

Выбираем станок
Отнеситесь к подбору токарного станка внимательно, иначе использовать его будет сложно или не получится вообще. Сначала задумайтесь о том, для чего он вам нужен и что именно вы на нём будете делать.
- Нужно ли вам выполнять только те работы, которые считаются стандартными для таких устройств (нарезание резьбы, сверление, токарные работы), или же ваши запросы выходят за их границы? Если вы хотите, скажем, обтачивать детали, шлифовать их, точить инструменты, то вам могут понадобиться дополнительные инструменты.
- С деталями каких размеров вы будете работать, и каков диаметр их обточек? От этих величин зависит расстояние до суппорта. В основном для бытовых работ вам хватит 30−40 мм.
- Насколько точные операции вам нужно производить?
- Каковы ориентировочные масштабы работы и частота эксплуатации?
Прикинув в голове все эти параметры, вы сможете выбрать нужную именно вам модель.
При подборе нужно обратить внимание на некоторые характеристики аппарата:
Куда устанавливается станок, и каков его вес. Есть мнение, что чем он тяжелее, тем точнее будет результат выполняемых работ, но это не так — эти две вещи никак не связаны
А вот на то, куда именно вы его поставите и как часто собираетесь транспортировать, стоит обратить внимание. Не приобретайте самый тяжёлый станок, если будете постоянно перевозить его с места на место, лучше отдайте предпочтение более лёгкой модели — до 45 килограммов весом.
Каково рабочее напряжение выбранной модели
В домах, как правило, проведена однофазная сеть в 220 В, и именно она подходит для большинства миниатюрных токарных станков по металлу. Настольный станок, тем не менее, может потребовать и трёхфазной сети 380 В, и тогда придётся менять проводку.
Какой мощности хватит для выполнения ваших задач. Обычно она бывает не более 400 Вт, чего достаточно для большинства бытовых целей. Она зависит от того, какие материалы вы будете обрабатывать.
С какой скоростью должен вращаться вал со шпинделем и можно ли её регулировать. Чем быстрее вращение, тем более оперативно можно выполнить любые работы, но для разных материалов (скажем, металла и дерева) потребуется регулировка этой настройки.
Наличие реверса шпинделя. Если его нет, то придётся менять положение ремня каждый раз, когда потребуется вращать деталь в другую сторону, что не всегда удобно.
Цена деления на шкале лимба подачи. Чем меньше одно деление, тем точнее можно будет скорректировать движение резца.
Какое расстояние разделяет заднюю и переднюю бабку. Этот параметр определяет, детали какой длины вы сможете обрабатывать.
Каков диаметр пиноли. С его возрастанием уменьшается вибрация детали во время работы.
Какие операции по металлу можно выполнять
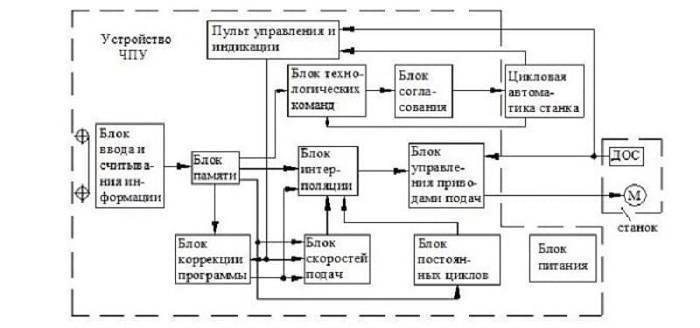
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Устройство
А сейчас стоит рассказать об устройстве этих станков. Всего выделяют шесть основных элементов устройства:
- станина;
- суппорт;
- лицевая бабка;
- тыльная бабка;
- прижимная бабка;
- открытый мотор.
Итак, теперь расскажу о каждом из них поподробнее.
Станина
Этот элемент предназначен для закрепления на ней всех узлов — как подвижных, так и неподвижных. Она является основой не только для часового, но и для всех других видов станков, так что это наиболее важный элемент.





Также станина позволяет механизму упираться в фундамент и принимать любую нагрузку, которая возникает в процессе работ. Но, даже несмотря на это, она всё равно считается самой долговечной деталью в станке.
Делается станина в основном из чугуна, но иногда её делают и из низкоуглеродистой стали.
Суппорт
Эта деталь — тоже одна из важнейших. Благодаря суппорту закреплённую заготовку можно передвигать вдоль и поперёк оси шпинделя, а также под углом этой самой оси. Благодаря этому можно с лёгкостью заготавливать детали.
