

Размеры
Для рассматриваемого типа соединений используют дюймовую и метрическую размерности. Причем во втором случае один из элементов все равно выполнен в дюймовой размерности, а второй – в метрической системе. В первом случае оба элемента дюймовые. На основе этого применяются различные обозначения: для дюймового варианта используется стандартная аббревиатура, а для метрического – NPT-E. Метрическую размерность используют для нарезки резьбы при производстве адаптеров и переходников цилиндрической и конической конфигураций с разных сторон.
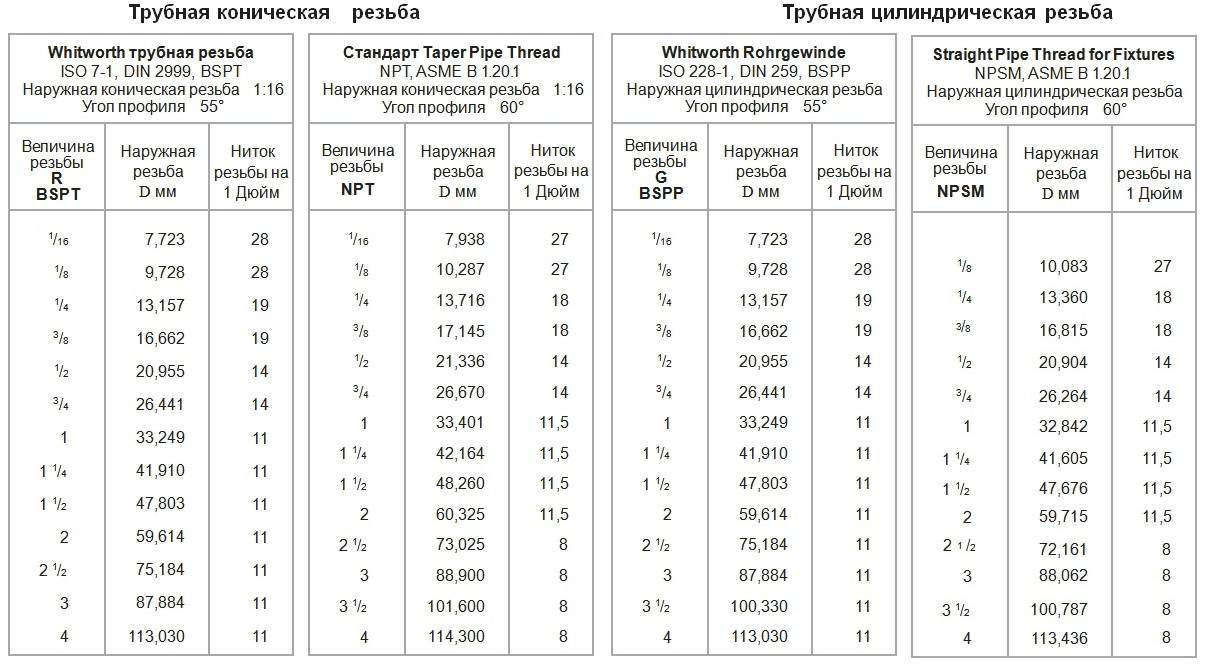
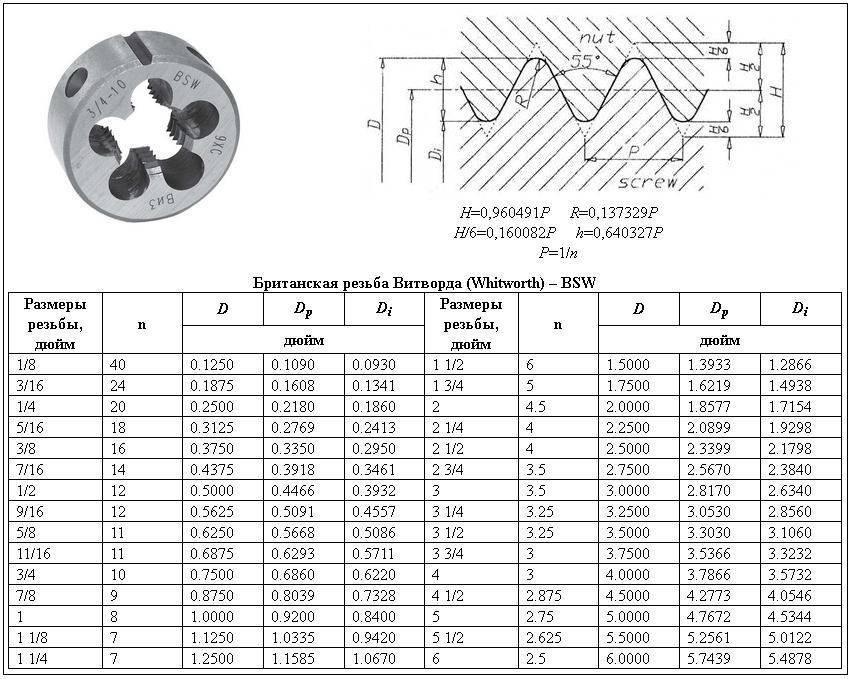
Конусность равна 1:16, величина угла составляет 3°34’48». Размеры резьбы NPT составляют 1/16 — 24 дюйма. Причем нужно учитывать, что для данных соединений отражают пропускной диаметр, а не наружный.
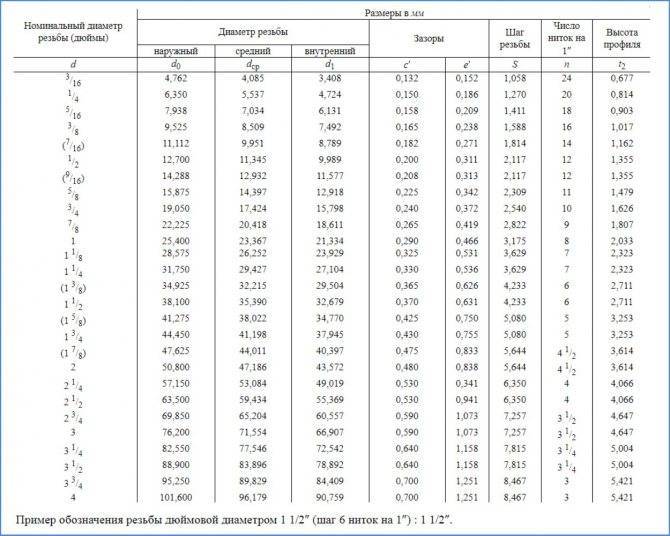
Схемы в ГОСТ отражают два значения длины: рабочей и расстояния между торцом и профилем. Также приводится три значения диаметра: наружный, внутренний и промежуточный. Их обозначают как d, d1 и d2 соответственно. Причем для наружной резьбы используются строчные буквы, для внутренней – заглавные. Шаг витков обозначают P.
Например, для NPT 1/4 рабочая длина и расстояние между торцом и плоскостью составляют 9,5 и 4,06 мм. Внешний, пропускной и промежуточный диаметры равны 1,358, 1,131 и 1,245 см соответственно. Частота витков– 18 на дюйм. Для NPT 1/2 рабочая длина и расстояние от торца до плоскости равны 13,5 и 8,13 мм. Значения наружного, пропускного и промежуточного диаметров – 2,122, 1,832 и 1,978 см соответственно. Частота витков — 14 на дюйм. Для NPT 1/8 рабочая длина и расстояние от плоскости до торца составляют 7 и 4,57 мм. Внешний, пропускной и промежуточный диаметры равны 1,027, 0,877 и 0,952 см соответственно. Данная резьба имеет 27 витков на дюйм. Для NPT 3/4 рабочая длина и расстояние от плоскости до торца составляют 14 и 8,61 мм. Наружный, пропускной и промежуточный диаметры равны 2,657, 2,367 и 2,512 см соответственно. Частота витков – 14 на дюйм.
Для всех вариантов рассматриваемых соединений угол вершины профиля равен 60°. Его высота — 0,86 мм. Шаг для варианта 1/8 равен 0,907, для 1/4 — 1,337, для 1/2 и 3/4 — 1,814 мм. Причем существует взаимосвязь между частотой витков и шагом профиля. Так, для шага 0,907 частота витков равна 28 на дюйм, для 1,337 – 19, для 1,814 – 14.
