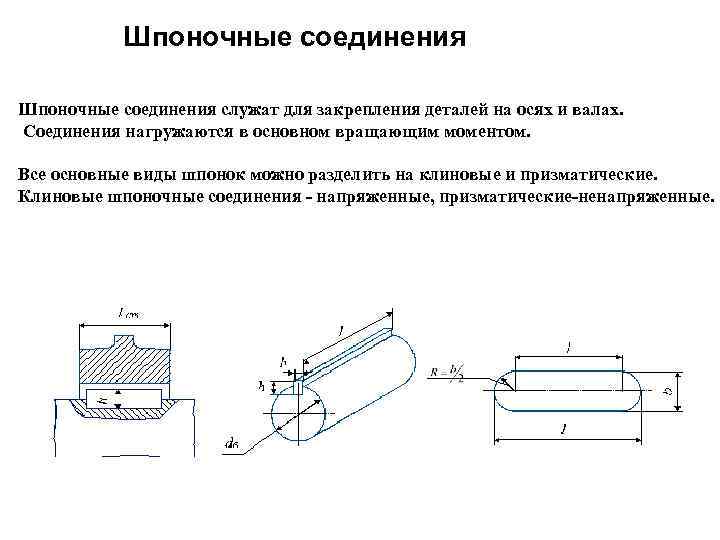
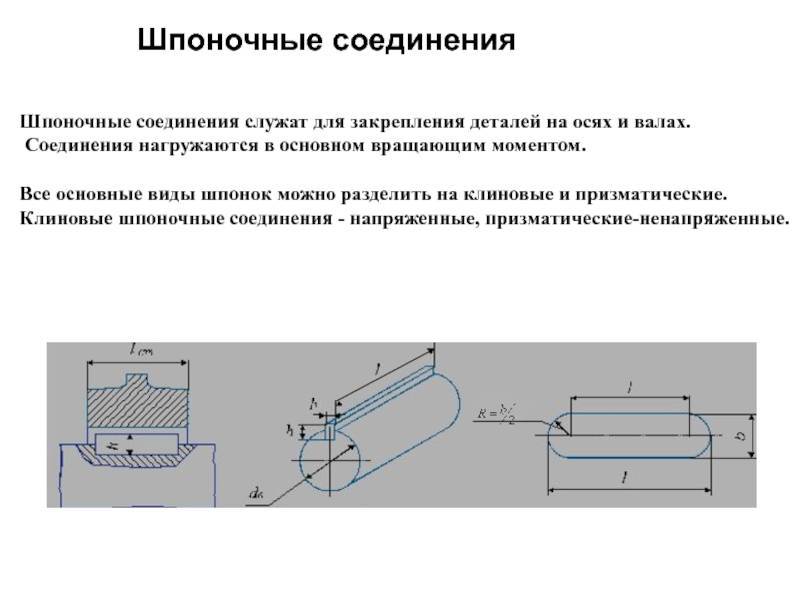
Преимущества и недостатки шпонок
- У шпоночных соединений очень много преимуществ, поэтому они широко используются в машиностроении, несмотря на то что существуют многие другие способы передачи крутящего момента между вращающимися деталями.
- Простая конструкция. Шпонки можно легко рассчитать и подобрать для любой системы «вал-ступица».
- Удобный монтаж. Они легко устанавливаются и снимаются с помощью обычного ручного инструмента.
- Цена. Доступная стоимость – одно из главных преимуществ. И оптом, и в розницу шпонки можно купить по очень низким ценам.
Конечно, есть и недостатки. Основными из них считаются:
- ослабление вала и ступицы шпоночными пазами, которые, кроме всего прочего, являются концентраторами напряжений;
- недостаточно надежная работа шпонок при ударных, реверсивных и циклических нагрузках.
Какие есть шпонки
С тем, зачем нужна шпонка, мы уже разобрались, однако очень важно будет отметить тот факт, что существуют различные варианты исполнения шпонок, каждый из которых будет иметь свои стандарты изготовления, следовательно, уникальные параметры, характеристики и предназначение для применения. Именно по этой причине мы так же рассмотрим, какие есть шпонки и какие у них эксплуатационные свойства
Обратите внимание, что шпонки одной и той же формы и конструкции могут обладать различными размерами. Основные параметры и допуски изготовления, само собой, написаны в соответствующих нормативах ГОСТ, но зачастую очень многие предприятия осуществляют изготовление шпонок на заказ по чертежам заказчика
А в некоторых случаях, заказчик может сделать шпонку из шпоночной стали самостоятельно.
