

Ручные листогибы
Гибка относится к специфическим операциям обработки металлов давлением – она не требуется приложения больших деформирующих нагрузок, но в то же время весьма чувствительна к длительности их приложения к изгибаемому изделию. Поэтому механизированный привод листогибочного оборудования востребован преимущественно при гибке толстолистовых деталей. Ручной листогибочный станок на практике потребуется гораздо чаще.
Ручной листогиб Schechtl
Конструктивные разновидности листогибочного оборудования с ручным приводом
Виды листогибочных станков различают по следующим позициям:
- по виду применяемого деформирующего инструмента. Выпускаются листогибочные станки (ЛГС) со специализированной и сегментной оснасткой. В первом случае пуансоны и матрицы имеют строго определённую конфигурацию, и предназначены для гибки конкретных изделий, причём на лишь заданный угол гиба. Сегментные инструменты представляют собой набор пуансонов и матриц с одинаковой посадочной частью. Перемещая, меняя их местами и пр., можно производить гибку заготовок разнообразных форм. Выбрать тип инструмента можно по размеру партии выпуска готовой продукции;
- по способу получения деформирующего усилия. В подавляющем большинстве ЛГС реализован либо ручной, либо ножной (педальный) привод. Ручной листогиб, предназначенный для деформирования относительно небольших по габаритам деталей, снабжают ручным приводом, при котором рабочее усилие процесса передаётся через систему рычагов. Одна из рук оператора при этом занята удерживанием заготовки на весу, либо в переднем упоре станка. В случае работ с более габаритными изделиями предпочтительнее ножной привод, когда руки оператора полностью свободны, и могут производить необходимые манипуляции с изгибаемой заготовкой;
- по кинематике перемещения рабочей балки с подвижным инструментом. Выпускаются ЛГС с поступательным, либо поворотным перемещением ножевой балки. С точки зрения технологических преимуществ обе схемы примерно равноценны, но станки с поступательно движущейся балкой отличаются своей увеличенной высотой, а с поворотной – шириной. Таким образом, выбор фактически сводится к размерам производственной площади, на которой предполагается установить ручной листогиб;
- по типу действия прижимов и их функциям. В большинстве бюджетных моделей ЛГС устанавливается более простой, винтовой прижим материала, при котором регулировка усилия прижима производится вручную. В случае обработки более точных заготовок и с увеличенной толщиной, применяются гидравлические узлы прижима. Они улучшают качество гибки, поскольку обеспечивают более надёжное фиксирование заготовки во время деформирования. В некоторых моделях имеется также и боковой прижим. Отрезной нож, который часто конструктивно входит в такой узел, может дополнительно производить кромкообрезные операции. Наименее удачным будет приобретение ручного листогиба с электромагнитным прижимом, поскольку надёжность действия такого узла напрямую зависит от стабильности электроснабжения производства.
Виды листогибов
Чтобы понимать, как работают станки для гибки листового металла, нужно изучить разновидности оборудования. Виды машин по методу управления:
- Ручные листогибочные станки. Подвижные механизмы начинают работать после приложения усилий со стороны человека.
- Гидравлическое оборудование. Работает с помощью жидкости, которая толкает плунжер под давлением. Он передвигает рабочую часть конструкции, которая сгибает металлический лист. Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
- Электромеханическое оборудование. Промышленные машины, которые устанавливаются на больших предприятиях. Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
По конструкции можно выделить 4 группы оборудования:
- Вальцовый механизм. Состоит из 3 подвижных валов, через которые проходит лист металла. При обработке можно изготавливать плавные полукруглые, круглые изделия, водостоки без острых углов. Радиус изгиба задаётся с помощью центрального подвижного вала.
- Траверсная конструкция. Наиболее популярный вид ручных листогибов. Заготовка зажимается с помощью специального фиксатора по будущему месту изгиба. Мастер с помощью подвижной траверсы сгибает лист под нужным углом. Существуют промышленные модели, которые гнут заготовки без усилий со стороны мастера.
- Роликовый листогиб. Вспомогательное устройство, с помощью которого можно сгибать детали на торцах и далеко от края. Неудобен при использовании.
- Пресс для сгибания листов. Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.
Способы гибки листового металла
Конструктивно возможны два варианта гибки – усилием и моментом. В первом случае используются так называемые калибрующие листогибочные станки, которые работают по классической схеме, с наличием пунсонов и матриц. Для случая гибки по прямому контуру такой инструмент может быть сегментным, когда отдельные его части располагают с определённым интервалом вдоль линии гиба: это экономит время на наладку, и снижает массу станка.
Свободная гибка при которой применяется универсальный непрофилированный инструмент основана на использовании роликовых матриц, которые, вращаясь при повороте исполнительного органа листогиба, выполняют деформирование. Такой инструмент более универсален и прост, а гибка моментом требует от работающего значительно меньших усилий. Недостаток такого способа – меньшая точность готового изделия.
Ряд моделей рассматриваемого оборудования оснащают дополнительными позициями, например, с отрезной машинкой, которая применяется уже после гибки. Это позволяет делать точные изделия «в размер», с учётом части металла, необходимого на формообразование радиусных переходов.
Соответственно вышеуказанным разновидностям производятся два вида ручного гибочного оборудования – ручные листогибы серии ЛГС (калибрующая гибка профилированным инструментом) и ручные листогибы от торговых марок Bender (Дания), Tapco (США) или MetallMaster (Польша), которые оснащаются роликовыми матрицами.
Обе разновидности ручных листогибочных станков компактны, просты в управлении и наладке, и отличаются достаточно большими технологическими возможностями. Управление приводом может быть с помощью системы рычагов, либо педалью (последнее используется при гибке широкого листа).
Что такое зиг-машина и как ее сделать
Зиг-машина (или зиговочное приспособление) позволяет согнуть на изделиях из листового металла бортики жесткости, которые и называются зигами. Такие машины относятся к категории специального оборудования и могут быть выполнены с электрическим или ручным приводом. Ручные зиг-машины, также закрепляемые при помощи струбцины, могут иметь достаточно компактные размеры и переносятся в обычной сумке для рабочих инструментов.
Ручная зиг-машина со сменными роликами
Такие приспособления позволяют за один проход сделать качественную отбортовку не только на круглых изделиях (тех же обечайках металлических емкостей), но и на прямолинейных металлических листах. Эти устройства являются просто незаменимыми при изготовлении отдельных частей кровельных конструкций.
Разнообразие зиговочных роликов и их назначение
Рабочими элементами зиг-машины выступают вальцы-ролики, а ее использование позволяет значительно сэкономить на приобретении элементов кровельной конструкции, произведенных в заводских условиях. Если посмотреть видео, в котором показана работа такого устройства, становится понятно, что пользоваться им можно даже по месту непосредственного монтажа кровельной конструкции.










