

Устройство и принцип действия
- Механизма прижима, на котором устанавливается комплект сегментов.
- Механизма поворота, которым обеспечивается непосредственная гибка детали.
- Ручного рычажного привода для поворота балки на требуемый угол (для более мощных агрегатов привод может быть ножным).
- Стальной опорной рамы из профильного проката, на которой монтируются все узлы агрегата.
- Направляющих устройств, обеспечивающих прямолинейность перемещения элементов.
- Фиксаторов установки исходной заготовки (чаще используют магнитный и механический).
- Пружинных компенсаторов хода (опционально), которые предназначены для более равномерного хода подвижных деталей оборудования.
Сегментный рабочий инструмент (гибочные матрицы) обычно изготавливается из легированной инструментальной стали марок 9ХС или ХВГ. Комплект сегментов имеет рабочую и посадочную часть. Посадочная часть каждой матрицы соответствует месту её крепления, а рабочая часть конструируется под наиболее часто встречающиеся варианты гибки деталей. Инструментальные производства — наилучший вариант для заказа инструмента, поскольку матрицы должны иметь низкую шероховатость Ra 1,6 – 2,5 при твёрдости в пределах 52 — 57 HRC. Так как ручной листогиб чаще всего не имеет устройства для регулировки величины хода подвижной балки, то высота, которую имеет сегментный инструмент, для всех матриц выполняется одинаковой.
Сегментный ручной листогиб действует так. Перед началом гибки оператор подбирает требуемый набор матриц, и устанавливает сегментный инструмент в посадочное место. Подготовленная для производства гиба заготовка устанавливается в зазор между прижимной и рабочей балками, фиксируется по предварительно выставленным упорам, и надёжно зажимается. Поворотный механизм при помощи рукоятки перемещается на требуемый угол, и, в процессе прижима заготовки к нужной матрице, обжимает изделие по её рабочей части. Возврат данного узла может быть произведен либо обратным поворотом рукоятки, либо действием специальной пружины (некоторые листогибы промышленного исполнения обладают такой возможностью).
Технические возможности ручных сегментных листогибов
Предлагаемые на рынке модели обеспечивают:
- гибку стальных тонколистовых изделий длиной до 1,5 м;
- гибку продукции из цветных металлов и сплавов (преимущественно алюминия и меди толщиной до 2,5 — 3 мм) длиной до 4 м;
- угол гиба 135 — 180°;
- возможность установки в станке предварительно загнутых кромок полуфабриката.
Точность гиба обеспечивается предварительной регулировкой зазоров в механизме поворота. Для повышения функциональности некоторые модели таких агрегатов снабжаются отрезным ножом роликового типа, при помощи которого можно выполнять ряд разделительных операций (например, разрезку).
Сегментный листогиб, выполненный своими руками, обычно не обладает полным набором вышеописанных функций. Обычно его изготавливают под определённые потребности производства. В частности, для снижения общих затрат производства, сегментный инструмент целесообразно сделать из обычной инструментальной стали марок У10 или У12. Более ограниченной является и номенклатура сегментов. Для немагнитных материалов прижим заготовки в процессе гибки осуществляется винтовым механизмом, для обработки стальных заготовок практичнее сделать магнитный прижим.
Исполнения данного вида оборудования различается также расположением сегментов: в большинстве моделей принято вертикальное размещение, однако встречается и наклонное. Выбор определяется удобством производства работ: в частности, при небольших по высоте матрицах можно размещать наборы гибочных сегментов вертикально, а при значительных ходах гибки удобнее наклонная компоновка.
Чаще всего ручной сегментный листогиб применяется для производства изделий типа коробок и крышек: поддонов, ограждающих кожухов, противней, корпусов вентиляционных устройств и т.п.