Таким образом, у потенциального клиента всегда есть возможность купить шпонку в соответствии с представленным модельным рядом или же заказать индивидуальный образец. Как правило, при изготовлении шпонки проходят процесс термообработки, позволяющий им выдерживать прочность в 600МПа, после чего им придается определенная конструкционная форма, подразделяющая их по виду соединения на:
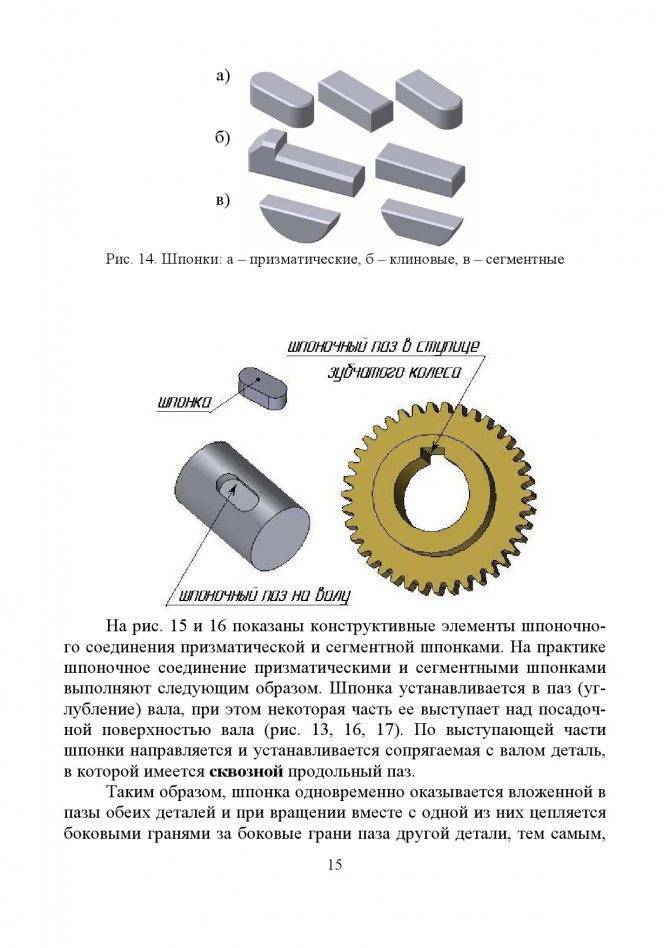
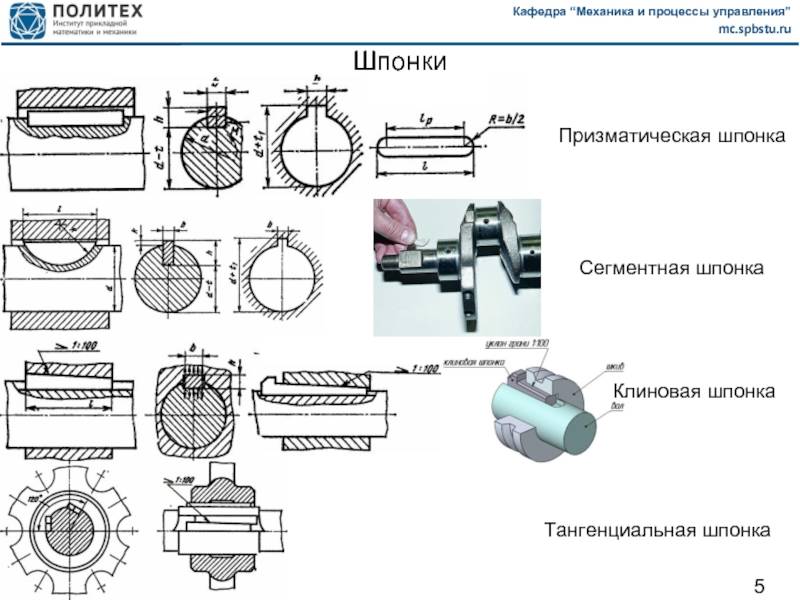
- призматические
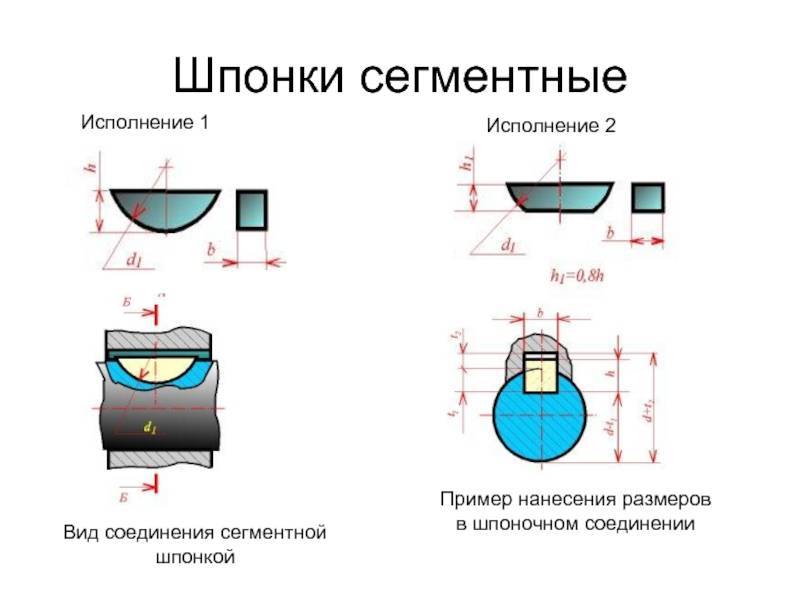
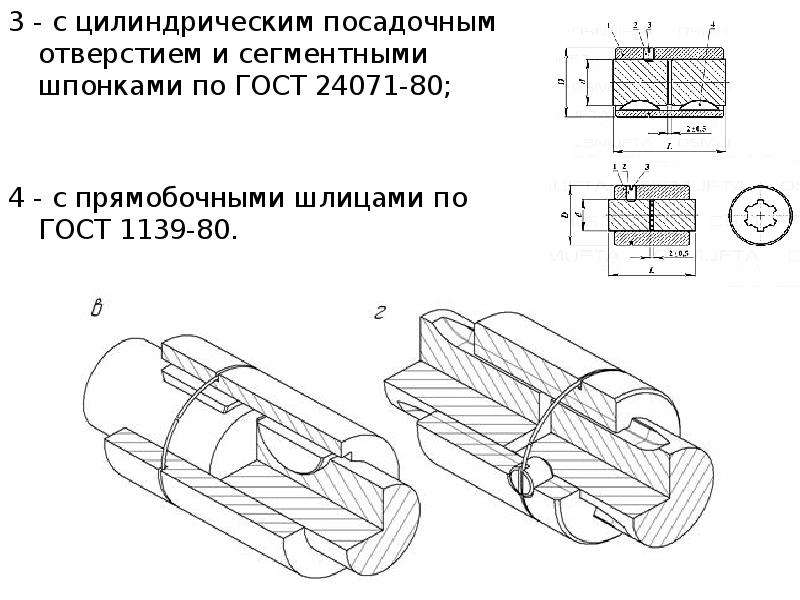
- сегментные
- цилиндрические
- тангенциальные.
- клиновые.
Призматические шпонки, в свою очередь, так же подразделяют на 3 дополнительных вида исходя из их принципа действия: на закладные, на направляющие и на скользящие. Так как установка данного типа шпонок достаточно проблематична в плане их индивидуального подгона в пазы, а при полном износе они могут опрокидываться, то в большом производстве этот вид продукции используется достаточно редко.
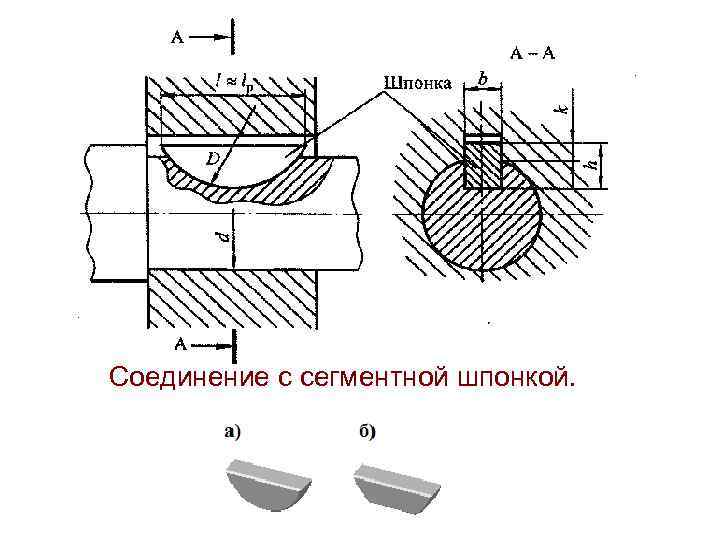
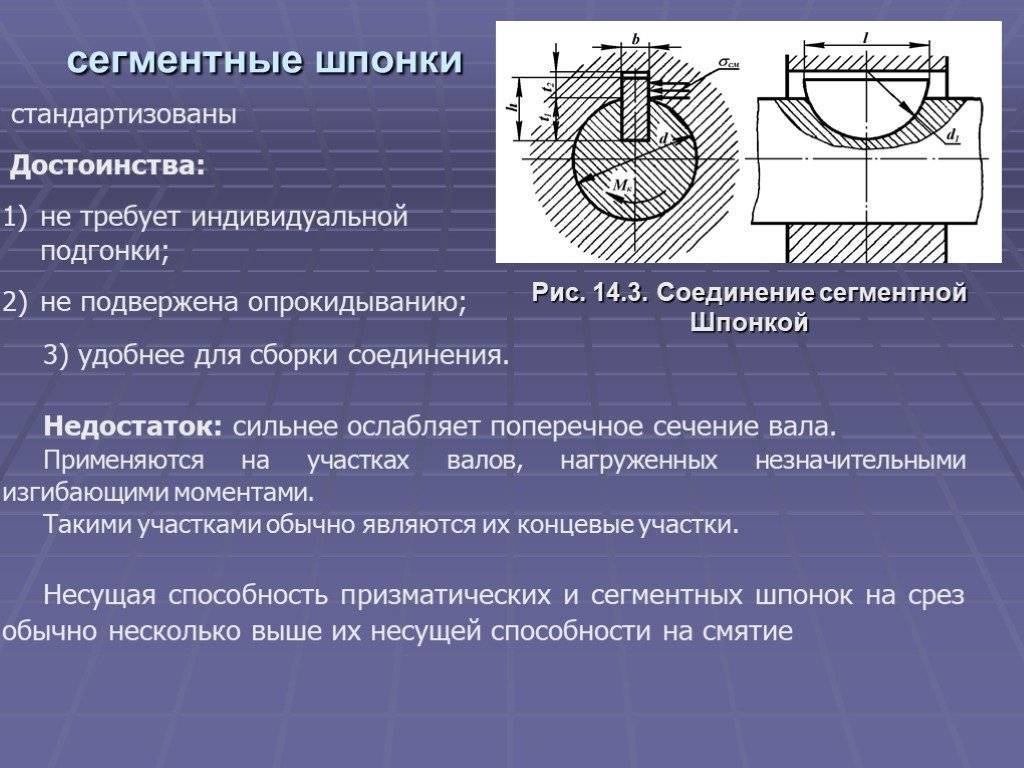
В отличии от предыдущего варианта конструкции, сегментные шпонки не требуют в момент установки никакой подгонки, и не имеют свойства опрокидываться, что сказывается на их достаточно частом использовании. Однако применение такого типа шпонок ограничено на деталях с большим сечением вала, поэтому сегментную разновидность невозможно будет встретить на участках со множеством изгибов вала.
Цилиндрические шпонки по принципу работы схожи с призматическими. Они тоже редкий гость в крупномасштабном производстве из-за того, что они требуют одинаковой степени плотности и твердости соединяемых изделий. Во многом именно эта особенность и мешает их частому применению. Собственно, основным местом установки цилиндрических шпонок являются именно концевые участки вала.
