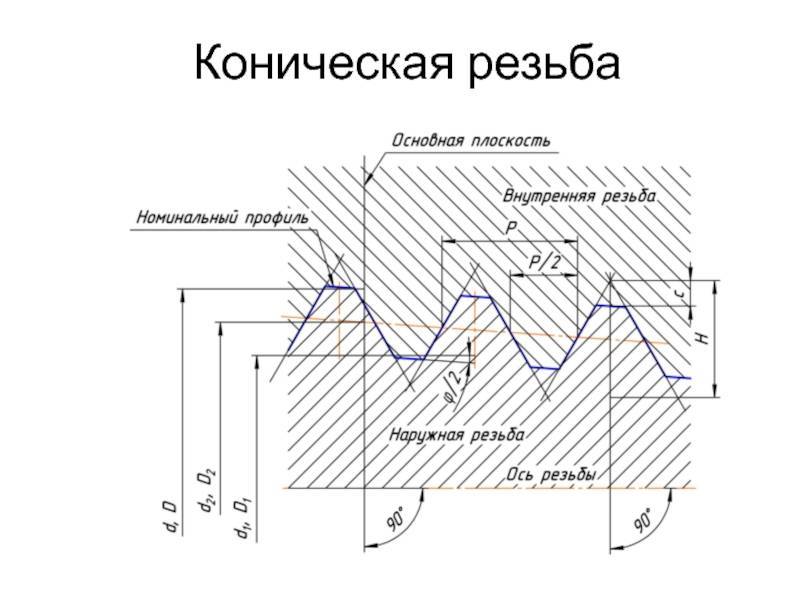
2.1. Обозначение размера резьбы, шаги и номинальные значения основных размеров конической (наружной и внутренней) резьбы должны соответствовать указанным на черт.2 и в табл.2.
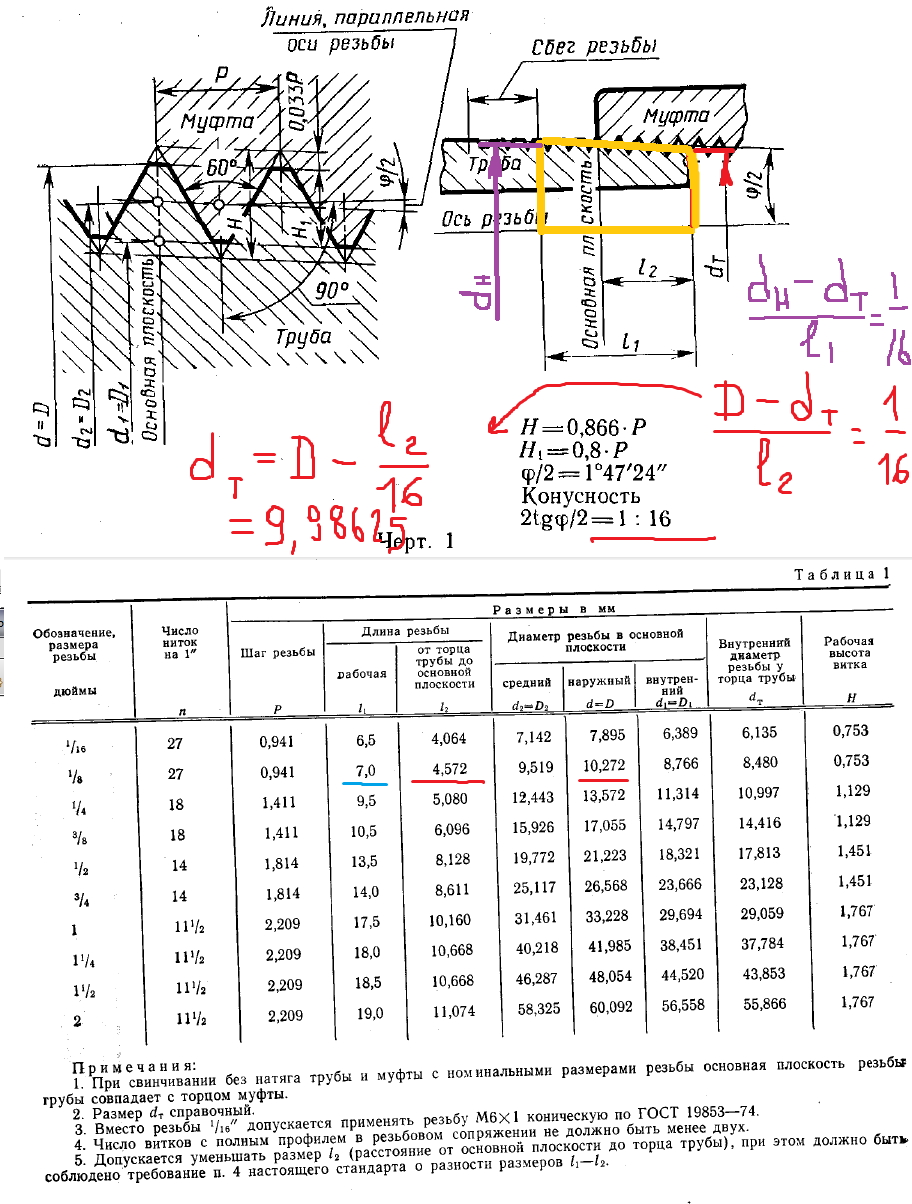
— рабочая длина резьбы; — длина наружной резьбы от торца до основной плоскости
Черт.2
Таблица 2
Размеры в миллиметрах
Обозначение размера резьбы | Шаг | Диаметры резьбы в основной плоскости | Длина резьбы | |||
0,907 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 | |
9,728 | 9,147 | 8,566 | ||||
1,337 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 | |
16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||
1,814 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 | |
26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||
1 | 2,309 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
1 | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | |
1 | 47,803 | 46,324 | 44,845 | |||
2 | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | |
2 | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | |
3 | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | |
3 | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | |
4 | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | |
5 | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | |
6 | 163,830 | 162,351 | 160,872 |
Допускается применять более короткие длины резьб.
2.2. Числовые значения диаметров и вычисляют по следующим формулам


, (1)
. (2)
Числовые значения диаметра установлены эмпирически.