Таблица дюймовых резьб. Классификация
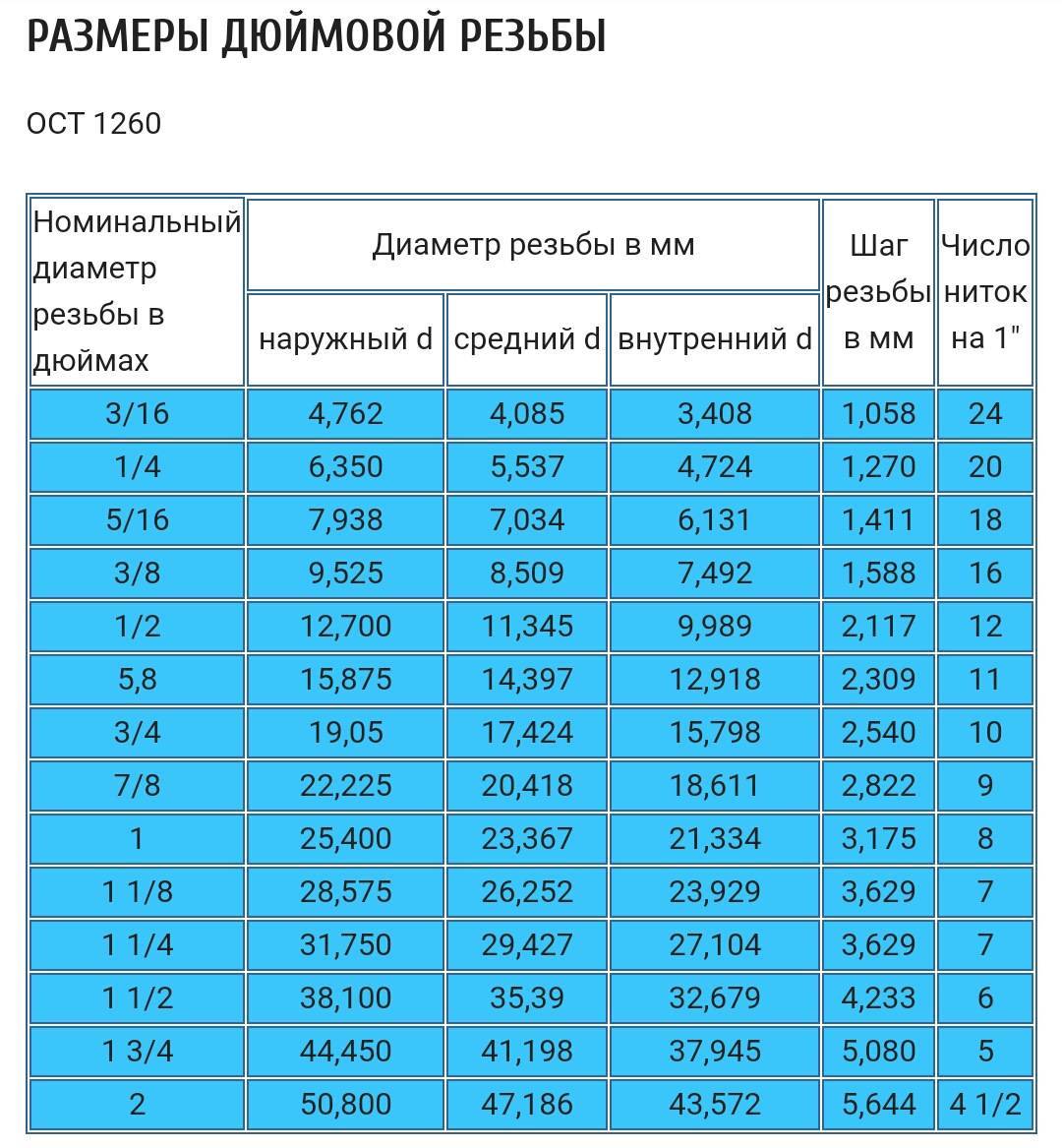
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
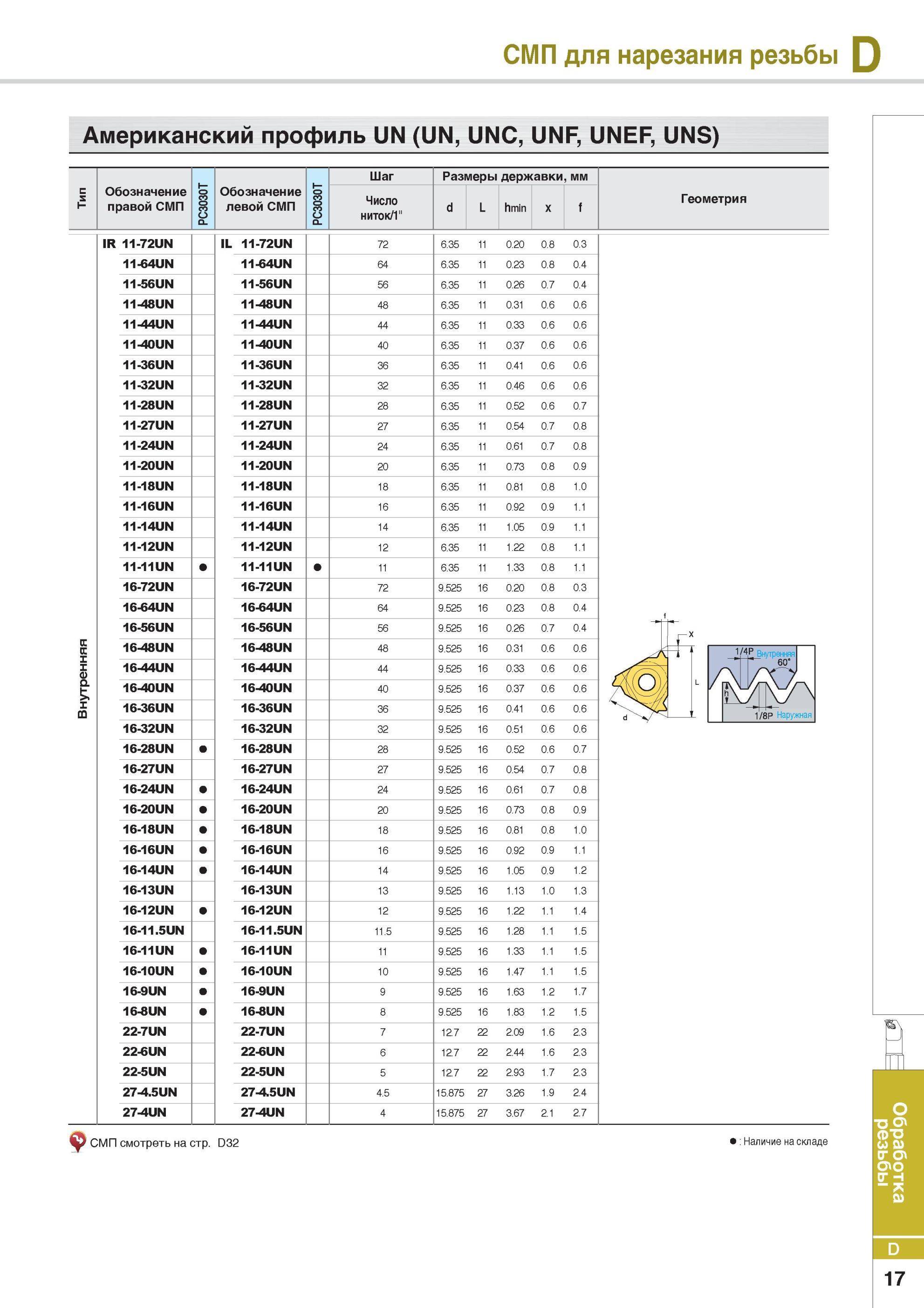
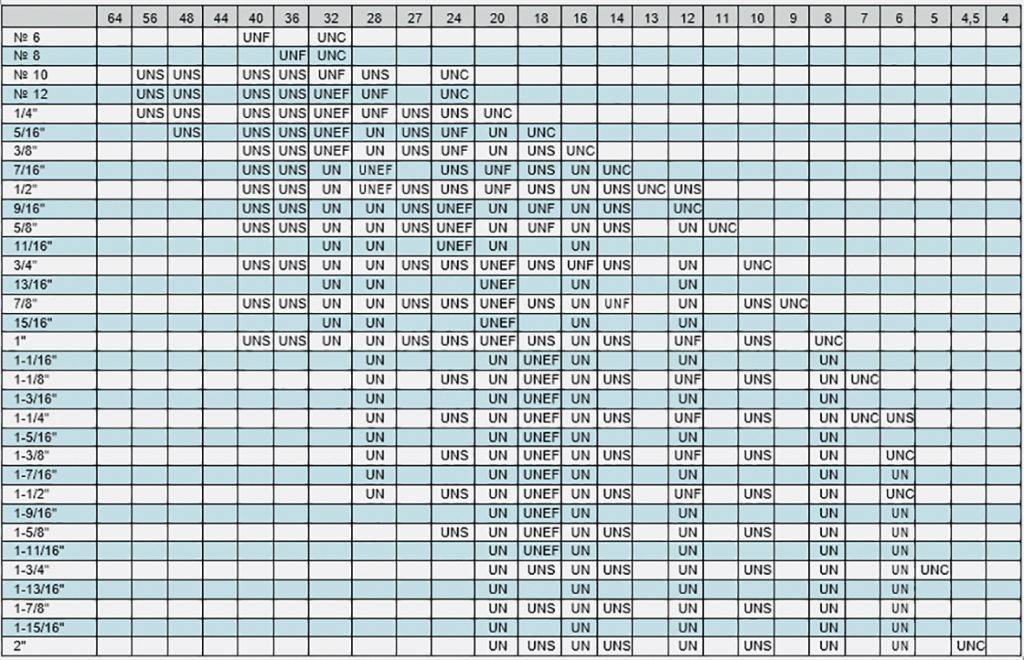
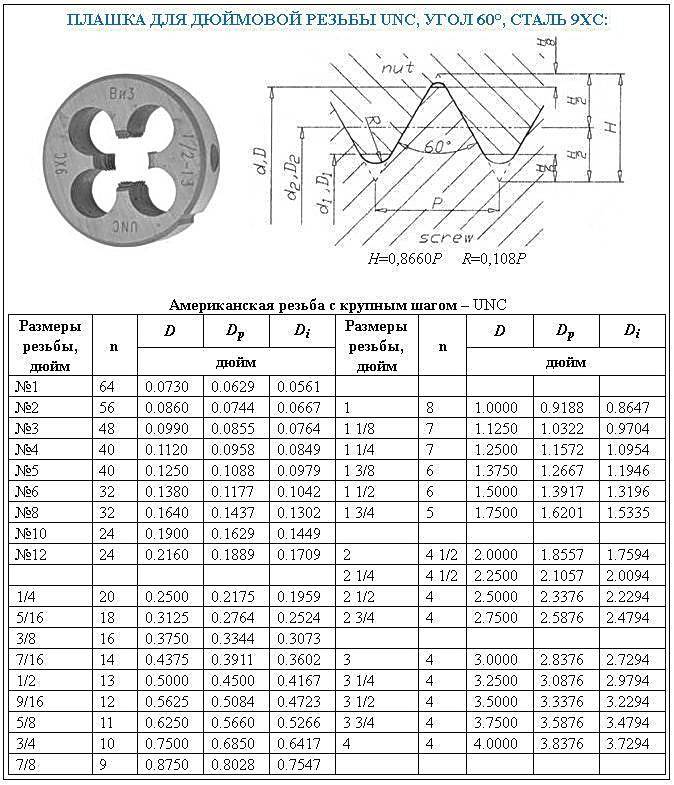
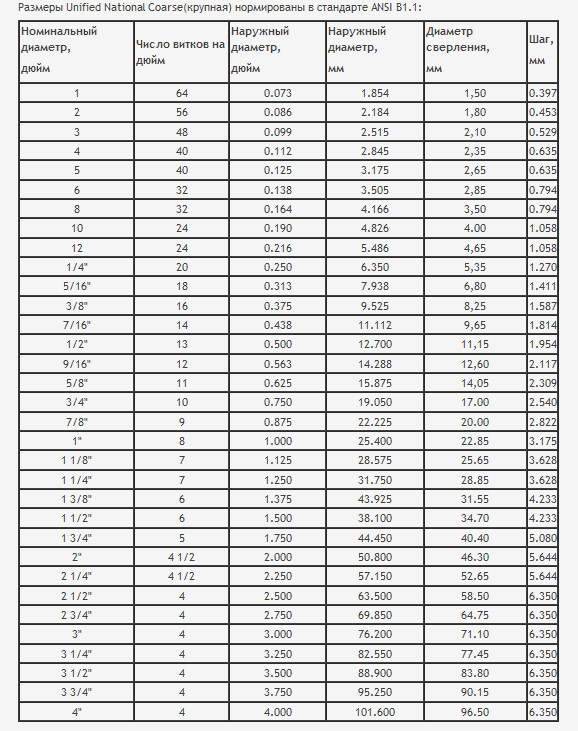
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
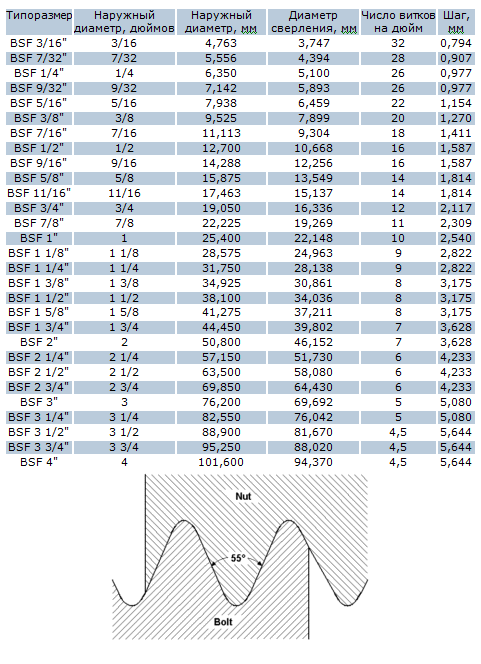
