

Как купить Листогибы
Компания “МОССклад” поставляет Листогибы, гибочные станки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить листогибы ручные, гидравлические, листогибочные станки следующих производителей: 3EMAKINA, ACL, FABTEC, FERROX, FERRUM machine tools, H.M. Transtech, ILMAKSAN, JIARONG, JOUANEL, MAZANEK, PROD-MASZ, RAS, Tapco, TTMC, VAN MARK, ЛГМ, Металл Мастер, Россия, и другие.
Приобрести Листогибы у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad.ru
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.
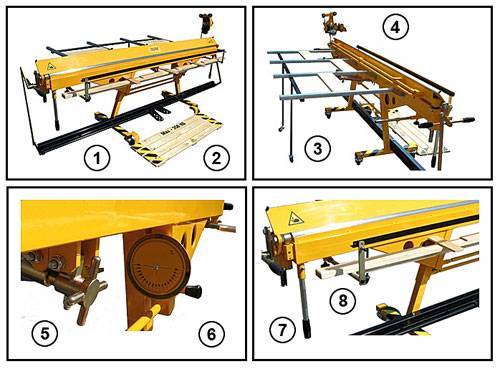
Ручной листогиб модели ЛГС-26
ЛГС-26 относят к называющимся недорогим исполнениям рассматриваемых станков. ЛГС-26 – аппарат проходного типа (имеет отрезной нож для фиксирования конечных размеров изделия, которые в большинстве случаев деформируются в процессе гиба на непростые формы). Он лёгок, мобилен, а поэтому может использоваться конкретно на площадках для строительства, к примеру, при выполнении самых разных кровельных операций. ЛГС-26 относится к ручным листогибам, подготовленным для работ только с тонколистовым металлом, но при этом как правило выполняет гиб очень маленьких полок (до 15 мм), и на угол до 180 0 . ЛГС-26 прекрасно выделяется демократической стоимостью, а надёжная конструкция прижима позволяет гарантировать равномерность зажима заготовки по всему фронту гибки. Применение в ЛГС-26 более жёсткой рамы добавляет сегментному блоку пуансонов отличную точность. Кол-во опор прижимной траверсы в ЛГС-26 минимизировано, что обеспечивает равномерность прижима. Более того, в процессе действия ЛГС-26 заготовка не будет выжиматься из-под прижима. ЛГС-26 снабжён угломером, что обеспечивает дополнительные удобства в рабочий период. ЛГС-26 может относительно быстро переналаживаться для работы с изделиями приличной длины, зачем в конструкции предусматривается проходной раздвигающийся стол. Отрезная машинка агрегата снабжена долговечными стальными направляющими.
Вывод: ЛГС-26 – универсальный, надёжный и – при этом – очень доступный по стоимости ручной листогиб.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
3 Как правильно выбрать листогиб?
При выборе оборудования для сгибания металла вы должны правильно определиться с техническими условиями, которые предъявляются к будущим изделиям, чтобы приобретаемый инструмент полностью подходил по своим характеристикам. Качественный и надежный листогибочный станок должен обладать рядом необходимых свойств, их и разберем подробнее.
В первую очередь, для сгибания металла с определенной заранее точностью необходимо наличие ограничителя угла поворота. А регулировка прижима листа в инструменте должна быть простой и удобной для исполнителя, который занимается обработкой. Большим плюсом было бы также наличие в станке пружинного компенсатора, который служит для уменьшения необходимого усилия, затрачиваемого на опускание прижимной балки. Благодаря этому работники будут меньше уставать, а мощность такого производства заметно возрастет.