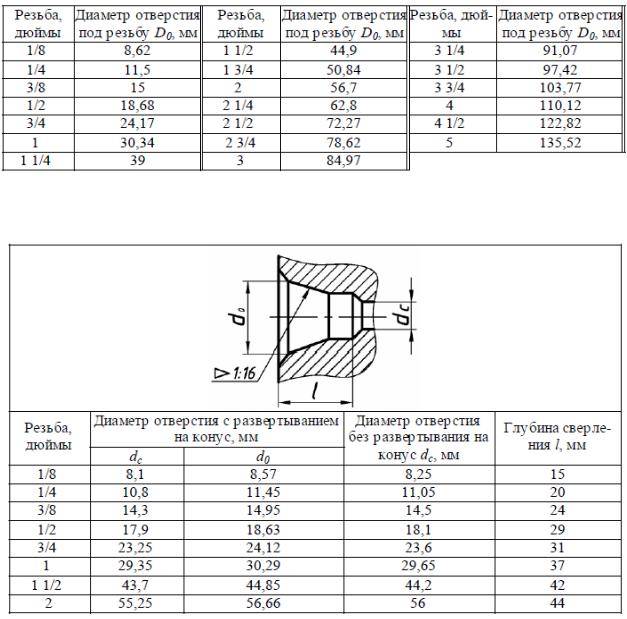
2.3. Разность действительных размеров должна быть не менее разности номинальных размеров и , указанных в табл.2.
2.4. Длина внутренней конической резьбы должна быть не менее 0,8 (, где — в соответствии с табл.3)*. ________________ * Текст документа соответствует оригиналу. — Примечание изготовителя базы данных.
Таблица 3
Размеры в миллиметрах
Обозначение размера резьбы | Смещение основной плоскости резьбы | Предельные отклонения диаметра внутренней цилиндрической резьбы | |
; | 0,9 | 1,1 | ±0,071 |
; | 1,3 | 1,7 | ±0,104 |
; | 1,8 | 2,3 | ±0,142 |
1; 1; 1; 2 | 2,3 | 2,9 | ±0,180 |
2; 3; 3; 4; 5; 6 | 3,5 | 3,5 | ±0,217 |
Примечание. Предельные отклонения и не распространяются на резьбы с длинами, меньшими указанных в табл.2.
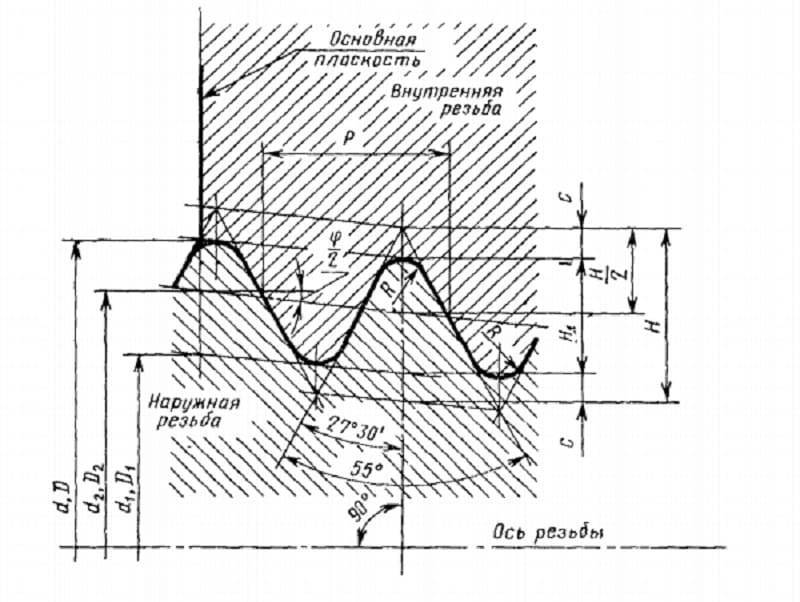
2.5. Обозначение размеров резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на черт.3 и в табл.2.
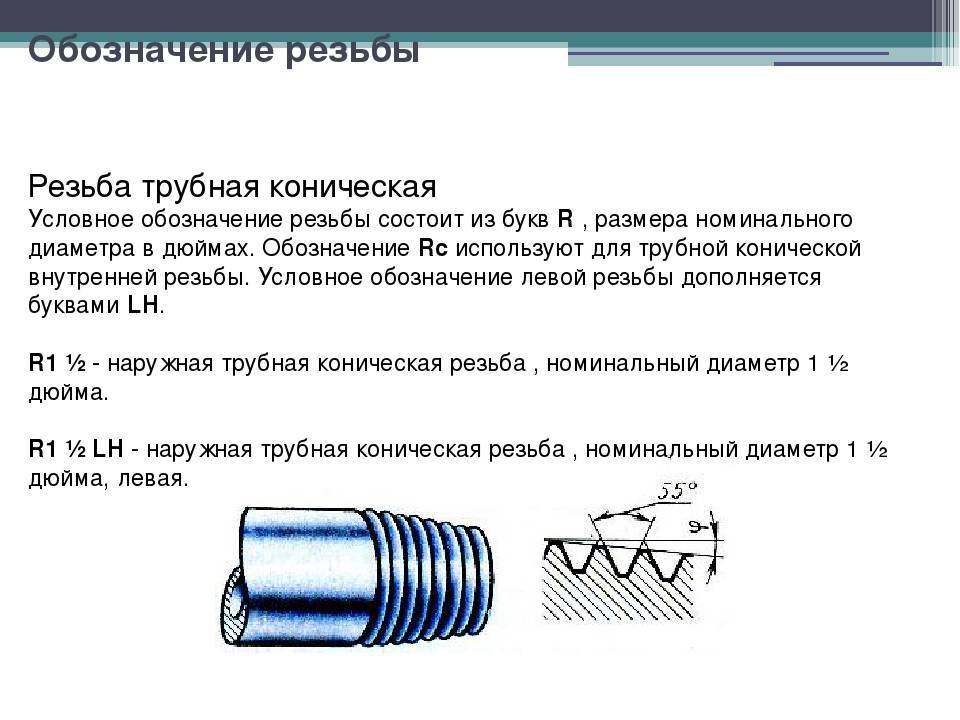
Особенности и отличия американской резьбы
Самая популярная резьба на территории США и Канады – дюймовая цилиндрическая резьба UNF/UTS (Unified Thread Standard). Ее еще называют американской резьбой. Ее угол при вершине 60˚ и высота профиля полностью соответствуют метрической резьбе, но все размеры резьбы основаны на дюймовой системе измерения. Они указаны в долях дюйма.
