

Требования к инструментам применяемым при рубке металла
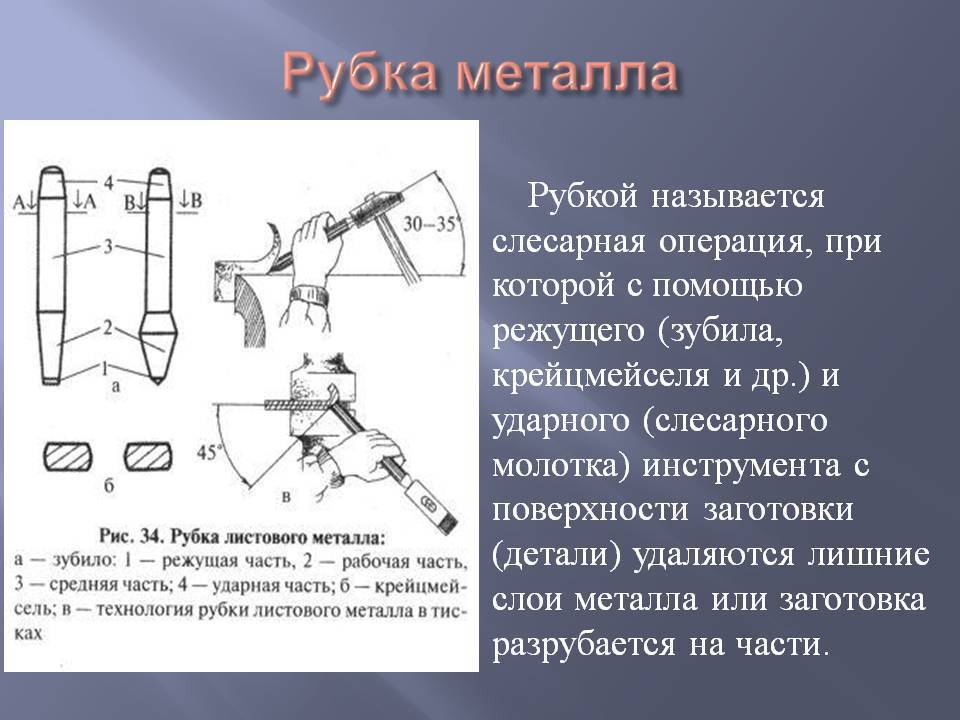
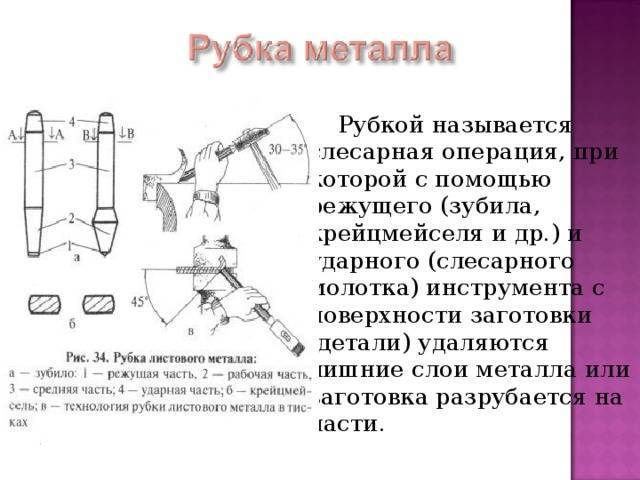
Рубкой называется слесарная операция, при которой с помощью режущего инструмента с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части. При современных способах обработки материала или заготовок рубка металла — подсобная операция.
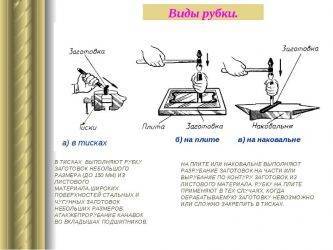
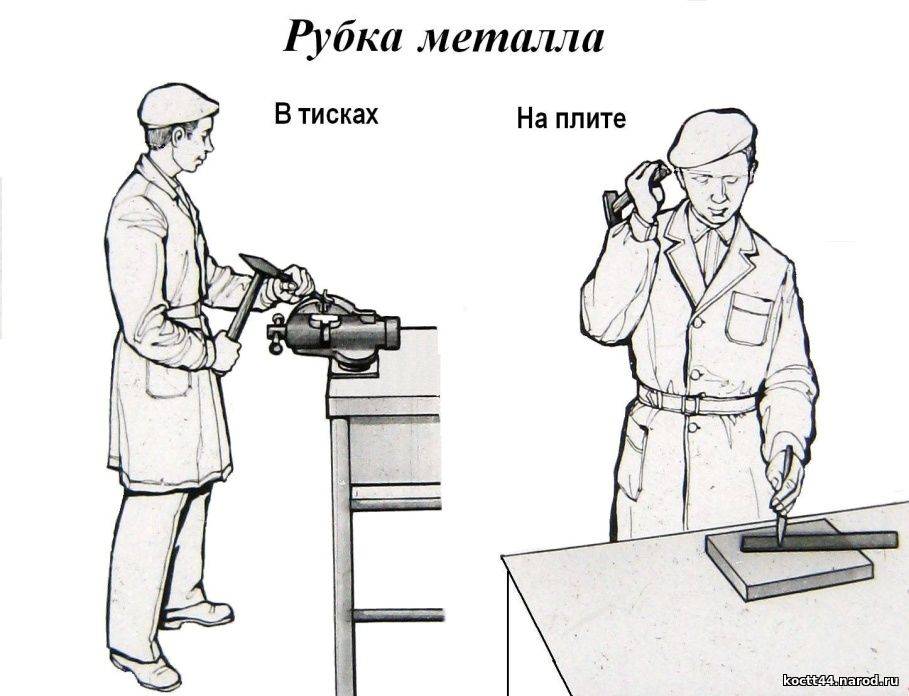
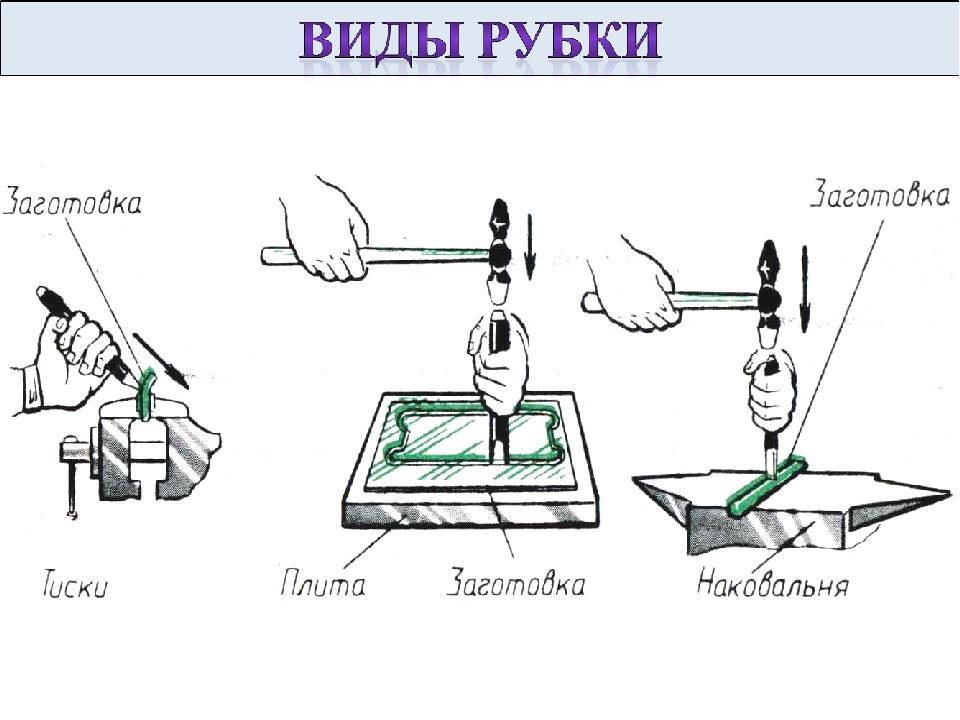
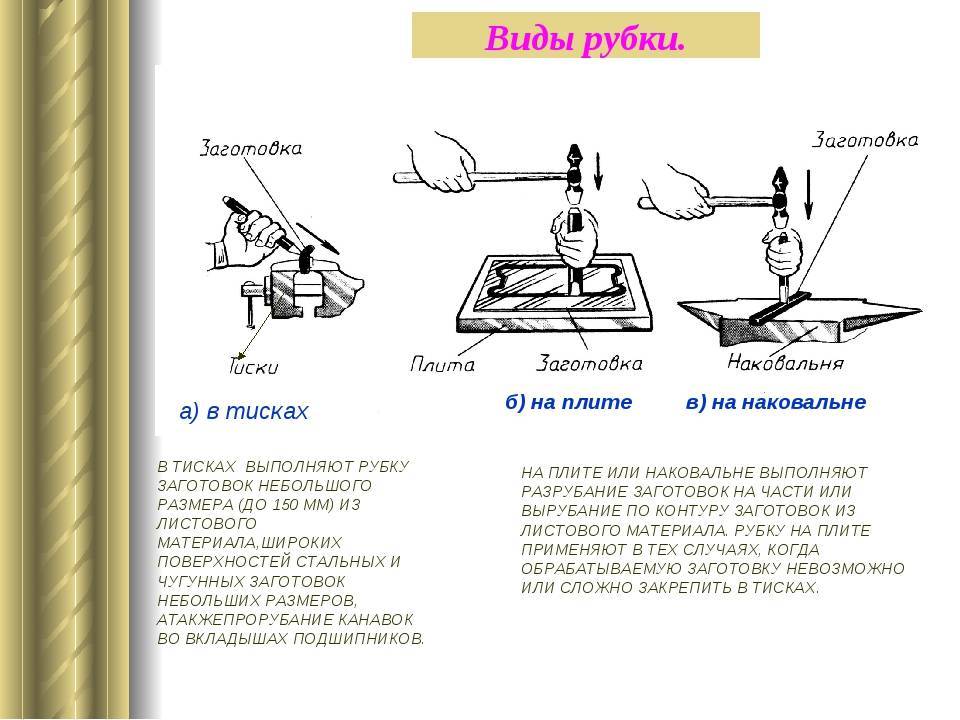
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. При горизонтальной рубке, производимой в тисках, заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально, под углом не более 5°С. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
Рис. 3. Тиски параллельные:
1 — червячный винт, 2, 3 — подвижная и неподвижная губки, 4 — поворотный круг,
5 — винт поворотного круга, 6 — нижняя плита
Тиски бывают параллельные (рис. 3)—чугунные со стальными закаленными накладными губками 2, 3 и стуловые (рис. 4)—стальные. Материал перерубают преимущественно в стуловых тисках, так как они прочнее параллельных. На параллельных тисках разрешается перерубать только тонкую сталь.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных 2 полос и прутков — на плите или наковальне.
Рис. 4. Тиски стуловые:
1 — рычаг, 2,3— подвижная и неподвижная губки, 4 — втулка, 5—пружина, 6— лапа, 7 — распорная втулка
Молотки с круглыми бойками применяют, когда требуется большая сила и меткость удара, а с квадратными— для более легких работ. Молотки изготовляют из инструментальной стали У7. Рабочие части молотка закаливают и отпускают. Молоток должен быть в исправном состоянии, без трещин, плен, раковин и других дефектов.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из древесины твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400—600 г равна 350 мм, массой 800 г —380—450 мм.
Рабочую часть зубила и крейцмейселя (рис. 5, е, г) закаливают на длину не менее 30 мм, а головку — слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
Рис. 5. Инструмент для рубки: а — Слесарный молоток с круглым бойком, б — слесарный молоток с квадратным бойком, в — слесарное зубило, г — крейцмейсель
Рис. 6. Заточка зубила на заточном станке: а — Приемы держания зубила при заточке, б — шаблон для проверки правильности угла заточки
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют креицмеисели длиной 150—175 мм с лезвием шириной 5—10 мм. Головки зубила и креицмеиселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали —60°, для рубки латуни, меди и цинка —45°, для рубки очень мягких металлов (алюминия, свинца) — 35—45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На рис. 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла,
голоса
Рейтинг статьи
Инструменты для рубки металла