Сегментарные станки
В некоторых станках прижимная балка комплектуется набором накладных губок. Часть их них можно снять, чтобы пропустить под прижимной балкой уже загнутые кромки на других краях листа. Так обрабатывают развертки объемных деталей.
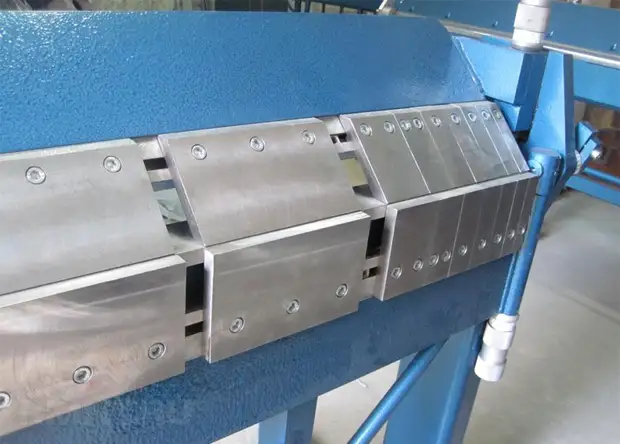
Края накладных губок не обязательно должны иметь форму клина. Часто их делают полукруглыми, чтобы при сгибании терялся точный угол и получался радиусный изгиб. Точность таких станков далека от ролико-прокатных, но для изготовления декоративных кожухов или элементов фасадной обшивки ее вполне достаточно.
Основной показатель для сегментарного станка — высота сегментов или свободный просвет. Этим значением определяется максимальная ширина загнутых кромок обрабатываемой заготовки, которые заводятся под балку.
Технические характеристики
Технические возможности листогиба ЛГС 26 (и видео процесса его работы хорошо демонстрирует это) позволяют эффективно выполнять на нем гибку холодно- и горячекатанного листового проката, толщина которого находится в интервале 0,4–0,7 мм. При этом длина таких заготовок, как уже говорилось выше, может быть любой, но их ширина должна находиться в интервале 2500–3000 мм (модели ЛГС 2500–3000).
- Минимальная ширина полосы, которая может быть отрезана от металлического листа при помощи такого станка, – 40 мм.
- Производительность работы оборудования такова: выполнение резки без предварительной разметки – до 5 м/мин; если предварительная разметка выполняется – до 2,5 м/мин; гибка металлических заготовок – 2 загиба в минуту.
- Уровень, на котором выполняется подача обрабатываемого листа, – 850–900 мм.
- Точность реза, которая гарантируется производителем оборудования, – 1,5 мм на 1 метр.
- Наименьшая ширина полки, которая подвергается загибу, – 0,15 мм.
- Общая масса оборудования – 160 кг.
- Максимальный угол выполняемого загиба без использования поворотной балки – 135°, с поворотной балкой – до 180°.
Для того чтобы работа на листогибе ЛГС 26, который оснащен ручным приводом механизма резки и гибки, была максимально безопасной, рядом с ним должны быть два оператора.

