

Интрузионный
Название восходит к латинскому слову intrusio – вталкивать, вдавливать. В основе техпроцесса лежит разогрев и расплавление пластмассовых гранул в шнековом механизме, сопровождающийся перемешиванием и гомогенизацией в случае использования разных компонентов. Затем жидкий расплав предварительно вводится в полость пресс-формы и далее, создаётся и выдерживается давление, в процессе которого подаётся дополнительное количество до полного заполнения объёма.
На входе в пресс состав соприкасается со стенками, охлаждается и начинает застывать. Поэтому технология применяется преимущественно для изготовления отливок без сложных, тонких элементов.
Интрузионная технология применяется самостоятельно или в комбинации с инжекционной.
Изготовление машинки для ощипывания гусей в домашних условиях
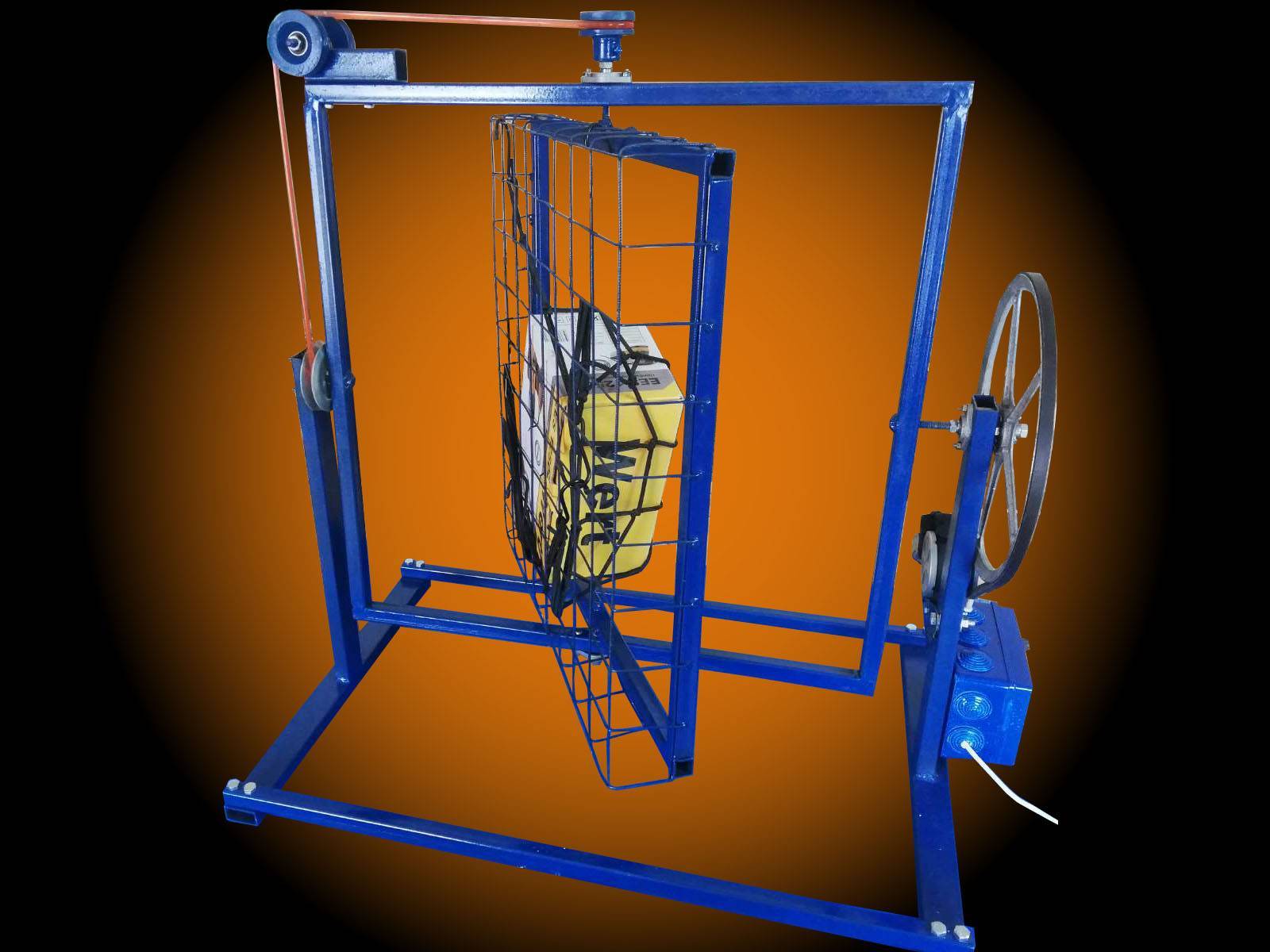
Самодельная перощипальная машинка собрана из резервуара и резиновых деталей, размещенных по ее внутренней поверхности. Эти детали называют бильными пальцами — именно они являются главной деталью приспособления. Сделать самому эти ребристые элементы невозможно — их следует купить. Одна курощипалка может содержать до 120 бильных пальцев. Стоимость их немаленькая — в среднем 20–40 рублей за штуку. Однако это единственная крупная трата, которую предстоит понести при создании самоделки из старой стиральной машинки. Все остальное можно будет найти в хозяйстве — перощипалка, собранная своими руками, недорого вам обойдется. Зато результат отличный: возню с ощипыванием заменит электромеханическая установка.