Одна из схем сегментального листогиба
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
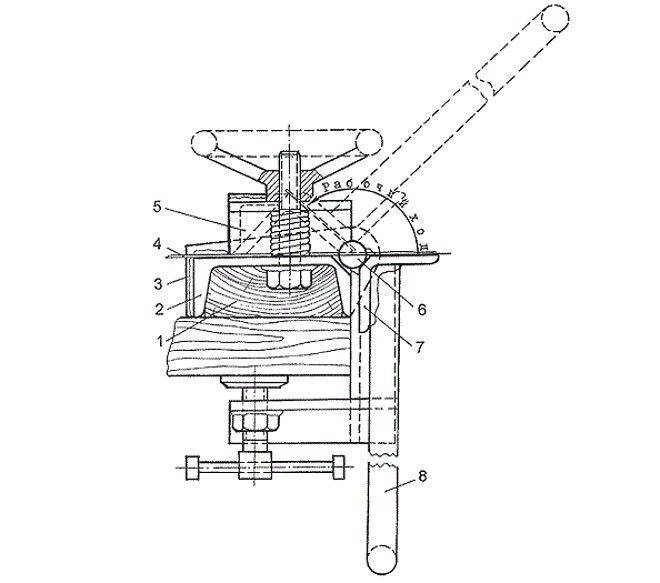
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
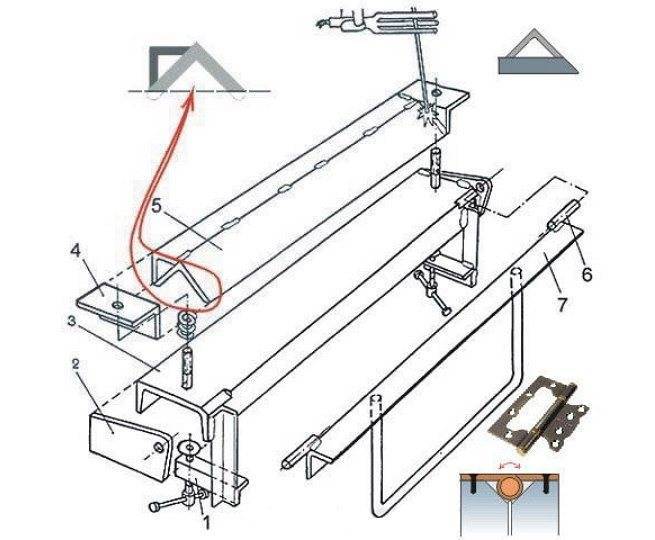
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.

Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.








На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Устройство и принцип действия
Ручной сегментный листогиб представляет собой оборудование для гибки по контуру листовых штучных изделий, оснастка которого представлена набором стандартных элементов — сегментов. Такой листогиб состоит из следующих узлов:
- Механизма прижима, на котором устанавливается комплект сегментов.
- Механизма поворота, которым обеспечивается непосредственная гибка детали.
- Ручного рычажного привода для поворота балки на требуемый угол (для более мощных агрегатов привод может быть ножным).
- Стальной опорной рамы из профильного проката, на которой монтируются все узлы агрегата.
- Направляющих устройств, обеспечивающих прямолинейность перемещения элементов.
- Фиксаторов установки исходной заготовки (чаще используют магнитный и механический).
- Пружинных компенсаторов хода (опционально), которые предназначены для более равномерного хода подвижных деталей оборудования.
Сегментный рабочий инструмент (гибочные матрицы) обычно изготавливается из легированной инструментальной стали марок 9ХС или ХВГ. Комплект сегментов имеет рабочую и посадочную часть. Посадочная часть каждой матрицы соответствует месту её крепления, а рабочая часть конструируется под наиболее часто встречающиеся варианты гибки деталей. Инструментальные производства — наилучший вариант для заказа инструмента, поскольку матрицы должны иметь низкую шероховатость Ra 1,6 – 2,5 при твёрдости в пределах 52 — 57 HRC. Так как ручной листогиб чаще всего не имеет устройства для регулировки величины хода подвижной балки, то высота, которую имеет сегментный инструмент, для всех матриц выполняется одинаковой.
Сегменты листогиба
Продукция сегментного листогиба — деталь коробочной формы
Сегментный ручной листогиб действует так. Перед началом гибки оператор подбирает требуемый набор матриц, и устанавливает сегментный инструмент в посадочное место. Подготовленная для производства гиба заготовка устанавливается в зазор между прижимной и рабочей балками, фиксируется по предварительно выставленным упорам, и надёжно зажимается. Поворотный механизм при помощи рукоятки перемещается на требуемый угол, и, в процессе прижима заготовки к нужной матрице, обжимает изделие по её рабочей части. Возврат данного узла может быть произведен либо обратным поворотом рукоятки, либо действием специальной пружины (некоторые листогибы промышленного исполнения обладают такой возможностью).