Приемы рубки металла зависят от используемых инструментов и поставленных задач. Снятие верхнего слоя производится при помощи зубила и молотка. При этом марка стали зубила должна быть в несколько раз тверже обрабатываемой детали. Также при помощи этих инструментов можно проделывать канавки на металлических заготовках. Ножницы для рубки металла используются, когда необходимо порезать на части тонкий лист. Они также изготавливаются из твердых марок стали и проходят специальную заточку.
Для тонкой обработки, когда необходимо вырезать из листа деталь необычной формы, используют ножи для рубки металла. Они позволяют без проблем получать разнообразные узоры, которые служат в качестве украшений. Ножи бывают разных размеров: от огромных до совсем миниатюрных. Это позволяет обрабатывать детали любой сложности. Другие инструменты, применяемые при рубке металла: наковальня или плита, которая служит подставкой для работы, тиски, в которых можно зажимать заготовку, крейцмейсель, который является разновидностью зубила и служит для прорубки пазов и углублений. Набор инструментов достаточно невелик и доступен любому желающему.
Читать также: Компаратор на lm358 схема
Различные манипуляции с металлом подразумевают постоянные большие нагрузки, поэтому комплектующие для работы должны иметь высокий запас прочности. Инструмент для рубки металла необходимо приобретать у проверенных поставщиков, чтобы он прослужил как можно дольше и не подвел владельца в самый ответственный момент. Процесс ручной обработки деталей связан высоким уровнем риска для здоровья человека. Поэтому необходимо тщательно соблюдать технику безопасности при рубке металла. Весь рабочий персонал должен быть одет в спецодежду, руки должны быть защищены рукавицами, а глаза – очками или маской. Это позволит снизить до минимума риск возникновения несчастного случая или производственной травмы. Соблюдение установленных правил – основа трудового долголетия.
Рубка листового металла производится в основном с применением специального оборудования. Это позволяет значительно повысить производительность труда, сделать обработку более качественной и повысить условия безопасности рабочего персонала. Станок для рубки металла обойдется в сумму от нескольких десятков до нескольких сотен тысяч рублей. Все будет зависеть от фирмы-производителя и функциональной оснащенности.
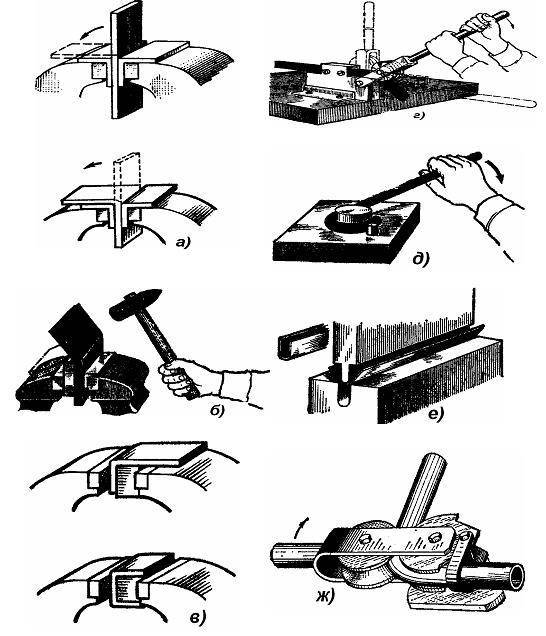
Вырубание заготовок сложного профиля из листового металла
Одним из методов подготовки детали к чистовой обработке является рубка металла. Она относится к слесарным операциям. Её применение позволяет решить следующие задачи:
- удалить оставшийся слой или части металла с поверхности заготовки;
- устранить образовавшиеся кромки на краях детали после ковки и литья;
- разделить металлический прокат на более мелкие части;
- вырубить отверстия в металлических изделиях;
- прорубить канавки различного назначения.
В справочной литературе описывающей слесарное дело подробно приводятся задачи, решаемые этой операцией и способы её проведения. Большое назначение слесарной рубки определяет её широкое применение в металлообработке и машиностроении. Она позволяет быстро и качественно разделить заготовки по заданным размерам.
