

Особенности работы по изготовлению
Чтобы изготовить профилегиб, в обязательном порядке потребуются чертежи. Размеры профилегиба имеют значение для эффективной работы. Несмотря на кажущуюся простоту, собранный на глазок агрегат будет расшатываться, при изгибании профиля выкручивать его, или радиус получится угловатым и мало напоминающим окружность.
Чертежи берут и Интернета, там предлагаются фото и видео, имеются другие источники информации. Но мало кому подходит чертеж, взятый из этого источника, так как понравившаяся конструкция станка актуальна для отдельно взятого пользователя только в случае совпадения контура профиля, который следует согнуть. Станину и все конструктивные элементы можно использовать, но с конфигурацией роликов определяются индивидуально. Чертеж без изменения используют в том случае, если в нем:
- нет технических ошибок, это способен определить специалист-механик, может, предложенная конструктивная схема откажется работать;
- техническое описание сборки и применяемых материалов выполнено подробно, в чертеже есть все нужные размеры, указаны способы крепления, прочерчены узлы и взаимное расположение комплектующих элементов;
- конструкция разработана с учетом материалов, с приобретением или покупкой которых не возникнет проблем.
Чаще всего изготовлением чертежа занимается сам мастер, решивший изготовить профилегиб, беря за основу готовые чертежи и приспосабливая их, чтобы изготовить агрегат. При этом для конструкции и конструктивных узлов закладываются доступные материалы
Мастер обращает внимание на следующие моменты:
- конфигурация опорных элементов для профиля (роликов) выбирается с учетом не только поперечного размера проката, но и формы его сечения, иногда поверхность роликов бывает достаточно сложной;