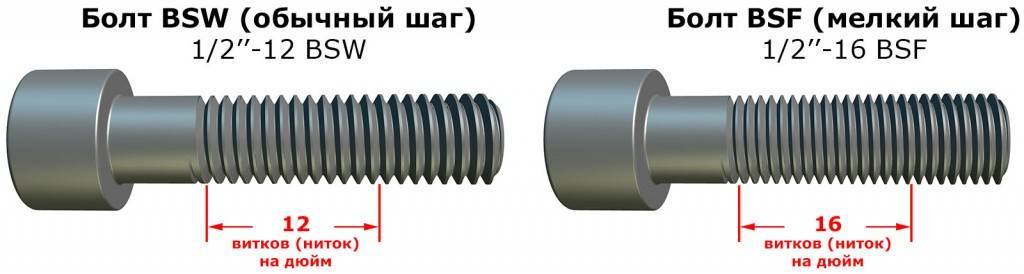
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
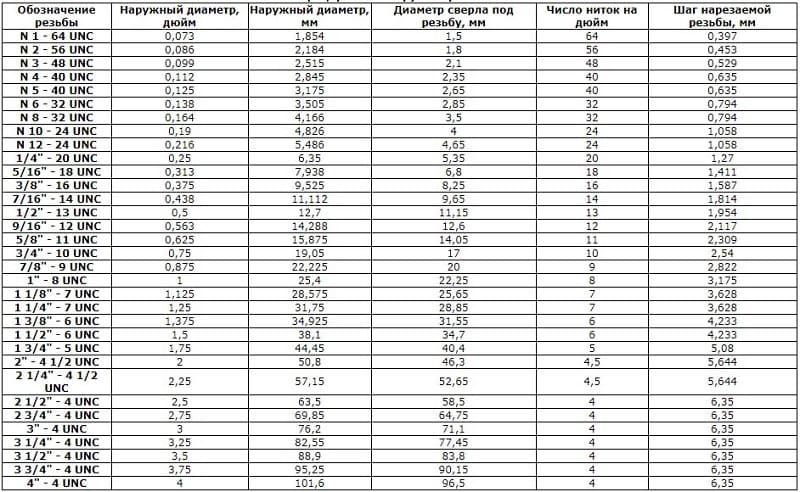
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
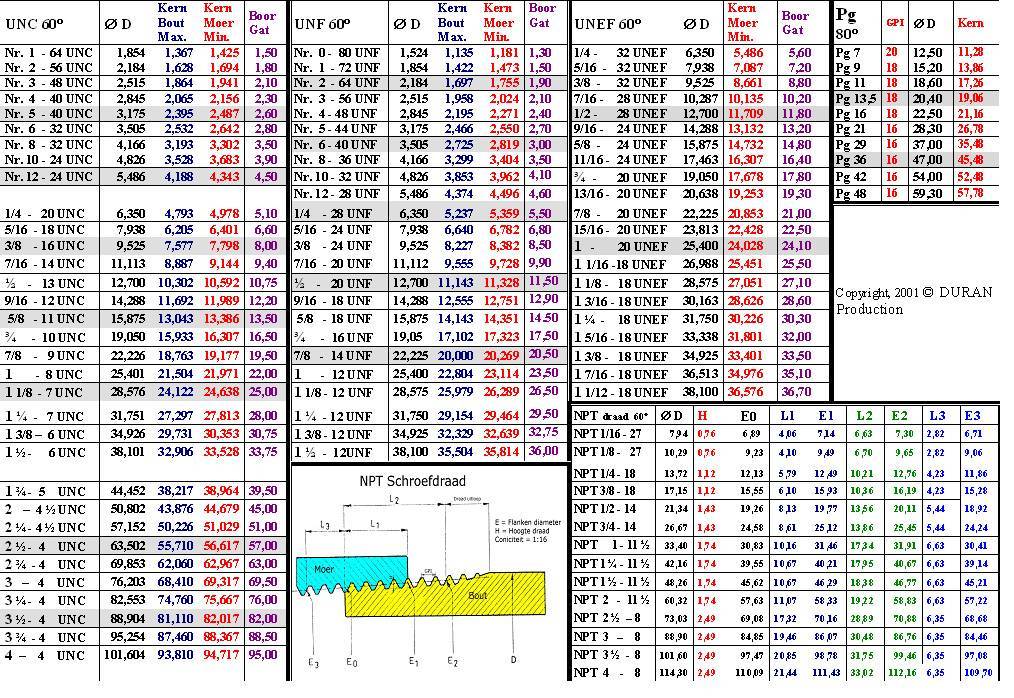
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
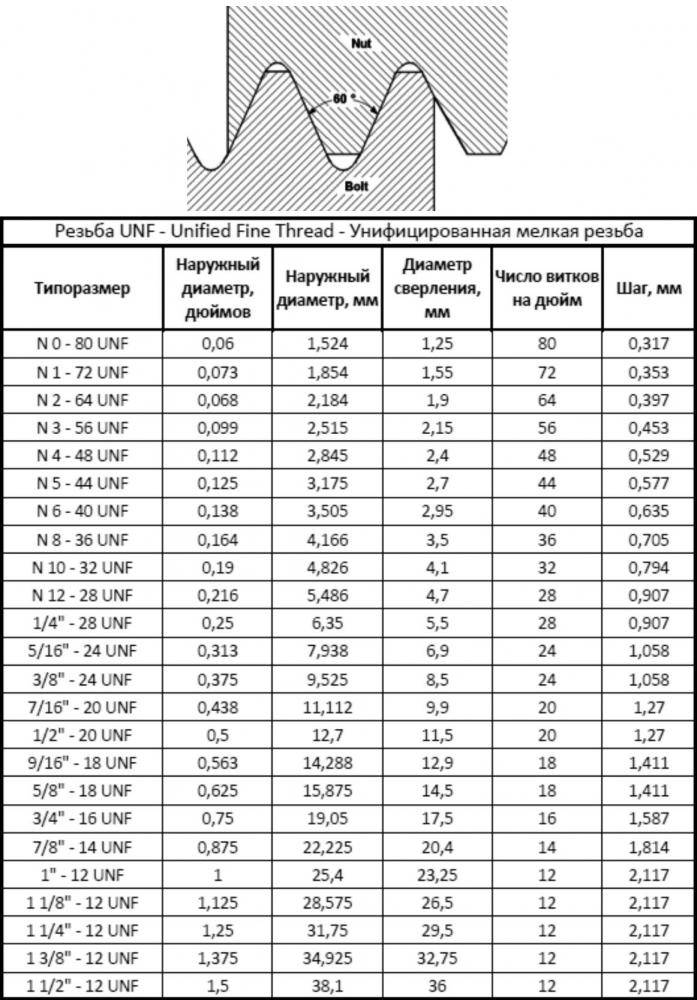
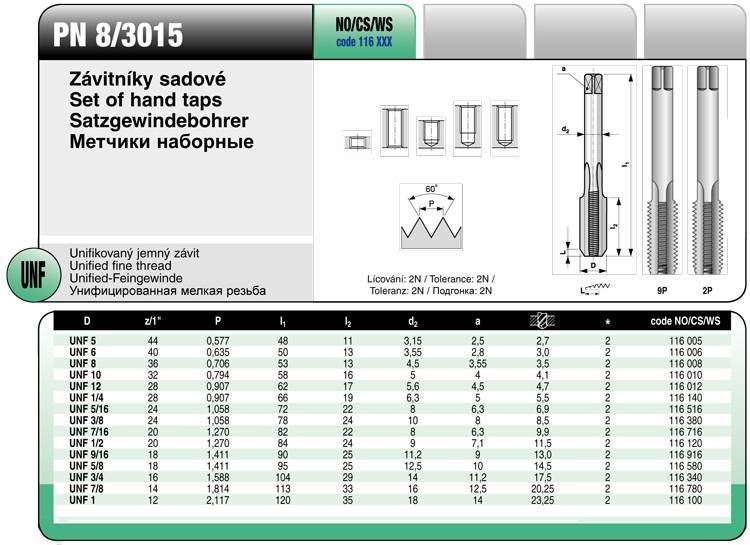