Станок позволяет изготавливать простые детали. Сложные заготовки, например, «хитрые» стартовые планки для сайдинга, этот гибочной станок не сможет сделать
Завод-изготовитель, который расположен в Липецке, поставляет станок модели ЛГС 26 в следующей комплектации:
- несущая стальная рама цельносварного типа;
- направляющая, которой оснащен отрезной механизм;
- матрица, за счет которой обеспечивается прижим заготовки;
- поддон, изготовленный из дерева;
- кулисы, обеспечивающие регулировку усилия прижима заготовки;
- угломер;
- задний пуансон, дополнительно оснащенный стопором;
- устройство, при помощи которого выполняется резка металла;
- пуансон поворотного типа.
Страницы
- 1
- …
- следующая ›
- последняя »
Униформа стюардесс: Jetstar Airways. Австралия.
Аэропорт Тулуза Бланьяк
Ил-22
Последние новости:
Россия выставила США на посмешище, сорвав военный переворот в Венесуэле
Российские истребители устроили неожиданную облаву на сирийских боевиков
Индия и Китай стягивают войска на границу, готовясь к мощному военному конфликту
Последнее видео:
Крутой флешмоб в период эпидемии: аэропорт Венгрии
Видео отчет: Как сейчас выглядят аэропорты многих стран мира
День Победы 9 мая 2020 75-я годовщина Победы! Парад 1945 / Обращение президента / Бессмертный полк
Далее
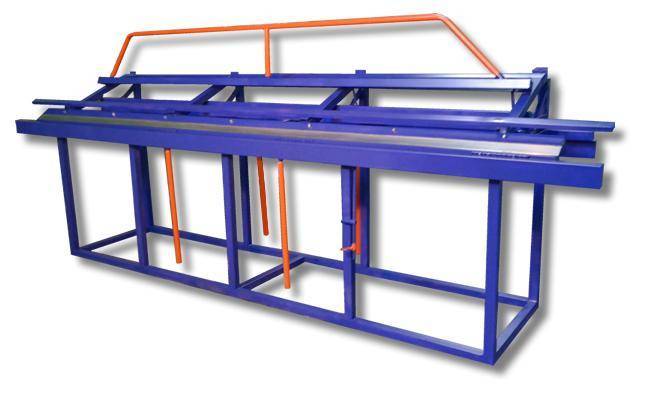
Сегментные листогибы серии ЛГС
Ручные листогибочные станки серии ЛГС производства Липецкого завода профилегибочного оборудования ориентированы на применение в бюджетном секторе производства разнообразных кровельных работ. Они допускают установку под открытым небом, легко переустанавливаются с места на место, оснащаются отрезным устройством, а сравнительно небольшая масса оборудования позволяет устанавливать их непосредственно на местах укладки профилированной кровли. Широкое распространение получили следующие модели:










Наименование листогиба | Толщина исходной заготовки, мм, при пределе прочности металла не более 400 МПа | Наибольшая высота отгибаемой полки, мм | Наибольший угол гиба, градусы | Наибольшая ширина заготовки, мм | Производительность гибки, мин-1 | Масса станка, кг |
| ЛГС-26 | 0,4…0,4 | 15 | 135 | 900 | 2…3 | 150 |
| ЛГС-26у | 0,6…0,8 | 20 | 180 | 2200 | 2 | 165 |
| ЛГС-2500 | 0,6…0,8 | 30 | 180 | 300 | 2 | 204 |

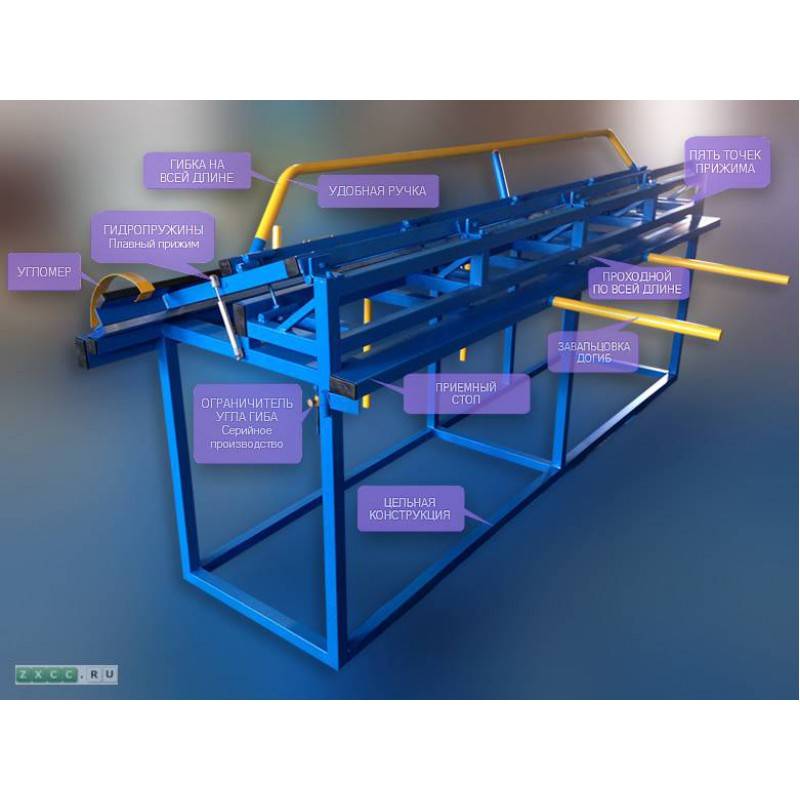
С конструктивной точки зрения ручные листогибы ЛГС представляют собой станки горизонтального исполнения с поступательно (ЛГС-26, ЛГС-26у), либо вращательно (ЛГС-2500) перемещающейся рабочей балкой. Сварная станина станка изготавливается из профилированного проката, и отличается достаточной жёсткостью, что позволяет обеспечивать точность гибки в пределах ±0,15 мм, чего вполне достаточно для кровельных работ. Все варианты исполнения – с отрезной машинкой, при помощи которой можно обеспечивать как дорезание листа по одному из его размеров, так и обеспечение конечных размеров детали после выполнения основной операции.
Привод листогибов ЛГС-26 и ЛГС-26у – однорычажный, при этом второй рукой оператор удерживает на столе деформируемую заготовку. Для модели ЛГС-2500 требуется управление при помощи двух рычагов, поэтому на указанном оборудовании должны работать два человека.
К нижней плоскости гибочной балки прикрепляется сегментированный инструмент с одинаковыми размерами посадочной части. Произвольно размещая его по длине балки, работающий обеспечивает наилучшую калибровку изгибаемой заготовки в проблемных ситуациях (например, если материал — с повышенной твёрдостью, требуется произвести гибку на максимальный угол, и т.д.).
После окончания наладки гибочных пуансонов производится закрепление листовой заготовки на столе при помощи кулисного механизма (максимальное количество точек прижима – 5), либо – для бюджетных моделей ЛГС-26 – винтовым прижимом. Далее, передвигая гибочную балку, выполняют деформирование металла. Процесс визуально контролируется при помощи шкалы, размещённой на направляющих.
С противоположной стороны стола установлены отрезные ножи, при помощи которых выполняются все разделительные переходы. Зазор между ножами может быть изменён в зависимости от толщины исходного материала, что позволяет избежать заусенцев.
Ручной листогиб ЛГС-2500 действует аналогичным образом, только рабочая балка при повороте рычага совершает не поступательное, а качательное перемещение. Это позволяет избежать существенного увеличения высоты и массы оборудования.