Исходя из шага американская дюймовая резьба бывает нескольких видов:
- с крупным шагом UNC (Unified Coarse);
- с мелким шагом UNF (Unified Fine);
- мелкая резьба для специальных областей применения UNEF (Unified Extra Fine);
- специализированная дюймовая цилиндрическая резьба UNS (Unified Special), которая является одним из типов резьбы UTS (Unified Thread Standard).
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
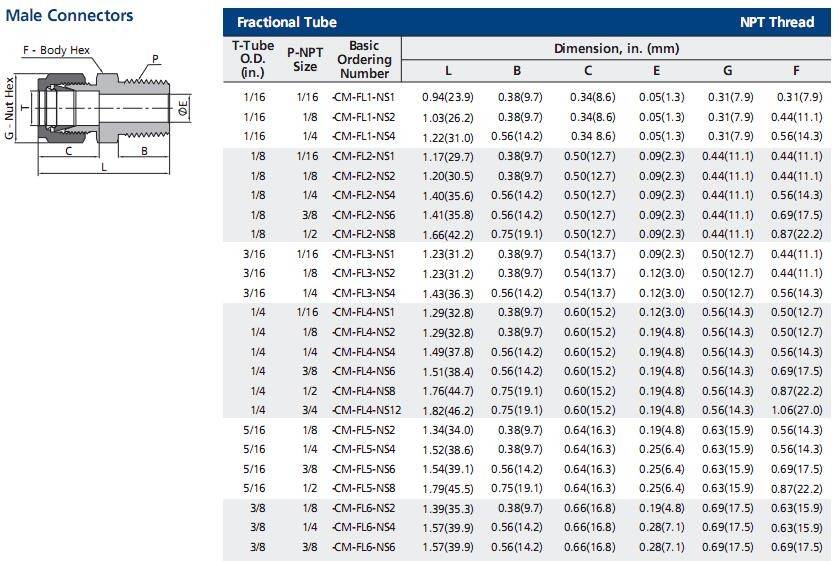
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Размеры
Для рассматриваемого типа соединений используют дюймовую и метрическую размерности. Причем во втором случае один из элементов все равно выполнен в дюймовой размерности, а второй – в метрической системе. В первом случае оба элемента дюймовые. На основе этого применяются различные обозначения: для дюймового варианта используется стандартная аббревиатура, а для метрического – NPT-E. Метрическую размерность используют для нарезки резьбы при производстве адаптеров и переходников цилиндрической и конической конфигураций с разных сторон.

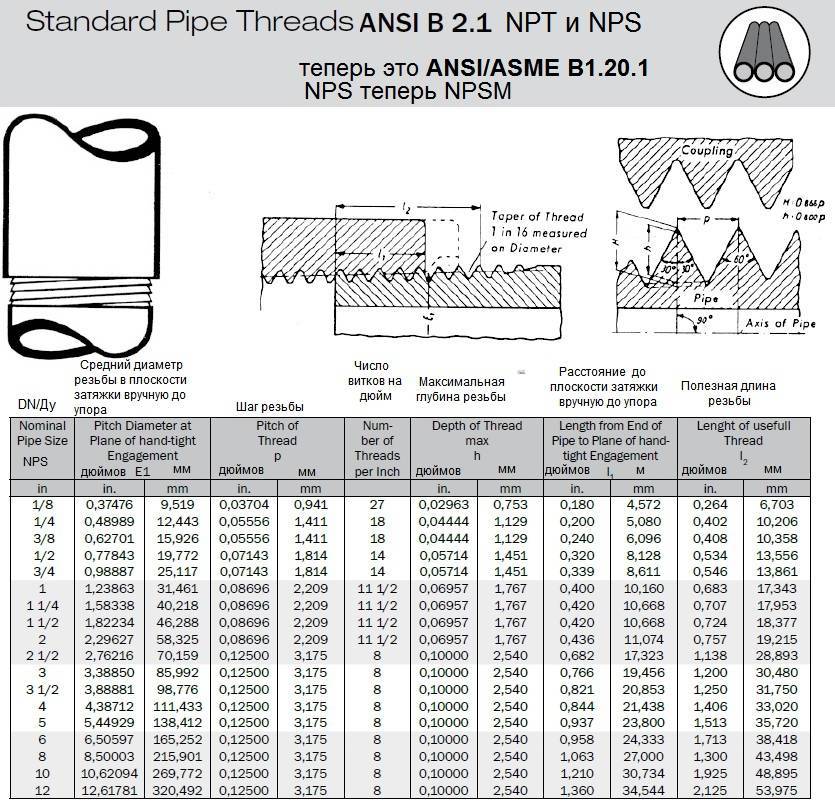
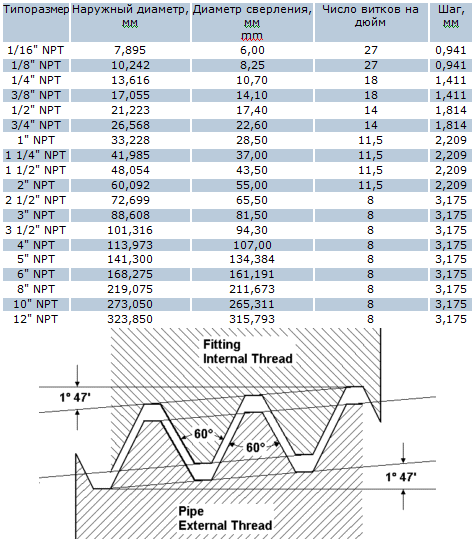
Конусность равна 1:16, величина угла составляет 3°34’48». Размеры резьбы NPT составляют 1/16 — 24 дюйма. Причем нужно учитывать, что для данных соединений отражают пропускной диаметр, а не наружный.