При покупке бильных пальцев учитывайте размер ощипываемых тушек. Билы для перепелов не подойдут для гусей, бройлеров и другой, более крупной живности.
Для приготовления устройства понадобится:
- столик из профильной трубы 50×50×50 см;
- лист металла толщиной 3 мм и размером 50×50 см
- автомобильная помпа и шкив (от ВАЗ 2101);
- электродвигатель с пусковым механизмом мощностью 600–1000 Вт;
- рабочий барабан — можно использовать эмалированную кастрюлю на 20–40 литров либо старый бак от стиральной машины;
- упаковка бильных пальцев (20–50 шт.);
- упаковка болтов с гайками 10×50 мм;
- система ременной передачи.
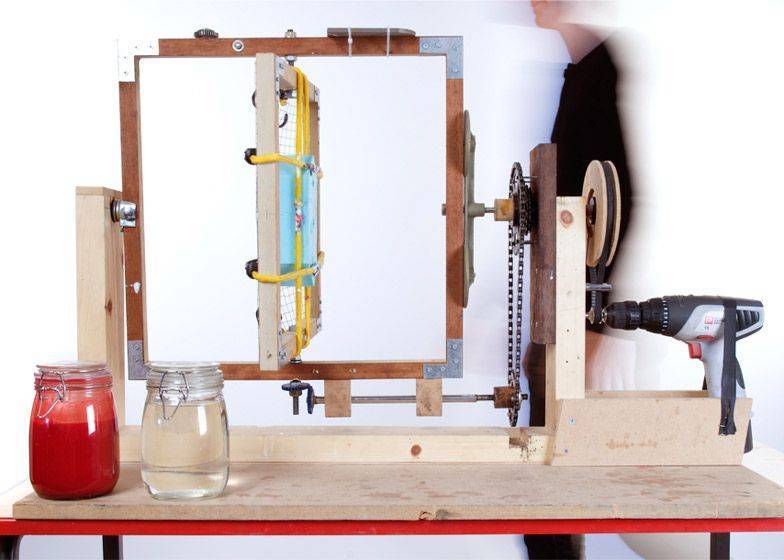
Важно! Если агрегат изготовляется для небольшой домашней фермы, для снижения затрат электродвигатель можно заменить на дрель средней мощности. Однако при этом нужно обязательно изготовить переходник между дрелью и рабочими механизмами

Основные этапы изготовления устройства:
- Закрепите на столике металлическую пластину при помощи сварки либо болтовых соединений.
- По центру пластины проделай отверстие на 5–10 мм в диаметре шире, нежели размеры шкива.
- Соедините между собой болтами шкив и автомобильную помпу, а затем движущейся стороной вверх закрепите их болтами к столику.
- Отрежьте дно барабана, на полученном диске закрепите бильные пальцы с расстоянием между ними в 5–10 см.
- Проделайте отверстие 10×15 см в нижней стороне барабана, а затем установите бильные пальцы с шагом в 5–10 см на его стенках.
- Закрепите барабан над шкивом с помпой ровно по центру, при этом боковое отверстие должно обязательно находиться в нижней части.
- При помощи болтов прикрепите к шкиву диск с бильными пальцами.
- Установите во внутренней части столика двигатель и кнопку пуска.