С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
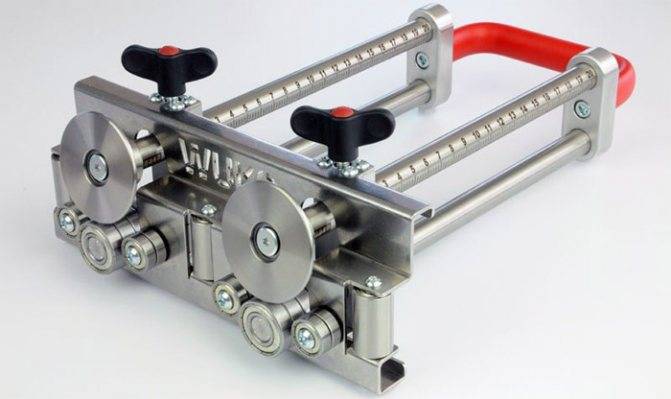
Роликовые ручные листогибы
При использовании рабочей балки с традиционным приводом – поступательным или качательным – усилие деформирования дополнительно возрастает за счёт трения скольжения металла заготовки по рабочей поверхности гибочных пуансонов. Если заменить такое трение трением качения, то прикладываемое к балке усилие заметно уменьшится. На этом явлении основано технологическое преимущество станков, где установлены роликовые гибочные матрицы.
Из станков этого типа наиболее совершенными являются модели Bender Duo и MRB от Metall Master. Роликовые листогибы, выпускаемые компанией Tapco, отличаются высокой стоимостью, поскольку частично изготовлены из титановых сплавов и оснащаются защитными кожухами, что помогает работать даже во время осадков.
Станок MRB состоит из следующих узлов:
- Неподвижной верхней балки.
- Поворотной нижней балки.
- Комплекта роликовых матриц.
- Механизма прижима.
- Пары регулируемых упоров.
- Станины.
- Раздвижного стола.
- Рабочей оси в подшипниках скольжения.
- Рычажного механизма поворота подвижной балки.
Последовательность гибки роликовым листогибом заключается в следующем. Подлежащий гибке лист устанавливается на стол, позиционируется по упорам и выдвигается необходимой кромкой вперёд, к неподвижной балке. При помощи эксцентрикового прижима заготовка фиксируется на столе. Поворачивая рычаг, вводят верхнюю плоскость заготовки в соприкосновение с роликовыми матрицами. Последние, вращаясь в подшипниках, захватывают лист и обжимают его по внешнему радиусу. Возможный подъём части листа вверх предотвращается пассивными прижимами, которые расположены на неподвижной балке. По окончании гибки опускают рычаг в первоначальное положение, а, если необходима догибка листа, то изменяют положение раздвижного стола, и повторяют процесс.