- для некоторых видов профиля, например, швеллера или уголка, имеет значение направление изгибания (вверх или вниз полкой).
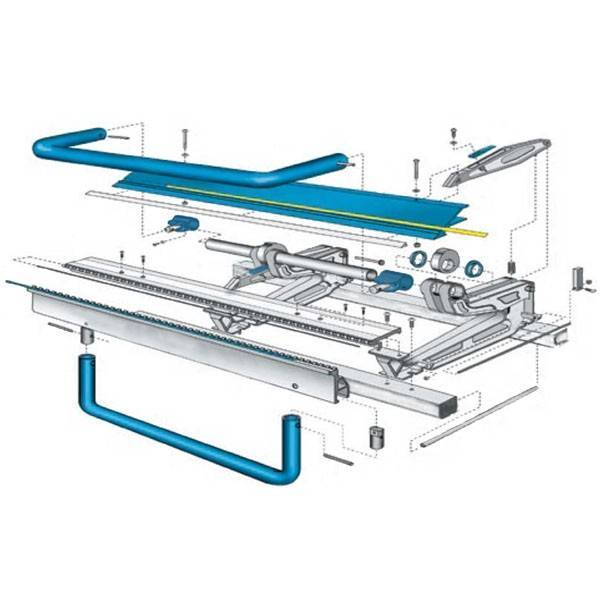
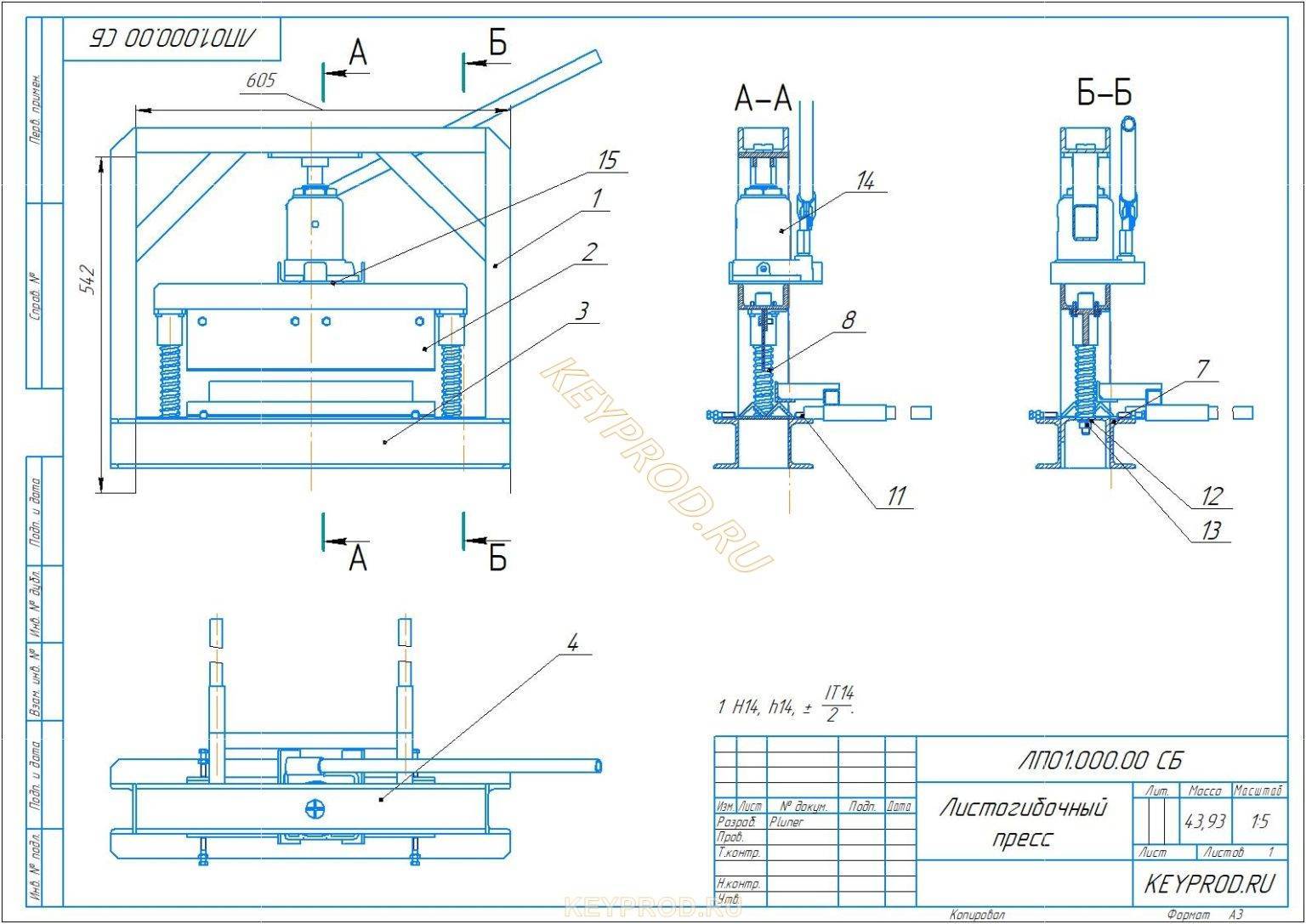
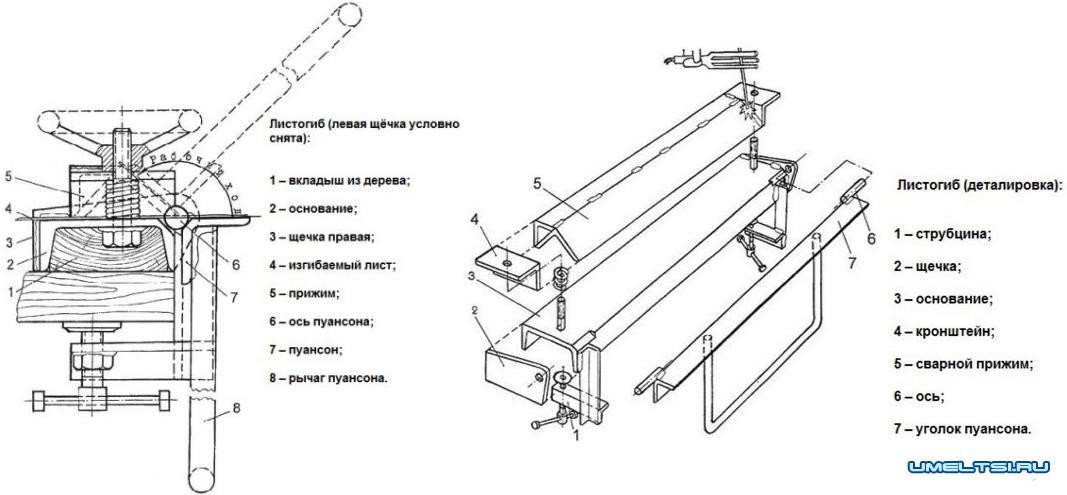
Описание конструкции
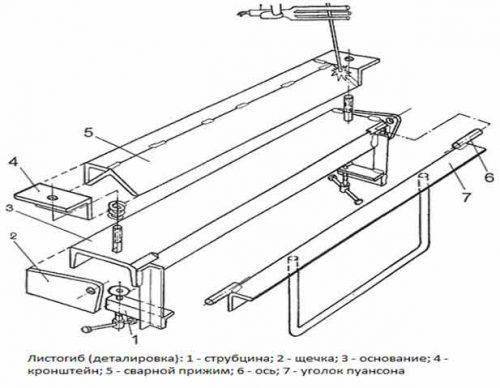
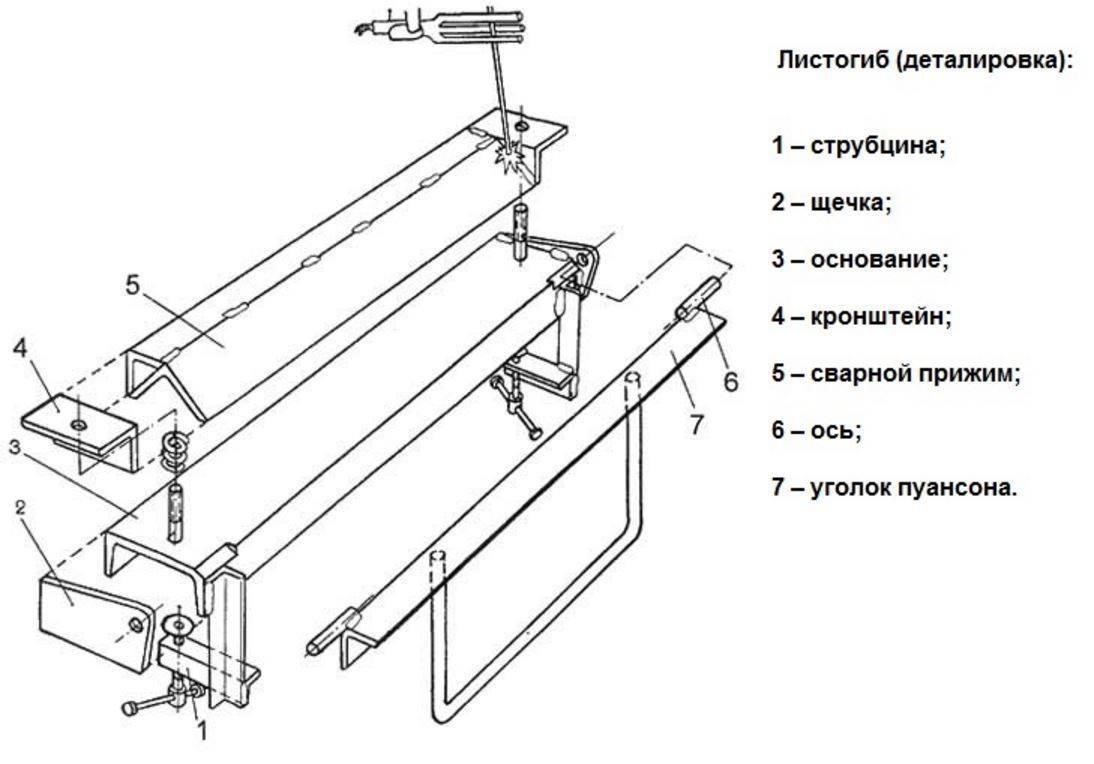
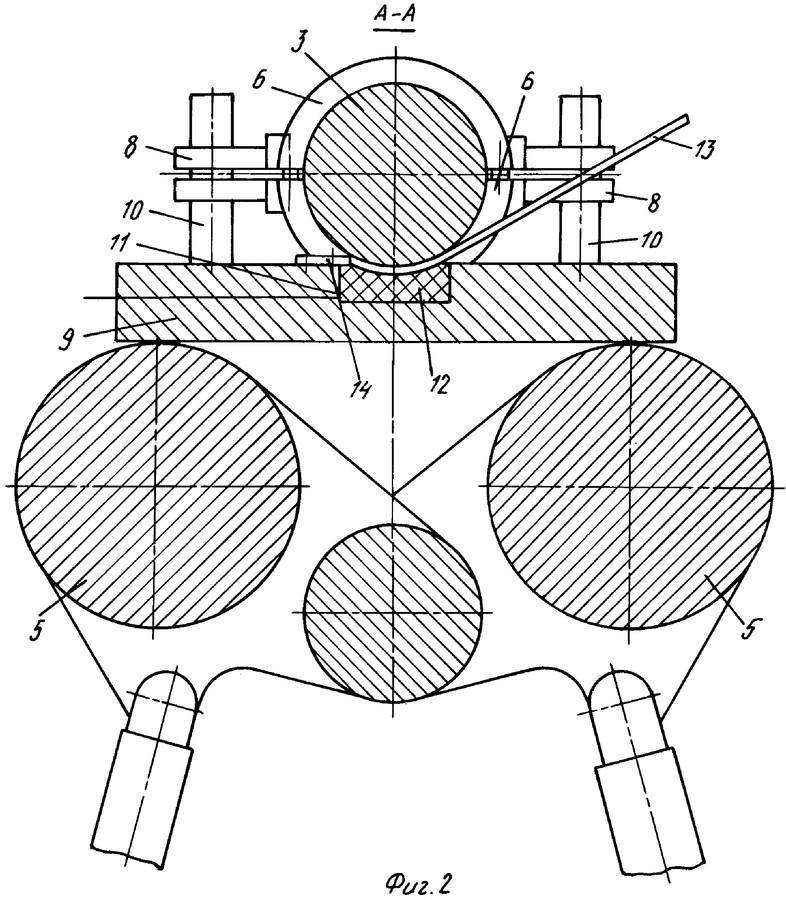
схема листогиба: 1 — струбцина; 2 — щечка; 3 — станина; 4 — кронштейн; 5 — прижим сварной; 6 — ось; 7 — уголок пуансона
Данная модель металлогибочного приспособления легко справляется с жестью, изгибы получаются довольно точно. Можно гнуть и окрашенный металл.
Основание станка сварено из швеллера №6 или №8. В зависимости от длины будущего аппарата подбирается длина швеллера. Для мелких работ достаточно 50 см. Для сгибания железа на угол, превышающий 90 градусов, из уголка выполняется прижим. Такие углы загиба используются при изготовлении фальцев.
Прижим сваривается: основа конструкции — уголок 50 х 50 укрепляется 35 х 35. Толщина полок уголка должна быть не менее 5 мм, иначе прижим будет слишком слабым. Прижим такой мощности справится даже при длине ручного листогибочного устройства до 150 см. Загибается лист до 135 градусов, этого достаточно для формирования фальцев. Длина прижима должна быть на 7 см меньше основания. На торцы наваривают крепежи-кронштейны из уголка 3 х 3. Если кронштейн сделан из уголка большего размера, длину прижима уменьшают еще на 2 — 3 см. При таких размерах пружина свободно размещается снизу.