Тангенциальная шпонка представляет собой конструкцию из двух элементов, которые напоминают призматический клин с сечением прямоугольного поперечного типа. Такой вид шпонок монтируется попарно под наклоном от 120° до 180°. Одним из главных достоинств у такого типа изделия является то, что их материал осуществляет работу на сжатие. Основной их сферой применения является тяжелое машиностроение.
Наконец, разбирая то, какие есть шпонки, мы подошли к последней разновидности, а именно к клиновым шпонкам. Такой тип по праву считается наиболее эффективным и очень распространенным ввиду множества своих неоспоримых преимуществ. Например, изделия клинового вида могут выдерживать незначительную осевую нагрузку, и при этом отлично функционировать при нагрузках переменного типа.
Допуски и посадки шпоночных соединений
Общие сведения о шпоночных соединениях
Шпоночное соединение — один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного поворота. Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например — защита вала от проворачивания относительно неподвижного корпуса. Более подробно о видах шпоночных соединений здесь.
В отличие от соединений с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения – разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Сегментные шпонки и клиновые шпонки, как правило, служат для образования неподвижных соединений. Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединения.
Обычно шпонки устанавливают в пазах на валу по неподвижной, а втулки — по одной из подвижных посадок. Натяг шпонки необходим, чтобы шпонка не выпадала при монтаже и не передвигалась при эксплуатации, а зазор при втулке, — чтобы компенсировать неизбежные неточности размеров, формы и взаимного расположения пазов. В машиностроении наибольшее применение получили соединения с призматическими шпонками. Их размеры и размеры шпоночных пазов нормируются ГОСТ 23360-78 «Шпонки призматические. Размеры, допуски и посадки». Предельные отклонения размеров призматических шпонок по ширине и высоте установлены для трех исполнений шпонок (рис. 1):
- с закруглениями по обоим концам (А);
- прямоугольные (В);
- с закруглением на одном конце (С).
Рис. 1. Виды исполнений призматических шпонок (вид сверху)
Шпоночное соединение включает в себя минимум три посадки: вал-втулка (центрирующее сопряжение) шпонка-паз вала и шпонка-паз втулки. Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это обычное гладкое цилиндрическое сопряжение, которое можно назначить с очень малыми зазорами или натягами, следовательно – предпочтительны переходные посадки.
Возможно еще одно сопряжение – по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу.
Глубина паза у вала под шпонку задается размером l, (предпочтительно) или d-t1, глубина паза у отверстия под шпонку — размером t2 или D+t2 (рис. 2).
Рис. 2. Параметры шпоночного соединения
Размеры шпонок изготавливаются: по ширине b шпонки (рис. 2) с полем допуска h9, по высоте h шпонки с полем допуска h11 (при высоте шпонки 2 …6 мм — по B9), по длине l шпонки с полем допуска h14. Такое назначение полей допусков на размеры призматических шпонок делает возможным их централизованное изготовление независимо от посадок.
Все виды шпоночных соединений образуются в системе вала. Вид соединения выбирается в зависимости от его функционального назначения с учетом технологии сборки. Для предпочтительного применения стандартом предусмотрено три вида соединения (рис. 3):
- Свободное — соединение с гарантированным зазором для возможности перемещения втулки вдоль вала со шпонкой. Соединение подвижное. Для ширины паза на валу задается поле допуска Н9, для ширины паза втулки — Z10.
- Нормальное — соединение с переходной посадкой, с большей вероятностью в получении зазора, не требующее частых разборок. Соединение неподвижное. Для ширины паза на валу задается поле допуска N9, для ширины паза втулки — J9.
- Плотное — соединение с переходной посадкой, с приблизительно равной вероятностью получения зазоров и натягов, применяющееся при редких разборках и реверсивных нагрузках. Соединение неподвижное. Для ширины паза вала и втулки задается одно поле допуска H9.
Стандартом установлены поля допусков по ширине шпонки и шпоночных пазов b для свободного, нормального и плотного соединений. Длина пазов вала и отверстия под шпонку изготавливается с полем допуска Z15, глубина пазов вала и отверстия — с полем допуска Z12. К местам установок шпонок предъявляются дополнительные требования по расположению поверхностей.
***
Допуски и посадки шпоночных соединений
Общие сведения о шпоночных соединениях
Шпоночное соединение – один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного поворота.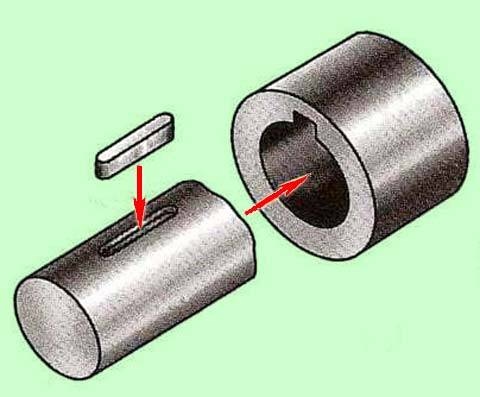 Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например – защита вала от проворачивания относительно неподвижного корпуса. Более подробно о видах шпоночных соединений здесь.
Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например – защита вала от проворачивания относительно неподвижного корпуса. Более подробно о видах шпоночных соединений здесь.
В отличие от соединений с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения – разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Сегментные шпонки и клиновые шпонки, как правило, служат для образования неподвижных соединений. Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединения.
Обычно шпонки устанавливают в пазах на валу по неподвижной, а втулки – по одной из подвижных посадок. Натяг шпонки необходим, чтобы шпонка не выпадала при монтаже и не передвигалась при эксплуатации, а зазор при втулке, – чтобы компенсировать неизбежные неточности размеров, формы и взаимного расположения пазов. В машиностроении наибольшее применение получили соединения с призматическими шпонками. Их размеры и размеры шпоночных пазов нормируются ГОСТ 23360-78 «Шпонки призматические. Размеры, допуски и посадки». Предельные отклонения размеров призматических шпонок по ширине и высоте установлены для трех исполнений шпонок (рис. 1):
- с закруглениями по обоим концам (А);
- прямоугольные (В);
- с закруглением на одном конце (С).

Рис. 1. Виды исполнений призматических шпонок (вид сверху)
Шпоночное соединение включает в себя минимум три посадки: вал-втулка (центрирующее сопряжение) шпонка-паз вала и шпонка-паз втулки. Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это обычное гладкое цилиндрическое сопряжение, которое можно назначить с очень малыми зазорами или натягами, следовательно – предпочтительны переходные посадки.
Возможно еще одно сопряжение – по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу.
Глубина паза у вала под шпонку задается размером l, (предпочтительно) или d-t1, глубина паза у отверстия под шпонку – размером t2 или D+t2 (рис. 2).
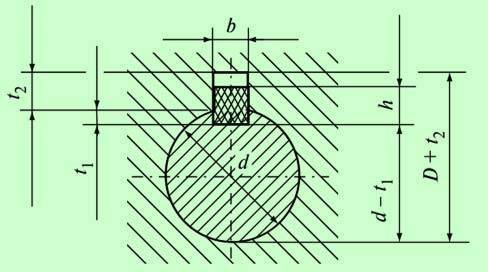
Рис. 2. Параметры шпоночного соединения
Размеры шпонок изготавливаются: по ширине b шпонки (рис. 2) с полем допуска h9, по высоте h шпонки с полем допуска h11 (при высоте шпонки 2 …6 мм – по B9), по длине l шпонки с полем допуска h14. Такое назначение полей допусков на размеры призматических шпонок делает возможным их централизованное изготовление независимо от посадок.
Все виды шпоночных соединений образуются в системе вала. Вид соединения выбирается в зависимости от его функционального назначения с учетом технологии сборки. Для предпочтительного применения стандартом предусмотрено три вида соединения (рис. 3):
- Свободное – соединение с гарантированным зазором для возможности перемещения втулки вдоль вала со шпонкой. Соединение подвижное. Для ширины паза на валу задается поле допуска Н9, для ширины паза втулки – Z10.
- Нормальное – соединение с переходной посадкой, с большей вероятностью в получении зазора, не требующее частых разборок. Соединение неподвижное. Для ширины паза на валу задается поле допуска N9, для ширины паза втулки – J9.
- Плотное – соединение с переходной посадкой, с приблизительно равной вероятностью получения зазоров и натягов, применяющееся при редких разборках и реверсивных нагрузках. Соединение неподвижное. Для ширины паза вала и втулки задается одно поле допуска H9.