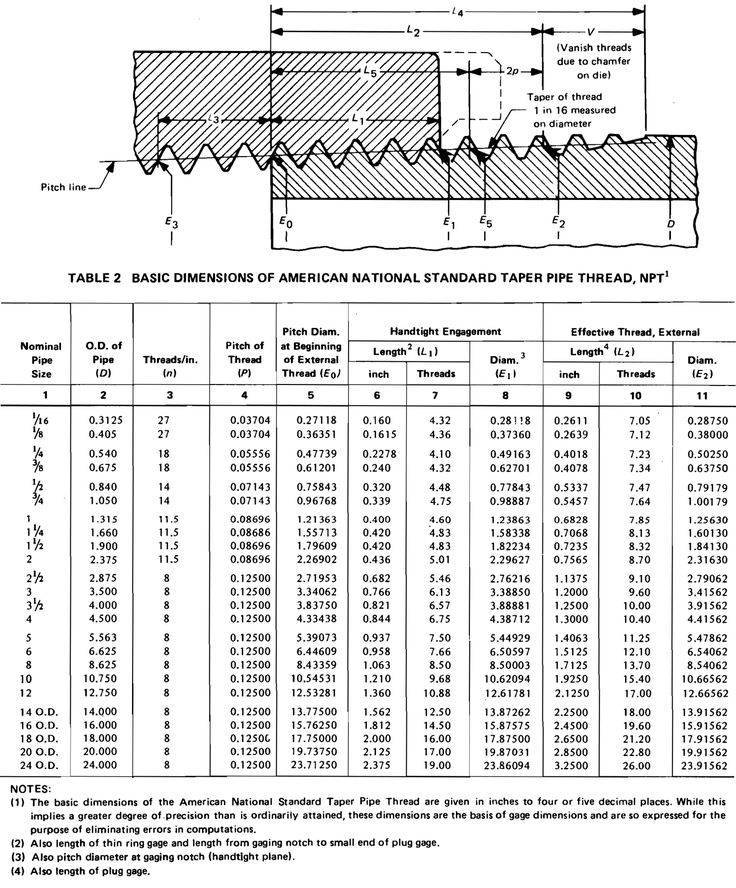
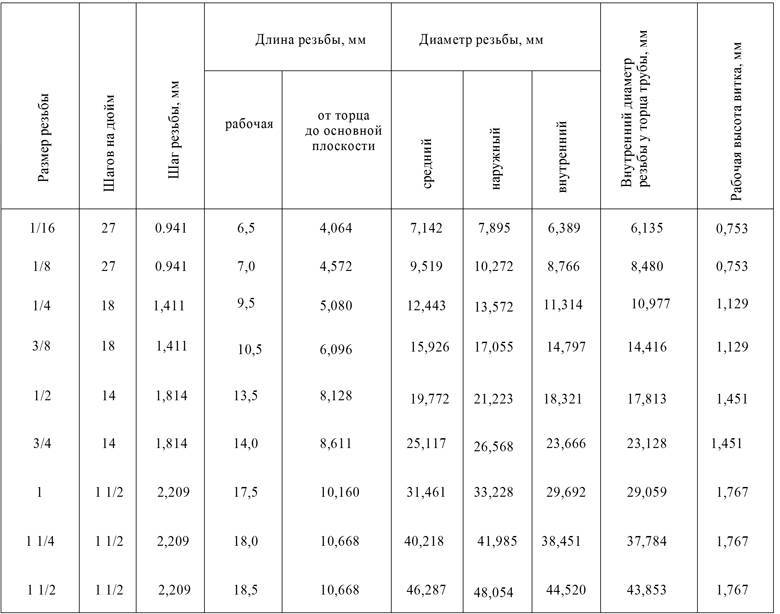
Схемы в ГОСТ отражают два значения длины: рабочей и расстояния между торцом и профилем. Также приводится три значения диаметра: наружный, внутренний и промежуточный. Их обозначают как d, d1 и d2 соответственно. Причем для наружной резьбы используются строчные буквы, для внутренней – заглавные. Шаг витков обозначают P.
Например, для NPT 1/4 рабочая длина и расстояние между торцом и плоскостью составляют 9,5 и 4,06 мм. Внешний, пропускной и промежуточный диаметры равны 1,358, 1,131 и 1,245 см соответственно. Частота витков– 18 на дюйм. Для NPT 1/2 рабочая длина и расстояние от торца до плоскости равны 13,5 и 8,13 мм. Значения наружного, пропускного и промежуточного диаметров – 2,122, 1,832 и 1,978 см соответственно. Частота витков — 14 на дюйм. Для NPT 1/8 рабочая длина и расстояние от плоскости до торца составляют 7 и 4,57 мм. Внешний, пропускной и промежуточный диаметры равны 1,027, 0,877 и 0,952 см соответственно. Данная резьба имеет 27 витков на дюйм. Для NPT 3/4 рабочая длина и расстояние от плоскости до торца составляют 14 и 8,61 мм. Наружный, пропускной и промежуточный диаметры равны 2,657, 2,367 и 2,512 см соответственно. Частота витков – 14 на дюйм.
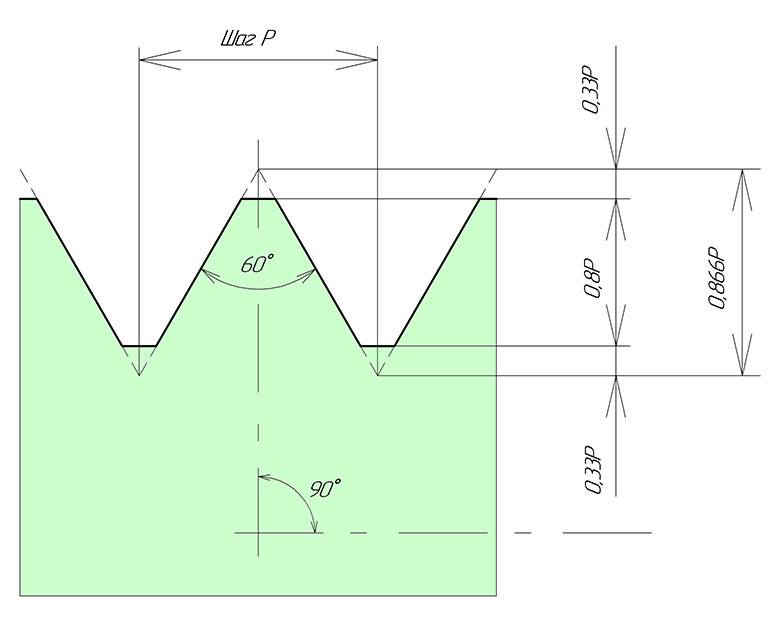
Для всех вариантов рассматриваемых соединений угол вершины профиля равен 60°. Его высота — 0,86 мм. Шаг для варианта 1/8 равен 0,907, для 1/4 — 1,337, для 1/2 и 3/4 — 1,814 мм. Причем существует взаимосвязь между частотой витков и шагом профиля. Так, для шага 0,907 частота витков равна 28 на дюйм, для 1,337 – 19, для 1,814 – 14.
Международные стандарты резьбы
Camera mount Thread
В фотографии стандартизованы резьбы для сменных объективов, которые не зависят от производителя. Они называются «Резьбы для объективов» (lens thread).