Технические возможности ручных сегментных листогибов
Предлагаемые на рынке модели обеспечивают:
- гибку стальных тонколистовых изделий длиной до 1,5 м;
- гибку продукции из цветных металлов и сплавов (преимущественно алюминия и меди толщиной до 2,5 — 3 мм) длиной до 4 м;
- угол гиба 135 — 180°;
- возможность установки в станке предварительно загнутых кромок полуфабриката.
Точность гиба обеспечивается предварительной регулировкой зазоров в механизме поворота. Для повышения функциональности некоторые модели таких агрегатов снабжаются отрезным ножом роликового типа, при помощи которого можно выполнять ряд разделительных операций (например, разрезку).
Сегментный листогиб, выполненный своими руками, обычно не обладает полным набором вышеописанных функций. Обычно его изготавливают под определённые потребности производства. В частности, для снижения общих затрат производства, сегментный инструмент целесообразно сделать из обычной инструментальной стали марок У10 или У12. Более ограниченной является и номенклатура сегментов. Для немагнитных материалов прижим заготовки в процессе гибки осуществляется винтовым механизмом, для обработки стальных заготовок практичнее сделать магнитный прижим.
Исполнения данного вида оборудования различается также расположением сегментов: в большинстве моделей принято вертикальное размещение, однако встречается и наклонное. Выбор определяется удобством производства работ: в частности, при небольших по высоте матрицах можно размещать наборы гибочных сегментов вертикально, а при значительных ходах гибки удобнее наклонная компоновка.