- Соедините ременную систему с помпой — теперь конструкция готова.
Знаете ли вы? Принцип преобразования электрической энергии в механическую присущ многим бактериям. Благодаря цепочке из нескольких белковых молекул они способны трансформировать энергию, возникающую при движении протонов, во вращение жгутика, используемого для перемещения.
Из чего делать перощипалку?
Принцип работы:
- В емкость кладется тушка курицы, предварительно ошпаренная кипятком.
- Птицещипалка включается в электросеть.
- После включения начинается вращение днища. Тушка, подскакивая, ударяется о ребристые резиновые пальцы. Перья слетают с нее.
- В итоге — почти идеально ощипанная курица, утка, гусь и так далее. Остается только убрать мелкие перышки на лапах.
Прежде чем собирать устройство, составьте его чертежи — они помогут вам учесть и рассчитать все нюансы конструкции. Какие стиралки могут пригодиться? Любая стиральная машинка-автомат либо полуавтомат, удовлетворяющая таким условиям:
- она должна быть рабочей;
- с вертикальной загрузкой.
В качестве «сырья» для птицещипалки подойдут такие стиральные машинки, как «Ока», «Фея», «Малютка». Не переживайте — тушка в перощипалке не повредится и не потеряет товарный вид: резиновые пальцы достаточно мягкие и не принесут вреда.
Сборка машинки для удаления перьев состоит из нескольких этапов. Сначала достают из корпуса стиральной машины двигатель
Важно учесть такой момент: когда аппарат будет работать, в резервуар станет подаваться вода. Так как в днище придется делать отверстия — под билы, то вода, стекая вниз, попадет на двигатель
Это надо предотвратить. Выполняют такие действия:
- Снимают дно и извлекают двигатель.
- Снимают активатор с приводом.
- Достают всю электрическую «начинку».
- На насадку для душа надевают резиновый шланг — понадобятся позже.
Рассмотрим далее порядок сборки поэтапно.
Барабан в птицещипалке должен вращаться в одну сторону. Если в стиральном аппарате он вращается поочередно в разные стороны, следует перенастроить его работу на правильный режим. Как это сделать? Отсоедините корпус и дно и подсоедините провода в нужном порядке. Концы проводков соединяют с сетевым шнуром. У стиралки есть шланг. В птицещипалке он не нужен, поэтому его отрезают. Отверстие замазывают герметиком.
Создание отверстий
Когда шланг убран, а провода переставлены, приступают к соединению днища конструкции с корпусом. С барабана снимают винт и заглушку. Затем, демонтировав его, приступают к созданию аппарата, оснащенного «пальцами» — нужно приделать ребристые элементы. Порядок действий:
- Отверстия сверлят дрелью. Понадобится особое сверло — ступенчатого типа. Габариты отверстий зависят от бил — их делают на 3–4 мм меньше, для усиления крепления.
- Когда щипалка крутится, из нее должны выходить наружу перья и вода. Для этого между дыр для бил делают дополнительные дыры — покрупнее. Внизу ставят какую-нибудь посудину, чтобы принимать стоки.
- Для облегчения монтажа резиновых «щупалец», дырки под них намазывают машинным маслом.
- Чтобы защитить двигатель от попадания жидкости, изготавливают специальный защитный корпус. Его делают из пластиковой емкости.
Сборка
- Стальной уголок используют для создания опоры под мотор.
- Подключают двигатель к 220 В.
- Из уголка варят металлический каркас — корпус аппарата должен находиться на расстоянии от земли.
- Устанавливают шкивы — их берут также из стиралки. Малый разместится на валу мотора, большой — на валу активатора.
- Сообщение шкивов выполняют посредством ремня — чтобы двигатель передавал на активатор движение и днище курощипалки вращалось.
- Проверяют прочность крепления корпуса и мотора — они будут испытывать сильные вибрации и, если крепеж ненадежный, могут попросту отлететь.
Предлагаем ознакомиться Рецепты зелёных помидор быстрого приготовления
На этом сборка закончена. Осталось только установить шланг с насадкой для душа, подготовленный заранее, на край резервуара — для полива тушек водой.