Выбор ручного листогиба – определенно очень непростое задание. Это связано в первую очередь с тем, что в настоящее время существует огромное число предложений в этой сфере различных отечественных и зарубежных производителей металлопрокатного оборудования
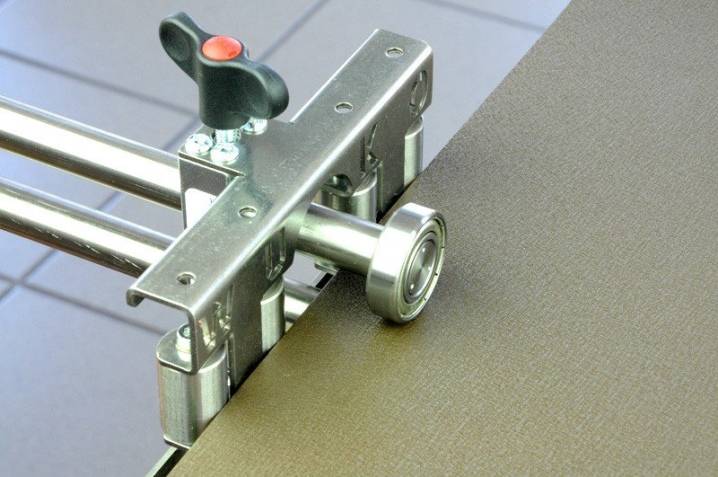
Важно также обращать внимание на то, чтобы модель, которую вы выбрали, обладала возможностью быстрого снятия и перестановки сегментов. Также следует помнить, что для работы с листами окрашенного металла необходимо, чтобы на гибочном валу присутствовало специальное силиконовое покрытие
Важно понимать еще и тот факт, что не все оборудование для сгибания листов имеет возможность разрезать производственные заготовки, а иногда эта функция очень полезна. Но данную работу можно осуществить, если станок оснащен специальным роликовым ножом
Так что если род вашей деятельности подразумевает такую операцию, то наличие специального резца придется уточнить у продавца.









Разновидность гибочного оборудования
Устройства для сгибания металлического листа с целью получения профилей любой формы можно классифицировать по различным признакам.
По типу рабочего механизма, станки бывают:
- ручными;
- гидравлическими;
- пневматическими;
- электромеханическими;
- электромагнитными.
По способу установки, оборудование может быть:
- стационарным;
- переносным.
По методу заготовки, листогибы подразделяется на два основных типа:
- автоматический (с числовым программным управлением);
- ручной.
Автоматика листогибочного станка
По способу выполнения сгибания:
- ротационное 2-х, 3-х или 4-х валковые листогибочные установки;
- поворотные станки с гибочной балкой (металлический лист фиксируется с помощью прижимной балки на рабочем столе, а процесс сгибания заготовки происходит снизу вверх в несколько подходов);
- прессовые агрегаты для изгибания с пуансоном и матрицей, называемые ещё «пресс-штемпелями» или «шплинтонами» (фиксация металлических листов на рабочем столе и дальнейшем вертикальном давлении сверху вниз).
Гидравлические агрегаты для изгибания листового проката работают за счёт гидроцилиндров, которые применяются в качестве источника энергии масляное давление.
Устройства этого типа могут быть:
- стационарными;
- передвижными, допускающими эксплуатацию без предварительной инсталляции.
Пневматический привод обеспечивает работу станка за счет пневмоцилиндров, применяющих в качестве источника энергии давление воздуха. Они зачастую выглядят как «поворотная балка». Могут быть как стационарными, так и передвижными. Электромагнитные установки, которые гнут листовой металл благодаря сверхмощному электромагниту. Они достаточно легки и мобильны, чтобы применять их непосредственно на месте проведения монтажных работ.
Электромеханическое гибочное оборудование действует с помощью передачи энергии от электродвигателя по приводной системе цепей, ремням на исполнительные элементы устройства. Ручной станок для гибки металла (алюминия, меди или оцинкованной стали) обладает сравнительно малыми габаритами и является мобильным. За счёт этого его можно называть «мини» станком.
Особенности модели
Ручной листогиб ЛГС 26 – это станок облегченного типа, который используется преимущественно для нарезки заготовок и создания из них несложных по форме элементов кровельных конструкций, таких как:
- отливы;
- ендовы;
- коньки;
- элементы для выполнения отделки и др.