Суппорт имеет крестовую конструкцию, а также имеет три движущих узла: нижние и продольные салазки, а также продольную каретку
Если почитать техническую литературу, то можно обнаружить, что эти узлы практически всегда называются по-разному, но это не так важно

Лицевая бабка
Передняя бабка (или лицевая) выполняет две функции одновременно: она придаёт будущей детали вращение, а также поддерживает её в процессе работы.
На лицевой бабке располагается панель управления, с помощью которой можно регулировать скорость вращения заготовки. Многие рабочие для упрощения работы прикрепляют возле этой панели подробную схему с описанием, где нужно повернуть, чтобы ускорить или замедлить вращение. Это также может быть полезно тем, кто только приступил к работе.
Тыльная бабка
Задняя (или тыльная) бабка нужна для фиксации деталей с большой длиной. Кроме того, на ней могут быть установлены различные инструменты, такие как свёрла или развёртки.
При работе возникают нагрузки на ось. Вся эта нагрузка идёт на упорный шарикоподшипник. Также на тыльной бабке установлено и зафиксировано оборудование центра за счёт конусного отверстия втулки. В такой центр можно установить какой-либо инструмент, после чего зафиксировать его. Это позволит избежать вращения инструмента вместе с деталью.
Прижимная бабка
Она находится рядом с тыльной бабкой и является частью её. Как ясно из названия, прижимная бабка зажимает заготовку. Имеет вентили для зажимки, а также специальные движущиеся части.

Открытый мотор
Двигатель (или открытый мотор) — это как раз то, что и позволяет передней бабке вращать заготовку при помощи шпинделя. Подключённый к электросети, он начинает при помощи ремешков крутить шпиндель, а вместе с ним и заготовку, позволяя обрабатывать её со всех сторон.
В наше время в основном для токарных станков, в том числе и для часовых, используют в основном двигатели с короткозамкнутым ротором, но это также зависит от производителя и предназначения станка.
4 Как он работает и основы правильной эксплуатации
Работать на таком оборудовании довольно просто, не зря именно его выбирают для учебных заведений. В пиноли задней бабки находятся отверстия, куда и устанавливаются рабочие инструменты. Эта часть устройства подвижна и перемещается по направляющим. Ее положение подгоняют в соответствии с размерами обрабатываемой детали. Каретка суппорта также движется по направляющим во время работы и перемещает рабочий инструмент.
 Движение каретки суппорта
Движение каретки суппорта
Резцедержатели бывают разных видов. Их тип подбирается в зависимости от нагрузок и материала обрабатываемого изделия. Например, одиночные резцедержатели прекрасно справятся с работами среднего уровня сложности. Но сегодня все большей популярностью пользуются современные резцовые головки, на которых зафиксировано несколько режущих элементов одновременно, но школьный вариант станка работает с классическим набором.
Прежде чем начинать работы, следует внимательно ознакомиться с техникой безопасности. Если речь идет про школьный урок труда, то включать устройство и тем более обрабатывать заготовки можно только под присмотром учителя. На станину запрещается класть любые посторонние предметы, в том числе и инструменты. А элементы ременной передачи следует оградить. Нельзя опираться на части машины. Если возникли какие-либо неисправности, нужно немедленно оповестить учителя.
Работать следует только в специальной одежде, при этом следите, чтобы ее края не свисали. А волосы желательно спрятать под головным убором. Если предполагается образование стружки, то понадобятся еще и защитные очки. Перед запуском “Школьника” проверяют, надежно ли зафиксированы все узлы. Обязательно надо взглянуть на заземляющий провод и протестировать на холостом ходу исправность клавиш “Пуск” и “Стоп”. Если обнаруживается какая-нибудь неполадка, приступать к работе нельзя, пока она не будет устранена.
Как написать управляющую программу
Программы для работы станков с ЧПУ делаются в три шага, на каждом из которых определяется — как будет выглядеть новая деталь:
- Создание трёхмерной модели. Этот этап — создание модели заготовки, с которой будет осуществляться работа. Этим, в основном, занимаются не операторы, а дизайнеры, так как не все так хорошо понимают, как сделать хорошую трёхмерную модель.
- Инструкция. Имея трёхмерную модель, оператор задаёт параметры, которые станок должен будет выполнить при работе с заготовкой чтобы получилась деталь.
- Тестовый запуск. Он необходим чтобы проверить — правильно ли была написана программа для работы. Ведь если плохую программу сразу, без теста, запустить на станке — он испортит все заготовки. Поэтому оператор смотрит — правильно ли станок выполняет работу с заданной программой, а после смотрит на результат и решает — требуется доработка или нет. Чаще всего она, конечно, требуется, но никаких критических ошибок она вывести не может.