Распространенное использование для литья под давлением
Литье под давлением обычно используется для изготовления больших объемов нестандартных пластиковых деталей. Большие термопластавтоматы могут формовать детали автомобилей. Оборудование меньшего размера может производить очень точные пластиковые детали для хирургических операций. Кроме того, существует множество типов пластических смол и добавок, которые можно использовать в процессе литья под давлением, что увеличивает его гибкость для дизайнеров и инженеров.
Формы для литья под давлением, которые обычно изготавливаются из стали или алюминия, имеют высокую стоимость. Однако стоимость одной детали очень экономична, если вам нужно несколько тысяч деталей в год.
При литье под давлением на оснастку обычно уходит 12–16 недель, а на производство еще до четырех недель.
Выдувное формование
Выдувное формование – это метод изготовления полых тонкостенных пластиковых деталей на заказ. Он в основном используется для изготовления изделий с однородной толщиной стенок и там, где важна форма. Процесс основан на том же принципе, что и выдувание стекла.
Выдувные машины нагревают пластик и впрыскивают воздух, надувая горячий пластик, как воздушный шар. Пластик выдувается в форму и по мере расширения прижимается к стенкам формы, принимая ее форму. После того, как пластиковый «баллон» заполнит форму, он охлаждается и затвердевает, и деталь выталкивается. Весь процесс занимает менее двух минут, поэтому в среднем за 12 часов в день можно произвести около 1440 изделий.
Распространенное применение выдувного формования
Процесс выдувного формования в большинстве случаев используется для изготовления бутылок, пластиковых бочек и топливных баков. Если вам нужно сто тысяч пластиковых бутылок, этот процесс для вас. Выдувное формование является быстрым и экономичным, поскольку сама форма стоит меньше, чем литье под давлением, но больше, чем ротационное формование иногда в 6-7 раз дороже, чем инструмент для роторного формования.
Компрессионное формование
Нагретый пластик помещают на одну половину нагретой формы, а затем прессуют второй половинкой. Обычно пластик поставляется в листах, но может быть и другой формы. После того, как пластик получил нужную форму, форму и саму деталь охлаждают, обрезают и извлекают из формы.
Распространенное использование компрессионного формования
Лучшее применение компрессионного формования – замена металлических деталей пластиковыми. В основном данная технология используется для мелких деталей и продуктов в очень больших объемах. В автомобильной промышленности широко используется компрессионное формование, поскольку конечные продукты очень прочны и долговечны.
Первоначальная стоимость пресс-формы довольно велика и зависит, среди прочего, от нескольких факторов, включая количество полостей, размер и сложность деталей. Но стоимость каждой отдельной детали низка на больших объемах производства.
Экструзионное формование
Экструзионное формование аналогично литью под давлением, за исключением того, что получают длинную непрерывную форму. Еще одно отличие экструзионного формования заключается в том, что в этом процессе используется «штамп», а не «пресс-форма».
Экструдированные детали изготавливаются путем выдавливания горячего сырья через специальный штамп.
В то время как другие формы формования используют экструзию для получения пластиковых смол в пресс-форме, в этом процессе расплавленный пластик экструдируется непосредственно в пресс-форму.
Распространенное использование экструзионного формования
Детали из экструзии имеют фиксированный профиль поперечного сечения. Примеры экструдированных продуктов включают трубы из ПВХ, соломинки и шланги. Детали не обязательно должны быть круглыми, но они должны иметь одинаковую форму по длине детали.
Стоимость экструзионного формования относительно невысока по сравнению с другими процессами формования из-за простоты штампа и самих машин.
Однако природа процесса экструзионного формования ограничивает виды продуктов, которые могут быть изготовлены с помощью этой технологии.