Ручными листогибами роликового типа можно производить не только одноугловую гибку на различные углы, но и создавать пространственные конструкции из листового металла, типа вентиляционных коробов или различных доборных элементов кровли.
Цена ручных листогибочных станков составляет:
- Для моделей ЛГС-26 – до 25000 руб;
- Для моделей ЛГС-26 – до 25000 руб;
- Для моделей ЛГС-2500 – до 38000 руб;
- Для листогибов MRB – до 22000 руб;
- Для листогибов Тарсо – до 50000 руб.
На листогиб цена установлена вполне доступная, и это при том, что качество результата превосходит все ожидания. С уверенностью можно сказать, что на листогиб ручной цена в нашей компании – одна из самых низких на рынке.









Преимущества самодельного листогиба
Изготовлением листогибочного станка своими руками или же приобретением ручного проходного листогиба часто интересуются те, кто хочет прилично сэкономить на покупке профнастила серийного производства. Несложная теоретическая арифметика показывает: если самостоятельно гнуть с помощью такого приспособления профнастил, то стоимость последнего будет на 40% ниже по сравнению со стоимостью заводских изделий. Но не все так просто.

Заводской проходной листогиб MetalMaster, стоимость 62 тысячи рублей
Если приобретать заводской проходной станок для профнастила ручного типа с прицелом на небольшое собственное производство, то он обойдется примерно в 60 тысяч рублей. Между тем такой ручной листогибочный станок не гарантирует стабильного качества получаемого с его помощью профнастила. Проблема в том, что прокатка в один проход с большой долей вероятности будет приводить к появлению перетянутых углов, от которых впоследствии могут пойти трещины. А прокатывать один лист многократно, постепенно меняя степень прижима, слишком долго, трудоемко и в итоге нерентабельно. Но зато более простые детали из листовой стали изготавливать в его помощью вполне удобно.

Прокатный стан для профнастила за работой
Самое главное, что следует учитывать при приобретении листогибочного станка, – это возможность его быстрой окупаемости. Добиться этого мастеру, который применяет такое приспособление в частном порядке, достаточно сложно. В этом случае целесообразнее использовать самодельный листогиб, который пригоден для изготовления гнутых листовых изделий любого типа. С помощью такого оборудования можно гнуть как листы с типовыми размерами, так и нестандартную продукцию, которая очень востребована при проведении кровельных работ, а также многих других.
Часто задаваемые вопросы по ЛГС-26
Какова цена станка с учетом доставки до моего города? Стоимость доставки станка по регионам
Цена станка длиной 2,5 метра на складе в Липецка и Москве – 35 990 34 900 рублей. Станки отправляются в деревянной обрешетке.


Какие документы необходимы для оформления договора/счета?
Для заключения договора нам нужны:
- реквизиты вашей организации или паспортные данные физического лица;
- контактные телефоны, адрес электронной почты;
- адрес доставки.
Отсканированный подписанный договор поставки и счет на оплату мы пришлем по электронной почте, оригиналы – обычной почтой. После оплаты счета, станок отгружается транспортной компании и уезжает в ваш город.
Каков срок отгрузки листогиба?
Станки всегда в наличии на складе. По факту зачисления денег производится отгрузка станка в транспортную компанию. Срок доставки до Вашего города зависит от транспортной компании и варьируется от 1 до 20 дней в удаленные регионы.