Способы рубки металла
Технология слесарной рубки металла подразделяется на следующие виды:
- по характеру решаемых задач (вырубка деталей по заданной форме, отделение части металла необходимого размера, вырубание канавок);
- способу операции (ручную или механизированную);
- методу фиксации;
- направлению рубочного действия (вертикальное или горизонтальное).
Все виды рубки металла могут осуществляться как вручную, так и механически. Это определяется требуемым качеством получаемого изделия, количеством (производительностью), техническими возможностями (наличием ручного или механического инструмента).
При ручной рубке используются следующие способы: вертикальный или горизонтальный. Выбор способа зависит от возможности закрепления металла.
Она может зажиматься в тисках (если позволяют размеры и масса). Если это невозможно, заготовку располагают на наковальне или металлической плите. Горизонтальную операцию целесообразно производить с использованием слесарных тисков.
При ручной рубке выделяют три способа нанесения удара молотком. Это — кистевой, локтевой и плечевой удар. От силы удара зависит скорость проведения операции и качество получаемого края детали. На силу удара влияет масса ударной части молотка, длины ручки.
В оборудованных мастерских и на металлообрабатывающих предприятиях применяют различные виды механизированных способов рубки и резки металлических заготовок. К этим способам относятся:
- вырубка с помощью пресса или молота;
- рубка и резка с помощью гильотины;
- применения специальных станков.
В основу механизированных видов положены, механические, гидравлические или электрические принципы приведения в действие режущего инструмента.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой.



Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле.
Все ударные инструменты изготавливаются из прочной инструментальной стали.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам
На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Крейцмейсель, молотки для рубки металла, фото
Первое приспособление предназначено для проделывания канавок и отверстий. Оно не больше среднего гвоздя, однако с его помощью можно деформировать металлическое изделие в нужной пропорции. На них изредка тоже производят шляпки, но чаще это просто небольшой инструмент из монолитного сплава, который имеет приплюснутую основную часть и ромбовидную, заостренную рабочую зону. Вот как он выглядит:
- зубило – используется для грубых операций;
- крейцмейсель – приспособление для снятия небольших фрагментов поверхности.

О молотках подробно рассказывать нет смысла, так как они ничем не отличаются от нам привычных. Их удельный вес составляем от 400 г до 800 в зависимости от размаха работ. Главное при выборе смотреть на надежность установления металлической части на рукояти, на отсутствие свободного хода.
Общие сведения
У любого режущего инструмента (зубило, резец, ножовочное полотно, напильник и т. п.) основной режущей частью является клин. Простейшие инструменты, у которых клин особенно резко выражен — это зубило и резец (строгальный, токарный). Клин как основа всякого режущего инструмента должен быть прочным и правильным по форме — иметь переднюю и заднюю грани, режущую кромку и угол заострения клина.
Передней и задней гранями клина называются две образующие плоскости, пересекающиеся между собой под определенным углом. Грань, которая при работе обращена наружу и по которой сходит стружка, называется передней. Грань обращенная к обрабатываемому предмету — задней.
Режущая кромка — это острое ребро инструмента, образуемое пересечением передней и задней граней. Поверхность, которая образуется на обрабатываемой детали непосредственно режущей кромкой инструмента, называется поверхностью резания.
Нормальные условия резания обеспечиваются благодаря наличию у режущего инструмента переднего и заднего углов. На рис. 4.2 показаны углы режущего инструмента.
Рис. 4.2. Схемы резания (а) и углы режущего инструмента (б)
Передний угол находится между передней гранью клина и плоскостью, перпендикулярной к поверхности резания, проведенной через режущую кромку клина. Обозначается это угол греческой буквой у (гамма).
Задний угол — угол, образуемый задней гранью клина и поверхностью резания. Обозначается греческой буквой ос (альфа).
Угол заострения — угол между передней и задней гранями клина. Обозначается греческой буквой (3 (бета).
Угол резания расположен между передней гранью клина и поверхностью резания. Обозначается греческой буквой 8 (дельта).
При работе режущего инструмента отделение слоя металла от остальной его массы с образованием стружки происходит следующим образом. Клинообразное стальное тело режущего инструмента под действием определенной силы давит на металл и, сминая его, сначала смещает, а затем скалывает частицы металла. Ранее отколовшиеся частицы вытесняются новыми и перемещаются вверх по передней грани клина, образуя стружку.
Скалывание частиц стружки происходит по так называемой плоскости скалывания MN, расположенной под углом к передней грани клина. Угол между плоскостью скалывания и направлением движения инструмента называется углом скалывания.
Рассмотрим действие клина при работе простого строгального резца, рис. 4.3. Предположим, что с заготовки Л требуется снять определенный слой металла резцом. Для этого устанавливают в станке резец так, чтобы он срезал металл до заданной глубины, и действием определенной силы Р сообщают ему непрерывное движение по направлению, показанному стрелкой.
Рис. 4.3. Резец с различными углами резани: А — изделие; Р — сила действующая при резании;
1 — резец; 2 — глубина снимаемого слоя;
Резец из прямоугольного бруска, лишенный углов клина (рис. 4.3а), не будет отделять стружку от металла. Он будет мять и давить снимаемый слой, рвать и портить обрабатываемую поверхность. Ясно, что работать таким инструментом нельзя. На рис. 4.35 показан резец из такого же прямоугольного бруска, но с рабочей частью, заточенной в форме клина. Такой резец легко отделяет стружку от остальной массы металла, причем стружка свободно сходит по резцу, оставляя гладкую обработанную поверхность.
Рубка металла
Подробности Категория: Сортовой прокат опиливание металла. инструменты, применяемые при опиливании
Рубка металла
Рубкой разделяют заготовку на части, удаляют лишний металл (припуск), делают в деталях смазочные канавки и др. Осуществляется эта операция с помощью зубила (рис. справа) и молотка.
Режущая часть зубила, как и любого другого режущего инструмента, имеет форму клина.
Угол заострения(заточки) зависит от твердости обрабатываемого металла: чем тверже металл, тем больше должен быть угол заострения. Для обработки стали рекомендуется угол 60°, для цветных металлов — 35° … 40°.
Для прорубания канавок применяется специальное зубило — крейцмейсель (рис. справа).
При рубке используются молотки массой 400 или 500 г.
Перед рубкой заготовку закрепляют в тисках немного левее правого края губок, чтобы оставалось место для установки зубила (рис. слева). Молоток бойком влево кладут на верстак справа от тисков, а зубило — слева, режущей частью на себя. На рабочем месте для рубки должна быть установлена защитная сетка (или экран) для защиты окружающих от осколков металла.
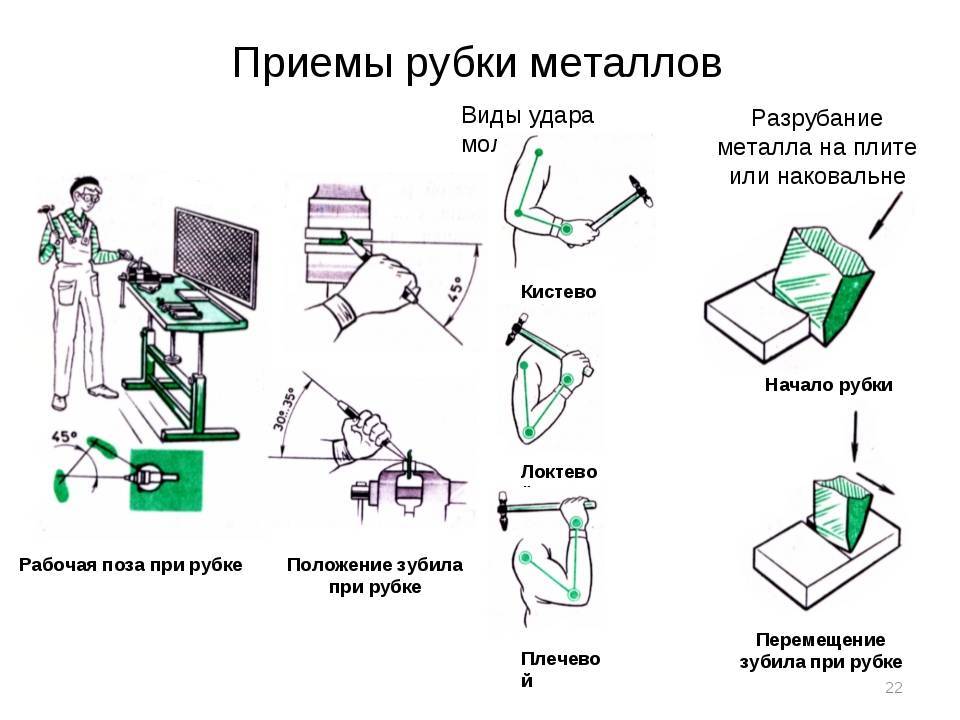
Во время рубки очень важно принять правильную рабочую позу (рис. справа). Стоять следует прямо, корпус тела должен быть развернут по отношению к тискам, правое плечо должно находиться против головки зубила
Левая нога для устойчивости должна быть выдвинута вперед, тело опирается на правую ногу
Стоять следует прямо, корпус тела должен быть развернут по отношению к тискам, правое плечо должно находиться против головки зубила. Левая нога для устойчивости должна быть выдвинута вперед, тело опирается на правую ногу.