По центру обоих кронштейнов пропиливают проем поперечником 0,8 см. Пуансон для обжима делают из уголка №5, длина которого на 5 — 8 миллиметров меньше, чем длина прижима. Рукоятка для пуансона сделана из металлического прута 14 мм, гнутого в форме скобки, и закрепленного на пуансон. Из металла 0,5 см вырезают щечки, пропиливают в каждой по одному отверстию поперечником 1 см.
Можно дополнительно усилить узел, вырезав полку 6 х 7 мм по краям и отверстие 14 мм. Прут для ручки взять немного потоньше — 12 мм.
С ребер пуансона на торцах срезают фаски 30 х 5, к которым будут фиксироваться оси из металлического прута 10 мм. Ось прута должна совпадать по направлению с ребром угла. Возле торцов фаску 32 х 6 делают на нижнем ребре.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.
Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Что такое листогибочный станок?
Новое оборудование создано для облегчения ручного производства при изготовлении металлических водосточных элементов, оцинкованных фартуков, желобов, других мелких элементов кровли. Листогиб представляет собой станок проката металла, применяемый для сгибания латуни, стали, алюминия, профнастила, других плоских листов. Ручной роликовый листогиб способен изогнуть металл под требуемым углом, при этом не нарушив плоскость материала.

Для работ на подворье частного дома не стоит приобретать дорогой гибочный агрегат, гораздо выгоднее изготовить своими руками ручные листогибы. Отзывы говорят, что самодельное приспособление работает с металлом толщиной до 2 мм, длина проходящей заготовки составляет 4 м, гнуть профиль можно под углом до 180º. Из конструктивных деталей можно назвать обжимное устройство с рычагом, основание и прижимной механизм.