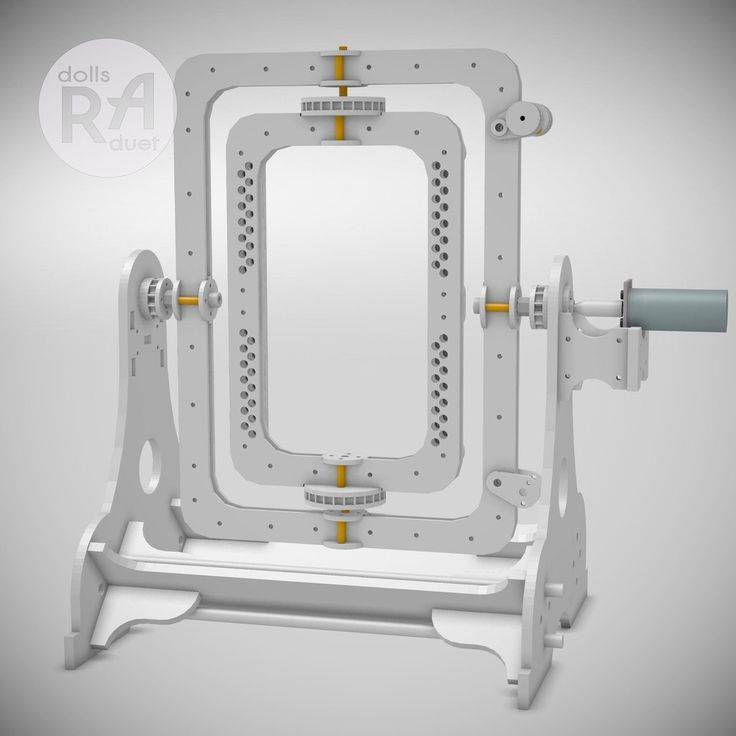
Какая бывает конструкция?
- Центрифуга. Используется круглая емкость с отверстием для загрузки тушек. Билы, расположенные на дне и боках бочки, убирают перья во время вращения днища. По ходу работы в емкость поступает вода, чтобы усилить продуктивность процесса. Такая конструкция подойдет для некрупной живности — не больше утки.
- Барабан. Используется барабан с «щупальцами» — его вращает мотор. Тушку просто подносят к вращающемуся барабану и прижимают. Этот вариант удобен для большой птицы.
- Электрический инструмент. Эта машинка с насадкой практически не требует вложений. На вращающийся инструмент надевают насадку с «щупальцами». Его подносят к ошпаренной тушке. Недостаток этого варианта — быстро устают руки.
При использовании первого варианта — центрифуги, можно ощипать 30 кур.
Производственный процесс
Процесс ротационного формования представляет собой процесс пластического формования при высоких температурах и низком давлении, в котором используется тепло и двухосное вращение (то есть угловое вращение по двум осям) для производства полых цельных деталей. Критики процесса указывают на его длительное время цикла – обычно может происходить только один или два цикла в час, в отличие от других процессов, таких как литье под давлением, где детали могут быть изготовлены за несколько секунд. У этого процесса есть явные преимущества. Изготовление больших полых деталей, таких как масляные баки, с помощью ротационного формования намного проще, чем с помощью любого другого метода. Ротационные формы значительно дешевле других форм. При использовании этого процесса расходуется очень мало материала, а излишки материала часто можно использовать повторно, что делает его очень экономичным и экологически безопасным производственным процессом.
Разгрузка формованного полиэтиленового бака в челночной машине
Процесс ротационного формования
Процесс ротационного формования состоит из четырех отдельных этапов:
- Загрузка отмеренного количества полимер (обычно в виде порошка) в форму.
- Нагревание формы в печи при ее вращении до тех пор, пока весь полимер не расплавится и не пристанет к стенке формы. Полая часть должна вращаться по двум или более осям, вращаясь с разной скоростью, чтобы избежать накопления полимерного порошка. Время, в течение которого пресс-форма находится в печи, имеет решающее значение: слишком долго, полимер разрушится, что снизит ударную вязкость. Если форма находится в духовке слишком мало времени, расплав полимера может быть неполным. Зерна полимера не успеют полностью расплавиться и слипнуться на стенке формы, что приведет к образованию больших пузырьков в полимере. Это отрицательно сказывается на механических свойствах готового продукта.
- Охлаждение формы, обычно вентилятором. Этот этап цикла может быть довольно продолжительным. Полимер необходимо охладить, чтобы он затвердел и оператор мог безопасно обращаться с ним. Обычно это занимает десятки минут. Деталь сядет при охлаждении, выйдя из формы и облегчая извлечение детали. Скорость охлаждения должна поддерживаться в определенном диапазоне. Очень быстрое охлаждение (например, разбрызгивание воды) приведет к неконтролируемому охлаждению и усадке, что приведет к деформации детали.
- Удаление детали.
Последние улучшения
До недавнего времени процесс в значительной степени полагался как на метод проб и ошибок, так и на опыт оператора, чтобы определить, когда деталь следует вынуть из печи, а когда она достаточно остыла, чтобы вынуть ее из формы. В последние годы технология усовершенствовалась, позволяя контролировать температуру воздуха в форме, избавляясь от многих догадок из процесса.