Резьба для объектива — предшественник соединения типа «байонет», преимущественно используемого в настоящее время. Объективы на резьбе использовались, главным образом, до 80-х годов 20 века. Однако, резьба для объектива M42 все еще представляет собой недорогую и практичную альтернативу для зеркальных фотоаппаратов с высококачественными линзами.
Резьба для объективов M39x26 Gg (M39-Screw Thread M39 x 26Gg) M39-Screw Thread M39 x 26Gg — также известная, как Leica L-Mount — применялась в миниатюрных камерах с 1930-х годов. Компании, использовавшие эту резьбу:
- Leica
- Voigtlander
- Canon
- Ricoh
Высококачественные объективы с такой резьбой выпускаются до сих пор.
Резьба для объективов M40 (M40-Screw Thread) M40-Screw Thread — очень редкий тип резьбы. Использовался, в основном, в 1930-е годы. Например, в камерах Praktiflex и Praktiflex II марки Practica. В настоящее время эта резьба используется в некоторых цифровых камерах.
Резьба для объектива M42x1 (M42-Screw Thread M42 x 1.0) M42 — название для стандартизованной резьбы, которая использовалась в камерах Praktica, Voigtlander, Fujica ST, Ricoh и Pentax. M42 — преемник для устаревшей M39 резьбы, и применялась во времена, когда производитель еще не пытался привязать пользователей к использованию объективов с байонетами их собственного производства.
Резьба для объектива T2 (T2-screw thread M42 x 0.75) T2 — старый стандарт Tamron. Существует множество адаптеров, подходящих к T2. Как от T2 к другим резьбам, так и наоборот. Для многих областей крепление T2 стало стандартом, например, для микроскопов, телескопов, проекторов.
Резьба для объективов C-Mount 1″ x 32 TPI UN 2A Стандартная резьба для объективов цифровых камер со стандартным рабочим отрезком объектива, равным 17,526 мм.
Резьба для объективов CS-Mount 1″ x 32 TPI UN 2A Аналогична C-Mount креплению, кроме стандартного рабочего отрезка объектива. CS-Mount имеет стандартный рабочий отрезок 12,5 мм.
Резьбы для штативов
1/4″ — 20 UNC спользуется в дальномерных пленочных камерах до среднего формата, устройствах автоспуска и панорамных головках.
3/8″ — 16 UNC Некоторые среднеформатные и почти все крупноформатные камеры. Большинство треног и панорамных головок.
# Ссылка
Резьба BSPP
Британская стандартная трубная резьба до сих пор является самой распространенной резьбой в гидравлических системах в Европе. Настоящий раздел разбит на две части – одна описывает шланговые, а вторая – резьбовые переходники BSP.
Конусный переходник 60°
Функция конуса 60 градусов. Эта форма переходников BSPP, модифицированная для работы в качестве шлангового переходника, популярна в Великобритании, скандинавских странах и других странах Европы. Стандарт соединений – BS5200. Внутреннее отверстие переходников BSPP имеет конус с углом 60 градусов, который сопрягается с конусом того же угла поворотного шлангового фитинга. При завинчивании гайки два конуса прижимаются друг к другу и образуют металлическое уплотнение. Этот тип соединений обладает гибкостью применения, поскольку их можно завинчивать в резьбовые отверстия BSPP. В этом случае необходимо использовать двухслойный уплотнитель – обычно шайбу, состоящую из металлического внешнего кольца и внутреннего эластомерного уплотнителя.
Несмотря на эту гибкость, данные переходники нельзя использовать в качестве трубных фитингов так же, как фитинги Triple-Lok, O-Lok или EO, и поэтому их нельзя назвать универсальными.
Многие производители делают коленчатые или тройниковые переходники путем пайки прямых деталей. Это может привести к сильному прокаливанию фитинга в процессе пайки, в результате материал становится мягким. Тройники и коленчатые переходники Parker производятся из высококачественной поковки и имеют чрезвычайно долгий срок службы.
 1) уплотнительное кольцо со стопором; 2) форма A
1) уплотнительное кольцо со стопором; 2) форма A
Функция резьбовых переходников BSPP. Резьбовые переходники BSPP предназначены для отверстий с фрезерованной плоской опорной поверхностью вокруг резьбы. Опорная поверхность обеспечивает ровную область уплотнения, где бы ни использовалось такое отверстие – будь то фрезерованный блок клапанов или литой корпус насоса. Первоначально уплотнитель был сделан в виде медной шайбы (или из другого пластичного метала), но сегодня в большинстве переходников используются эластомерные уплотнители.
Высочайшие рабочие характеристики достигаются благодаря уплотнителю ED, после которого стоят уплотнительное и стопорное кольцо, двухслойный уплотнитель и, наконец, металлический уплотнитель немецкой конструкции “Form-B”. В качестве регулируемых фитингов они поставляются только в разновидностях с уплотнительным кольцом и стопором. Конструкция уплотнителя ED не позволяет регулировать фитинги.
Резьбы трубные — разновидности и характеристики
Современные нормативные акты утверждают, что в категорию трубных резьб попадают лишь три типа спиралевидных нарезок, а именно:
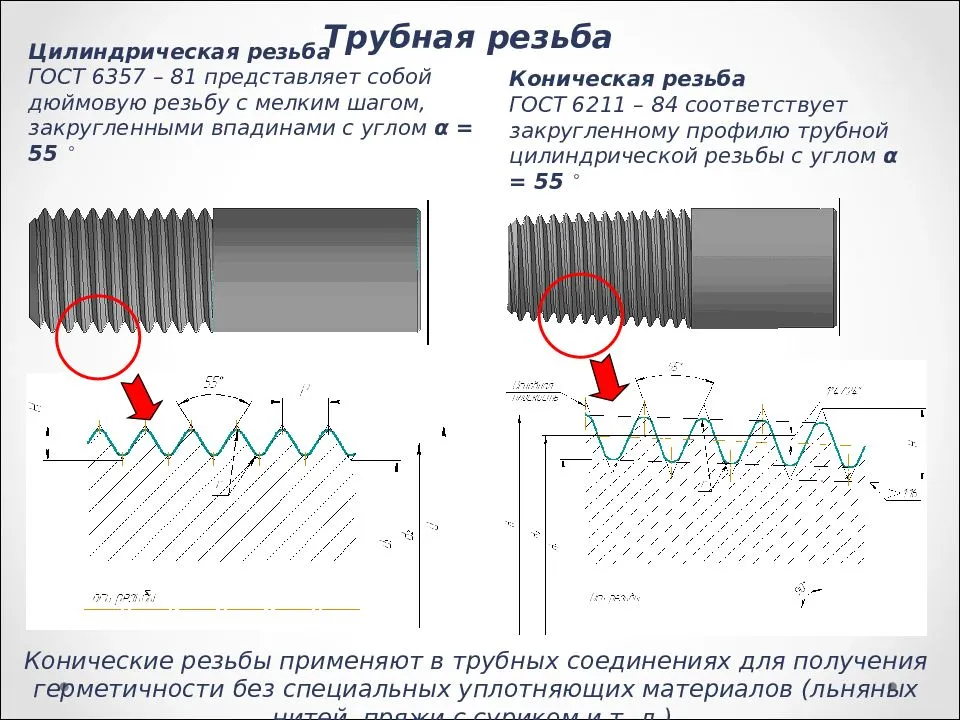
- Цилиндрический вариант – образуемый спиралеобразной канавкой треугольного профиля с углом в 55 градусов при вершине.