После того как программа была установлена — станок готов к работе.
Для написания таких программ существует пять специальных приложений:
- AutoCAD.
- T-FlexCAD.
- NanoCAD.
- ArtCam.
- SolidWorks.
Сейчас о каждой будет рассказано по отдельности
AutoCAD
Эта программа была разработана компанией Autodesk специально для автоматического проектирования токарных работ. В AutoCAD есть функции трёхмерного моделирования, а также возможность работы с трёхмерными данными сканирования, что позволяет не тратиться на дизайнеров. Но, из-за отсутствия трёхмерной параметризации эта программа не является лучшим выбором.
T-FlexCAD
Эта программа была разработана компанией «Топ Системы» для разработки разного вида работ с токарными станками.
Имеет все нужные для этого функции, но лучшим выбором не является и популярностью не пользуется.
NanoCAD
Эта программа может работать как с трёхмерными, так и с двухмерными моделями. С её помощью могут проводиться расчёты работ, готовятся 3D и 2D модели, разнообразные чертежи и ещё много чего. Благодаря этой программе значительно облегчается работа операторов.
ArtCam
Эта программа нужна исключительно для создания трёхмерной модели. Расчёты работ или что-то подобное на ней производиться не может, зато модели получаются очень качественные.
SolidWorks
Это уже непросто программа, а целый программный комплекс. Выпущен он был ещё в 1995 году, но до сих пор считается одним из лучших среди разработки программ для токарных станков системой ЧПУ. Правда, стоит этот программный комплекс прилично, зато принцип «цена равна качеству» он прекрасно показывает.






Классификация настольных токарных агрегатов
Настольные токарные станки имеют несколько модификаций:
- Револьверный. Особенность заключается в способе установки резца. Весь узел помещается в барабан. Появляется возможность вести несколько видов обработки детали без перестройки оборудования.
- Винторезный. Предназначен для ведения разнообразных операций.
- Многошпиндельный. Операции выполняются с заготовками разного диаметра.