Большая часть текущих исследований направлена на сокращение времени цикла, а также улучшение качества деталей. Наиболее перспективным направлением является герметизация форм. Хорошо известно, что приложение небольшого давления внутри формы в нужной точке фазы нагрева ускоряет коалесценцию частиц полимера во время плавления, создавая деталь с меньшим количеством пузырьков за меньшее время, чем при атмосферное давление. Это давление задерживает отделение детали от стенки формы из-за усадки во время фазы охлаждения, способствуя охлаждению детали. Основным недостатком этого является опасность для оператора взрыва части, находящейся под давлением. Это предотвратило широкомасштабное внедрение нагнетания пресс-формы производителями центробежного формования.
Оборудование для ротационного литья
В работе используют несколько вариантов ротационных машин.
Однопозиционные ротационные машины
К машинам данного класса относят те, у которых есть один ротор, размещаемый конкретно в термической камере. Делают модели, которые могут передвигаться совместно с ротором из зоны нагрева, в территорию охлаждения.
Двухпозиционные машины
Очень эффектными машинами считают двухпозиционные агрегаты. В конструкцию входят два независимых один от одного ротора, по очереди перемещающиеся от камеры нагрева в территорию охлаждения и обратно.
Двухпозиционные ротационная машины
Другими словами, пока на одном роторе происходит нагрев и формование изделия, на другом происходит охлаждение и съем детали.
Роль форточки
Каждая форма оснащена как минимум одним вентиляционным отверстием.
Вентиляционное отверстие предназначено для поддержания баланса давления внутри формы. При нагревании вентиляционное отверстие выводит газовую атмосферу за пределы формы. При охлаждении воздух попадает в форму и, таким образом, предотвращает депрессию детали. Забитое вентиляционное отверстие может вызвать пузырение детали на стыковых поверхностях. Во время охлаждения заблокированное вентиляционное отверстие может вызвать поверхностные пузыри на разделительных поверхностях, а также вызвать деформацию из-за разрушения стенок детали под вакуумом. Вогнутые стенки показывают отсутствие давления внутри детали во время охлаждения. Поддержание хорошего состояния вентиляционных отверстий осуществляется в каждом цикле при разгрузке формованной детали перед закрытием формы, в которую повторно загружается сырье. Положение вентиляционного отверстия предпочтительно центрируется на той части детали, которая будет подвергаться трансформации перед использованием. Поскольку вентиляционное отверстие центрировано относительно обрабатываемой детали, его отпечаток может использоваться для центрирования или направления инструмента трансформации. Длину вентиляционного отверстия выбирают таким образом, чтобы он располагался в центре комнаты, не соприкасаясь с противоположной стеной, и имел достаточную длину, чтобы пересечь волну, образованную расплавленным материалом. Слишком короткое вентиляционное отверстие рискует не выполнять свою роль при затвердевании материала, что, таким образом, будет препятствовать ему.








Виды перосъемных машин
Ознакомьтесь также с этими статьями
- Лучшие породы кроликов
- Порода кур Шейвер Браун
- Сорт смородины Уральская красавица
- Рецепты маринованных зеленых помидоров
Так как перосъемные машины требуются и на больших предприятиях и в малых, частных хозяйствах, было изобретено несколько разновидностей аппарата. Они могут отличаться габаритами, функциями, методикой работы.
- Центрифужный тип – это автономная машина. Она работает самостоятельно, без человека. В нее поступают тушки, она их ощипывает, и затем они выходят из агрегата уже ощипанные. Такие машины используются на больших предприятиях.
- Станочный аппарат также популярен на больших фермах и предприятиях, но для его работы необходим оператор.
- Бытовая перосъемная машина – это небольшой, передвижной аппарат. Его удобно использовать на малых частных угодьях.
Кроме того, перосъемные машины можно классифицировать по мощности, размеру, расположению «пальцев»
При выборе необходимо, прежде всего, обращать внимание на размер барабана – для какой птицы он предназначен. Небольшие агрегаты обычно используются для кур, уток, перепелов. А более крупные модели подходят для гусей, для бройлера
Есть также машины для больших видов птиц, например, для индейки
А более крупные модели подходят для гусей, для бройлера. Есть также машины для больших видов птиц, например, для индейки.