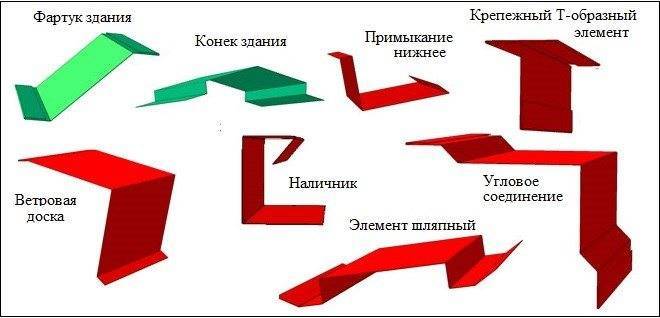
Примеры изготавливаемых на листогибе деталей
В качестве материалов, изделия из которых можно обрабатывать на листогибе ЛГС 26, могут выступать такие металлы, как сталь, алюминий и медь. Станок модели ЛГС 26, конструкция которого большинством специалистов признается простой в эксплуатации, надежной и удобной, также отличается невысокой стоимостью, что только добавляет плюсов данному оборудованию.
Компактные размеры листогиба ЛГС 26 позволяют без особых затруднений и значительных финансовых затрат доставлять его на те объекты, где с его помощью необходимо решать определенные технологические задачи. В конструкции данного станка отсутствует электромагнитный прижим, но это не является большим недостатком.

Транспортировка листогиба возможна даже на легковом автомобиле
Если говорить о наиболее значимых достоинствах листогиба ЛГС 26, то к ним следует отнести:
- расширенные функциональные возможности, что позволяет успешно применять такой отрезной и гибочный станок для изготовления кровельных элементов различной конфигурации и назначения;
- увеличенную длину рабочей зоны (это дает возможность выполнять на листогибе обработку металлических листов даже очень значительной длины);
- простоту конструкции ЛГС 26, чертеж которого это хорошо подтверждает (именно поэтому ремонтировать этот листогиб можно даже на объекте, на котором он используется);
- наличие угломера, при помощи которого легко контролируется угол выполняемого на заготовке изгиба;
- фиксацию всех рабочих элементов на стальном цельносварном каркасе, отличающемся высокой надежностью;
- высокую точность обработки (ее обеспечивает качественный и надежный механизм прижима заготовки по всей ее длине);
- дополнительную функциональность, определяемую наличием поворотной балки в стандартном оснащении станка;
- достаточно небольшой вес, способствующий высокой мобильности листогиба;
- наличие, кроме отрезного механизма, специального трапа, который необходим для того, чтобы не допустить опрокидывания оборудования от усилий при гибке листового металла.

Качество сварки и сборки деталей листогиба находится на хорошем уровне
Какие виды ручных листогибов бывают
По функциональным и производственным возможностям ручные листогибы можно разделить на:
- гибочные,
- отбортовочные,
- роликовые,
- сегментарные.
По способу сгибания и дополнительным приспособлениям различают листогибочные машины:
- с прессом и наличием пуансона и матрицы;
- поворотного типа с гибочной балкой;
- ротационного типа с двумя, тремя и четырьмя валками.
Ручные листогибы, как правило, используют в своей работе исключительно метод холодной гибки различных деталей из листового материала, при этом величина толщины листа может колебаться от 0,4 до 1,5 мм. Так, ручными станками гнут и обрабатывают следующие листовые материалы, выполненные из:
- оцинкованного железа,
- алюминия,
- меди,
- картона,
- поликарбоната и некоторых видов пластика.