- С ЧПУ. Идет подключение компьютерной программы. Без участия человека процесс проходит быстрее и качественнее.
На станке выполняются операции разной сложности — черновая обработка поковок, формирование нужной поверхности, расточка внутренней полости, срезание торцов.
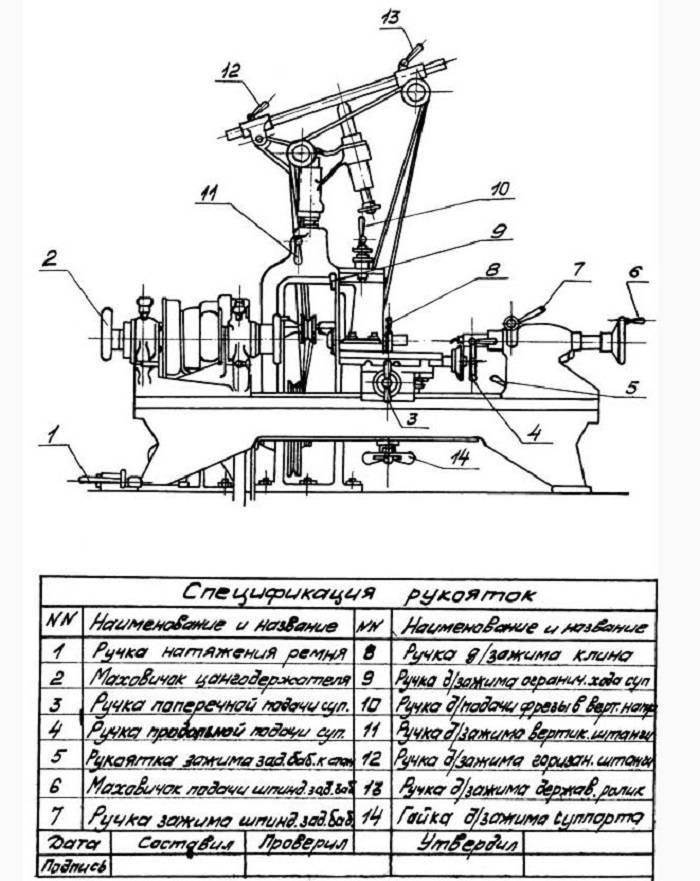
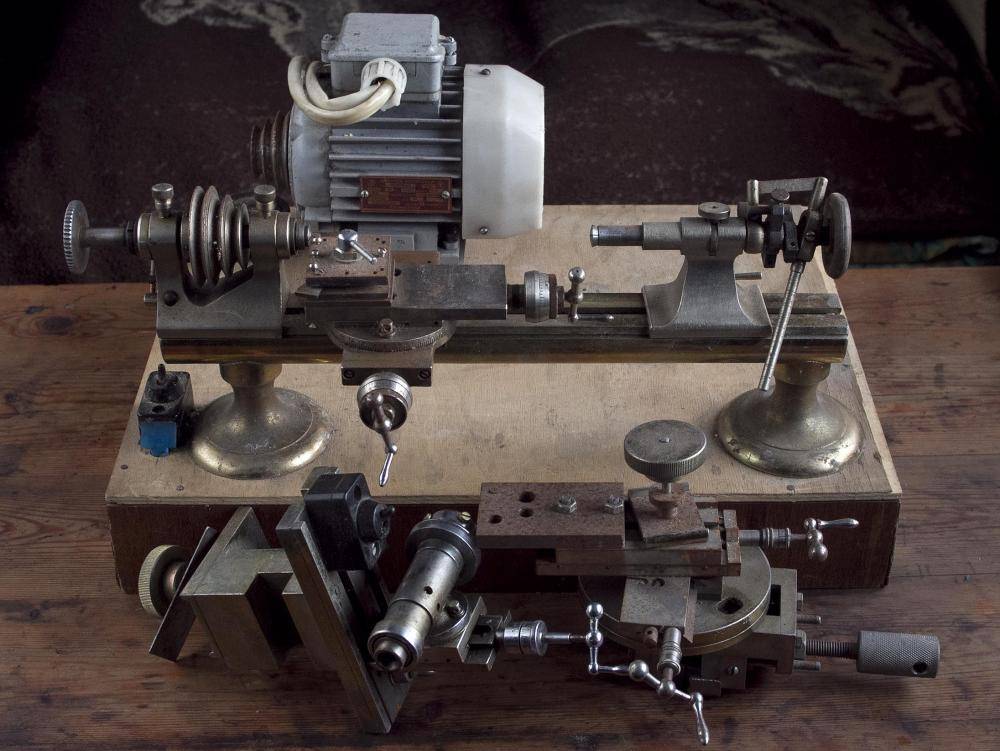
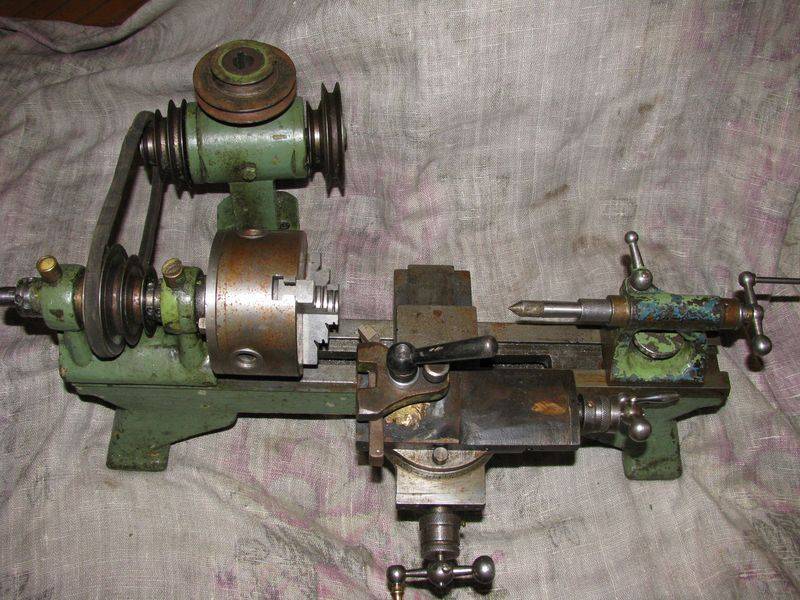
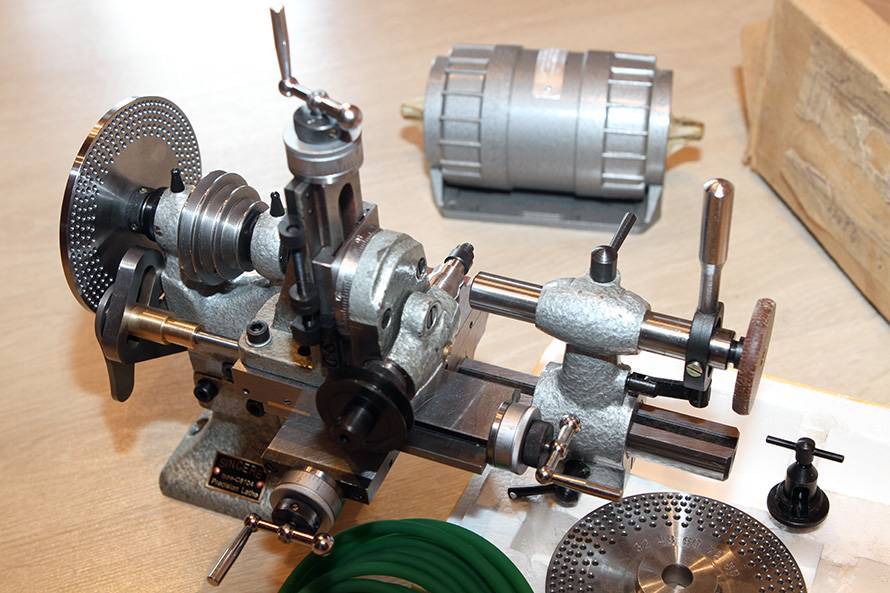
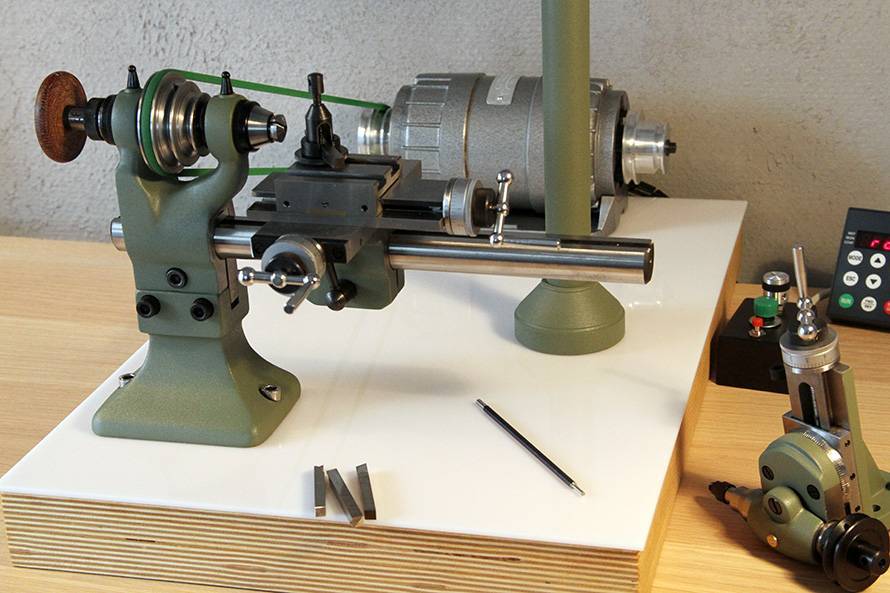
Конструкция часового токарного станка С-95
Часовой токарный станок С-95 в основном станок представляет агрегат из станины, передней и задней бабок, суппорта и электродвигателя.
Станина станка С-95 (черт. С-95-01-00)
Станина станка представляет точеную балку (деталь 01), укрепленную на двух поддерживающих стойках (деталь 02 и 03). Верхняя часть ее располагает призматическими направляющими под бабки и суппорт. Для крепления передней и задней бабок в станине имеется Т-образный паз, а для крепления суппорта в средней части ее — сквозное окно.
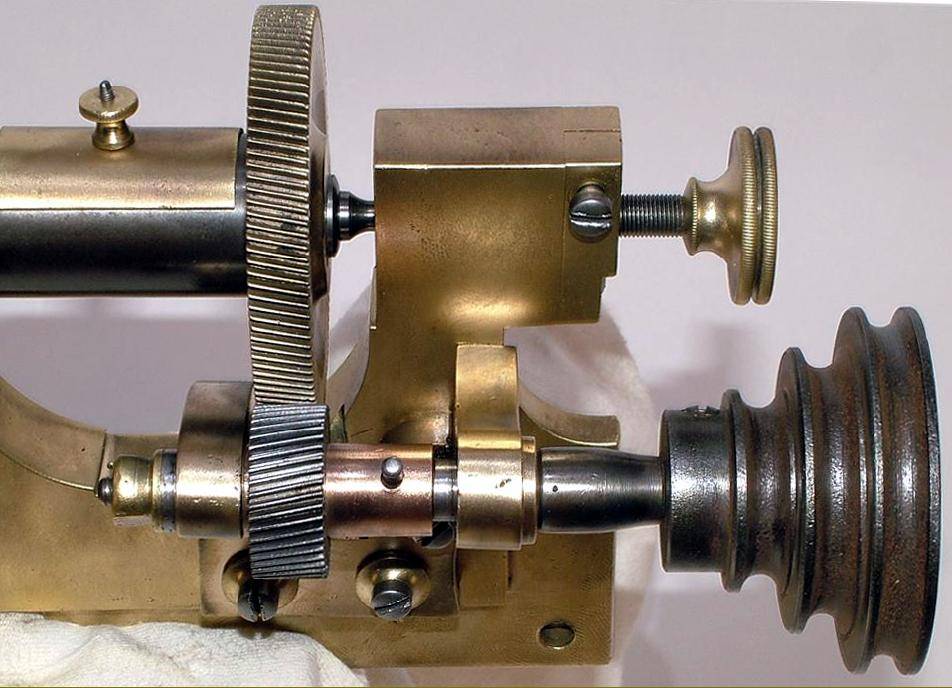