- Конический вариант – образуемый спиралеобразной канавкой аналогичного типа, нарезанной на пологом участке с конусностью 1:16
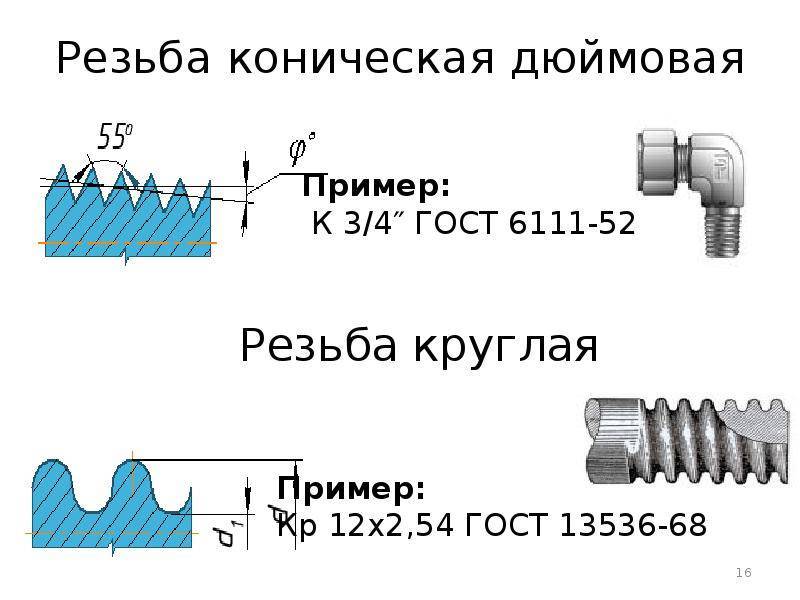
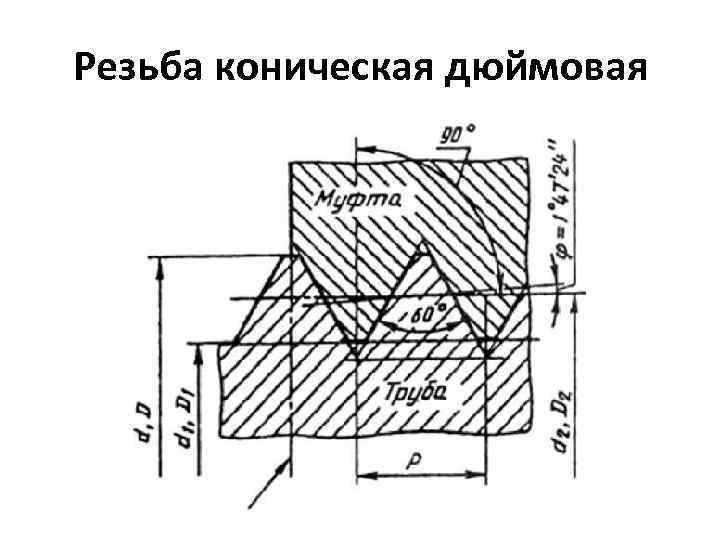
- Дюймовый вариант – образуемый спиралеобразной канавкой треугольного профиля с углом в 60 градусов при вершине, нарезанной на конической поверхности.
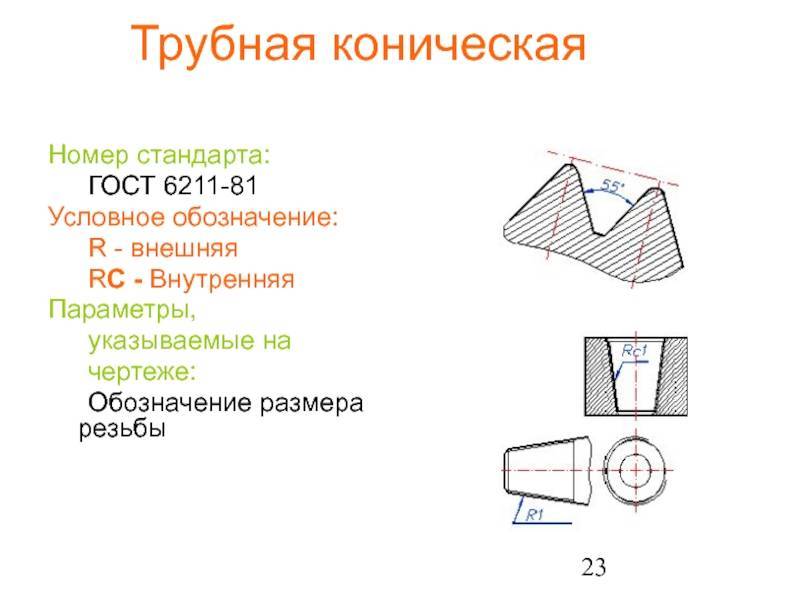
Причем последний вариант – дюймовый — не используется в производстве новых трубопроводов с конца прошлого века. В современных конструкциях используется либо цилиндрический, либо конический вариант. Причем цилиндрический вариант (G-тип) используется для стыковки водогазопроводных трубопроводов, а конический вариант (R-тип) применяется для стыковки нагруженных узлов в гидроприводах, топливопроводах или маслопроводах станков, самолетов или автомобилей.