Разновидности пластикации
Пластикация, то есть расплавление полимерного материала под давлением, во мно¬гом определяет качество изделия. Различают червячную пластикацию и поршневую
Червячные пластикаторы имеют высокую производительность, обеспечивают отличную гомогенизацию расплава, что особенно важно при использовании дробленки или суперконцентрата, и поэтому имеют наибольшее распространение. Поршневые пластикаторы используются значительно реже, поскольку они не обладают перечисленными выше качествами
Но и они не без достоинств, среди которых: способность обеспечивать высокую скорость инжекции расплава в форму, возможность реализовывать эффект мрамора или, если необходимо, яшмы, пластикацией смеси разных по цвету пластмасс.
Иногда применяют раздельную пластикацию, при которой полимер сначала поступает из бункера в вышеуказанный червячный предпластикатор, приготавливающий расплав, а затем через регулирующий кран расплав направляется в поршневой пластикатор, осуществляющий дозирование и высокоскоростную инжекцию в форму. Заметим, что такое нехитрое изделие как расческа, наиболее эффективно производится на литьевых машинах с раздельной червячно-поршневой пластикацией.
На этапе пластикации основными технологическими параметрами являются: температура расплава по длине цилиндрической части материального цилиндра, температура сопла, установленного на выходе из материального цилиндра, скорость вращения червяка и величина противодавления при его отходе.
Подробнее о технологии литья пластика
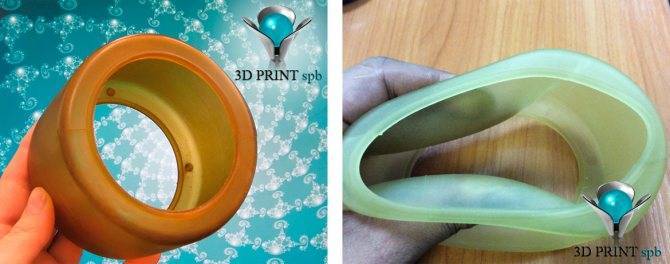
Большой выбор полиуретановых смол, позволяет литейщикам подобрать для заказчика максимально подходящий по физическим и механическим свойствам материал. Как правило, в процессе литья все полиуретановые смолы можно подкрасить пигментом, тем самым литейщик может получать на выходе качественное «цветное» изделие, ну а заказчик – качественный продукт.
Для создания качественной силиконовой литьевой формы необходимо:
- Качественный прототип Качественный силикон с высокими показателями того что необходимо заказчику. (Это может быть и показатели на разрыв увеличение или уменьшение количества отливок, мягкость силикона влияет на то какая сложная деталь будет отливаться и т.д.)
- Вакуумная камера для дегазации силикона Зачем делать дегазацию? Если залить прототип не дегазированным силиконом то пузыри образованные при перемешивании могут прилипнуть к поверхности прототипа, образовав ненужную полость. При заливе полиуретановым пластиком этот пузырь появится в виде нароста на отливке. Или возможен другой вариант. Пузырь не прилипает, а находится очень близко от поверхности прототипа и образовывается тонкая стенка между прототипом и пузырем. После 10 – 15 отливки стенка начинает деформироваться в сторону, где находится отливка, тем самым образуя на поверхности отливки раковины.
Ну, а теперь расскажу о подводных камнях которые могут вас подстерегать при заказе литья в силиконовую форму.
Миф:
- Силиконовая форма какая бы она не была крутая, даже качественные материалы не держат более 35 съемов. Этот показатель можно увеличить за счет обработки специальными аэрозолями, т.е. перед каждой заливкой полиуретана делать обработку силиконовой формы, и делать смазывание её определенными компонентами.
- В любой силикон можно заливать любой полиуретан. Это не так рекомендуется использовать полиуретаны и силиконы одного производителя. Об этом нужно уточнять при заказе. Почему? Химическая реакция она и есть химическая реакция, силикон не вечен, можно убить форму даже через 2 отливки.
- Силиконовые формы делают все кому не лень! Если так рассуждать то все делают но все тогда должны получать качественный продукт!