Основные принципы выбора листогибов с ручным приводом
Поскольку приобретение является долговременным (все без исключения ЛГС конструктивно просты, а, следовательно, и долговечны), то при выборе подходящей модели листогибочного станка согласно приведенной классификации необходимо ориентироваться на следующие исходные данные:
тип производства деталей: при единичном выпуске однозначное преимущество получают листогибы с сегментным рабочим инструментом, устройство которого можно видоизменять при заказе комплектов пуансонов и матриц; возможность для установки листогиба: при стеснённых площадях стоит ограничиться машинкой, имеющей небольшие размеры, причём она может быть даже переносного исполнения; технические возможности устройства, касающиеся гибки заготовок определённого размера: отдельно выпускаются ЛГС для гибки листа до 0,7 мм, до 1,5 мм, и до 4 мм (для гибки изделий с большей толщиной устройство листогиба должно предусматривать уже механизированный его привод); от конфигурации оси изогнутой заготовки: при сложных положениях конечной оси гибки изделия стоит остановить выбор на моделях ЛГС, которые позволяют независимое перемещение как нажимной, так и поворотных балок машинки; от мобильности агрегата: в условиях применения ЛГС на строительных площадках (например, для гибки металлосайдинговых профилей, элементов профилированного настила и т.д.) важно иметь проходной листогиб, который можно относительно легко переместить в другое место. Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
- способность к изготовлению гнутых профилей с толщиной, наиболее часто встречающейся в практике действующего производства (обычно – до 1 мм);
- наличие отрезного ножа, при помощи которого можно выполнять и требуемые разделительные операции;
- мобильностью машинки, позволяющей её быстро и без особых проблем переустановить на новое место своего применения;
- конструктивной надёжностью, которая обеспечивает получение продукции стабильно высокого качества;
- наличие дополнительных опций (например, возможности мсонтажа ручного/ножного привода, установки сегментного инструмента);
- приемлемой стоимости, долговечности и ремонтопригодности.
С этой точки зрения стоит проанализировать практические возможности наиболее распространённых моделей ЛГС, работающих с сегментным инструментом.
Особенности и назначение
Гибка листового металла может быть выполнена даже дома. Но делать это с помощью простых подручных инструментов и вручную крайне трудно. Да и качество такой работы мало кого удовлетворит. Хороший ручной роликовый листогиб обеспечивает сгибание металла под разнообразными углами. Само по себе такое устройство не слишком сложно, его нередко даже делают самостоятельно. Роликовые листогибы практичны и удобны. Они позволяют сгибать листовой металл прямо там, где проводится монтаж выгнутых конструкций. Обработка производится в холодном режиме. Без листогибов крайне сложно изготавливать:
кровельные элементы;
части фасадов здания;
вентиляционные конструкции;
водосточные трубы.


Ключевыми характеристиками сгибающего оборудования являются:
допустимая толщина листа;
длина заготовки;
диапазон углов сгибания;
точность задания этих углов;
производительность.
История развития и преимущества применения
Листогиб гидравлический, который стал использоваться производственными предприятиями в середине XX века, пришел на смену ручным и механическим устройствам, предназначенным для гибки листового металла. Наряду с высокой эффективностью и экономичностью использования ручной пресс для гибки отличает и ряд существенных недостатков, связанных прежде всего с невозможностью получения с его помощью изделий с точными геометрическими параметрами, а также с приложением значительных физических усилий при его применении.









Механические листогибочные прессы также не лишены недостатков, которые заключаются в следующем:
- Работа такого станка сопровождается значительным шумом и сильной вибрацией.
- Изделия, изготовленные на таком оборудовании, не отличаются высоким качеством.
- При эксплуатации такого станка слишком велик риск травмирования оператора, который им управляет.
- Использование такого листогибочного пресса связано с повышенным расходом электроэнергии.
- Переналадка механических представляет собой достаточно сложную процедуру.
Листогибочные прессы механического типа широко использовались в конце прошлого века
Кроме механических и ручных, на современном рынке также представлены листогибочные прессы с пневматическим приводом. Такое оборудование, для эксплуатации которого необходимо наличие централизованной сети сжатого воздуха, обладает одним очень серьезным недостатком: даже при увеличении размеров станка развиваемое им усилие, с которым он воздействует на обрабатываемую заготовку, не позволяет выполнять обработку изделий из листового металла значительной толщины.
Появившись на рынке, листогиб гидравлический, отличающийся самой высокой мощностью среди всего оборудования подобного назначения, совершил настоящий прорыв в вопросах обработки листового металла методом гибки. Такой пресс-листогиб, кроме высокой мощности, имеет множество других достоинств:
- экономичное потребление электроэнергии;
- высокий уровень безопасности;
- высокая надежность;
- возможность изготавливать изделия исключительно высокого качества.