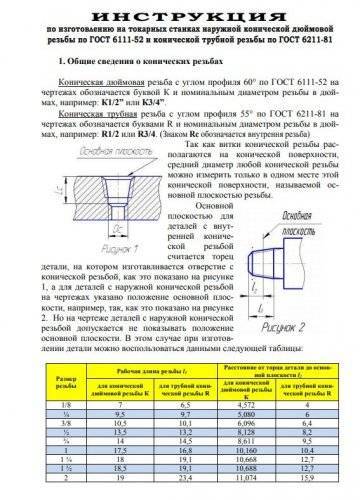
Подробное описание G-типа и R-типа – именно такое обозначение трубной резьбы на чертежах характерно для цилиндрического и конического вариантов — будет представлено ниже по тексту. Классический дюймовый вариант – коническая резьба NPT типа – регламентированный ГОСТ 6111-52, в данной статье рассматриваться не будет, по причине неактуальности подобной информации.
Обзор резьбы трубной цилиндрического типа
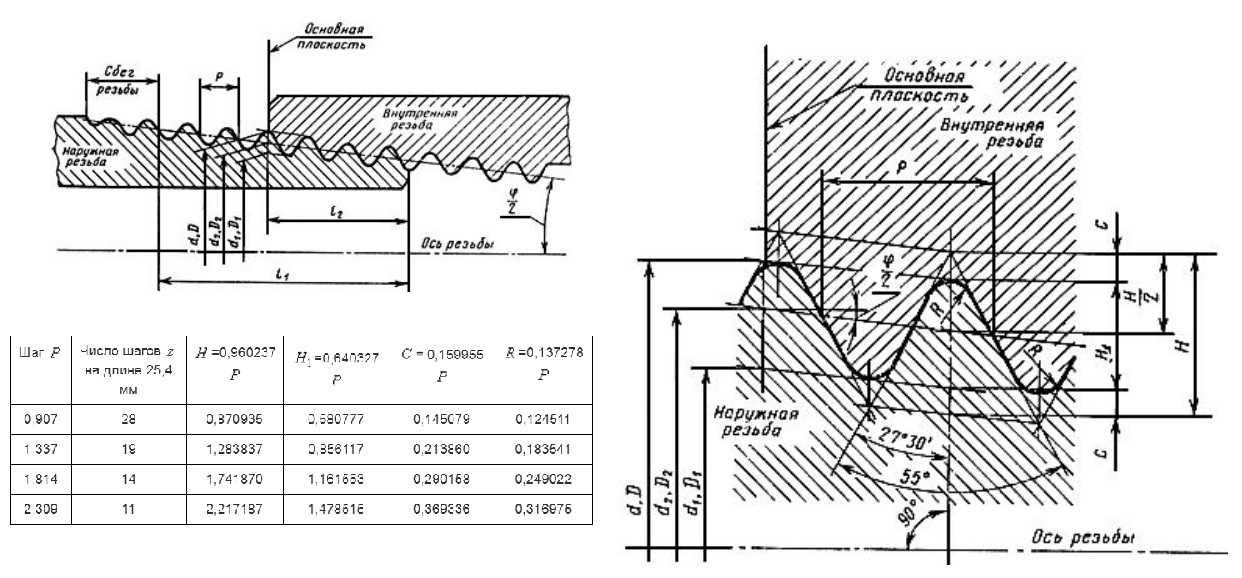
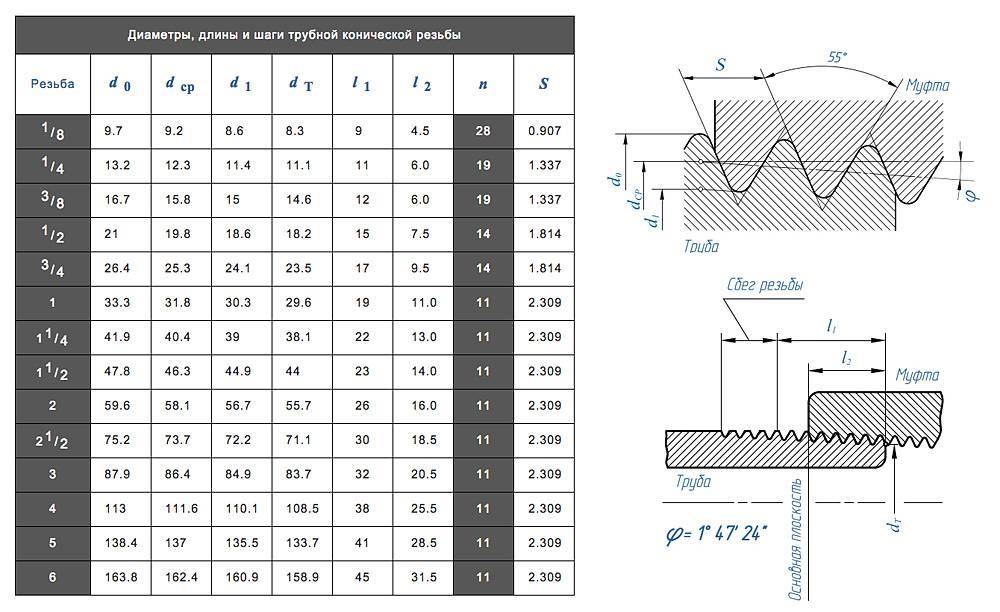
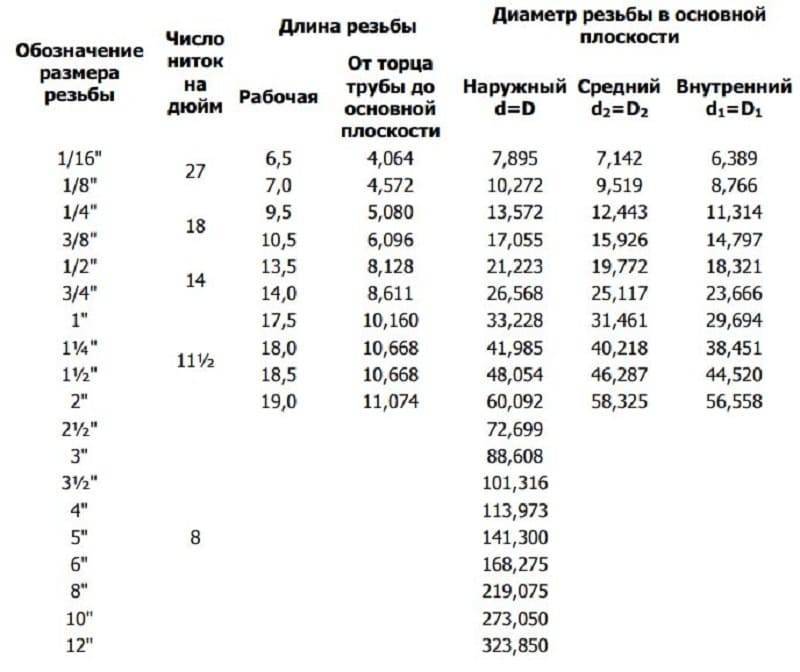
Трубная цилиндрическая резьба, регламентируемая по ГОСТ 6357-81, нарезается на (или в) трубах диаметром от 7,723 миллиметра (соответствует 1/16 дюйма) до 163,83 миллиметра (соответствует 6 дюймам ровно). Общее количество оригинальных разновидностей (по диаметру) трубной резьбы соответствует 16 типоразмерам.