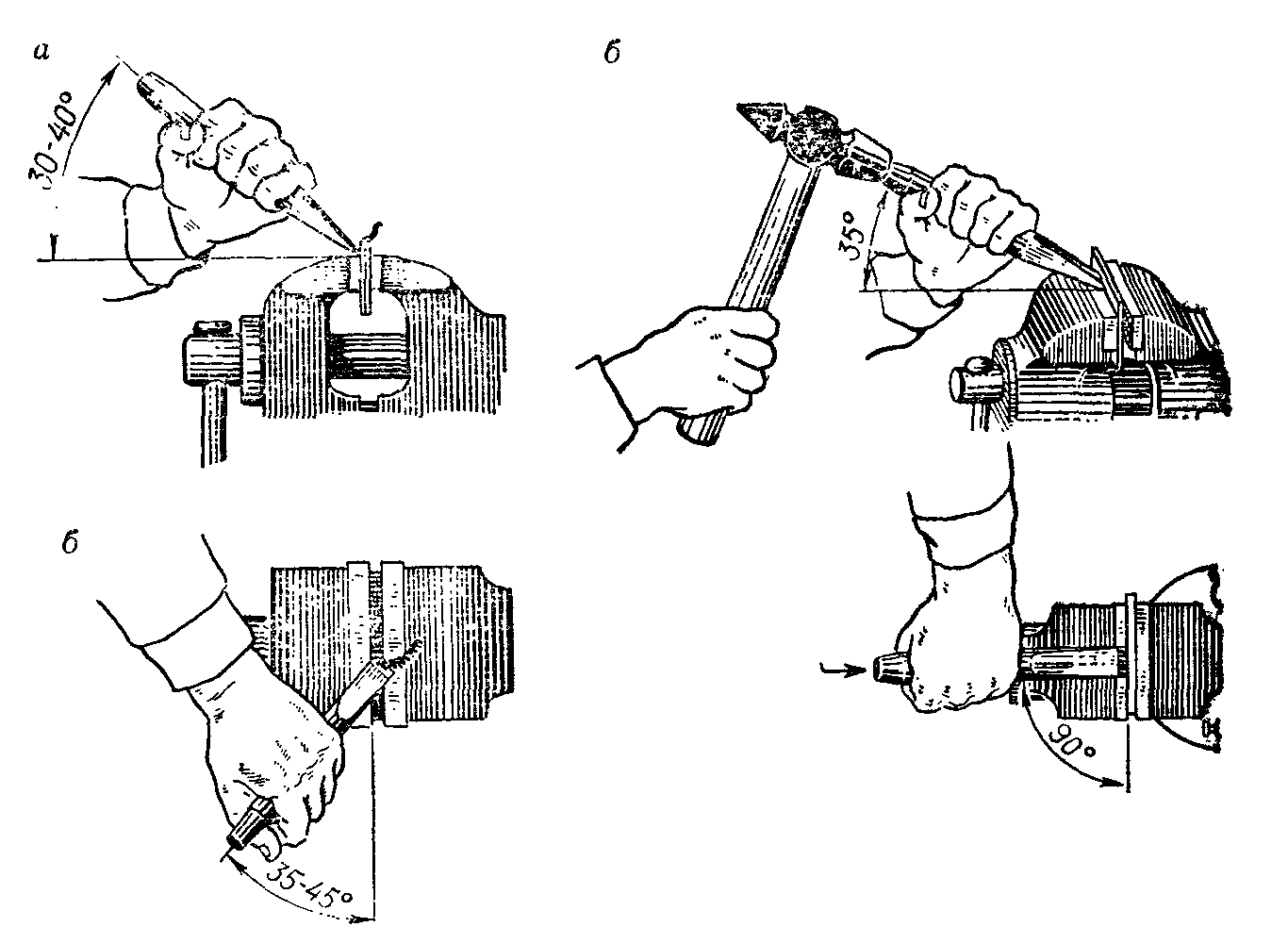
Зубило и молоток держат так, чтобы ударная часть и край рукоятки выступали на 15…30 мм (рис. слева).
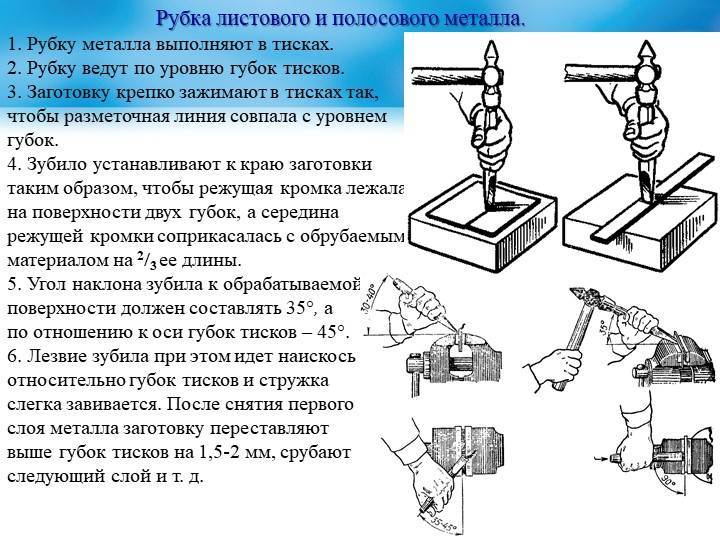
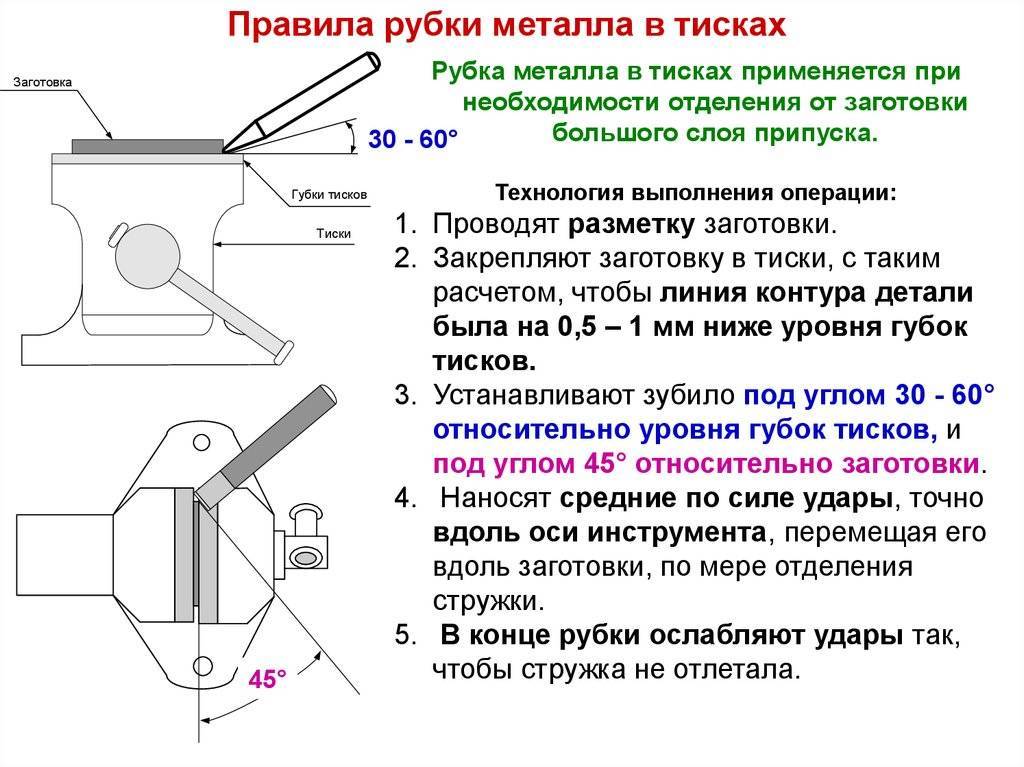
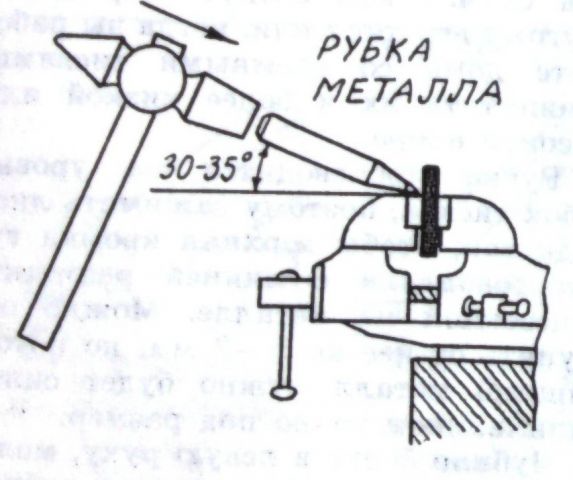
Рубку в тисках можно выполнять по разметочным рискам и по уровню губок тисков. В первом случае заготовку устанавливают так, чтобы разметочная риска находилась на 1,5… 2 мм выше губок тисков. Зубило помещают под углом 30… 40° (рис. справа) к обрабатываемой поверхности. После каждого удара возвращают зубило в исходное положение.Во втором случае разметочные риски опускают ниже уровня губок с таким расчетом, чтобы после обработки на поверхности заготовки оставался припуск 1… 1,5 мм.