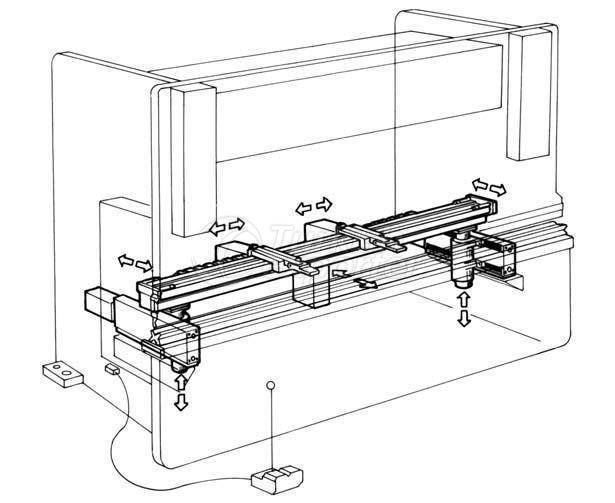
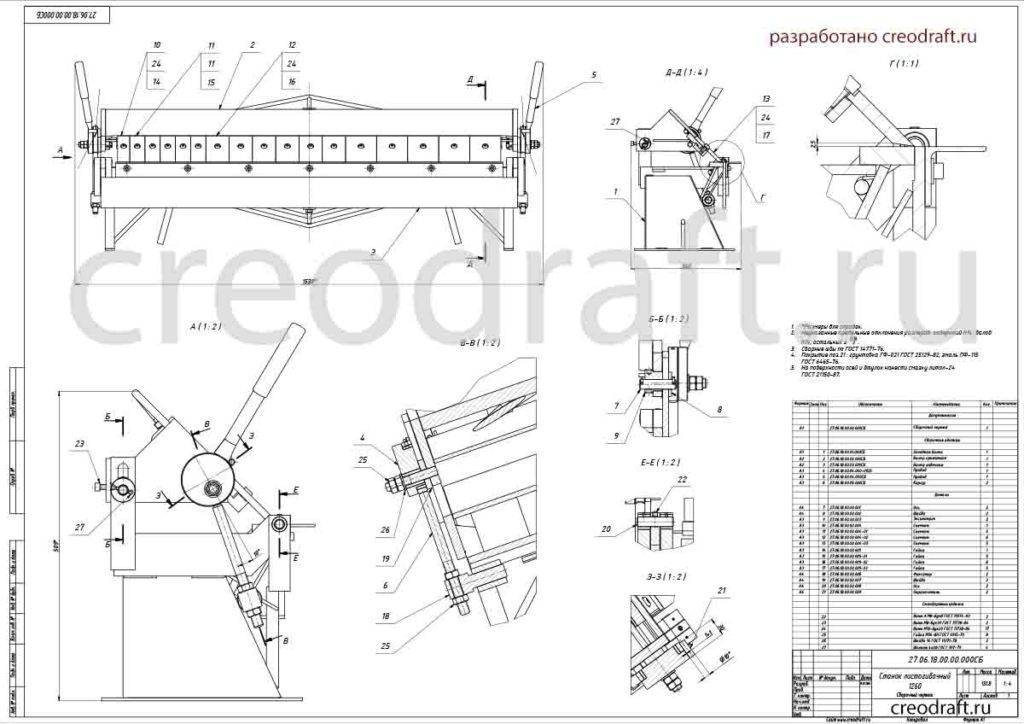
Самодельный станок с поворотной рамой
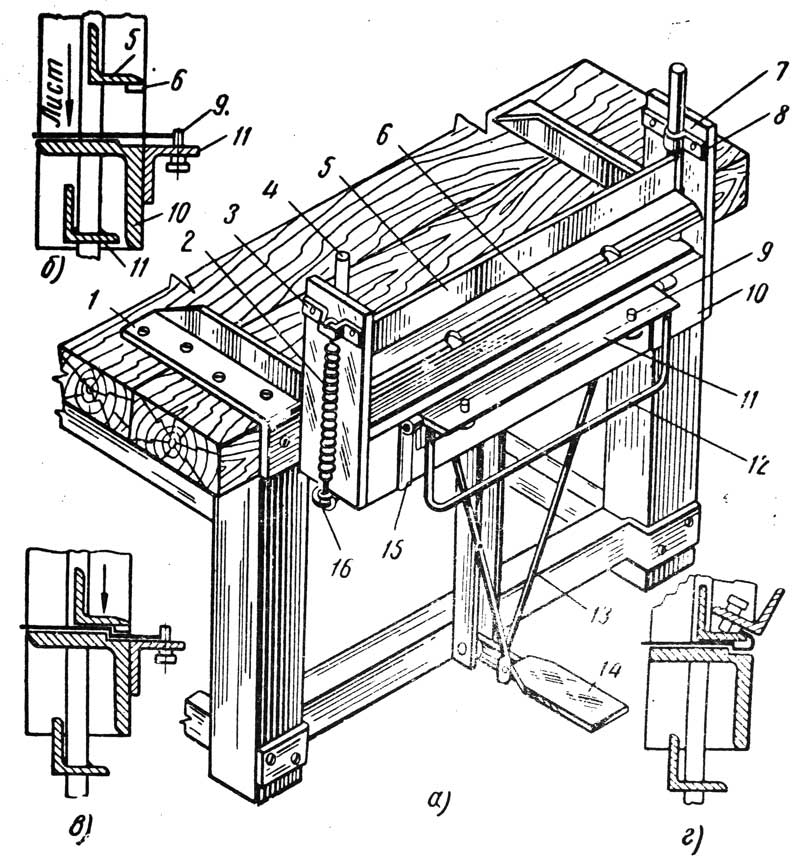
Базовый рабочий стол выполнен из дерева или металла. Его размеры должны составлять не менее 2х1 м. При необходимости работы с большими листами металла, можно с задней стороны предусмотреть откидную раму или плоскость, которая устанавливается на одном уровне со столом. Это необходимо для фиксации листа и предотвращения его выскальзывания из-под прижима в момент изменения положения.