Гидравлический листогибочный пресс ИА1430-01 советского производства
Появившись на рынке в середине XX века, гидравлические модели листогибочных станков приобрели ряд существенных усовершенствований, что позволило наделить эти устройства дополнительными функциональными возможностями, сделать их более удобными и безопасными в эксплуатации. Оснащение современного листогибочного пресса гидравлического инновационными устройствами и дополнительными механизмами позволяет использовать его для успешного решения даже самых сложных задач, связанных с гибкой листового металла. Среди таких устройств и механизмов можно назвать:
- систему ЧПУ для листогибочного пресса (такая система, оснащенная графическим пользовательским интерфейсом, в состоянии самостоятельно определять режимы и последовательность выполнения технологических операций);
- механизмы, обеспечивающие повышенную защиту оператора станка от травм;
- электронные устройства, которые отвечают за регулировку скорости перемещения траверсы;
- индикатор, который обеспечивает контроль за углом выполняемой гибки.
Это лишь небольшой перечень дополнительных элементов, которые могут присутствовать в конструкции гидравлического листогибочного пресса. Наличие такого оснащения значительно расширяет функциональные возможности станка и дает возможность использовать его для решения специальных задач.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Особенности модели
Ручной листогиб ЛГС 26 – это станок облегченного типа, который используется преимущественно для нарезки заготовок и создания из них несложных по форме элементов кровельных конструкций, таких как:
- отливы;
- ендовы;
- коньки;
- элементы для выполнения отделки и др.
Примеры изготавливаемых на листогибе деталей
В качестве материалов, изделия из которых можно обрабатывать на листогибе ЛГС 26, могут выступать такие металлы, как сталь, алюминий и медь. Станок модели ЛГС 26, конструкция которого большинством специалистов признается простой в эксплуатации, надежной и удобной, также отличается невысокой стоимостью, что только добавляет плюсов данному оборудованию.
Компактные размеры листогиба ЛГС 26 позволяют без особых затруднений и значительных финансовых затрат доставлять его на те объекты, где с его помощью необходимо решать определенные технологические задачи. В конструкции данного станка отсутствует электромагнитный прижим, но это не является большим недостатком.
Транспортировка листогиба возможна даже на легковом автомобиле
Если говорить о наиболее значимых достоинствах листогиба ЛГС 26, то к ним следует отнести:
- расширенные функциональные возможности, что позволяет успешно применять такой отрезной и гибочный станок для изготовления кровельных элементов различной конфигурации и назначения;
- увеличенную длину рабочей зоны (это дает возможность выполнять на листогибе обработку металлических листов даже очень значительной длины);
- простоту конструкции ЛГС 26, чертеж которого это хорошо подтверждает (именно поэтому ремонтировать этот листогиб можно даже на объекте, на котором он используется);
- наличие угломера, при помощи которого легко контролируется угол выполняемого на заготовке изгиба;
- фиксацию всех рабочих элементов на стальном цельносварном каркасе, отличающемся высокой надежностью;
- высокую точность обработки (ее обеспечивает качественный и надежный механизм прижима заготовки по всей ее длине);
- дополнительную функциональность, определяемую наличием поворотной балки в стандартном оснащении станка;
- достаточно небольшой вес, способствующий высокой мобильности листогиба;
- наличие, кроме отрезного механизма, специального трапа, который необходим для того, чтобы не допустить опрокидывания оборудования от усилий при гибке листового металла.