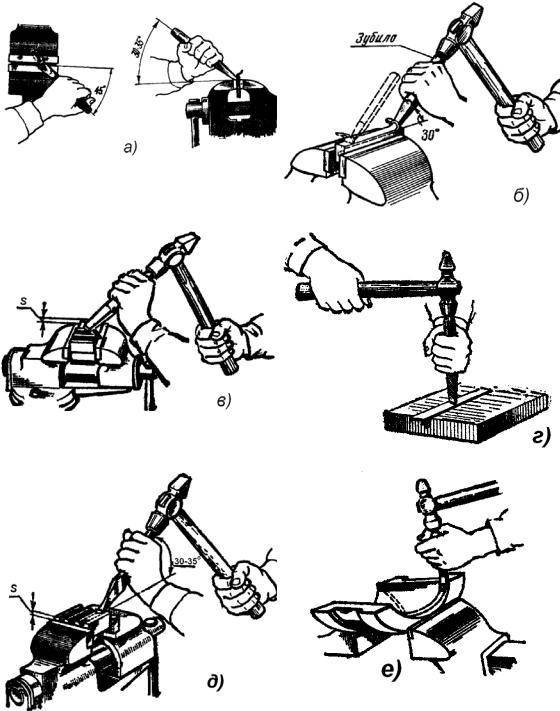
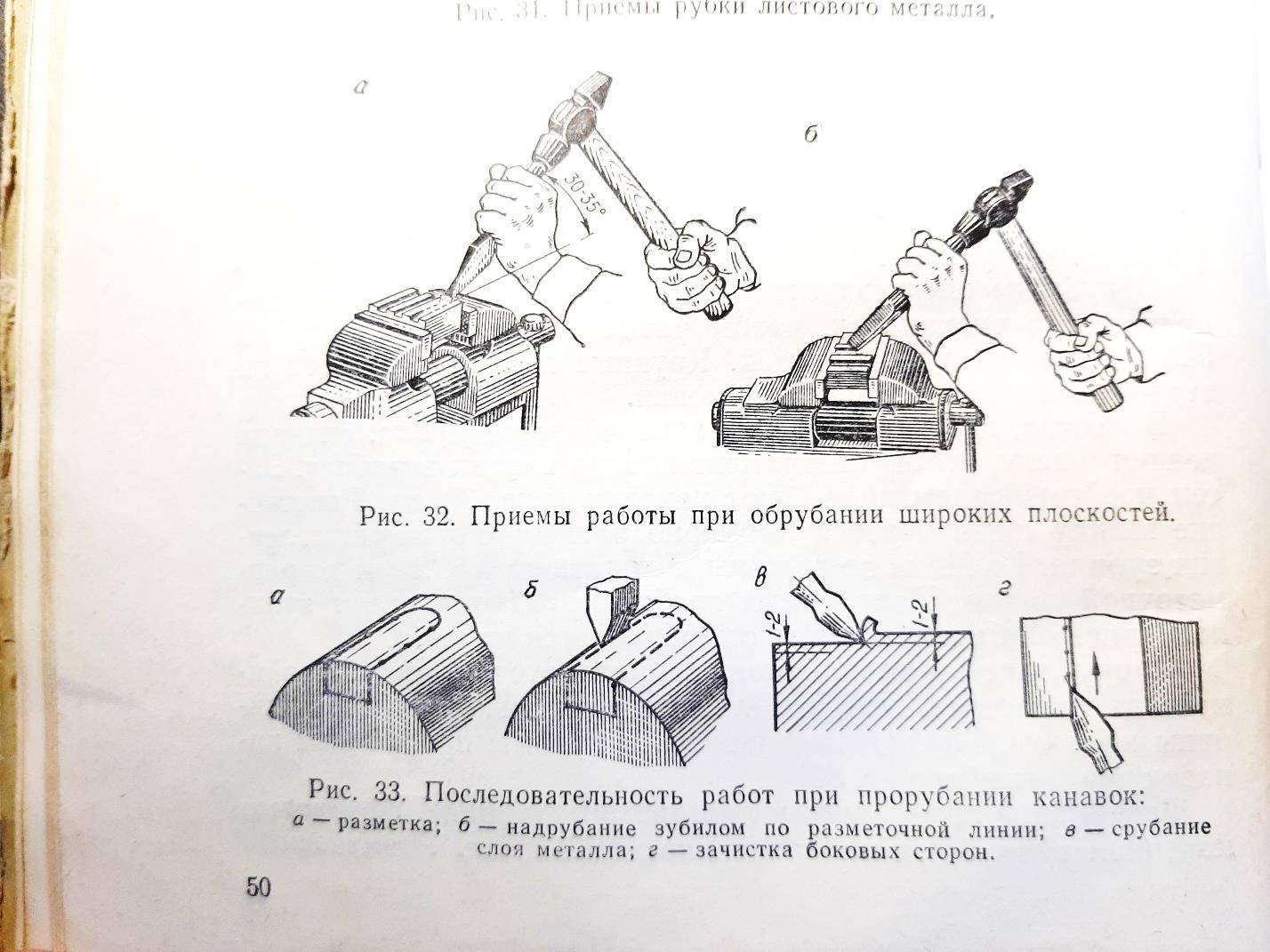
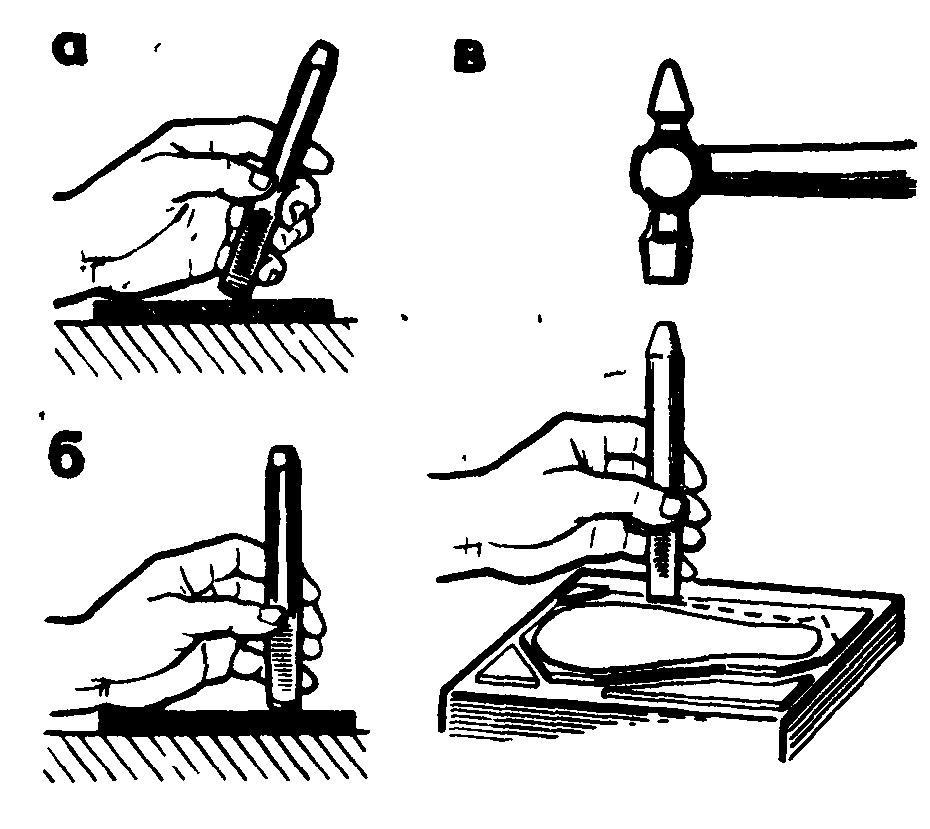
В зависимости от твердости обрабатываемого материала и его толщины молотком наносят по зубилу удары различной силы. Различают кистевой, локтевой и плечевой удары(см рис. ниже).