Какие длины станков вы выпускаете? Делаете ли вы станки на заказ?
Наш завод выпускает ЛГС-26 (усиленный) двух модификаций – длиной 2,5 и 3 метра. Станки другой длины мы не делаем (их, кстати, крайне редко спрашивают).
Металл какой толщины можно гнуть на ЛГС-26?
Станок гнет и режет металл толщиной от 0,4 до 0,7 мм. Крашеный металл при гибке не царапается. В случае повышенных требований к покрытию листа, поворотная балка оклеивается обычным скотчем (хватает на месяц работы, после чего переклеивается).
Сколько весит станок?
Масса нашего станка в сборе – около 213 кг, в обрешетке 270 кг.
В последнее время появились подделки массой меньше 170 кг. Экономия металла достигается за счет использования тонкостенных стальных труб, из которых изготовлен станок. Такая конструкция не имеет достаточной жесткости, чтобы четко фиксировать заготовку по всей длине, и имеет целый ряд недостатков, отсутствующих в конструкции нашего листогиба.
Какие габариты у станка в собранном виде?
Габариты в собранном виде — 3000 х 1800 х 1450 мм, транспортные габариты — 3100 х 800 х 600 мм. Станки отправляются в деревянной обрешетке.

Входит ли отрезная машинка в комплект поставки?
В комплект поставки входят: сам листогиб, отрезная машинка, угломер, трап, упоры для быстрого раскроя листа, паспорт на станок, запасные ножи к отрезной машинке (по желанию).









Можно ли использовать станок ЛГС-26 для раскроя листа?
Можно, более того, ЛГС-26 оборудован специальными выдвижными упорами для быстрого раскроя листа на заготовки.
Почему в конструкции листогиба не предусмотрен ограничитель гиба?
Мы исключили ограничитель гиба, потому что из собственного опыта и опыта наших заказчиков, оказалось, что его никто не использует в работе.
Самое быстрое и простое решение — угломер. Его используют все жестянщики, поэтому им оборудованы фактически все известные листогибы.
Что насчет ремкомплекта?
При интенсивной работе отрезной машинки со временем затупятся ножи. Заточка ножей производится на любом плоско-шлифовальном станке (такие станки есть на многих предприятиях вашего города). На всякий случай, в комплект поставки станка можно включить запасные ножи (стоимость 1 000 рублей).
В качестве прижимной балки используется обычное алюминиевое правило для бетонных полов, которое можно приобрести на любом строительном рынке. При интенсивной работе эта деталь изнашивается крайне мало, т.к. в основном на таких станках гнутся длинные детали толщиной до 0,5 мм. Возможен износ, если гнуть короткие полоски толстого металла, например, полоски толщиной 0,7 мм.
Сам станок ремонтируется в «полевых» условиях при помощи обычных слесарных инструментов.
Какая длина минимальной загибаемой полки?
Минимальная возможная полка — 15 мм (загибаемая полка зажимается под прижим), но в паспорте на станок декларируется гарантированная минимальная полка 20мм.
Принцип работы
Технологическая операция гибки листового металла при использовании листогиба ЛГС 26 выполняется в следующей последовательности:
- На раму станка (под его матрицу) помещают заготовку, геометрические параметры которой не должны превышать оговоренных производителем оборудования величин.
- Заготовку располагают на раме в соответствии с разметкой и затем надежно фиксируют.
- Используя пуансон поворотного типа, заготовку гнут на требуемый угол.
- Если согнуть на требуемый угол необходимо не одну, а несколько заготовок, то для этого можно использовать ограничитель угла поворота пуансона, располагающийся на его рукоятке.
- Если заготовку требуется согнуть на больший угол, чем это позволяет сделать основной механизм листогиба (до 180°), то для этого можно использовать догибочное устройство, расположенное на задней части ЛГС 26.
Для того чтобы выполнить на станке данной модели резку листового проката, можно воспользоваться специальной машинкой дискового типа, которая присутствует в стандартном оснащении данного оборудования.

Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
Принцип действия такой машинки, конструкция которой, кроме дисковых ножей, состоит из нижних и верхних роликов, крепежных болтов, используемых также для регулировки положения устройства, заключается в следующем:
- Металлический лист, как и перед гибкой, прижимается к станине оборудования матрицей.
- Машинка, при помощи которой будет выполняться резка, монтируется на направляющей листогиба.
- За счет перемещения отрезной машинки справа налево выполняется резка листа.