К передней части стола привинчивается основание — швеллер с шириной верхней грани до 7 см. По его обоим концам проделаны отверстия для установки направляющих шпилек с пружинами. На шпильках крепится прижим 5 со скошенной под углом в 45 – 50о передней гранью. Можно использовать уголок 5х5 см или большего размера, установленный ребром вверх.
Поворотная часть — уголок 7 (5Х5) см с приваренной рукояткой устанавливается на петлях 6 таким образом, чтобы в откинутом состоянии верхняя грань уголка находилась на одной плоскости с основанием. Как сделать листогибочный станок усовершенствованного типа, который отличается повышенной производительностью и универсальностью конструкции, показано в ролике.
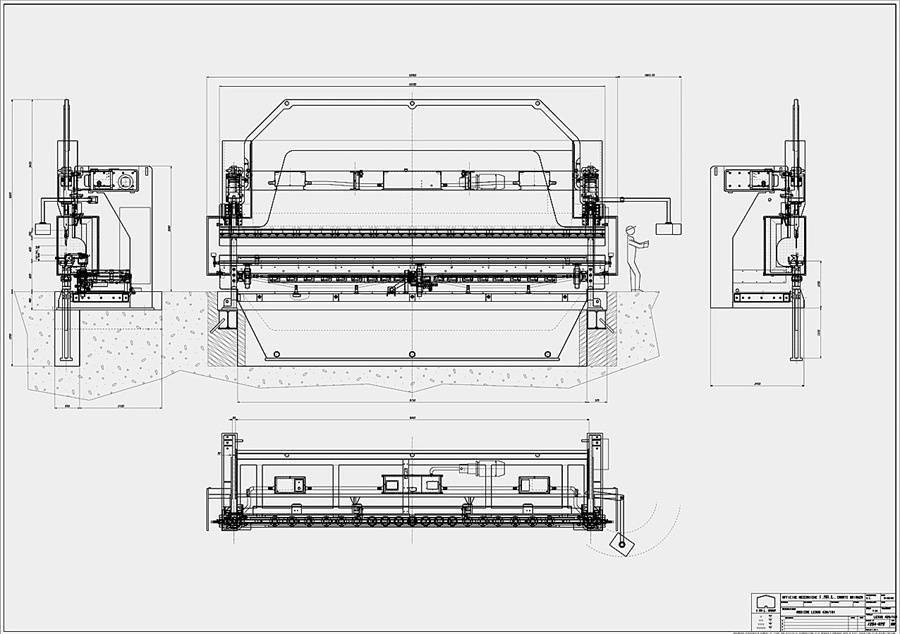
Листогибочное оборудование польского производства и его особенности
Листогибы польского производства в нашу страну поставляются от компаний Metalmaster, и Mazanek. При этом листогиб Mazanek представляет собой довольно удачную компиляцию от оборудования Tarco max (которое уже не поставляется в Россию). При достаточно высоком качестве сборки (не в пример китайским моделям) продукция Metalmaster ориентирована на потребителей, обрабатывающим давлением стальные листовые заготовки. Конструкция проходных листогибов от Metalmaster весьма надёжна и прочна, имеет достаточный запас прочности. Уникальность некоторых моделей (например, Bertech) подтверждена рядом патентов. Листогибы Metalmaster эффективны при гибке тонколистового металла с толщиной 0,6 — 1,0 мм. При этом агрегаты Metalmaster могут устанавливаться в самых неприхотливых условиях, поскольку все основные узлы листогибов Metalmaster последовательно проходят упрочняющую обработку и антикоррозионное покрытие.
Отличительные особенности польских листогибочных станков от Metalmaster и Mazanek:
- проходная схема оборудования, при этом профильные ножи изготавливаются из высокостойких инструментальных материалов и допускают свою многократную заточку;
- оригинальная система устранения пружинения на всех листогибах Metalmaster, что положительно влияет на точность;
- широкий диапазон габаритных размеров деформируемого листа;
- наличие удобных координатных приспособлений для гибки по сложным контурам и последующей отрезки ножом.
Важно отметить также долголетние традиции производства от компаний Metalmaster и Mazanek, что положительно сказывается на качестве самой техники, удобстве и простоте регулировки и стабильности технических характеристик в процессе эксплуатации
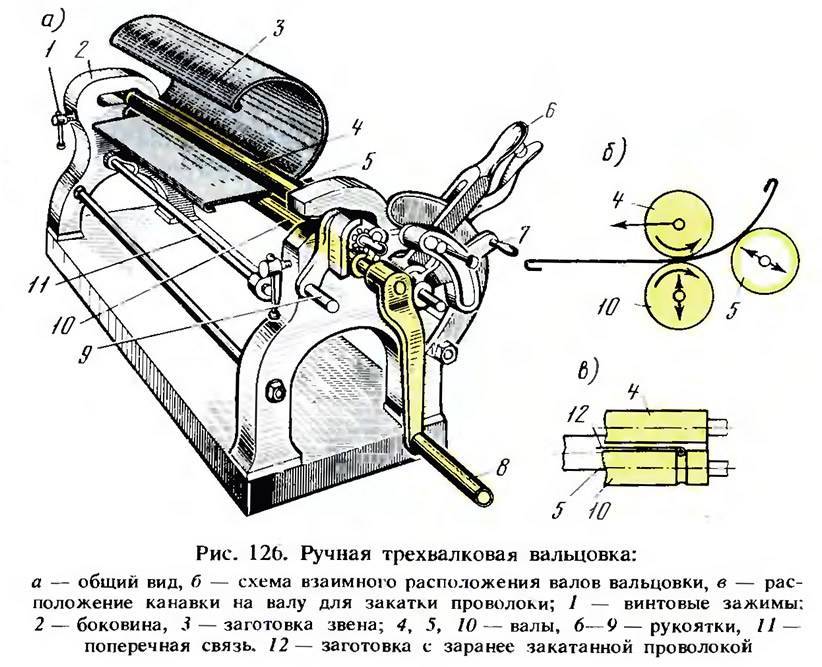
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.





Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Особенности производства кровельной системы МЕТАЛЛ ПРОФИЛЬ®
Кровельная система Металл Профиль — это набор элементов необходимых для обустройства надежной и долговечной кровли: от кровельного покрытия высочайшего качества (металлочерепица и профнастил) до флюгеров.
Собственное производство включает более 1 000 элементов Кровельной системы, а дистрибуция — более 3 000 элементов.
Производство кровельной системы Металл Профиль включает в себя полный ассортимент продукции, необходимой для возведения надежной и красивой кровли:

- Производство Металлочерепицы восьми видов (Монтерроса, Монтекристо, Трамонтана, МП Монтеррей, МП Супермонтеррей, МП Макси, МП Каскад, МП МаксиКаскад).
- Производство Профнастила четырнадцати видов.
- Производство Водосточных систем пяти видов (МП Бюджет, МП Модерн, МП Престиж, GRANDSYSTEM, МП Проект).
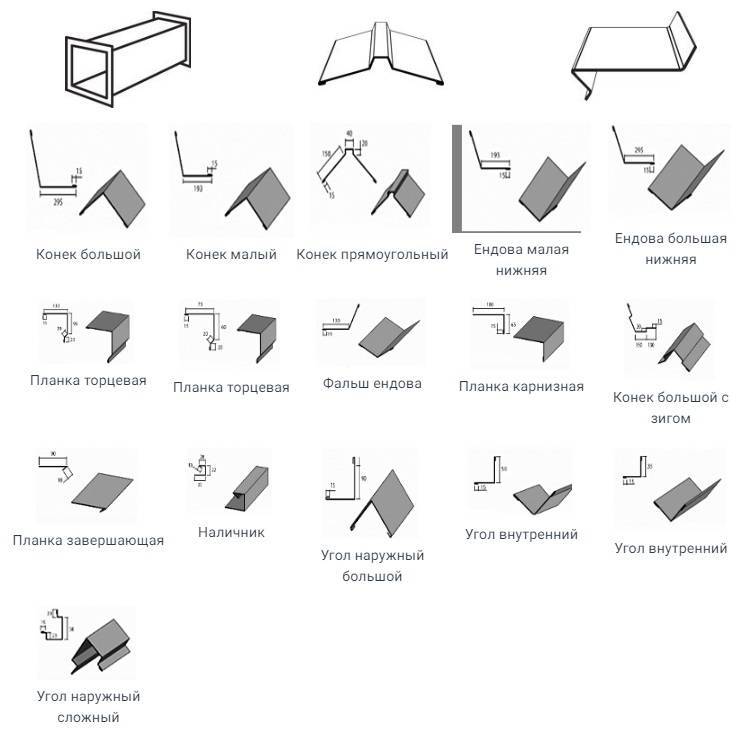
- Производство Отделочных элементов кровли (планка конька, заглушка конька, планка торцевая, карнизная и т.д.).
- Производство Элементов безопасности кровли (кровельная лестница, снегозадержатель и т.д.).
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
1 Виды листогибов – назначение и конструкционные особенности
По типу привода устройства для продольной деформации листового металлопроката бывают следующие:
- Электромагнитные, прижим элементов в которых происходит за счет пропускания тока через электрические катушки;
- Пневматические, действующие от воздушных компрессоров;
- Гидравлические, с тем же принципом действия, что и пневматика, но только функционирующие под давлением жидкости;
- Электромеханические, работающие за счет вращения ротора мощного электромотора;
- Ручные, приводимые в действие мускульным усилием оператора.
Все перечисленные агрегаты, кроме последнего, применимы только на производстве и имеют довольно высокую стоимость, да и расходы на их эксплуатацию и обслуживание тоже велики. В быту проще всего задействовать ручной листогиб, который несложно собрать собственноручно, если в наличии есть чертежи и есть возможность изготовить необходимые детали. Сборку желательно выполнять при помощи сварки, болтовые соединения могут оказаться ненадежными.
По способу обработки рассматриваемое оборудование тоже делится на отдельные категории:
- Траверсные, рычажного действия;
- Вальцовые или роликовые;
- Прессовальные, с пуансоном (матрицей).
Первые – самые распространенные и удобные в работе, имеют прижим, под которым пропускается заготовка, и поворачивающийся элемент гибочной рабочей полосы, снабженной рычагом. Ход подвижной части от 90 до 180 градусов. Ширина может быть разной, но редко более 1,5 метра, поскольку больший размер листа вручную очень тяжело согнуть.
Второй тип предназначен для плавного, дугообразного загиба полосы металла, ширина которой может достигать 1 метра и более. Обычно состоит из 3 валов, но торцевой включает и большее количество вращающихся роликов. Вариант для торцевой обработки называют еще зиг-машиной, и нужен он для зиговки, то есть продавливания ребра жесткости на краю листа.
Последний вариант бывает снабжен электрическим или гидравлическим приводом, в ручном же исполнении обычно работает при вращении ворота вдоль нарезанной на валу винтовой резьбы. Рабочая часть пресса, называющаяся пуансон, оказывает давление на заготовку, сгибая деформируемый участок в расположенную снизу матрицу. В зависимости от установленной насадки и штампа будет задан угол деформации листа.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
неровность этого элемента всего 0,2 мм
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.