Стандартом установлены поля допусков по ширине шпонки и шпоночных пазов b для свободного, нормального и плотного соединений. Длина пазов вала и отверстия под шпонку изготавливается с полем допуска Z15, глубина пазов вала и отверстия – с полем допуска Z12. К местам установок шпонок предъявляются дополнительные требования по расположению поверхностей.
***
Как сделать шпонку
Но как сделать шпонку из подручных средств? Ведь заводские изделия выполняются на высокоточном оборудовании. Многие предприятия для изготовления шпонок задействуют сверлильные, точильные, шлифовальные и множество других видов станков с ЧПУ, наличие которого позволяет достичь наиболее точных допусков. На самом деле все не так уж сложно! Конечно, сделать шпонку как с завода не получится — так или иначе она наверняка будет иметь небольшие отклонения. Однако, для экстренной замены подобное решение подойдет в полной мере. Кроме того, для этих целей можно нанять опытного мастера, который уже знает как выполняется изготовление шпонки. От Вас потребуется лишь предоставить ему оплату, необходимые размеры и сырьевой материал для заготовок. Правда, у многих мастеров всегда есть своя шпоночная сталь для подобных случаев.
Поскольку шпоночное соединение в качестве связующего звена может иметь самые разные виды шпонок, то при изготовлении изделия будет очень важно учитывать и то, какой материал сможет лучше выдержать поставленные нагрузки, и то, какой должна быть у нее конфигурация. Таким образом, можно в точности сделать шпонку как предыдущую по виду, но использовать при этом наиболее высокопрочные сплавы, чтобы существенно продлить её ресурс и избежать преждевременных поломок. Чтобы выполнить изготовление шпонки Вам будет нужна чистотянутая сталь с необходимыми размерами: шириной, толщиной, длиной
Чтобы выполнить изготовление шпонки Вам будет нужна чистотянутая сталь с необходимыми размерами: шириной, толщиной, длиной
Обратите внимание на то, что бруски могут иметь прямоугольную и квадратную форму. При этом длина заготовки может варьироваться в нескольких метров до нескольких сантиметров. Помимо этого Вам так же будет нужно подготовить:
Помимо этого Вам так же будет нужно подготовить:
Обратите внимание — изготовление шпонки требует соблюдения правил по технике безопасности! Во-первых, Вы должны убедиться, что шпоночная сталь прочно закреплена в тисках. Степень надежности фиксации нужно периодически проверять по ходу выполнения всех этапов работы. Во-вторых, ни в коем случае не следует использовать такие напильники, в которых уже есть трещины и сколы на рукоятке
Так же нельзя применять и напильники без наличия рукояток. В-третьих, во время проведения опиливания заготовок с острыми краями, поджимать пальцы под напильник категорически запрещается. Кроме того, строго запрещено убирать стружечную пыль голыми руками без перчаток, поскольку можно порезать кожу или загнать металлическую занозу. Помимо этого, пыль не стоит сдувать ртом, так как она может запросто попасть в дыхательные пути
Во-вторых, ни в коем случае не следует использовать такие напильники, в которых уже есть трещины и сколы на рукоятке. Так же нельзя применять и напильники без наличия рукояток. В-третьих, во время проведения опиливания заготовок с острыми краями, поджимать пальцы под напильник категорически запрещается. Кроме того, строго запрещено убирать стружечную пыль голыми руками без перчаток, поскольку можно порезать кожу или загнать металлическую занозу. Помимо этого, пыль не стоит сдувать ртом, так как она может запросто попасть в дыхательные пути.
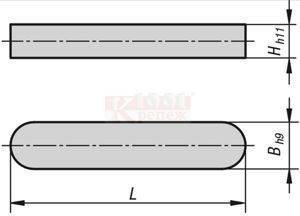
ФОРМА, РАЗМЕРЫ И ПРИДЕЛЬНЫЕ ОТКЛОНЕНИЯ ШПОНОК
Форма А Форма В Форма С
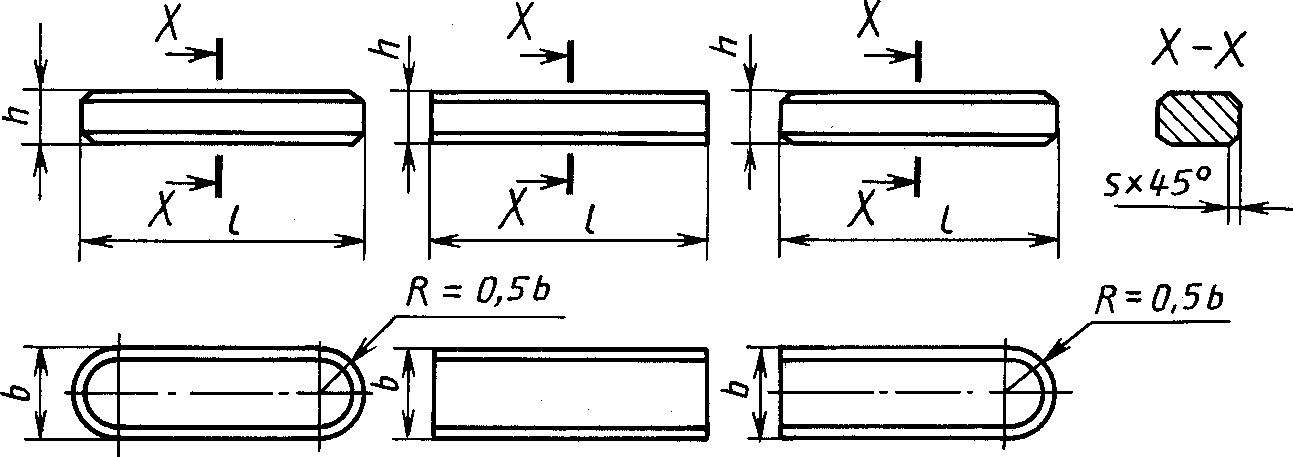
b — ширина; h — высота; 5 — фаска; / — длина
Черт. 1
Издание официальное Перепечатка воспрещена
Издательство стандартов, 1992 ИПК Издательство стандартов, 2004
Таблица 1
мм
ь | h | /2) | |||||||
h 9 | h 11 | ||||||||
номинальный | пред. откл. | номинальный | пред. откл. | МИН. | макс. | ряд | |||
размер | размер | от | ДО | ||||||
5 | 0,25 | 0,40 | 10 | 56 | |||||
о | -0,060 | ||||||||
0,030 | |||||||||
6 | 4 | 0,25 | 0,40 | 14 | 70 | ||||
8 | 5 | 0,25 | 0,40 | 18 | 90 | ||||
10 | -0,036 | 6 | -0,075 | 0,40 | 0,60 | 22 | 110 | ||
12 | 6 | 0,40 | 0,60 | 28 | 140 | ||||
14 | 6 | 0,40 | 0,60 | 36 | 160 | ||||
16 | -0,043 | 1 | 0,40 | 0,60 | 45 | 180 | |||
18 | 1 | 0,40 | 0,60 | 50 | 200 | ||||
20 22 | 8 9 | -0,090 | 0,60 0,60 | 0,80 0,80 | 56 63 | 220 250 | |||
25 | -0,052 | 9 | 0,60 | 0,80 | 70 | 280 | |||
28 | 10 | 0,60 | 0,80 | 80 | 320 | ||||
32 | 11 | 0,60 | 0,80 | 90 | 360 | ||||
36 | -0,062 | 12 | -0,110 | 1,00 | 1,20 | 100 | 400 |
11 Фаски снимают только на продольных кромках и на закругленных концах шпонок, остальные кромки притупляют.
2) Длины шпонок выбирают из ряда: 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360 и 400 мм.
Алгоритм расчета
Расчет шпонки по исходным данным можно сделать с помощью компьютерных программ. Наиболее простые, и удобные в пользовании: MS Excel и OOo Calc. Программа включает в себя расчетные формулы, содержит все нормализованные размеры на валы, ступицы и шпонки.





Для выполнения алгоритма расчета используем пример с реальными цифрами. Их следует заносить в строгой последовательности в раздел с синими надписями значений. Проставлять цифры следует в свободную колонку между условными обозначениями из формул и единицами измерения. Например:
- Крутящий момент на валу – 300 Н/м.