Процесс обрезки кромки с помощью отрезной машинки
Чтобы станок модели ЛГС 26 при выполнении на нем резки и гибки обеспечивал качественный результат, следует правильно отрегулировать его механизмы перед началом работ. Так, необходимо, чтобы оси матрицы и оси направляющей относительно оси поворотного пуансона были строго параллельны. Для такой наладки используются регулировочные болты, которые также выполняют крепежные функции. На рабочей поверхности листогиба в процессе обработки не должно находиться посторонних предметов, которые могут не только помешать качественно выполнить обработку, но и стать причиной поломки оборудования. Разумеется, работая на листогибе ЛГС 26, следует также строго соблюдать общие правила техники безопасности.
Для обеспечения безопасности работы на станке данной модели, а также для поддержания его в работоспособном состоянии необходимо регулярно проводить его техническое обслуживание (ТО-1 и ТО-2). В рамках ТО-1, которое выполняется ежедневно, поверхность станка очищается от грязи, пыли и остатков металла. Оценивается также корректность работы всех конструктивных элементов оборудования. ТО-2, проводящееся ежемесячно, подразумевает не только осмотр и тестирование всех механизмов листогиба ЛГС 26, но и выполнение подтяжки всех крепежных элементов в его конструкции.
В каких случаях целесообразно сделать своими руками
Самый простой переносной листогибный станок фабричного производства стоит порядка 25 000-30 000 рублей. Поэтому приобрести такое оборудование могут позволить себе только те, кто уверен, что оно быстро окупится и начнет приносить прибыль. Если же потребность в гибке металла возникает от случая к случаю, или изготовление листовых изделий никогда не окупит используемый для этого станок, то единственно верное решение — обзавестись самодельным листогибом.
К примеру, у домашних умельцев и в небольших мастерских периодически возникают разовые потребности в коробах, крышках, тонкостенных корпусах, желобах и прочих гнутых конструкциях из стального листа. Такой категории производственников проще сделать разборный листогиб и самим согнуть нужную деталь, чем покупать или заказывать ее на стороне. Еще одной мотивацией для изготовления собственного гибочного оборудования является соотношение цен на листовой материал и изделия из него. Для частника-умельца, строящего дом своими руками, стоимость деталей из оцинковки, которые он может гнуть на самодельном станке, будет в разы ниже, чем в магазинах строительных материалов.










Виды и принцип работы
По общепринятой классификации листогибочного оборудования все ручные листогибы (кроме узкоспециализированных) относятся к категории станков с поворотной балкой. Внутри себя они делятся на отдельные виды по различным технологическим признакам, среди которых можно выделить:
- длина сгиба;
- тип прижимной балки;
- способ фиксации;
- максимальный угол гибки.
Все это справедливо как для станков фабричного изготовления, так и для самодельных листогибов.
Основными конструктивными элементами такого оборудования являются (в скобках приведены общепринятые названия для самодельных станков):
- нижняя балка (опора);
- прижимная балка (прижим);
- поворотная балка (траверса);
- рабочий стол.
Листовой материал (сталь, алюминий, медь) помещается на нижнюю опору станка и выдвигается за ее край на длину сгиба. После этого он сверху плотно фиксируется прижимом, передний край которого выступает в роли матрицы, формирующей профиль сгибаемой поверхности. Траверса, установленная на двух осях, закрепленных на опоре, перемещается по дуге снизу вверх, начиная в движении гнуть выступающую часть листа и завершая этот процесс у торца прижима.
Как видно из описания принципа работы устройства для гибки листового металла, его конструкция достаточно проста. Поэтому изготовить его самостоятельно сможет практически любой умелец, обладающий определенными навыками в обработке металла. Общую схему работы такого станка понять несложно, а для того, чтобы его сделать, можно обойтись без чертежей и технической спецификации.