Назначение самодельных гибочных станков
Выбор схемы гибочного оборудования зависит от его назначения:
- В первом случае сгибание листов происходит под 90º. Почти все самодельные станки предусматривают нажим на траверсу больше в ее нижней части, при этом немного подвигая ее вперед.
- Вторым вариантом служит профессиональный пресс для сгибания металлического листа. Это оборудование работает на промышленных площадках, требует больших денежных затрат и работы квалифицированного специалиста.
- В третьем варианте изготавливается протяжной вариант станка, в котором радиус выставляется с помощью смены положения проходных валков. Эти элементы являются многофункциональными и применяются для изготовления кожухов, соединительных секций широких трубопроводов, обечаек. Ручной листогиб из профнастила выполняется с профилированными вальцами для протяжки кровельных материалов, коньков, ендов, водосточных элементов.
Первый вариант наиболее приемлем для стандартного гибочного приспособления в домашних условиях.
Для определения мощности и типа станка следует изучить его техническое описание:
- станок эффективно работает с металлом толщиной оцинкованного листа до 0,6 мм, медного – до 1 мм, алюминий гнет толщиной до 0,7 мм;
- лист должен иметь ширину не более 1 м;
- наклон сгибаемой стенки — не менее 120º;
- максимальное количество рабочих циклов без перебоя достигает 1200;
- трудно переносит работу с нестандартными деталями и заготовками, для них требуется перестройка.
Что такое зиг-машина и как ее сделать
Зиг-машина (или зиговочное приспособление) позволяет согнуть на изделиях из листового металла бортики жесткости, которые и называются зигами. Такие машины относятся к категории специального оборудования и могут быть выполнены с электрическим или ручным приводом. Ручные зиг-машины, также закрепляемые при помощи струбцины, могут иметь достаточно компактные размеры и переносятся в обычной сумке для рабочих инструментов.

Ручная зиг-машина со сменными роликами
Такие приспособления позволяют за один проход сделать качественную отбортовку не только на круглых изделиях (тех же обечайках металлических емкостей), но и на прямолинейных металлических листах. Эти устройства являются просто незаменимыми при изготовлении отдельных частей кровельных конструкций.
Разнообразие зиговочных роликов и их назначение
Рабочими элементами зиг-машины выступают вальцы-ролики, а ее использование позволяет значительно сэкономить на приобретении элементов кровельной конструкции, произведенных в заводских условиях. Если посмотреть видео, в котором показана работа такого устройства, становится понятно, что пользоваться им можно даже по месту непосредственного монтажа кровельной конструкции.
Конструкция и сферы применения листогибочного станка
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
- Основание, которое удерживает рабочий стол, подвижные механизмы. Это касается моделей, которые не закрепляются на верстаках.
- Прижимные маховики, которые удерживают деталь при работе. Обычно представляют собой металлическую пластину.
- Деревянная балка, которая выполняет роль подушки, выступающей в роли опоры для заготовки.
- Угломер для выставления нужного угла.
- Упоры, ограничивающие лист на передней, задней части.
Листогибы применяются в разных направлениях промышленности:
- Изготовление кровельных комплектующих.
- Машиностроение — создание деталей для корпусов.
- Изготовление подоконников для пластиковых окон.
История развития и преимущества применения
Листогиб гидравлический, который стал использоваться производственными предприятиями в середине XX века, пришел на смену ручным и механическим устройствам, предназначенным для гибки листового металла. Наряду с высокой эффективностью и экономичностью использования ручной пресс для гибки отличает и ряд существенных недостатков, связанных прежде всего с невозможностью получения с его помощью изделий с точными геометрическими параметрами, а также с приложением значительных физических усилий при его применении.
Механические листогибочные прессы также не лишены недостатков, которые заключаются в следующем:
- Работа такого станка сопровождается значительным шумом и сильной вибрацией.
- Изделия, изготовленные на таком оборудовании, не отличаются высоким качеством.
- При эксплуатации такого станка слишком велик риск травмирования оператора, который им управляет.
- Использование такого листогибочного пресса связано с повышенным расходом электроэнергии.
- Переналадка механических представляет собой достаточно сложную процедуру.
Листогибочные прессы механического типа широко использовались в конце прошлого века
Кроме механических и ручных, на современном рынке также представлены листогибочные прессы с пневматическим приводом. Такое оборудование, для эксплуатации которого необходимо наличие централизованной сети сжатого воздуха, обладает одним очень серьезным недостатком: даже при увеличении размеров станка развиваемое им усилие, с которым он воздействует на обрабатываемую заготовку, не позволяет выполнять обработку изделий из листового металла значительной толщины.
Появившись на рынке, листогиб гидравлический, отличающийся самой высокой мощностью среди всего оборудования подобного назначения, совершил настоящий прорыв в вопросах обработки листового металла методом гибки. Такой пресс-листогиб, кроме высокой мощности, имеет множество других достоинств:
- экономичное потребление электроэнергии;
- высокий уровень безопасности;
- высокая надежность;
- возможность изготавливать изделия исключительно высокого качества.
Гидравлический листогибочный пресс ИА1430-01 советского производства
Появившись на рынке в середине XX века, гидравлические модели листогибочных станков приобрели ряд существенных усовершенствований, что позволило наделить эти устройства дополнительными функциональными возможностями, сделать их более удобными и безопасными в эксплуатации. Оснащение современного листогибочного пресса гидравлического инновационными устройствами и дополнительными механизмами позволяет использовать его для успешного решения даже самых сложных задач, связанных с гибкой листового металла. Среди таких устройств и механизмов можно назвать:
- систему ЧПУ для листогибочного пресса (такая система, оснащенная графическим пользовательским интерфейсом, в состоянии самостоятельно определять режимы и последовательность выполнения технологических операций);
- механизмы, обеспечивающие повышенную защиту оператора станка от травм;
- электронные устройства, которые отвечают за регулировку скорости перемещения траверсы;
- индикатор, который обеспечивает контроль за углом выполняемой гибки.
Это лишь небольшой перечень дополнительных элементов, которые могут присутствовать в конструкции гидравлического листогибочного пресса. Наличие такого оснащения значительно расширяет функциональные возможности станка и дает возможность использовать его для решения специальных задач.
Как правильно выбрать ручной листогиб
По техническим характеристикам ЛГС можно разделить на несколько типов:
Тип 1
Если требуется выполнять гибочные работы непосредственно на объекте, то наиболее подходящей моделью будет ЛГС, предназначенный для обработки заготовок из стали толщиной до 0,7 мм и длиной гиба до 3,2 метра, соответственно нержавеющей стали до 0,48 мм и 3,2 м. с глубиной подачи листа до 585 мм. Такие модели удобно перевозить и можно быстро установить на производственной площадке.
Тип 2
Если необходим листогиб, на котором необходимо регулярно производить большое количество изделий, как на выезде, так и постоянно в производственном помещении, то следует обратить внимание на широкоформатные станки. Их технические характеристики позволяют загибать кромки стальных заготовок толщиной 0,7 мм длиной гиба до3250 мм
Их особенностью является высокая жёсткость, функциональность и ценовая доступность.
Тип 3
Если в производственную задачу входит выполнение большого количества однотипных монотонных операций, то стоит приобретать модели, предназначенные для работы в цехе со стальными заготовками толщиной до 0,7 мм и длиной до 3,1 м. В случае обработки стальных листов в 1 мм понадобится станок, способный сделать загиб толщиной 1,5 мм при той же длине.


Тип 4
Станки такого типа предназначены для производства широкого портфеля деталей. Они совмещают в себе мобильность и жёсткость типов 1 и 3. Характеристики оборудования позволяют выполнять большое количество операций и изготавливать широкий спектр изделий благодаря наличию многих опций (см. выше). Линейка моделей справляется с обработкой стальных листов толщиной до 1 мм и длиной до 3,15 м.
Тип 5
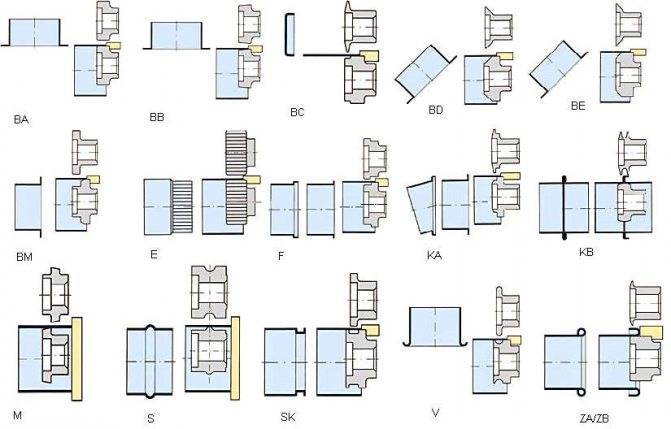
К характеристикам такого оборудования следует отнести способность производить такие сложные изделия, как фасадные кассеты. Сегментальные листогибы гнуть стальные листы толщиной до 2 мм длиной гиба до 1270 мм. Особенностью станков является богатый набор сегментов прижимных гибочных балок различной ширины.
Устройство листогибочных станков
Устройство гибочного станка не отличается особой сложностью. Оборудование состоит из нескольких основных узлов:
- Стоек или рам, выполняющих несущую функцию. В промышленных станках для массового производства и изготовления крупногабаритных деталей несущую функцию выполняет литая станина из чугуна.
- Балок. Узлы предназначены для фиксации заготовки и гиба металла. На гибочной балке также крепятся рабочие инструменты станка – сегменты.
- Привода. Элемент предназначен для развития усилия, необходимого для сгибания металла. Листогибы оборудуют ручным приводом с гидро- или пневмоусилителем, электродвигателем, гидравлической системой.
- Передаточного механизма. Узел предназначен для передачи усилия от привода на гибочную балку.

Электрические и гидравлические листогибочные станки также оснащают блоком управления для пуска, остановки, регулирования усилия.
Разновидности
По виду механизмов прессы для гибки листов бывают следующих видов:
- гидравлический листогибочный станок — для создания усилия на пресс используются гидроприводы;
- пневматический — применяются компрессоры для нагнетания воздуха под давлением в специальные пневмоцилиндры;
- электромагнитный — работает по принципу создания электромагнитного поля между рабочей поверхностью и прессом;
- ручной — для гибки листов оператор применяет свою силу;
- электромеханический — передача энергии к прессу осуществляется благодаря работе электродвигателя и ременных или цепных передач.
По методу установки;
- стационарные;
- передвижные.
По способу установки заготовки внутри пресса:
- автоматические;
- ручные.
По принципу или способу изгибания металлических листов:
- ротационный с 2–4 валами — деформирование заготовки проходит в процессе прокатки;
- поворотно-гибочный — лист фиксируется на рабочей поверхности, а затем деформируется снизу-вверх прижимной балкой;
- вертикально-гибочный — работает по принципу оказания давления на заготовку вертикально перемещаемым пунсоном, на станки устанавливаются матрицы, прессовые штемпели, шплинты.
Предназначение
Станок для гибки листового металла предназначен для формирования профилей необходимой формы или уголков. Изгибание допускается в разных направлениях, что предоставляет оператору возможность создания деталей сложной формы. Высокая прочность используемых узлов и агрегатов способна выдерживать значительные нагрузки, поэтому станки могут использоваться даже для сгибания железа толщиной до 3 мм.
Основные сферы применения:
- изготовление доборных элементов;
- производство конструкций воздуховодов;
- создание кровельных материалов;
- изготовление конструкций для зданий или помещений;
- производство профильных изделий.