- Диаметр вала – 45 мм.
- Глубина паза на валу – 5,5 мм.
- Высота шпонки – 9 мм. Выбирается по справочной таблице, которая имеется в программе.
- Ширина шпонки – 14 мм.
- Длину шпонки – 63 мм.
- Вариант исполнения – 1. С прямыми углами, или закругленными торцами с одной или двух сторон. Выбираем с полукруглыми торцами. По классификации они обозначаются 1.
- Величина допускаемого при смятии напряжения – 90 Мпа.
- Напряжение среза – 54 Мпа. Значение берется как 60% от величины смятия.
Результаты расчетов программа выдает в той же таблице, только ниже, это действующие величины напряжений смятия и среза, нагруженность соединения по этим напряжениям.
В таблице приведены результаты расчета на компьютерной программе MS Excel.
| Название показателя | Формула расчета | Полученное значение |
| Напряжение смятия действующее | δсм=2*T/(d*(h-t1)*Lp) | 77,7 МПа |
| Напряжение действующее среза | δсм=2*T/(d*(h-t1)*Lp) | 19,4 Мпа |
| Нагруженность по напряжению смятия | sсм=δсм/{δсм} | 86,40% |
| Нагруженность по срезу | Sср=TСР/{Tср} | 36,00% |
Расчет на смятие и срез производится приблизительный, поскольку не учитывается целый ряд факторов, влияющих на фактический размер нагрузки:
- неравномерное соединение по всей плоскости;
- наличие фасок на детали, уменьшающих площадь;
- не прилегание на скругленных торцах втулки на зубчатом колесе.
На практике обычно делают расчет на смятие, поскольку эта сила воздействия значительно превышает давление на срез. При разрушении в результате перегрузок, происходит деформация поверхности соприкосновения деталей, потом шпонка срезается. При расчете механизмов, результат умножается на коэффициент прочности. Для каждого вида машин он разный.
Программы подходят и для расчета круглых шпонок. Площадь воздействия и сечение берутся по аналогии с призматическими, рассчитываются через радиус.
DIN 6885 Б/П Шпонка стальная призматическая
- Модификации
- Описание
- Технические характеристики
- Ваши скидки
Призматические шпонки DIN 6885 изготавливаются в разных вариациях. Они бывают квадратные, овальные, с округлыми углами только с одной из сторон, с отверстиями и без, а так же со срезами одного из углов.
Шпонка изготавливается по немецкому стандарту DIN 6885, а так же по Российскому стандарту ГОСТ 23360-78 и по международному стандарту ISO 773. Шпонка DIN 6885 производится из стали, по умолчанию дополнительного покрытия не имеет, так же не обладает повышенными классами прочности.
Установка шпонки в каком-либо механизме требуется внимательности и опыта установки подобных изделий. Для правильной установки шпонки в механизме, нужно деталь и вал совместить таким образом, чтобы канавки у них совпали. Шпонка по DIN 6885 фиксирует на валу надетый на него маховик/зубчатую шестерню/шкив. Данный вал часто рассчитан на тысячи оборотов в минуту.
Узел, в котором вращается вал с такой огромной скоростью, чаще всего непрерывно работает годами. И все это время призматическая шпонка испытывает действующие на срез силы.
Назначение
Шпонка DIN 6885 призматическая, или по другому её ещё называют «шпоночный паз». Шпонки DIN 6885 очень часто используются в производственных и промышленных сферах.
Технические характеристики шпонки DIN 6885 (часть 1):
| Параметры шпонки | Ширина шпонки, B (h9) | ||||||||||||||||
| 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | ||
| Высота, H (h11) | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 8 | 9 | 10 | 11 | 12 | 14 | 14 | 16 | 18 | |
| Радиус | мин. | 0,16 | 0,25 | 0,4 | 0,6 | ||||||||||||
| макс. | 0,25 | 0,4 | 0,6 | 0,8 | |||||||||||||
| Номиналь- ная длина L | мин. | 6 | 6 | 8 | 10 | 14 | 18 | 22 | 28 | 36 | 45 | 50 | 56 | 63 | 70 | 80 | 90 |
| макс. | 20 | 36 | 45 | 56 | 70 | 90 | 110 | 140 | 160 | 180 | 200 | 220 | 250 | 280 | 320 | 360 |
Технические характеристики шпонки DIN 6885 (часть 2):
| Параметры шпонки | Ширина шпонки, B (h9) | ||||||||||
| 36 | 40 | 45 | 50 | 56 | 63 | 70 | 80 | 90 | 100 | ||
| Высота, H (h11) | 20 | 22 | 25 | 28 | 32 | 32 | 36 | 40 | 45 | 50 | |
| Радиус | мин. | 1 | 1,6 | 2,5 | |||||||
| макс. | 1,2 | 2 | 3 | ||||||||
| Номиналь- ная длина L | мин. | 100 | 110 | 125 | 140 | 160 | 180 | 200 | 220 | 250 | 280 |
| макс. | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 |
| Сумма заказа | Размер скидки на каждый заказ |
| 5 000 — 20 000 рублей | Базовая оптовая цена |
| 20 000 — 70 000 рублей | Скидка 5% |
| 70 000 — 200 000 рублей | Скидка 10% |
| свыше 200 000 рублей | Скидка до 25% |
Если ВЫ являетесь крупнооптовой снабжающей организацией для ВАС есть особые условия, оповестите наших менеджеров и получите персональные скидки!
Кольцо стопорное плоское внутреннее для отверстий
Назад
Виды шпонок
Основные виды шпонок делят на два типа: напряженные и ненапряженные. Среди которых выделяются такие типы шпонок:
- Клиновые. Особый тип, который отличаются углом наклона верхней грани. В общем разделение на виды происходит исходя из классификации шпоночных соединений. Устанавливается в паз с помощью физической силы, ударным методом. Применение такого типа соединения позволяет добиться необходимого напряжения. Нарезанный клин, находясь в пазе, распирает его изнутри. За счет силы прижатия, вал и ступица совместно вращаются.Используется довольно редко, так как ее использование предусматривает индивидуальный подгон. Это можно считать недостатком для массового производства механизмов. Основное назначение — применение в тихоходных передачах и узлах неподвижного соединения.
Среди клиновых шпонок выделяют:
- врезные;
- на лыске;
- фрикционные;
- без головки и с головкой.
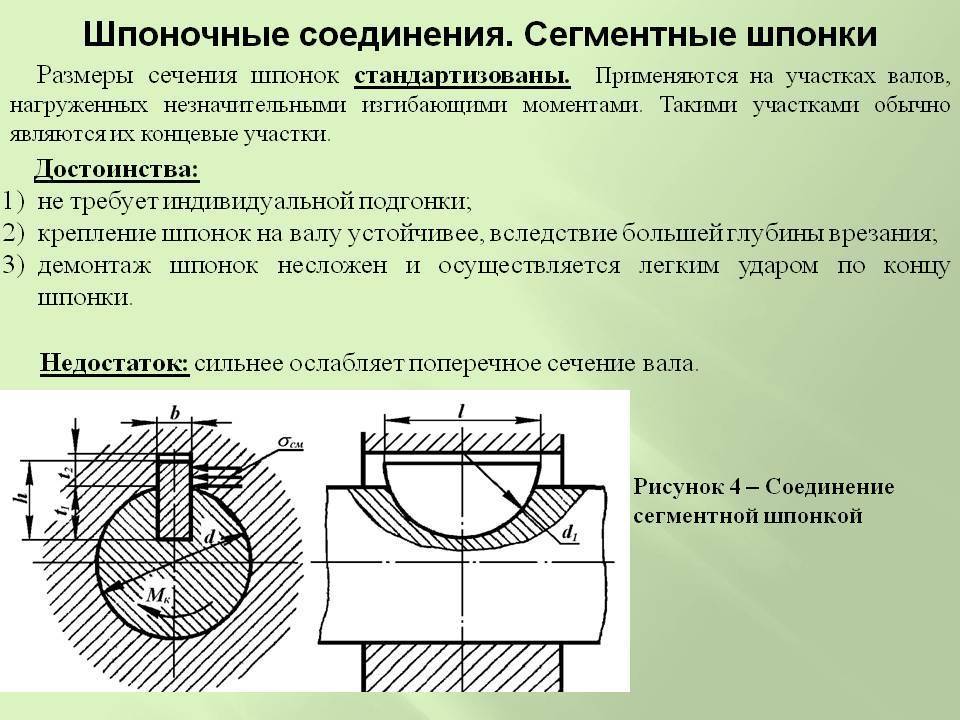
- Сегментные. Производятся в виде сегментной пластины, загоняемой в паз. Производиться методом фрезерования. Широко применяются в производстве, так как просты в изготовлении, не требуют особой точности при нарезании и легко устанавливается. Отличается установкой в боле глубокий паз, в сравнении с аналогами. Глубокий паз не подходит для больших нагрузок, так как значительно снижает прочность вала, поэтому используется при небольших крутящих моментов.