Кистевым (рис. а) ударом снимают небольшие неровности и тонкие стружки, локтевым (рис. б) — срубают лишний металл и разрубают на части заготовку небольшой толщины. При кистевом ударе молоток перемещается за счет движения кисти руки.При локтевом ударе рука сгибается в локте и удар становится сильнее (рис. б). Локтевым ударом срубают лишний металл и разделяют заготовки на части.Плечевым ударом(рис. в) — срубают толстые стружки, разрубают прутки, полосы большой толщины.
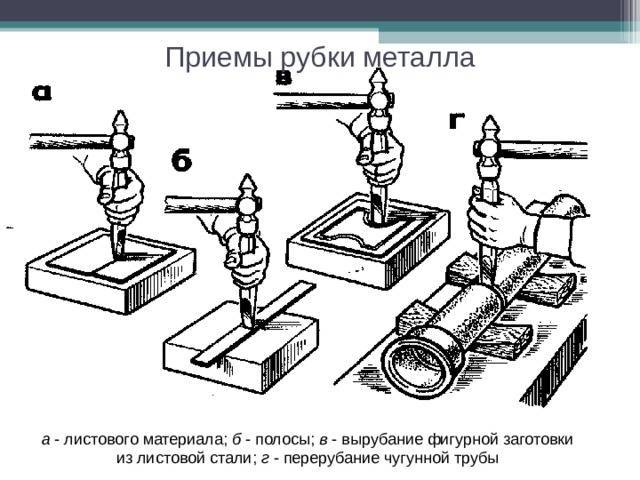
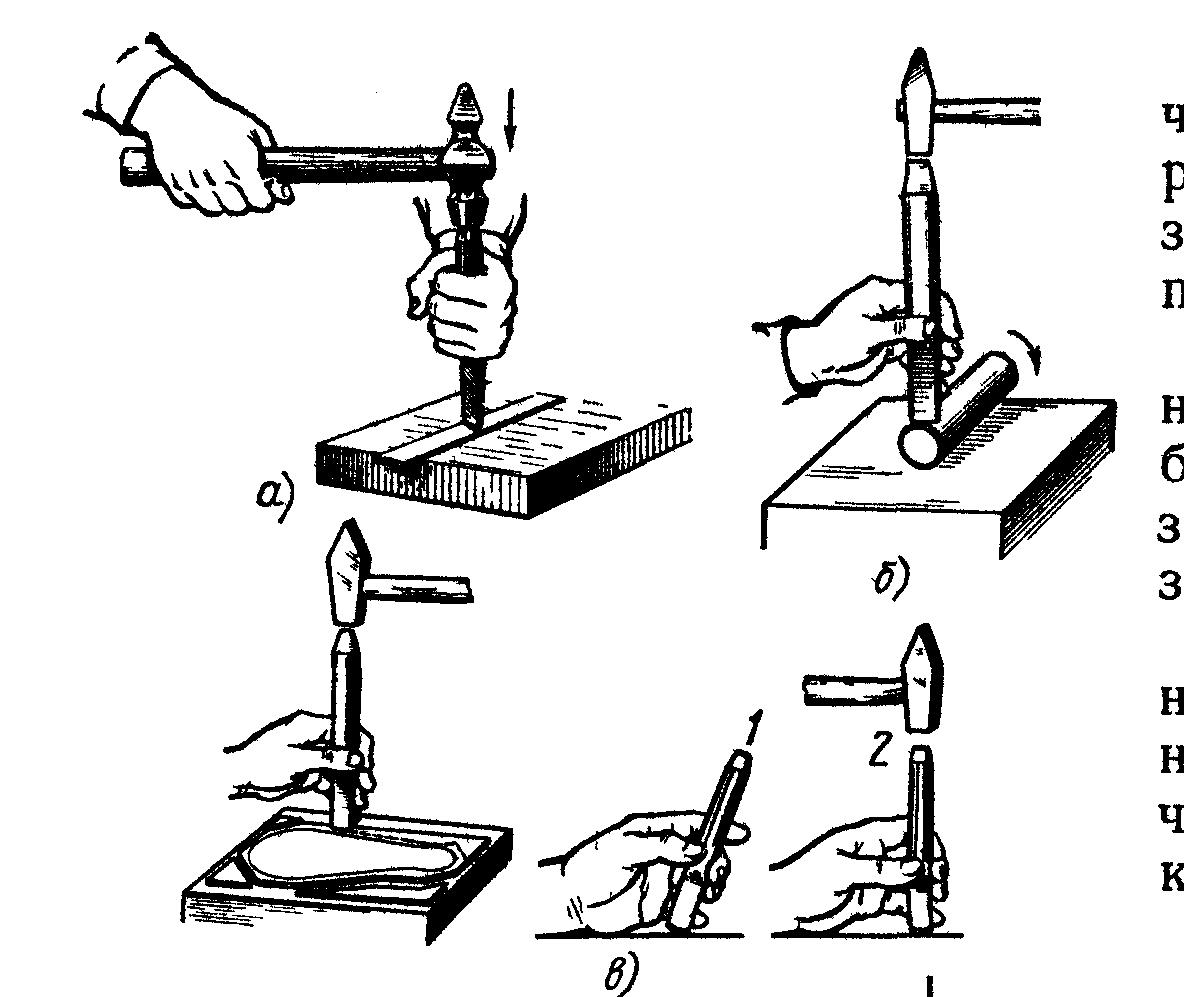
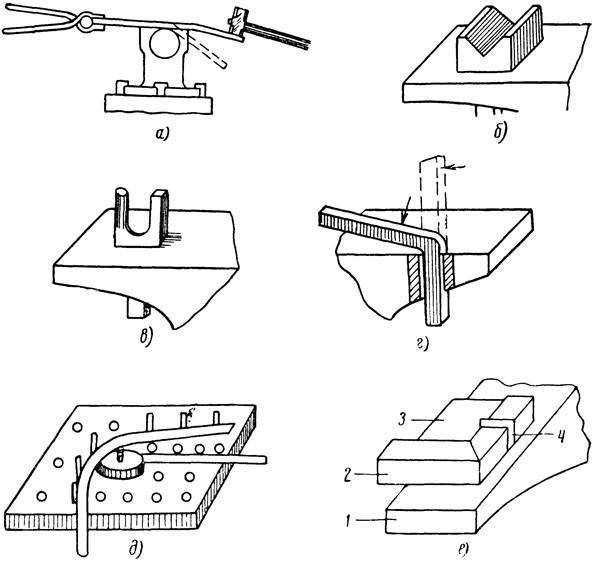
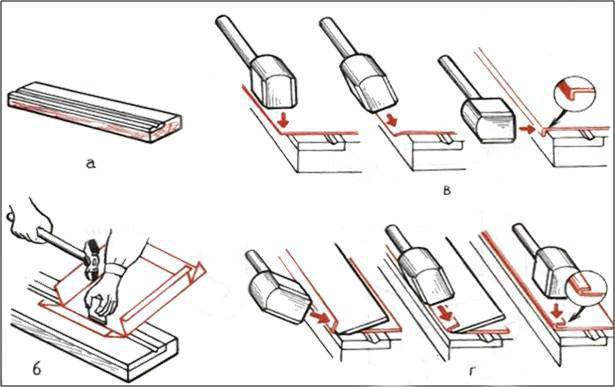
В тех случаях, когда заготовку невозможно закрепить в тисках, ее обрабатывают на плите (рис. слева). Зубило ставят вертикально на разметочную риску и наносят удары.После каждого удара зубило перемещают на половину режущей кромки. Благодаря этому облегчается установка зубила в правильное положение и образуется непрерывный разрез. В заготовке большой толщины разметочную риску наносят с противоположных сторон. Сначала надрубают примерно до половины толщины листа с одной стороны, затем — с другой.