Чаще всего ручной сегментный листогиб применяется для производства изделий типа коробок и крышек: поддонов, ограждающих кожухов, противней, корпусов вентиляционных устройств и т.п.
Одна из схем сегментального листогиба
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.










Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Подготовка материала к работе, чертежи, подгонка
Для начала необходимо представить, как должен выглядеть листогиб и из каких узлов он будет состоять. Основой, конечно же, послужит массивный швеллер. Элементом, который будет отвечать за изгиб, станет стальной уголок. Однако чтобы он двигался в нужной плоскости, необходимо правильно расположить петли. Они врезаются внутрь швеллера и уголка, что позволяет расположить эти элементы в одной параллели. Как это должно выглядеть, можно понять из чертежей, которые представлены на фото ниже.
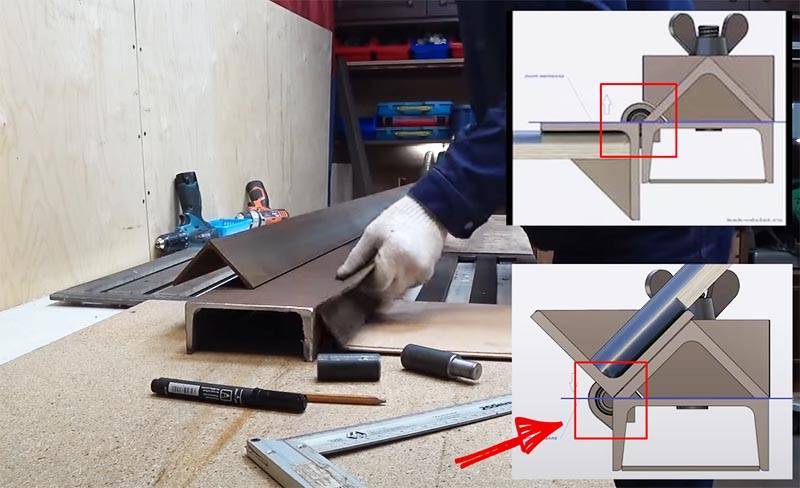 ФОТО: YouTube.comУголок и швеллер готовы, а вот как расположить петли становится понятно из чертежей
ФОТО: YouTube.comУголок и швеллер готовы, а вот как расположить петли становится понятно из чертежей
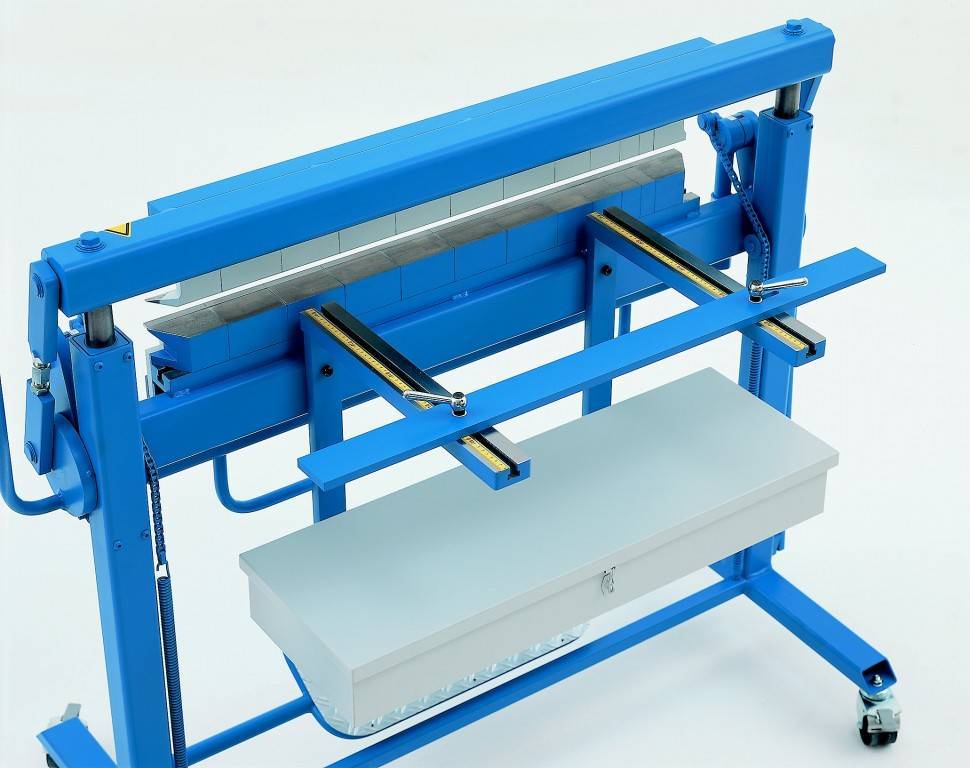
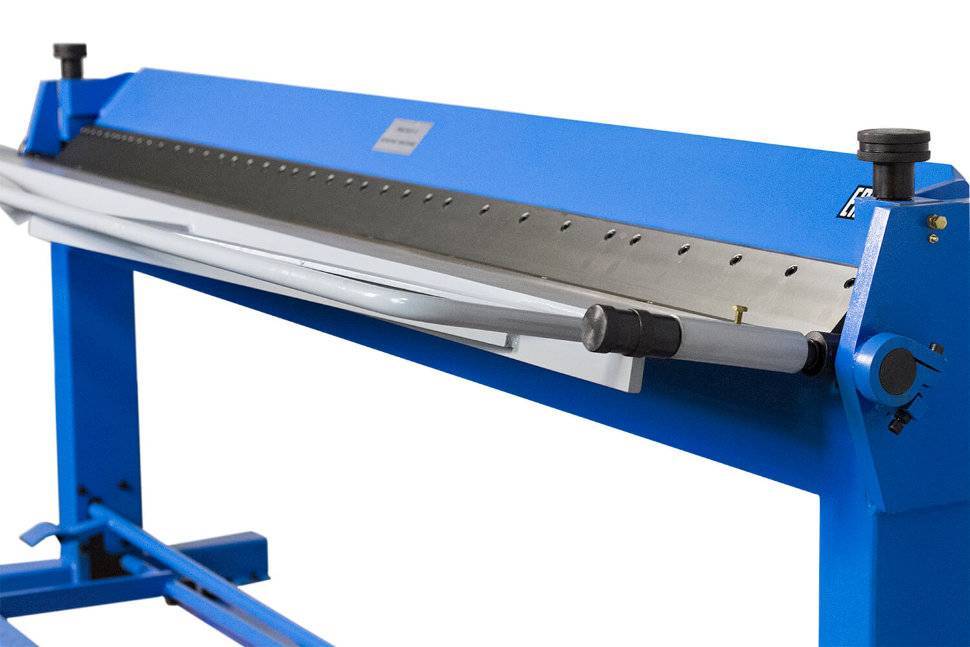
Сегментальный листогиб: достоинства и особенности конструкции
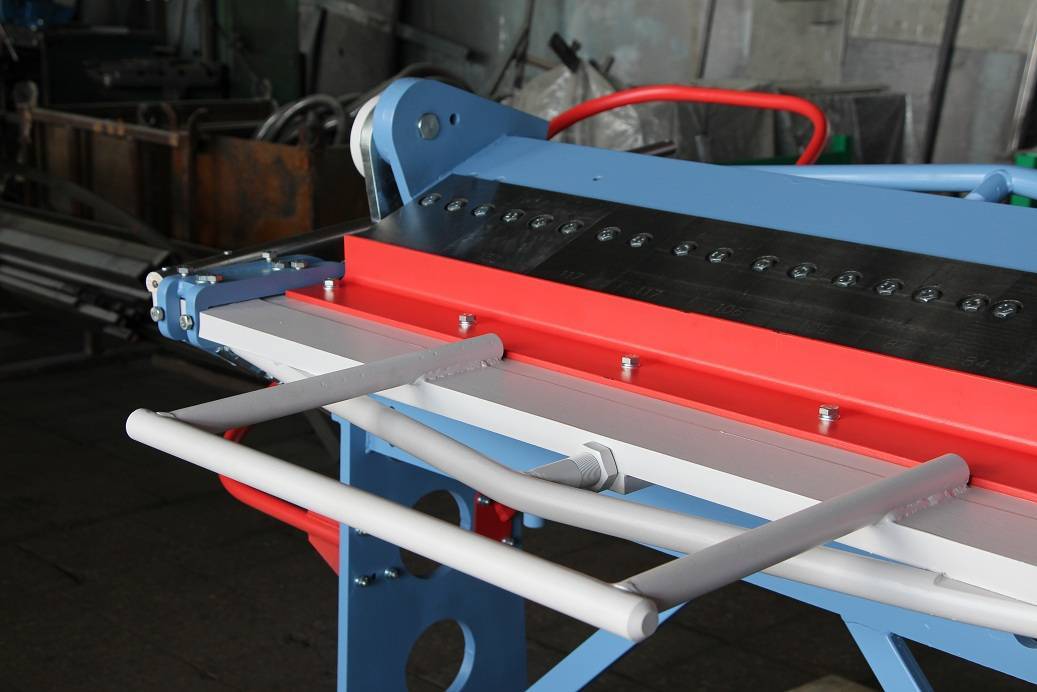
Главной особенностью данного оборудования является наличие специальных сегментов шириной от 25 мм и размещенных по всей длине верхней (гибочной, нижней) балки. Именно это позволяет сгибать лист металла, придавая ему сложную форму. Кроме этого, к достоинствам предлагаемых сегментальных листогибов следует отнести:
- наличие ограничителя угла поворота, обеспечивающее точность сгиба без замеров;
- простую регулировку прижима листа (поворотом рукоятки);
- наличие пружинного компенсатора, уменьшающего усилие, прилагаемое к гибочной балке;
- легкое снятие, перемещение и перестановка сегментов;
- отсутствие ограничения глубины подачи заготовки.
В предлагаемых листогибах ручных прижимная балка перемещается вертикально, что обеспечивает данным сегментным аппаратам высокую точность сгиба. Благодаря особой конструкции сегментов, под прижимную балку допускается установка заготовки с загнутыми бортиками. В зависимости от выбранной модели, масса реализуемого оборудования может варьироваться от 160 до 1550 кг.
Чертежи создания листогибочных станков
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева. Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму. Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
Ровная поверхность, лучше металлическая; Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина. Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов. Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.









Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины. После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта. Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
Опоры вертикальные из швеллера на подшипниках и с выемками под оси. Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации. Рама. Узел прижима верхнего валка. Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении. Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины. Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм. Диаметр жёлоба можно регулировать путём перемещения валков.