Доверяйтесь профессионалам, пусть ваша силиконовая форма будет дороже, но технологический процесс её изготовления не будет нарушен! Пусть ваша форма будет сделана из высококачественного силикона! Пусть прототип ваш будет высоко точным и качественным! Тогда Вы получите максимальные показатели по количеству отливок, вы получите максимально качественные отливки и все это в максимально короткие сроки.
Соинжекционное литье
Метод основан на подаче жидких пластических составляющих из нескольких инжекционных машин. В отличие от многолитниковой системы здесь впрыск разных смесей производится через одну точку. В зависимости от поставленных задач можно получать отливки с различными характеристиками. Для реализации требуется сложное оборудование с комбинированием инжекторных головок.
Способ совместного инъектирования можно разделить на подвиды:
* Многослойное. Разновидность заключается во впрыскивании в зону будущего изделия нескольких различных спецсмесей из двух или более инъекционных машин. Существуют многочисленные варианты сочетаний сырья. Это могу быть различающиеся, как по цвету, так и по прочим свойствам пластмассы. Например, наружные слои выполняются из прочных высококачественных полимеров, а внутренние – из более мягкой пластической массы, пенополистирола (пенопласта) или более дешёвого вторичного сырья.
Конкретные ингредиенты и цвет определяются требованиями, предъявляемыми к готовой продукции.
* Сэндвич-литьё. Этот подвид отличается тем, что виден только наружный слой пластика. Техпроцесс производится в 3 стадии. Сначала в штамповочное пространство впрыскивается состав No 1. Затем внутрь первого инжектируется No 2. В конце снова добавляется порция первоначальной пластических компонентов. Она закрывает вход, через который вводился вторая составляющая и окончательно запечатывает его, формируя наружный слой.
Технология также позволяет получать детали из нескольких видов сырья, преследуя цели от достижения специальных механических характеристик до утилизации продуктов вторичной переработки полимеров.
Полиуретаны
Бывают разной твердости, могут использоваться так же для литья бетона. Яркие цвета могут быть достигнуты добавлением пигментов.
Полиуретан – это пластичный материал, который существует в разных формах. Он может быть жестким или мягким и находит применение в самых разных областях, таких как: ролики и шины, детали для автомобилей, покрытиях и изоляции.







Также, полиуретан является эластомером, материалом, который после растяжения возвращается в свое исходное состояние. Полиуретан также устойчив к контакту с химическими жидкостями, маслами, ультрафиолетовыми лучами, бактериями и грибками.
Самый распространенный способ производства изделий из полиуретана – это литье. С его помощью изготавливаются такие продукты как втулки, манжеты, кольца, подшипники, самосмазывающиеся детали, запчасти подвески, уплотнительные элементы для гидравлических и пневматических механизмов.
В создании изделий из данного полимера методом литья применяются три технологии: ротационное литье, свободное литье в форму и литье под давлением.
Выбор формы для литья полиуретанов зависит от планируемого тирада изделий — в силиконовые формы мы выполняем периодическое, небольшое количество изделий, а в пресс-формы льем большие, ежемесячные тиражи.

Полиуретаны — это недорогой эластомер с выдающимися техническими характеристиками, которые сочетают в себе эксплуатационные преимущества высокотехнологичных пластиков, металлов и керамики, а также упругость и гибкость резины.
- Отливки из полиуретана стойкие к истиранию, упругие и устойчивы к маслам и жирам. Полиуретаны часто выбираются в тех случаях, когда речь идет о стойкости к механическому воздействию: растяжению, несущей нагрузки, ударам, разрывам, сжатию и долгопрочности.
- Литые полиуретаны — это прочные, эластичные материалы, которые долгое время могут сохранять первоначальную форму.
- Полиуретан не взаимодействует с другими материалами и поэтому его можно применять в связке со сталью, алюминием, стекловолокном и пластиком.
- Детали из полиуретана можно изготовить с различной твердостью по Шору.
- В отличие от пластика, полиуретан менее хрупкий, поэтому его предпочтительно выбирать при высоких нагрузках на производстве.

Разместить заказ на литье полиуретанов вы можете по электронной почтеВыбор силикона для формы
Силикон так же бывает разной твердости и подбирается в зависимости от технологии литья. Он может использоваться для формования абсолютно разных материалов от воска до бетона. Так же есть силикон для снятия форм с лица, рук и других частей тела человека.