При вырубке заготовки сложной формы режущую кромку ставят на расстоянии 1 … 1,5 мм от разметочной риски и надрубают заготовку легкими ударами вдоль всего контура. После этого рубят по всему контуру более сильными ударами. Затем заготовку переворачивают и заканчивают вырубание по обозначившемуся контуру.
Работать можно только исправным инструментом. Ударная часть зубила и молотка должна быть без трещин и заусениц.Ручка молотка должна быть прочно насажена и не иметь трещин.Не проверяйте качество рубки рукой на ощупь.В конце рубки ослабляйте силу удара.Во избежание травмы на верхний конец зубила следует надевать резиновую шайбу.Рубку можно выполнять только при наличии защитного экрана и защитных очков.Нельзя стоять за спиной работающего.
Ручная рубка — трудоемкая операция. В промышленном производстве ее заменяют другими способами обработки. Там, где без рубки обойтись нельзя, ее выполняют слесари с помощью пневматических или электрических рубильных молотков. Чаще всего вырубку заготовок из листового металла производят на прессах с помощью специальных штампов. Среди высокопроизводительных способов, которые применяются в последнее время, следует отметить кислородный, лазерный и др. Эти установки обслуживают резчики металла.
Разнообразие зубил и крейцмейселей показано на рисунке ниже.
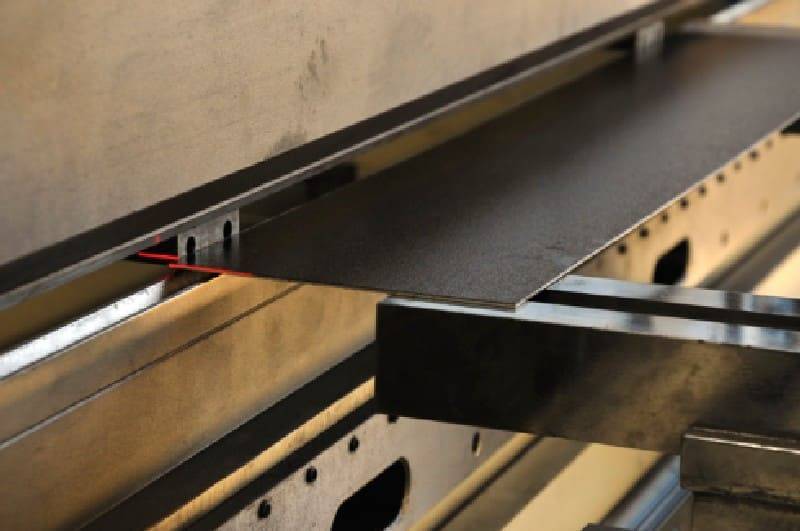
Рубка металла гильотиной
На металлообрабатывающих, машиностроительных предприятиях, крупных мастерских применяется механизированная рубка металла. Наиболее распространённой является рубка с применением различных гильотин. Механизация рубки позволяет повысить качество рубленого края, осуществлять вырубку более толстого металла, увеличить скорость получения готовой заготовки.

Гильотины применяются для рубки листового металла различной толщины. Техника рубки достаточно проста. Гильотина имеет специальный нож, который под давлением опускается на лист металла, разрубая его по нанесённой разметке. Для создания требуемого усилия применяют механическую, гидравлическую или электромеханическую системы. В этом случае металлическая полоса стальная подвергается воздействию ножа, который реализует вертикальный способ рубки. В этом случае специальное устройство — рольганг — подаёт металлическую заготовку на заданную длину. Фиксирующее устройство осуществляет захват и удержание заготовки в требуемом положении. На место рубки под давлением опускается нож, который осуществляет эту операцию ровно по линии разметки.
Создание необходимого краткосрочного давления на лист металла позволяет произвести точную рубку по сделанной отметке и обеспечить высокое качество результата. Гильотинная резка обладает следующими преимуществами:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов на протяжении всей длины кромки;
- не бывает неравномерных скосов.
Кроме технических преимуществ, применение гильотины позволяет снизить себестоимость каждой детали и повысить производительность труда на этой операции.
Особенно важным является обстоятельство, что при такой резке удаётся повысить безопасность проведения операции.
Современные гильотины – это станки, оснащённые современными электронными блоками управления. Они способны задавать необходимые параметры перед проведением операции рубки.
Поэтому можно выбрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
Какова суть раскройки металла?
Вне зависимости от задействуемой оснастки весь процесс рубки сводится к следующему.
Заготовку необходимо разметить – нанести форму отсекаемого элемента с учётом размеров и допусков на толщину реза. Последнее часто забывают – между тем для рубки металла следует запланировать рез от одной толщины заготовки.
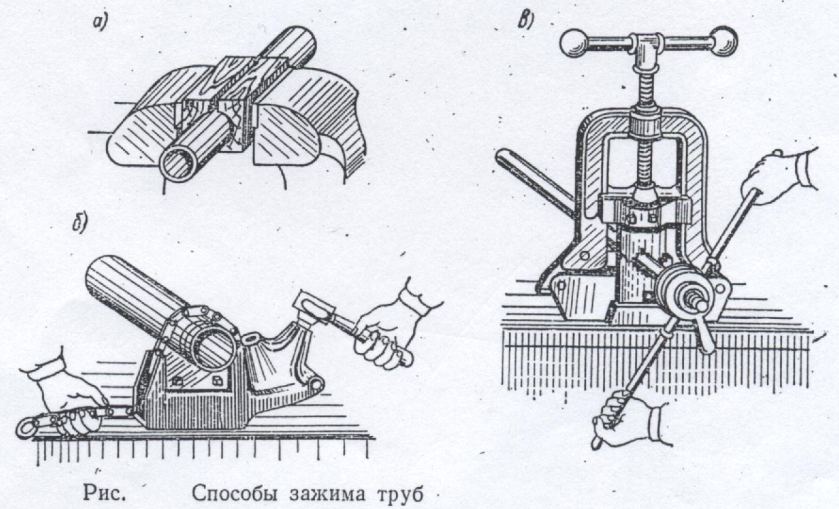
При разметке важно задействовать максимум полезной площади – для этого оптимально предварительное планирование размещения. Особенно это касается сложных по форме изделий, а траектория их вырубки может получить ограничения по направлению и углам. . При рубке металла первая задача – закрепить материал. Это выполняется с помощью тисков или другого прижимного устройства
Популярна для этого обычная наковальня или просто массивный кусок металла.
При рубке металла первая задача – закрепить материал. Это выполняется с помощью тисков или другого прижимного устройства. Популярна для этого обычная наковальня или просто массивный кусок металла.
Рубка металла
Если работа производится силами механизации, дальнейшие операции сводятся к перемещению заготовки относительно опускающегося ножа. При ручной вырубке отсечение потребует как минимум 2 шагов:
- первоначально производятся слабые удары по намеченной линии – это требуется для установки контура рубки;
- по готовности всей линии или отдельной ее части (при сложной траектории) выполняется рубка – режущему инструменту сообщаются мощные удары.