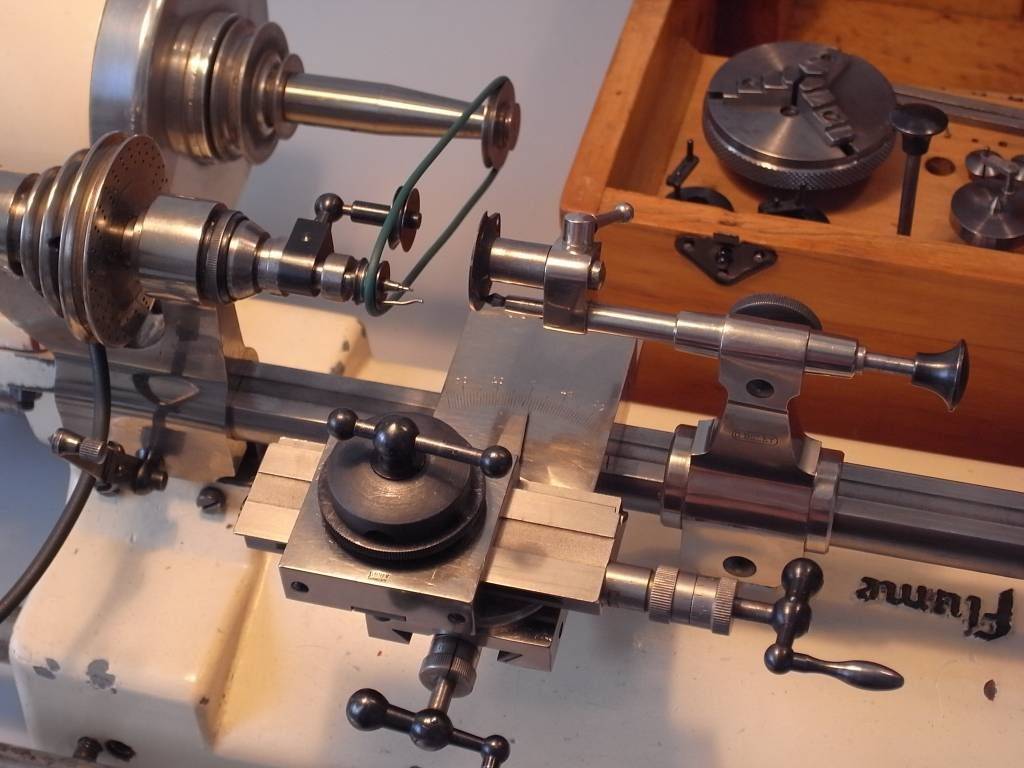
Передняя бабка токарного станка С-95 (черт. С-95-02а)
Передняя бабка токарного станка С-95 представляет вильчатую стойку (деталь 04) со стальными калеными коническими втулками (деталь 02-02). Шпиндель (деталь 02а-04) имеет гнездо под цангу или оправку. Регулировка шпинделя производится путем подтяжки заднего конуса. Смазка шпинделя из кольцевых карманов в бабке производится через отверстия во втулках с установленными в них фильтрами из фетра. Шкив (деталь 02-09) между опорами шпинделя заклинен стопорным кольцом (деталь 02-10). Крепление цанги (деталь 02-23) производится при помощи цангодержателя (деталь 02а-02) и маховичка (деталь 02а-03).
Для крепления бабки на станине имеется эксцентриковый зажим. В случае, когда бабка используется как делительная головка (при нарезке зуба трибов), на торце шкива (деталь 02-09) засверлены два ряда делительных отверстий, а задняя вилка бабки снабжена фиксирующим приспособлением.
Суппорт обычный для настольно-токарных станков с поворотной верхней частью.