Качество сварки и сборки деталей листогиба находится на хорошем уровне
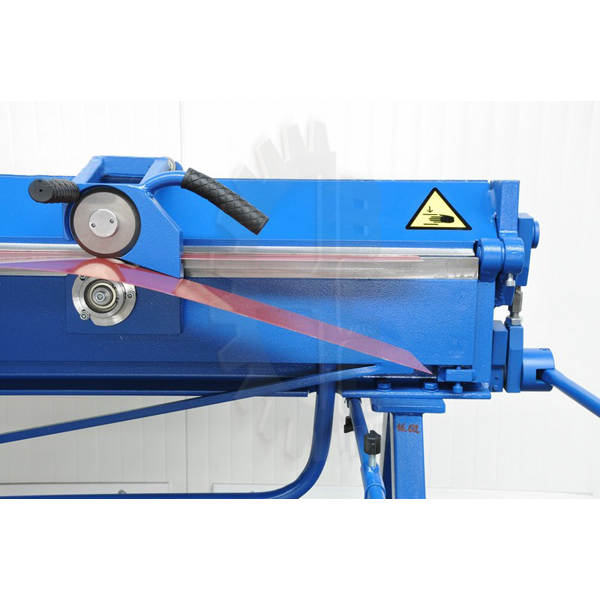
Технические характеристики
Технические возможности листогиба ЛГС 26 (и видео процесса его работы хорошо демонстрирует это) позволяют эффективно выполнять на нем гибку холодно- и горячекатанного листового проката, толщина которого находится в интервале 0,4–0,7 мм. При этом длина таких заготовок, как уже говорилось выше, может быть любой, но их ширина должна находиться в интервале 2500–3000 мм (модели ЛГС 2500–3000).
Перечислим наиболее значимые технические характеристики листогиба ЛГС 26, который производится на заводе в Липецке.
- Минимальная ширина полосы, которая может быть отрезана от металлического листа при помощи такого станка, – 40 мм.
- Производительность работы оборудования такова: выполнение резки без предварительной разметки – до 5 м/мин; если предварительная разметка выполняется – до 2,5 м/мин; гибка металлических заготовок – 2 загиба в минуту.
- Уровень, на котором выполняется подача обрабатываемого листа, – 850–900 мм.
- Точность реза, которая гарантируется производителем оборудования, – 1,5 мм на 1 метр.
- Наименьшая ширина полки, которая подвергается загибу, – 0,15 мм.
- Общая масса оборудования – 160 кг.
- Максимальный угол выполняемого загиба без использования поворотной балки – 135°, с поворотной балкой – до 180°.
Для того чтобы работа на листогибе ЛГС 26, который оснащен ручным приводом механизма резки и гибки, была максимально безопасной, рядом с ним должны быть два оператора.
Станок позволяет изготавливать простые детали. Сложные заготовки, например, «хитрые» стартовые планки для сайдинга, этот гибочной станок не сможет сделать
Завод-изготовитель, который расположен в Липецке, поставляет станок модели ЛГС 26 в следующей комплектации:
- несущая стальная рама цельносварного типа;
- направляющая, которой оснащен отрезной механизм;
- матрица, за счет которой обеспечивается прижим заготовки;
- поддон, изготовленный из дерева;
- кулисы, обеспечивающие регулировку усилия прижима заготовки;
- угломер;
- задний пуансон, дополнительно оснащенный стопором;
- устройство, при помощи которого выполняется резка металла;
- пуансон поворотного типа.
Подготовка материалов и инструментов
Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).



Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).



Ручные листогибы от торговой компании Tapco
Торговая марка Tapco (Соединённых Штатов) известна собственным оборудованием для профильной гибки листа. Листогибы Tapco ориентируются преимущественно на производство анодированных профилей из стали под работы с кровлей, предназначаются для установки на площадках открытого типа, а поэтому сделаны фактически полностью из коррозиеустойчивых материалов. Это, естественно, проявляется на цене листогибов Tapco – она значительно больше, чем у нашего подобного оборудования. Характерными характерностями ЛГС от Tapco считаются:










- модульный принцип сборки, что делает быстрее процесс монтажа станков;
- наличие предохранителей от повреждения поверхностей для работы агрегатов Tapco;
- возможность лёгкого транспортирования ручных листогибов Tapco на другое место использования;
- широкие опции инструментов, включающих в себя отрезной нож в составе узла листовых ножниц, стол проходного типа, брендовый сегментный инструмент Tapco Tool;
- годовая гарантия на эксплуатацию агрегатов Tapco (при условиях выполнения всех требований изготовителя);
- красивый дизайн всей линейки листогибов Tapco.
Вывод: ручные листогибы Tapco – первые в ряду специальнонго оборудования. применение которого предполагается в трудных условиях погоды.