Американская резьба с мелким шагом – UNF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
Основные правила нарезки
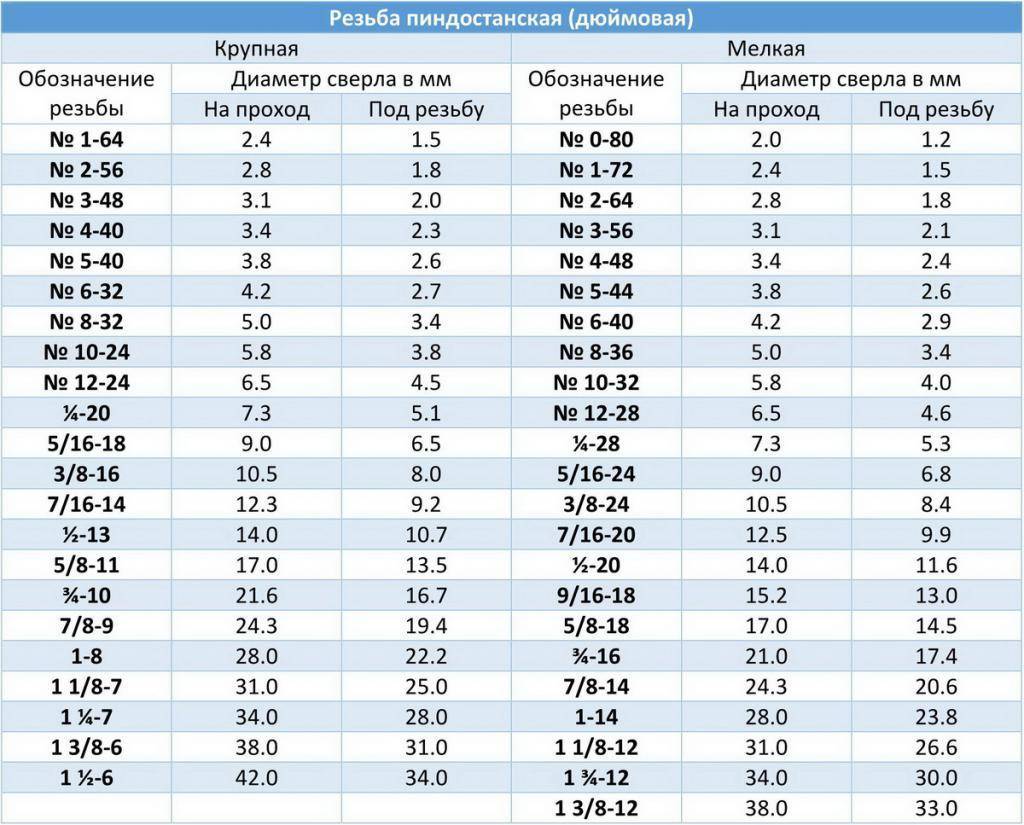
- Для правильной нарезки дюймовой или метрической резьбы необходимо придерживаться следующих рекомендаций:
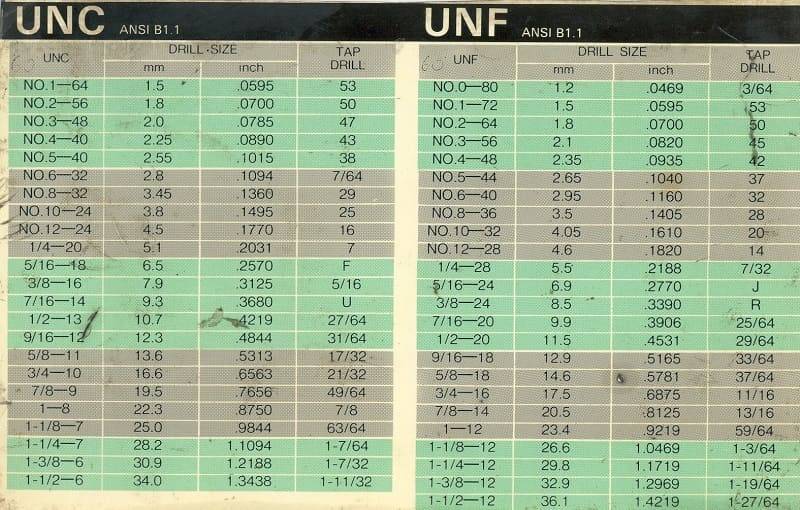
- Точно подобрать сверло требуемого диаметра. Диаметры отверстий для нарезки резьб UNF и UNC указаны в таблицах выше.