В результате этого режущая кромка проходит именно по нужной линии отсечения лишнего. Без предварительной наметки движение острия будет затруднено, появляется риск его выхода на тело будущей детали.
Когда работа проведена по одной стороне, лист переворачивается, процесс повторяется для обратной стороны. При толщине материала более 2-3 мм это почти гарантированно потребуется. Если рубить сразу всю толщину, качество кромки будет неудовлетворительным.
 Рубка металла
Рубка металла
В результате описанных последовательностей постепенно удаляется металл по периметру, проявляется форма детали
При этом большую важность имеет безопасность: отдельные куски материала способны отлетать с большой скоростью
Для предотвращения травмирования необходимо:
надевать перед началом работ слесарные очки и перчатки;
- стараться сбить металл в таком направлении, чтобы его части не попадали на людей;
- организовать отсутствие посторонних в рабочей зоне, для чего допускается применение ширм;
- удары молотком – наносить без излишней силы, стараться не бить по тискам.
Весь рабочий инструмент следует содержать в целостности и порядке.
Если работа выполняется без тисков («горизонтальный» метод), суть не меняется:
- заготовка укладывается ровно, ее можно прижать так, чтобы линия реза была свободна (тяжелым предметом, струбциной);
- зубило предварительно затачивается – до получения требуемой степени остроты и кривизны;
- рубку производят в 2 этапа (подготовительно-наметочный и силовой), сплошной линией в одном направлении;
- при изгибании заготовки, если это мешает, периодически восстанавливается ее плоскостность (ударами молотка).
Рубка металла: от зубила до станка

Рубка металла – один из основных способов металлообработки, применяемый повсеместно: от домашнего хозяйства до промышленных масштабов. В данной публикации мы расскажем, какие способы существуют, и какая бывает техника для рубки металла.



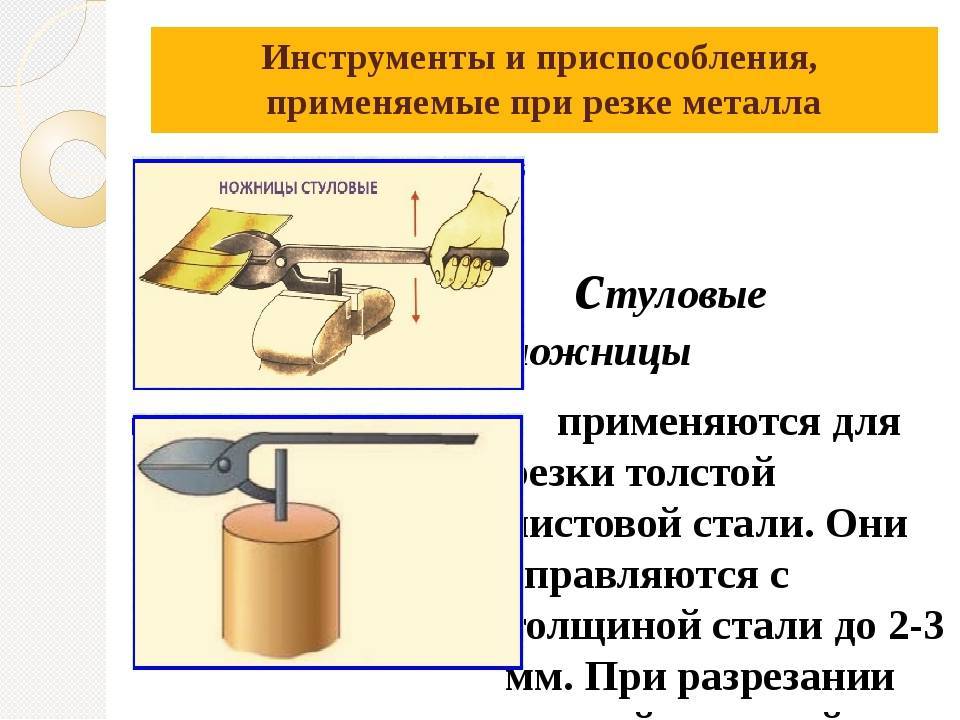
Рубка и резание – в чем разница?
Несмотря на кажущуюся похожесть, путать эти технологии металлообработки не стоит. Их основное отличие в том, что при рубке заготовка разделяется за счет удара острым резцом, расположенным перпендикулярно или чуть под углом к плоскости заготовки. Резание же предполагает использование пиляще-режущего инструмента: пил, ножниц или более современных автоматизированных станков. Этот процесс мы также обязательно рассмотрим позже, но сейчас перейдем непосредственно к основной теме нашей статьи.
Применение
Рубка металлических заготовок или готовых изделий применяется в различных случаях. Наиболее распространенными можно считать следующие:
- подгонка заготовки под размер,
- выравнивание поверхностей,
- отделение окалины,
- обработка кромок,
- удаление заусенцев,
- формирование кромки для сварки,
- вырубание детали или заготовки из листового проката,
- обрубание головок крепежа,
- формирование канавок и пазов.
Даже столь небольшой список вариантов дает понять, что применение данной технологии весьма широко. Например, чтобы разделить оцинкованный лист на 2 части, можно использовать данную технологию. Это действительно так, посему на сегодняшний день существует три основных способа ее осуществления.
Ручной
Ручная рубка – очень простой и распространенный процесс, хорошо знакомый практически любому автовладельцу или домашнему мастеру, которому хоть раз приходилось брать в руки молоток и зубило для того, чтобы срубить лишний кусок или, например, заржавевший винт.
Собственно, зубило и молоток и являются основными инструментами. Что касается молотка, то для работы используется стандартный слесарный инструмент весом 0,4-0,8 килограмма с 35-45-сантиметровой ручкой.
Зубило представляет собой твердосплавный металлический брусок с режущей кромкой на одном из концов. Ширина рабочей части, ее форма и угол заточки, а также общая длина инструмента могут варьироваться в зависимости от его предназначения. Чаще всего используются зубила шириной 2 и 2,5 сантиметра с плоской или чуть закругленной режущей кромкой.
Способы рубки металла
Классификацию можно проводить по различным факторам.
По решаемой задаче – распиловка, вырубка, снятие малой части, слоя. Фактически все они повторяют перечисленные выше цели.
По приводящей силе:
- вручную;
- с помощью механизированной машины.
На этом мы более подробно остановимся ниже.
По принудительной фиксации – в зажимах, тисках, а также с закреплением на специальной станине и под прессом.
По направлению движения – по вертикали или по горизонтали.
Перечисленные способы выбираются в зависимости от:
- наличия оборудования;
- толщины металлического изделия;
- требуемого уровня работы – кромки могут получиться гнутыми при исполнении вручную, а при механизированном процессе повышается точность;
- степени производительности – ради одной детальки нет смысла перенастраивать оборудование, но на серийную партию потребуется специальные станки.
Приспособление для рубки металла – гильотина
Оборудование имеет гидравлический привод. Сама станина – очень тяженая и большая. С помощью аппарата можно производить только прямые надрезы (без закруглений) по горизонтали и вертикали. В случае необходимости можно вырезать нужные простые геометрические формы – квадраты, прямоугольники, ромбы и пр.
Обычно станок имеет дистанционное или компьютеризированное управление. ЧПУ позволяет заранее задавать формы, скорость разреза. Требуется производить математические вычисления, чтобы учитывать толщину заготовки и прочие параметры.
Иногда агрегаты являются комбинированными, то есть помимо лезвий гильотины имеются в составе ножницы по металлу, пресс. Это ускоряет работу и позволяет производить многофункциональные операции. Особенности машинизированного процесса:
- Высокая скорость.
- Точность произведения распиловки.
- Возможность отрезать даже минимальный край.
- Достаточно ровные кромки.
- Работа с металлическими изделиями большой толщины (арматура, толстые стенки).
- Действия слесаря заключаются только в настройке машины и слежении за процессом. Облегчение физического труда рабочих.
- Высокая производительность. Подходит для серийного производства.
К минусам же можно отнести большую стоимость и вес оборудования. Его может позволить себе не каждое производство.