На длинных ступицах может устанавливаться несколько шпонок, так как они имеют фиксированную длину. Выполняют предохранительную функцию на срез и смятие.
- Призматические. Отличаются параллельными гранями, которые устанавливаются в паз и фиксируют ступицу. Рабочими гранями в таки случаях являются боковые. Относятся к ненапряженному типу шпоночных соединений, поэтому существует вероятность возникновения коррозии в месте соединения. Для исключения коррозии, муфта и вал соединяются с натягом. Концы производятся обычно со скругленными или плоскими концами. Для скругленного типа рабочей поверхностью считается длина прямых краев. Паз нарезается с помощью фрезы.Передача усилия происходит путем давления поверхности паза на шпонку, которая передает крутящий момент на паз ступицы. Данный тип соединения призматической шпонкой часто используется для подвижных соединений, поэтому используют дополнительное крепление с помощью винтов. Как и многие другие типы выполняет функцию предохранителя при смятии и срезе.
- Цилиндрические. Штифты в таких шпонках изготавливаются в виде цилиндров. Работаю в натяжении с отверстием на торце вала, которое высверливается под соответствующие размеры шпонок. Используется в тех случаях, когда ступица устанавливается на конце вала. Требует особого подхода к монтажу шпоночных соединений.Позволяют работать на срез и смятие. Поэтому выбор шпонки производят исходя из прочности на смятие.
Исходя из типа посадки выделяются:
- Свободная – применяется в случаях, когда выполнять сварочные работы довольно сложно и есть необходимость подвижного сцепления деталей во время работы.
- Плотная – нужна для создания сцеплений, движение которых во время работы выполняется в одном пространственном положении.
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Призматические шпонки по ГОСТ 23360-78.
Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки bхh | Шпоночный паз | Длина l мм | ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (JS9) | Вал и втулка (Р9) | Ном.. | Ном. | Пред. откл. | не более | не менее | ||||
| Cв.12 до 17 » 17 » 22 | 5×5 6×6 | +0,030 | +0,078 +0,030 | 0 -0,030 | ±0,015 | -0,012 -0,042 | 3,0 3,5 | +0,1 | 2,3 2,8 | +0,1 | 0,25 0,25 | 0,16 0,16 | 10-56 14-70 |
| Св. 22 до 30 » 30 » 38 | 8×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | ±0,018 | -0,015 -0,051 | 4,0 5,0 | +0,2 | 3,3 3,3 | +0,2 | 0,25 0,4 | 0,16 0,25 | 18-90 |
| 10×8 | 22-110 | ||||||||||||
| Св. 38 до 44 » 44 » 50 » 50 » 58 » 58 » 65 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | ±0,021 | -0,018 -0,061 | 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75 » 75 » 85 » 85 » 95 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | ±0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 |
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| Св. 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
Призматические шпонки с креплением на валу по ГОСТ 8790-79.
Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h14) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 |
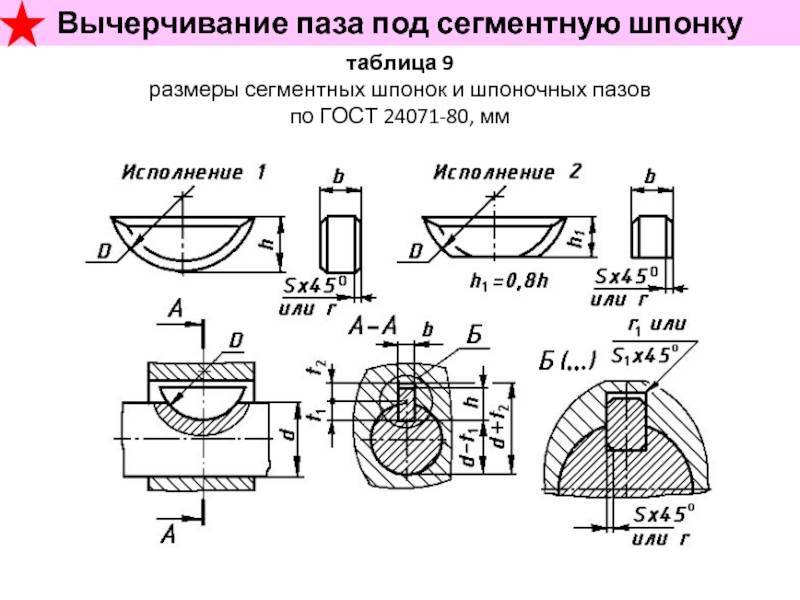
Сегментные шпонки по ГОСТ 8786-68.
Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
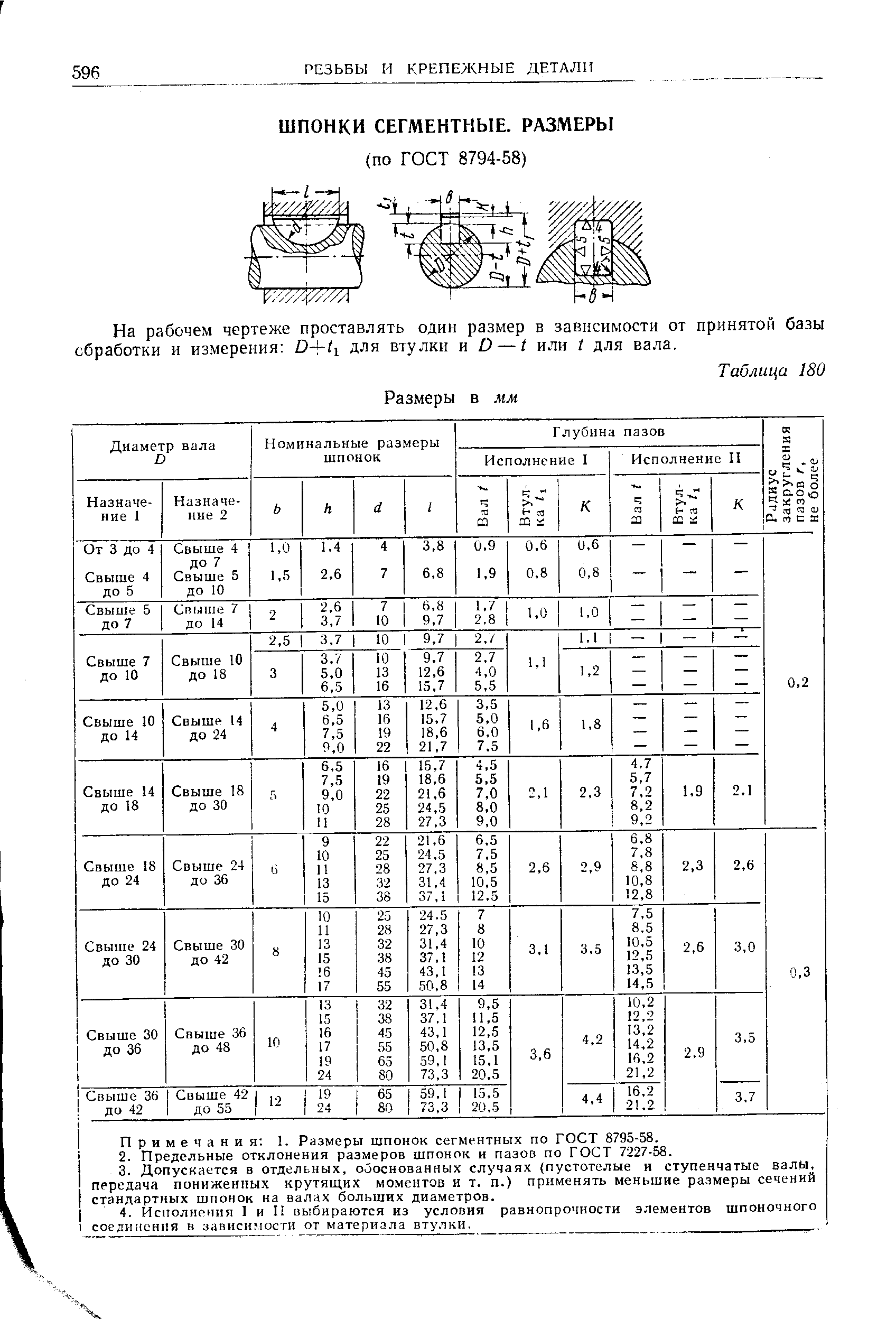
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4 Св. 4 » 5 | От 3 до 4 Св. 4 » 6 | 1×1,4×4 1,5×2,6×7 | 1,0 1,5 | 1,0 2,0 | +0,1 0 | 0,6 0,8 | +0,1 | 0,08 | 0,16 |
| Св. 5 » 6 » 6 » 7 | Св. 6 » 8 » 8 » 10 | 2×2,6×7 2×3,7×10 | 2,0 | 1,8 2,9 | 1,0 1,0 | ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10 » 10 » 12 | Св. 12 до 15 » 15 » 18 | 3×5×13 3×6,5×16 | 3,0 | 3,8 5,3 | +0,2 0 | 1,4 1,4 | |||
| Св. 12 до 14 » 14 » 16 | Св. 18 до 20 » 20 » 22 | 4×6,5×16 4×7,5×19 | 4,0 | 5,0 6,0 | 1,8 1,8 | 0,16 | 0,25 | ||
| Св. 16 до 18 » 18 » 20 | Св. 22 до 25 » 25 » 28 | 5×6,5×16 5×7,5×19 | 5,0 | 4,5 5,5 | 2,3 2,3 | ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3 | 2,3 | ||||
| Св. 22 до 25 » 25 » 28 | Св. 32 до 36 » 36 » 40 | 6×9×22 6×10×25 | 6,0 | 6,5 7,5 | 2,8 2,8 | ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2 | 0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 |
Клиновые шпонки по ГОСТ 24068-80.
Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
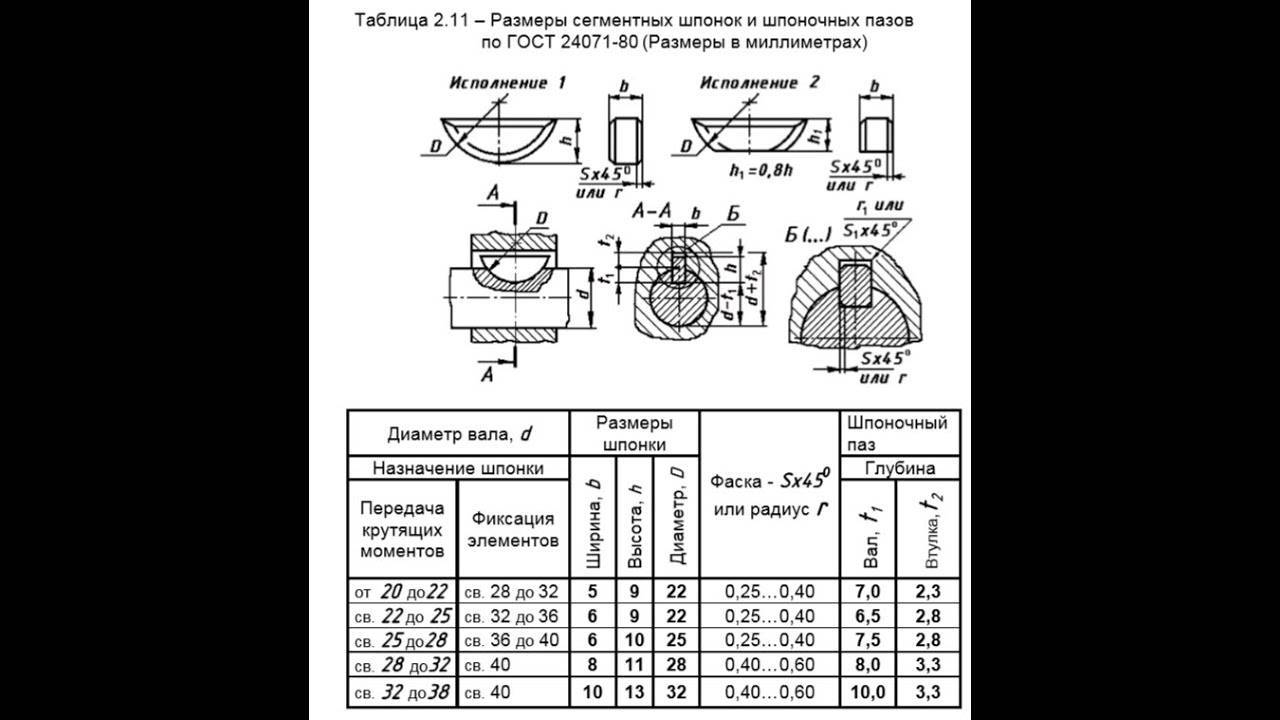

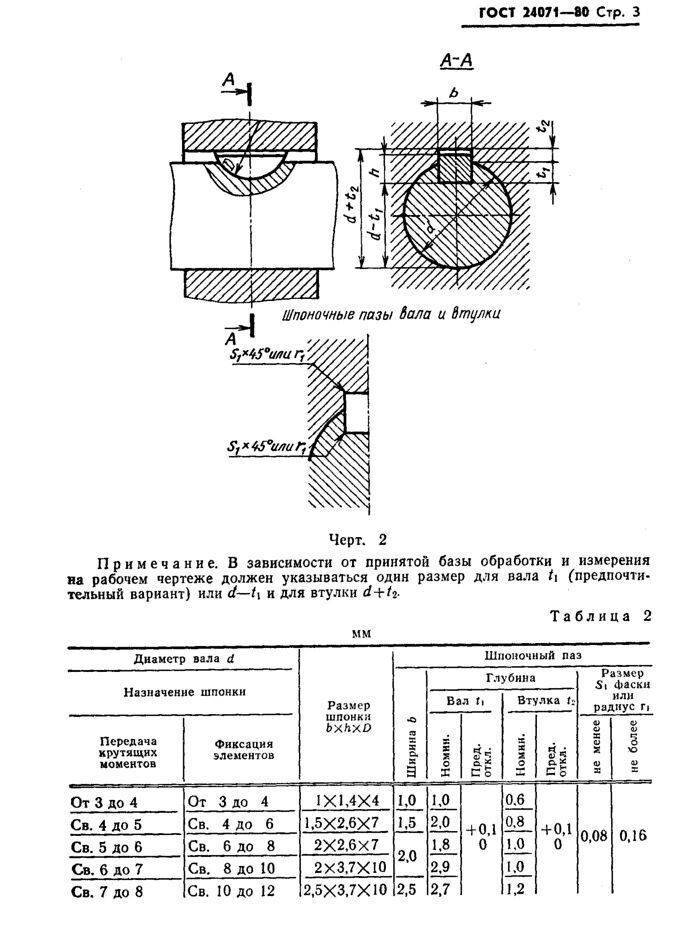
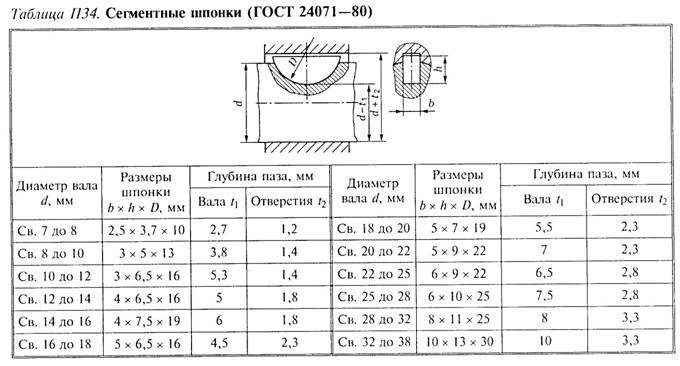

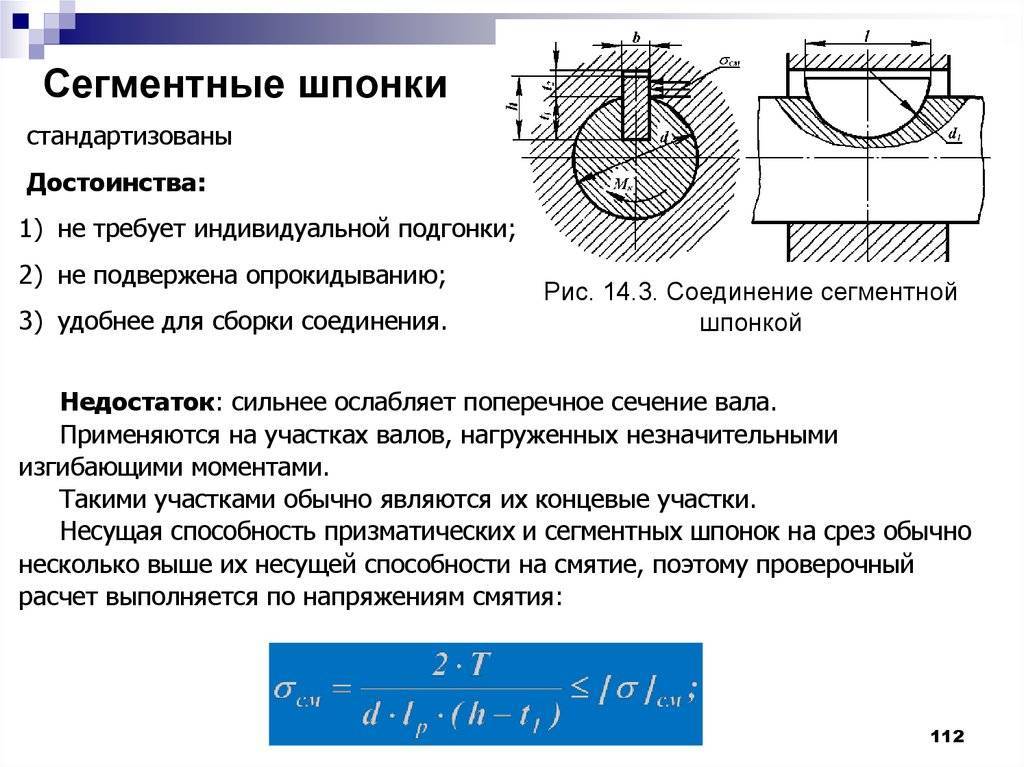
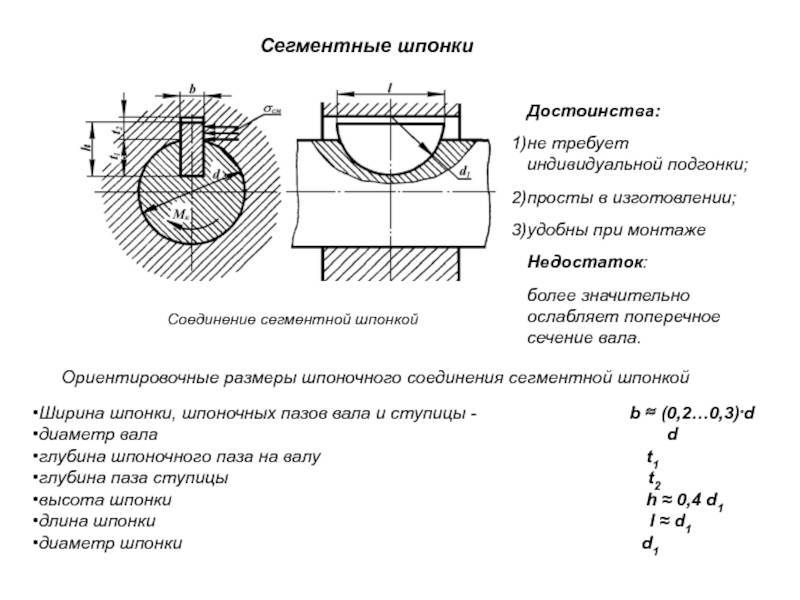
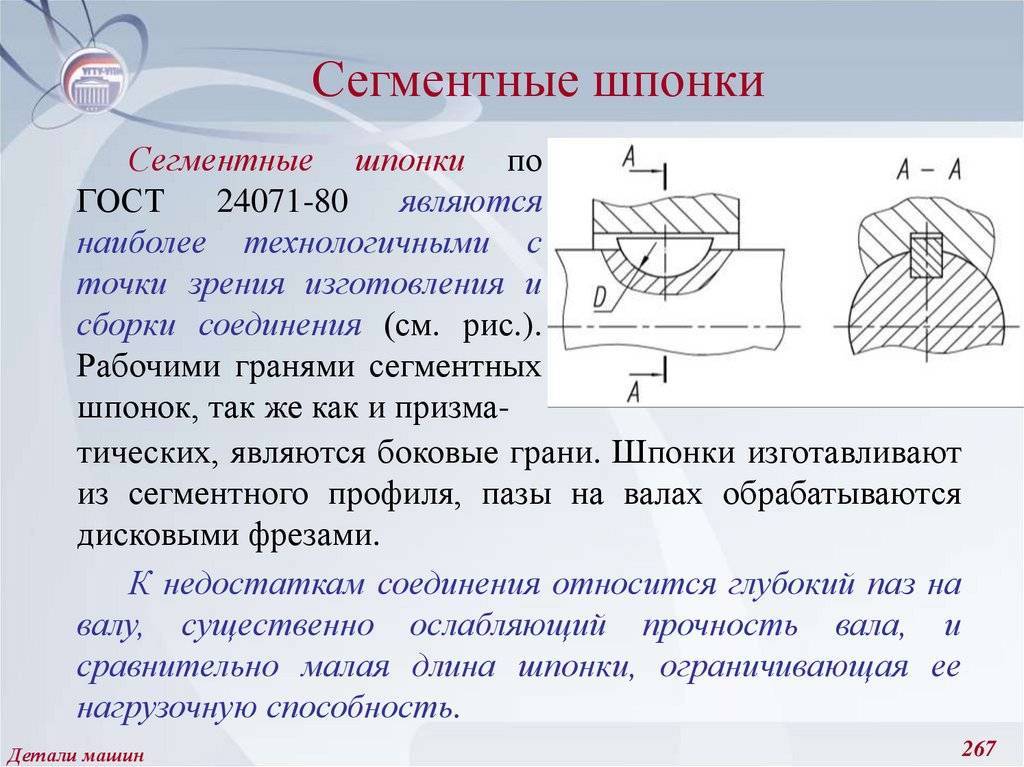
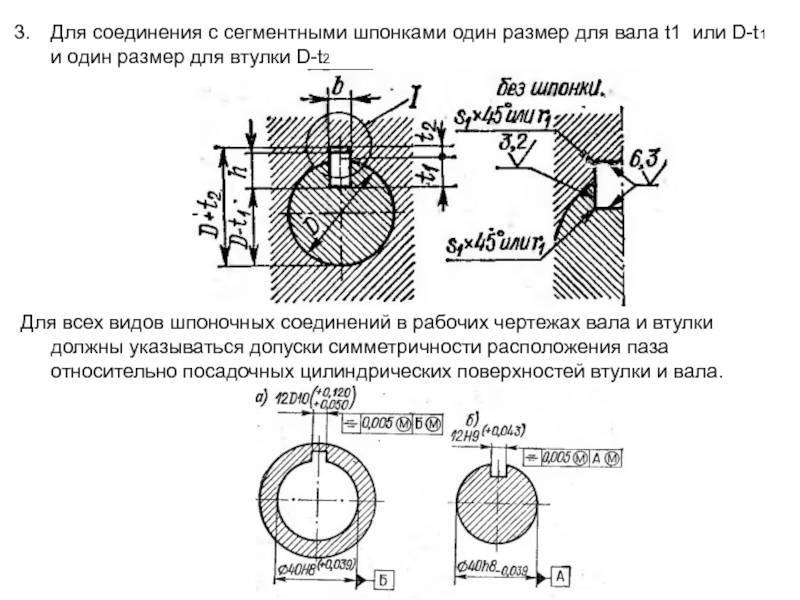

Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Длина l (h14) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 | 80 |
Продолжение.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
| Св. 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
| Св. 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
| Св. 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 |