- Просверлить отверстие строго под прямым углом к плоскости.
- Нарезку производить возвратно-поступательными движениями. После двух оборотов вперёд совершать оборот назад для удаления стружки.
- При наличии в комплекте двух или трех метчиков проход осуществлять строго по номерам – сначала черновым первым номером, затем вторым.
- Желательно использовать смазку для снижения силы трения.
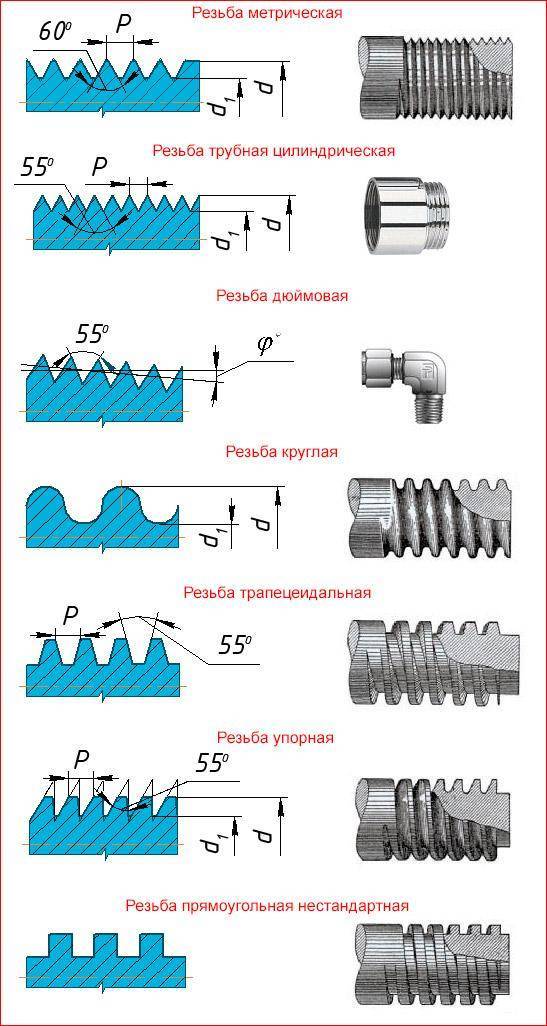
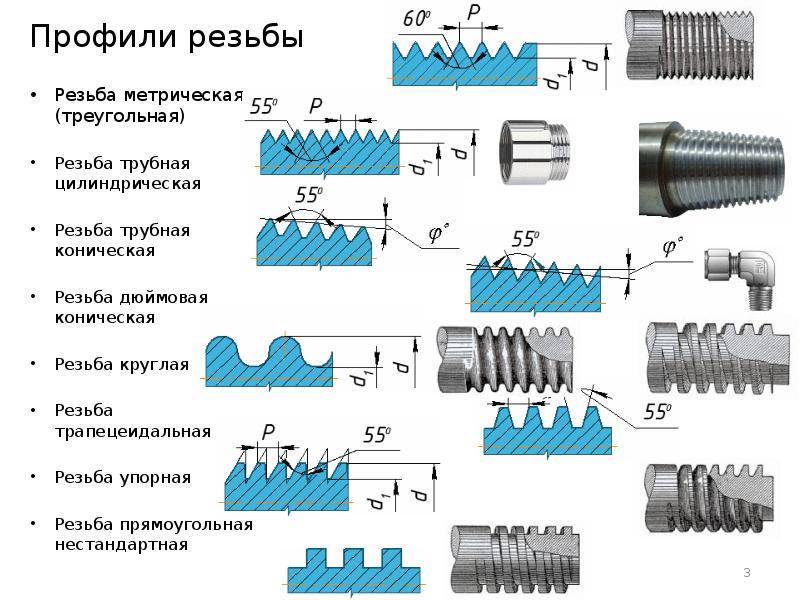
Дюймовая резьба (рис. 2)
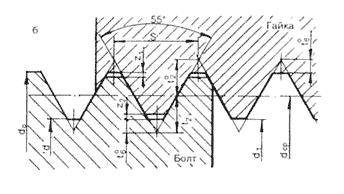
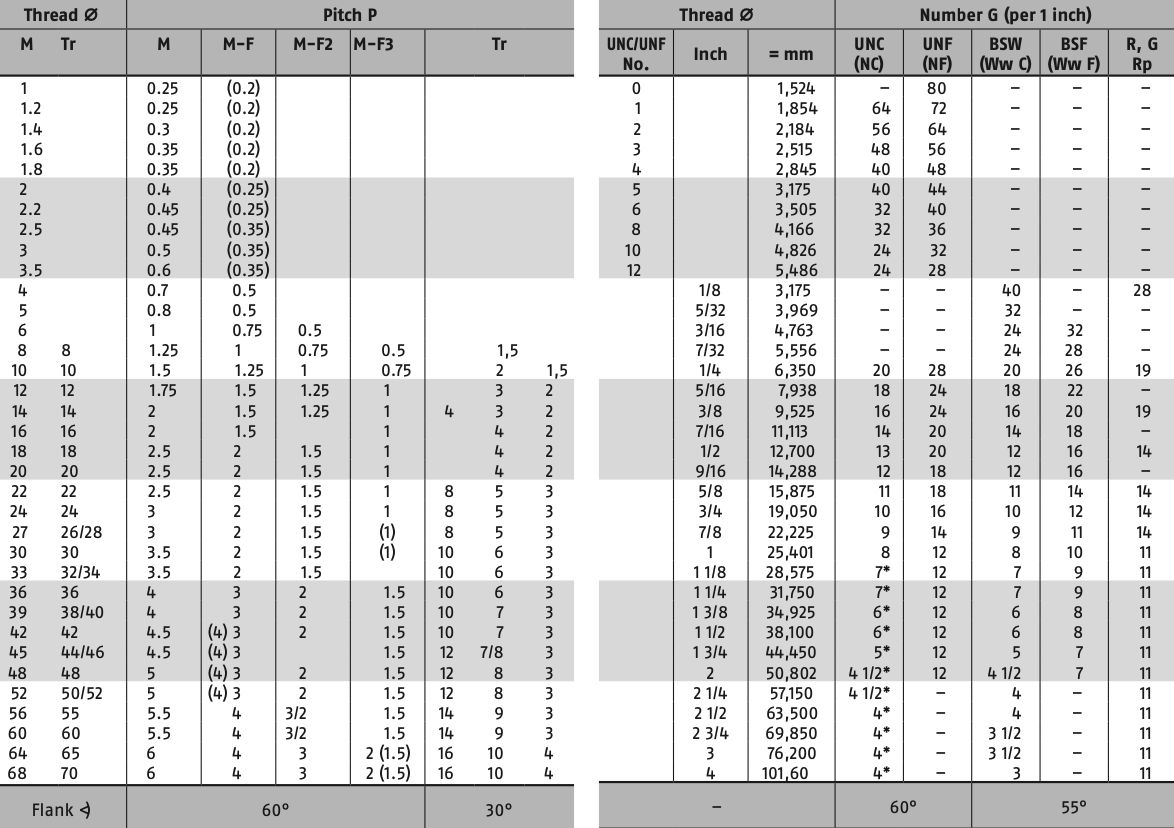
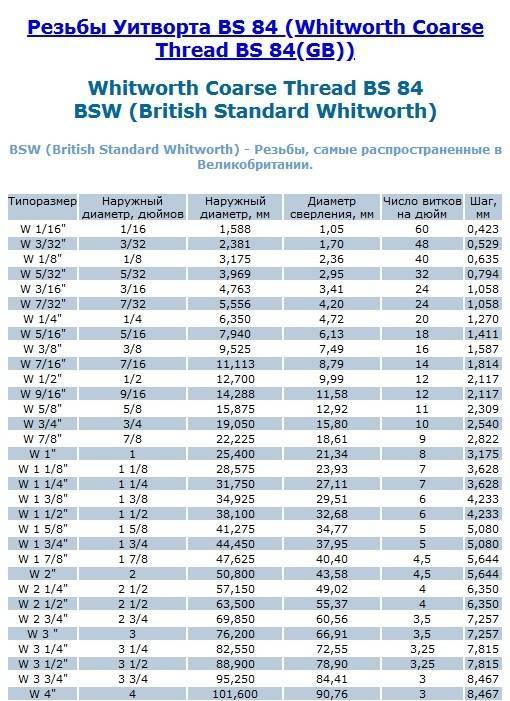
Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта – британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) – штpихи (“) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
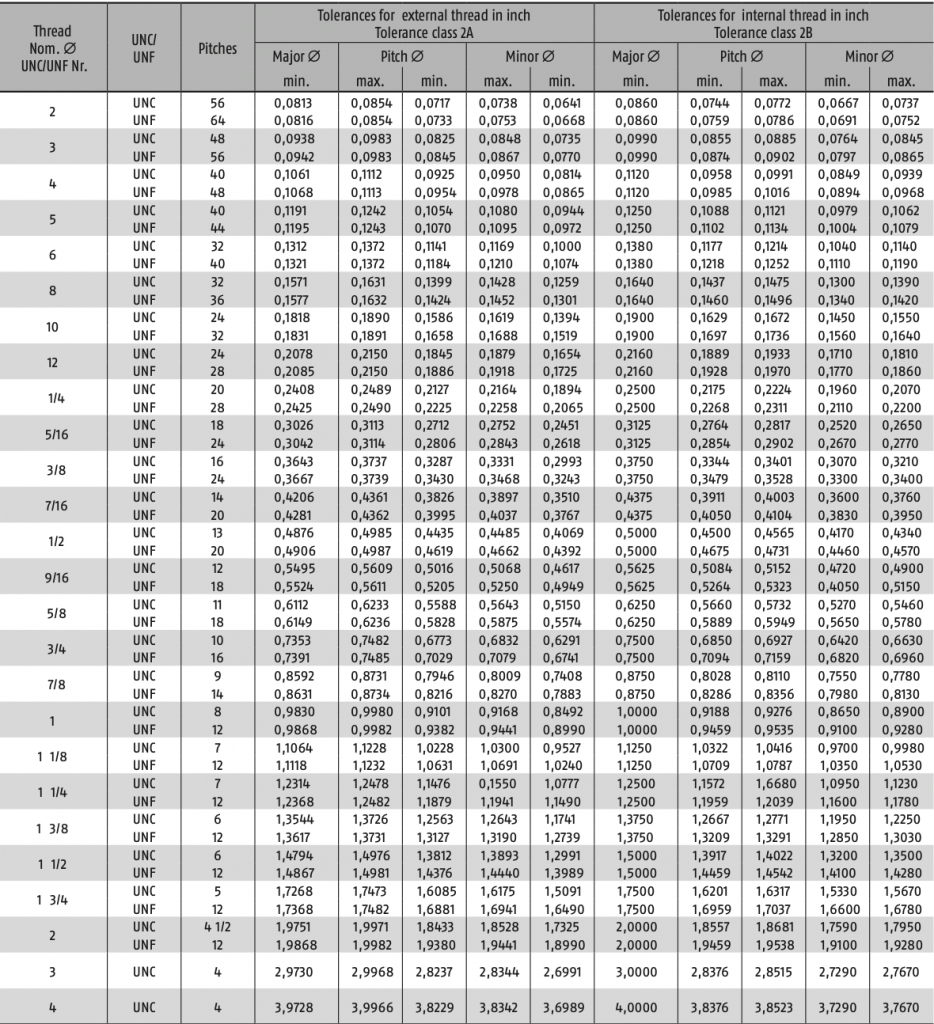
Точность и поле допуска метрической резьбы
| Класс точности | Поле допуска для резьбы | ||||||