Впрочем, помимо диаметра, очень важной характеристикой для любой резьбы является еще и шаг нарезки – расстояние между двумя соседними вершинами профиля. Причем, как утверждает основной документ, которым регламентируется цилиндрическая резьба для трубы (ГОСТ 6211-81), шаг резьбовой нарезки измеряется не в миллиметрах, а по количеству витков, нарезанных на дюймовом (25,4 миллиметра) сгоне
И согласно этому определению и вышеупомянутому ГОСТу существует четыре варианта резьбового шага на 11, 14, 19 и 28 витков.
Таким образом, общее число типоразмеров, которым соответствует стандартная трубная цилиндрическая резьба G типа (ординарная, дюймовая резьба Витворта) равняется 64 единицам (четыре типоразмера по шагу для каждого из 16 типоразмеров по диаметру).
Обзор резьбы трубной конического типа
Трубная коническая резьба R-типа регламентируется ГОСТ 6211-81, в котором указано, что данный тип нарезки встречается на (или в) торцах труб в конусностью 1:16 и диаметрами от 1/16 дюйма (7,723 миллиметра) и до 6 дюймов (163,83 миллиметра).
Общее количество оригинальных резьбовых типоразмеров равняется 64 единицам: ведь трубная коническая резьба делится на такое же количество разновидностей, что и цилиндрический вариант (шестнадцать типоразмеров по диаметру увеличенных четырьмя типоразмерами по шагу резьбы для каждого диаметра).
Причем, как утверждает документ, которым стандартизируется резьба трубная дюймовая коническая — ГОСТ 6211 от 1981 года – число резьбовых ниток на дюйме сгона, в данном случае совпадает с аналогичным параметром типовой цилиндрической резьбы.
Совместимость резьбы конической и цилиндрической
Каждый из описанных выше вариантов основан на нарезке дюймовой резьбы British Standard Whitworth (резьбы Витворта). Поэтому сгоны, на которых накатана стандартная, цилиндрическая резьба трубная – обозначение BSW / BSPT в международном формате или G в отечественном – вкручиваются в муфты, внутри которых нарезана коническая резьба – обозначение BSW / BSPР в международном формате или R в отечественном
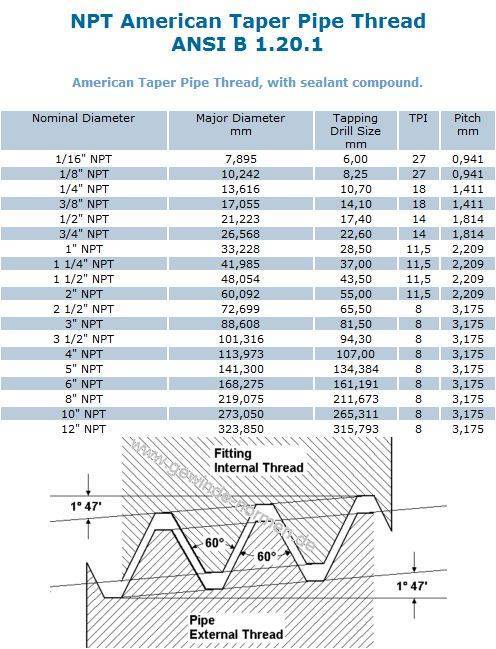
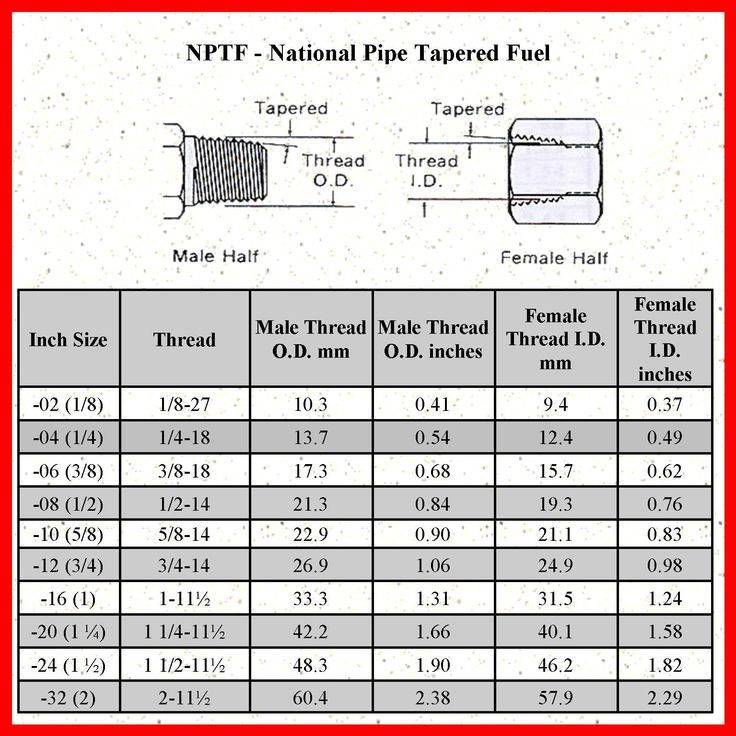
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Можете ли вы поставить дюймовый крепеж мелких диаметров?
Гост р 50864-96 резьба коническая замковая для элементов бурильных колонн. профиль, размеры, технические требования
Данные размеры начиная от #1 (1,854 мм)
до#12 (5,436мм) компания ТК Метизы может поставить для Вас под заказ. Срок исполнения данных позиций будет около4-6 недель .Минимальная упаковка в среднем составляют для таких диаметров – 200 штук. Крепеж с мелкими диаметрами может быть представлен в виде винтов с полукруглой головой (так называемые компьютерные винтики с дюймовой резьбой), с потайной головой, с цилиндрической, в виде болтов с шестигранной головой, а также гайки и шайбы к ним. Материал в котором они могут быть выполнены – от черных (без покрытия либо черного цвета) до цветного и нержавеющего металла.