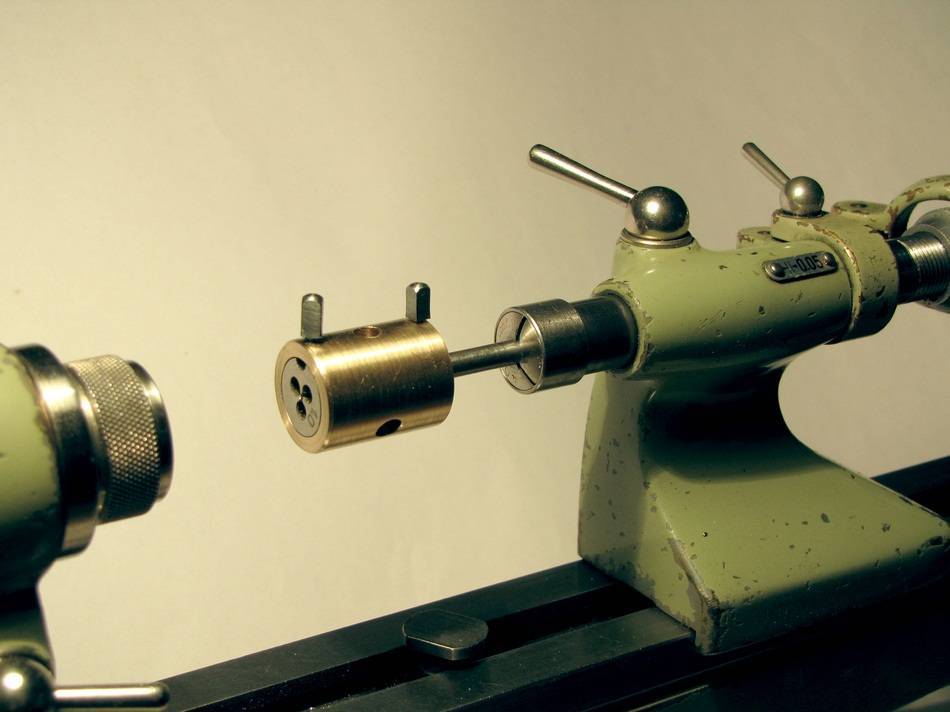
Задняя бабка токарного станка С-95 (черт. С-95-03)
Задняя бабка токарного станка С-95 представляет стойку (деталь 03-01) со шпинделем (деталь 03-02), перемещающимся от рычага (деталь 03-21). Шпиндель имеет посадочное гнездо под цангу или центр и отверстие под цангодержатель. Перемещение шпинделя может регулироваться упором (деталь 03-29). При центровых работах зажим шпинделя производится барашком (деталь 03-06). Крепление бабки на станине производится эксцентриком (деталь 03—13) при помощи рукоятки.
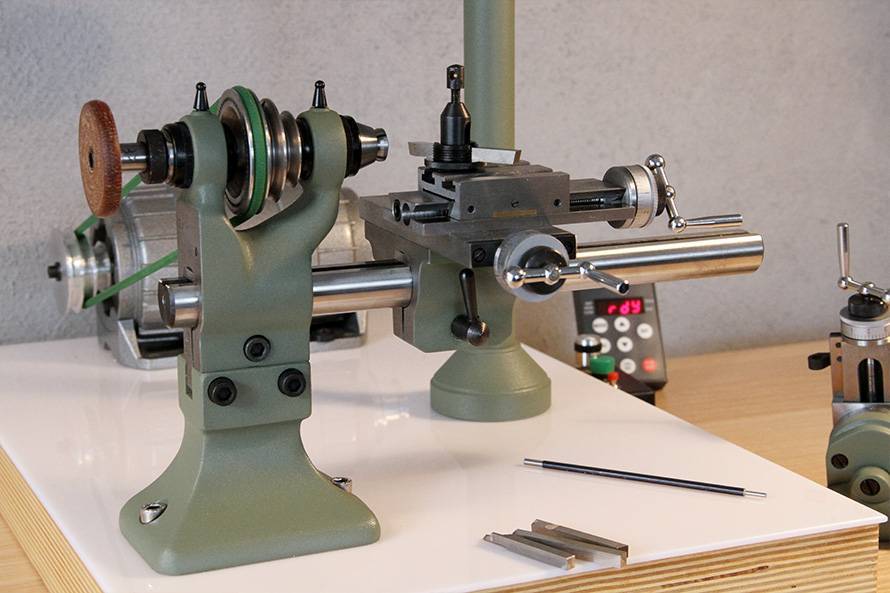
Приспособление для фрезерования и наружного шлифования (черт. С-95-05)
Приспособление для фрезерования и наружного шлифования представляет систему головки, несущей квилльную установку (черт. С-95-06), ползушки, на которой головка может быть повернута на угол ±90°, и стойки, в направляющих которой ползушка с головкой могут быть регулируемы по высоте от ходового винта. Приспособление крепится на суппорте под любым углом относительно бабки.
Приспособление для внутреннего шлифования (черт. С-95-07)
Приспособление для внутреннего шлифования крепится вместо резцедержателя на суппорте. Корпус приспособления шарнирно соединен с основанием и может регулироваться по высоте винтом. В каленых втулках корпуса вращается удлиненная втулка с закрепленным на ней шкивом. Опоры этой втулки защищены от попадания пыли с одной стороны колпачком, с другой — шкивом. Шпиндель приспособления, несущий камень, размещается в удлиненной втулке и имеет возможность осевого перемещения в последней; вращение получает от втулки благодаря связывающей их шпонке.
Подручник (черт. С-95-08)
Подручник крепится на станине (деталь 01) и регулируется по высоте зажимным винтом (деталь 08-06).
Стойка подручника (деталь 08-03) связана шарнирно с планкой (деталь 08-02), закрепляемой на станине так, что может быть вместе с подручником откинута в заднее положение на 180°.
Контрпривод (черт. С-95-09)
Контрпривод смонтирован на деревянном щите. Вал контрпривода расположен на шарикоподшипниках, имеющих своими опорами две стойки. В непосредственной близости от ведущих шкивов на щитке укреплена еще одна стойка, служащая для монтажа направляющих роликов.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.








Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Технические характеристики станка Т-28
| Наименование параметра | Т-65 | С-95 | Т-28 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 120 | 50 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 12 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 32 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 125 | 220 |
| Наибольшая длина обтачивания, мм | 70 | 38 | 55 |
| Наибольшая высота держателя резца, мм | 7 х 7 | 6 х 9 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 6 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | ||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 8 | 10 |
| Конус Морзе шпинделя | № 1 | 39°30` | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 3 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 1300..3000 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 44 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 38 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | 39°30` | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 30 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,15 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 420 х 200 х 250 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 19,2 | 25 |
Список литературы:
Настольный токарный станок Т-28. Руководящие материалы, Минск, 1974
Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Разновидности станков
На сегодняшний день существует множество типов токарных станков. Каждый из них отличается своими характеристиками, функциональными возможностями, системой управления и конструкцией.
Виды токарного оборудования:
Токарно-винторезные. Считаются самыми распространёнными станками. Используются для изготовления единичных деталей и серийного производства. С их помощью можно изготавливать резьбу с наружной и внутренней стороны заготовок, обтачивать цилиндрические и конусовидные заготовки, обрабатывать торцы. Винторезные модели позволяют мастеру создавать отверстия различного диаметра, проводить зенкеровку и развертку. При наличии копировального устройства появляется возможность создавать сложные контуры без фасонных резцов.
Сверлильные. Большая группа оборудования, к которой относится вертикальный токарный станок, радиальный, одношпиндельный, многошпиндельный и горизонтальный. С помощью таких машин сверлятся отверстия разного диаметра, создаётся резьба
При выборе сверлильных станков требуется уделять внимание ходу шпинделя, мощности электродвигателя, расстоянию от рабочего стола до патрона, максимальному диаметру создаваемых отверстий.
Расточные. Многофункциональное оборудование, которое позволяет создавать отверстия в заготовках, нарезать резьбу мечиками, создавать пазы на поверхности деталей, зенкеровать и растачивать отверстия
Для точной обработки используют алмазные расточные станки.
Шлифовальные. Станки, на которые устанавливаются диски со сменными шлифовальными кругами. С их помощью обрабатываются детали различной формы с наружной и внутренней стороны. Дополнительно можно разрезать заготовки, затачивать режущие инструменты. Качество обработки зависит от зернистости шлифовального круга. Крупной фракцией снимают грубые слои металла с заготовки. Мелкая фракция предназначена дли финишной шлифовки.
Притирочные. На рабочей части устанавливаются специальные притиры, на поверхности которых нанесён абразивный порошок.
Хонинговальные. На шпинделе таких станков закрепляется специальная головка (хонон), которая представляет собой бруски с нанесение абразивного порошка. Рабочая часть вращается и движется в двух направлениях, обрабатывая неподвижное отверстие в заготовке.
Зубообрабатывающие. На таком оборудовании устанавливается множество фасонных резцов.
Также нельзя забывать про резьбообрабатывающее и фрезерное оборудование. Они используются для обработки отверстий, нарезания резьбы, торцевания, создания деталей различной формы. В магазинах можно увидеть универсальные токарные станки с ЧПУ. Это универсальное оборудование, которое может выполнять различные задачи. После настройки программы оператором, система сама начинает работу.

Токарно-сверлильный станок