|---|---|---|---|---|---|---|---|
| наружной: болт, винт, шпилька | внутренней: гайка | ||||||
| Точный | 4g | 4h | 4H | 5H | |||
| Средний | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубый | 8g | 8h | 7G | 7H |
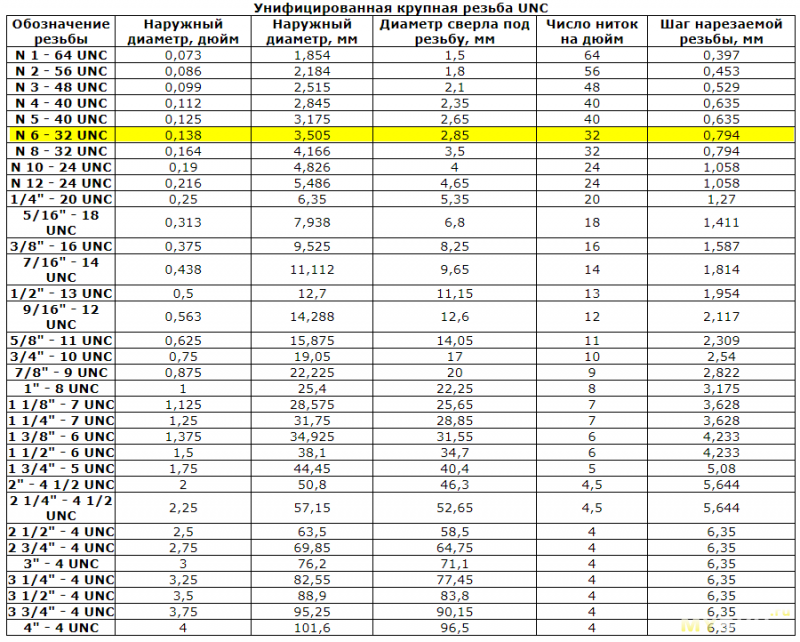
Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
| Размер в дюймах | Размер в мм | Шаг ниток / дюйм |
|---|---|---|
| UNC № 1 | 1.854 | 64 |
| UNC № 2 | 2.184 | 56 |
| UNC № 3 | 2.515 | 48 |
| UNC № 4 | 2.845 | 40 |
| UNC № 5 | 3.175 | 40 |
| UNC № 6 | 3.505 | 32 |
| UNC № 8 | 4.166 | 32 |
| UNC № 10 | 4.826 | 24 |
| UNC № 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1″ | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2″ | 50.8 | 4 1/2 |
- На болтах, шпильках, винтах, штифтах и на разных других цилиндрических деталях нарезают наружную резьбу;
- В фасонных частях, гайках, во фланцах, в пробках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.
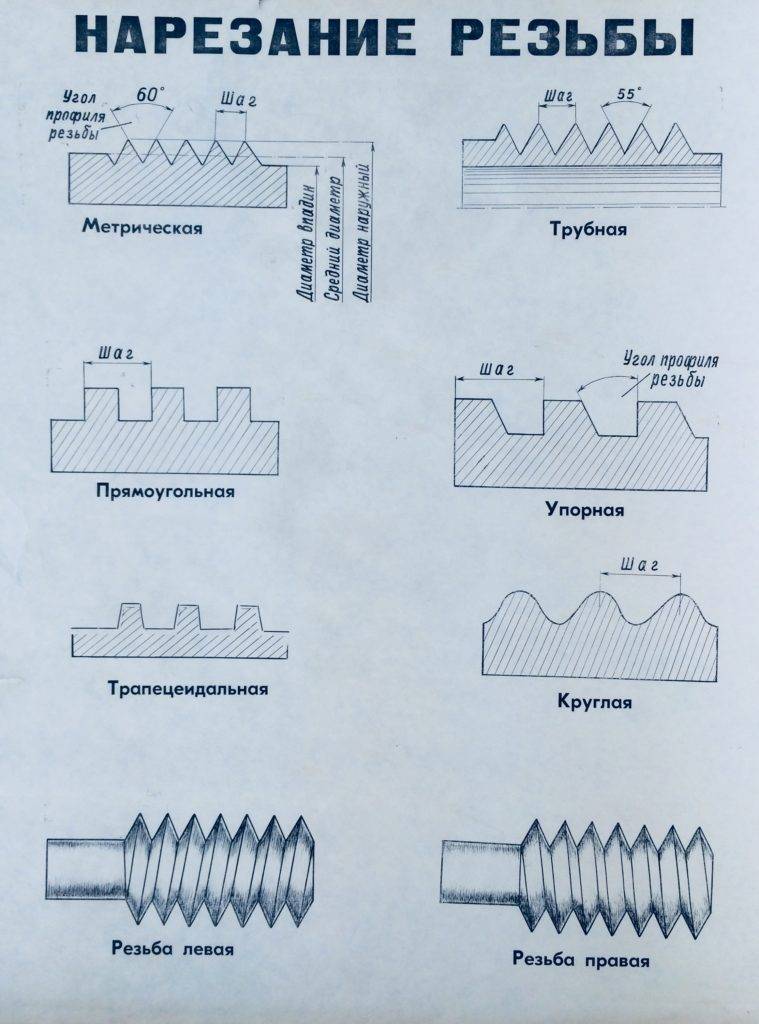
Основные элементы резьб представлены на рис. 3 К ним относятся следующие элементы:
- шаг резьбы – расстояние между вершинами или основаниями двух соседних витков;
- глубина резьбы – расстояние от вершины резьбы до ее основания;
- угол профиля резьбы – угол, заключенный между боковыми сторонами профиля в плоскости оси;
- наружный диаметр – наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы;
- внутренний диаметр – расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
Ещё о дюймовом крепеже:
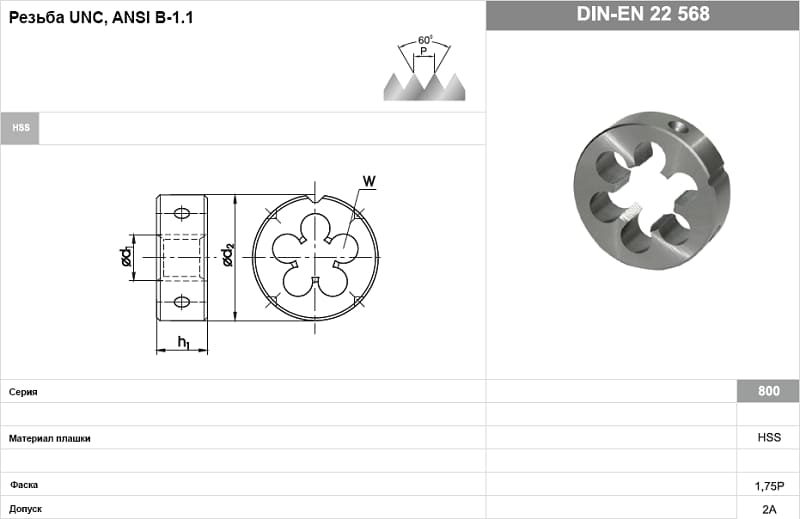
Конструкция инструмента
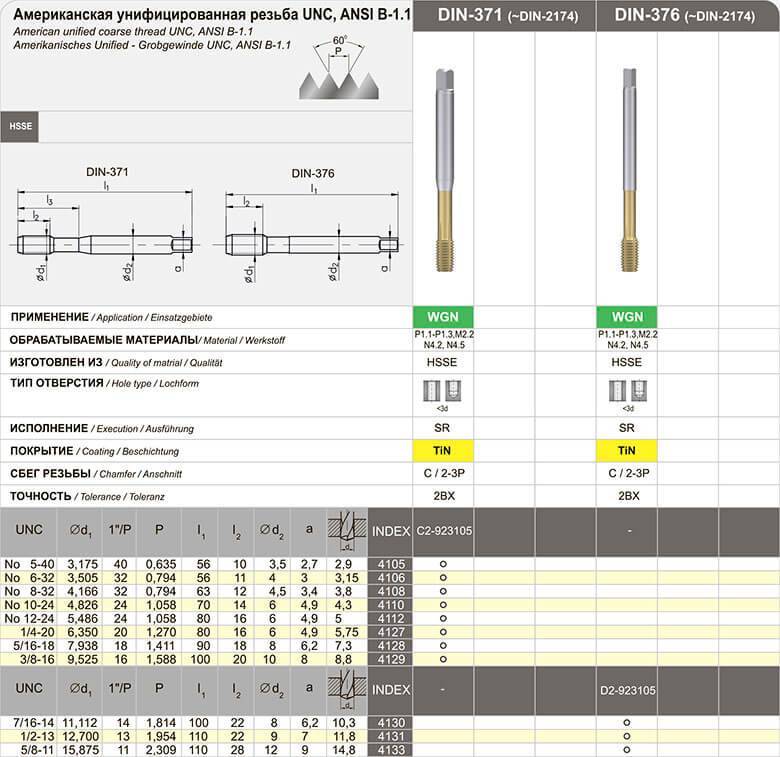
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов. Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава. Для ручного использования или установки в патрон имеется соответствующий хвостовик.
Достоинством инструмента является простота и технологичность конструкции, а также высокая точность нарезки и возможность работы за счет самоподачи. Сложностью является необходимость приложения больших сил резания и сил трения, трудности с удалением стружки.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.
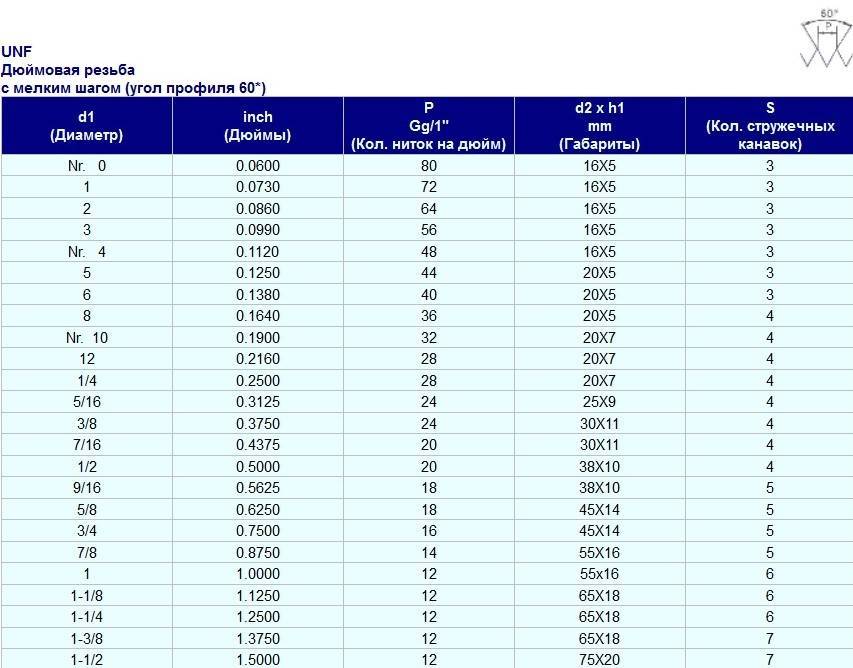
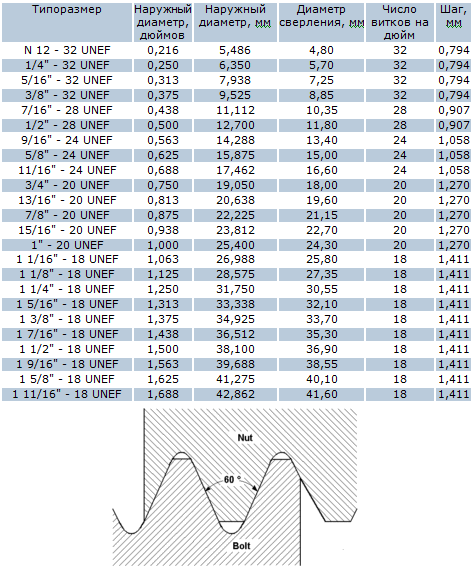
Американская резьба с мелким шагом – UNF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Дюймовая резьба — таблица, размеры, виды
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века.
Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм.
Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено.
Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба.
Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Это интересно: Коэффициент теплопроводности меди: что такое теплопроводность. Какая теплопроводность у меди
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
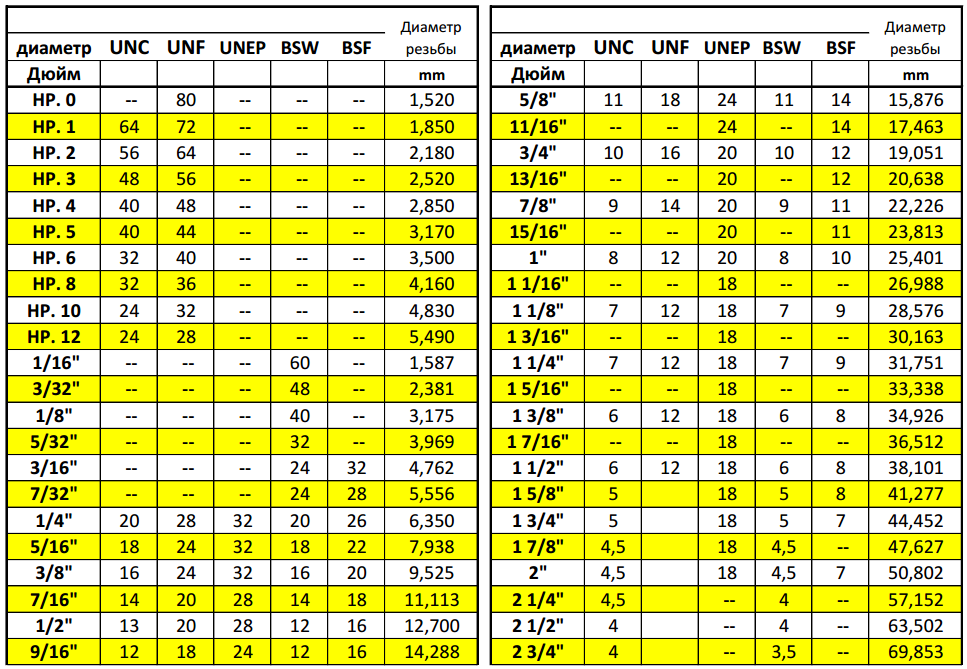
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.

Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу. Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того, как ознакомитесь со статьей, можете прочитать про наши товары. уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Диаметр отверстия под резьбу / Tap drill sizes
Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента
Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента _ Макс. Внутренний Сверло Сверло Шаг Диам. Диам. Диам. M mm Дюйм 1.6 0.35 1.321 1.25 3/64 1.8 0.35 1.521 1.45 54 2 0.4 1.679 1.6 1/16 2.2 0.45 1.833 1.75 50 2.5 0.45 2.138 2.05 46 3 0.5 2.599 2.5 40 3.5 0.6 3.010 2.9 33 4 0.7 3.422 3.3 30 4.5 0.75 3.878 3.8 27 5 0.8 4.334 4.2 19 6 1 5.153 5 9 7 1 6.153 6 15/64 8 1.25 6.912 6.8 H 9 1.25 7.912 7.8 5/16 10 1.5 8.676 8.5 Q 11 1.5 9.676 9.5 3/8 12 1.75 10.441 10.3 Y 14 2 12.210 12 15/32 16 2 14.210 14 35/64 18 2.5 15.744 15.5 39/64 20 2.5 17.744 17.5 11/16 22 2.5 19.744 19.5 49/64 24 3 21.252 21 53/64 27 3 24.252 24 61/64 30 3.5 26.771 26.5 1.3/64 33 3.5 29.771 29.5 1.5/32 36 4 32.270 32 1.1/4 39 4 35.270 35 1.3/8 42 4.2 37.799 37.5 45 4.5 40.799 40.5 48 5 43.297 43 52 5 47.297 47 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) РЕКОМЕНДУЕМЫЕ ДИАМЕТРЫ ПРИ СВЕРЛЕНИИ СВЕРЛАМИ СЕРИЙ ADX И CDX В таблицах приведены диаметры для обычных стандартных сверл. При сверлении современными сверлами, такими как Dormer ADX и CDX, получается отверстие меньшего диаметра и более точной формы, поэтому для предотвращения поломки метчика следует использовать сверло большего диаметра. См. маленькую таблицу справа. Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Сверло МЕТЧИК Макс. Сверло Внутренний Внутренний Диам. Диам. Диам. Диам. Диам. MF mm Дюйм MF mm 3×0.35 2.721 2.65 37 25X1 24.153 24 3.5×0.35 3.221 3.2 1/8 25X1.5 23.676 23.5 4×0.5 3.599 3.5 29 25×2 23.210 23 5×0.5 4.599 4.5 16 26×1.5 24.676 24.5 5.5×0.50 5.099 5 9 27×1.5 25.676 25.5 6×0.75 5.378 5.3 5 27×2 25.210 25 7×0.75 6.378 6.3 D 28×1.5 26.676 26.5 8×0.75 7.378 7.3 9/32 28×2 26.210 26 8×1 7.153 7 J 30×1.5 28.676 28.5 9×1 8.153 8 O 30×2 28.210 28 10×0.75 9.378 9.3 U 32×1.5 30.676 30.5 10×1 9.153 9 T 32×2 30.210 30 10×1.25 8.912 .8 8 11/32 33×2 31.210 31 11×1 10.153 10 X 35×1.5 33.676 33.5 12×1 11.153 11 7/16 36×1.5 34.676 34.5 12×1.25 10.912 10.8 27/64 36×2 34.210 34 12×1.5 10.676 10.5 Z 36×3 33.252 33 14×1 13.153 13 17/32 38×1.5 36.676 36.5 14×1.25 12.912 12.8 1/2 39×3 36.252 36 14×1.5 12.676 12.5 31/64 40×1.5 38.676 38.5 15×1 14.153 14 35/64 40×2 38.210 38 15×1.5 13.676 13.5 17/32 40×3 37.252 37 16×1 15.153 15 19/32 42×1.5 40.676 40.5 16×1.5 14.676 14.5 9/16 42×2 40.210 40 18X1 17.153 17 43/64 42×3 39.252 39 18X1.5 16.676 16.5 41/64 45×1.5 43.676 43.5 18X2 16.210 16 5/8 45X2 43.210 43 20X1 19.153 19 3/4 45X3 45.252 42 20X1.5 18.676 18.5 47/64 48X1.5 46.676 46.5 20X2 18.210 18 45/64 48X2 46.210 46 22X1 21.153 21 53/64 48X3 45.252 45 22X1.5 20.676 20.5 13/16 50X1.5 48.686 48.2 22X2 20.210 20 25/32 50X2 48.210 48 24X1 23.153 23 29/32 50X3 47.252 47 24X1.5 22.676 22.5 7/8 24X2 22.210 22 55/64 Метрическая резьба с крупным шагом согл. ISO для сверл ADX/CDX МЕТЧИК Сверло МЕТЧИК Сверло Шаг Диам. Шаг Диам. M mm M mm 4 0.70 3.40 10 1.50 8.70 5 0.80 4.30 12 1.75 10.40 6 1.00 5.10 14 2.00 12.25 8 1.25 6.90 16 2.00 14.25 76 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Диаметр сверла может быть рассчитан из: D = D — P Метрическая резьба с крупным шагом согл. ISO МЕТЧИК
Маркировка
Обозначение рассматриваемой резьбы включает буквенное указание, отражающий тип (UNC), и цифровой индекс, обозначающий диаметр (в дюймах). В некоторых случаях используются дополнительные обозначения. Они могут отражать шаг (через тире) и направление. Для небольших вариантов (менее 1/4’’) применяют особые маркировки. Это обусловлено их затрудненным измерением. Обозначения включают номера (от 0 до 12) и частоту витков (через тире). Для примера можно рассмотреть 1/4” – 20UNСх2 1/2”.
- 1/4 – диаметр (в данном случае наружное значение равно 6,35 мм, внутреннее – 5,35 мм).
- 20 – частота витков.
- UNC – тип.
- 2 1/2’’ – длина болта.
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели





