

Выбор оборудования и инструмента
Нарезка выполняется на станках:
- фрезерных;
- строгальных;
- долбежных;
- токарных;
- протяжных.
Затем детали подвергают шлифовке на шлифовальных станках.
В мелкосерийном и единичном производстве очень часто нарезание шлицев осуществляется на шлицефрезерном или зубофрезерном оборудовании с использованием червячной фрезы и метода обкатки. Использование такого инструмента эффективно как для прямобочных, так и для эвольвентных шлицев.
Горизонтально-фрезерный станок для нарезания шлицев используется в паре с фасонной дисковой фрезой. Для одновременной нарезки нескольких пазов используют делительную головку. Стоит отметить, что для изготовления шлицов такой способ используют крайне редко из-за неточностей по шагу и ширине. Целесообразно будет провести на горизонтально-фрезерном станке с дисковой фрезой черновую обработку детали, оставив припуск на чистовую обработку и шлифовку. Чистовую обработку пазов проводят специальными торцевыми фрезами, а для треугольного шлицевого соединения применяют треугольные фрезы.
Используется метод обкатки с применением долбяка. За высокое качество, получаемых поверхностей зубодолбежное оборудование используются в массовом производстве.
Помимо долбежных станков, широкое распространение в массовом и крупносерийном производстве шлицевых соединений получили строгальные и протяжные станки. Такое оборудование в несколько раз эффективнее и производительнее фрезерных станков. Нарезка строганием осуществляется с применением набора резцов, количество и размеры которых зависят от числа зубьев, ширины и глубины пазов соединения. При протягивании используют инструмент под названием протяжка. Этот инструмент имеет несколько режущих зубьев разной высоты, которые при поступательном движении срезать часть металла с заготовки.
Для изготовления эвольвентных соединений применяют холодную накатку с использованием специальных роликовых головок. Таким инструментом изготавливают изделия с большим количеством зубьев. По своей эффективности метод холодной накатки выше фрезерования в 10 раз.
После нарезки зубьев и термической обработки, все изделия подвергают шлифовке. Это позволяет добиться требуемой шероховатости и избежать зацепления сопрягаемых деталей в работе. Для шлифования используют следующий инструмент:
- фасонный круг;
- дисковый круг;
- конический круг.
Для шлифования внутренних поверхностей в некоторых случаях применяют оправку.
Достоинства и недостатки
При конструировании механизмов, передающих вращение с высокой нагрузкой, чаще всего останавливаются на выборе шлицевого соединения. Оно имеет в определенных случаях огромные преимущества и может заменить несколько шпоночных соединений. Недостатки также имеются. Надо взвешивать все аргументы за и против, выбирая способ соединения.
В сравнении со шпонками, к достоинствам шлицевых соединений относятся:
- надежность при ударных нагрузках и вибрации;
- возможность уменьшить длину ступицы;
- малые радиальные зазоры;
- увеличение срока эксплуатации;
- отсутствие нагрузки на срез и малая на изгиб благодаря большому пятну контакта;
- несколько линий приложения сил, возможность передавать большие усилия валами с малым диаметром;
- осевое перемещение;
- в соединении только 2 детали;
- компактность;
- точная центровка.
Шлицы изготавливаются по ГОСТ и Стандартам, имеют строго нормализованные размеры и детали для соединения легко подобрать. Упрощена сборка узлов и подгонка деталей.
К недостаткам шлицевых соединений относятся:
- высокая стоимость деталей;
- сложная технология изготовления;
- использование специального оборудования и инструмента.
При перегрузках шпонка просто срезается, не допуская передачи повышенной нагрузки на рабочий механизм и предотвращая его поломку. Деталь простая и дешевая, легко меняется.
В шлицевых соединениях при аварийной ситуации может сломаться зуб или весь станок. Замена деталей сложная и дорогостоящая.
Классификация
Детали шлицевых узлов нормализованы – существует определенный список типоразмеров, с соответствующими парами. Под них изготавливается инструмент и настраивается оборудование. В зависимости от условий работы и нагрузок, шлицевые соединения на несколько групп. Они характеризуются:
- формой зуба;
- базовыми поверхностями;
- возможностью смещения вдоль оси.
Форма выступа определяется по шлицевому валу. Втулка имеет только соответствующие вырезы – пазы. Характеристики определяются видами шлицов:
- прямые или прямобочные;
- эвольвентные;
- треугольные.
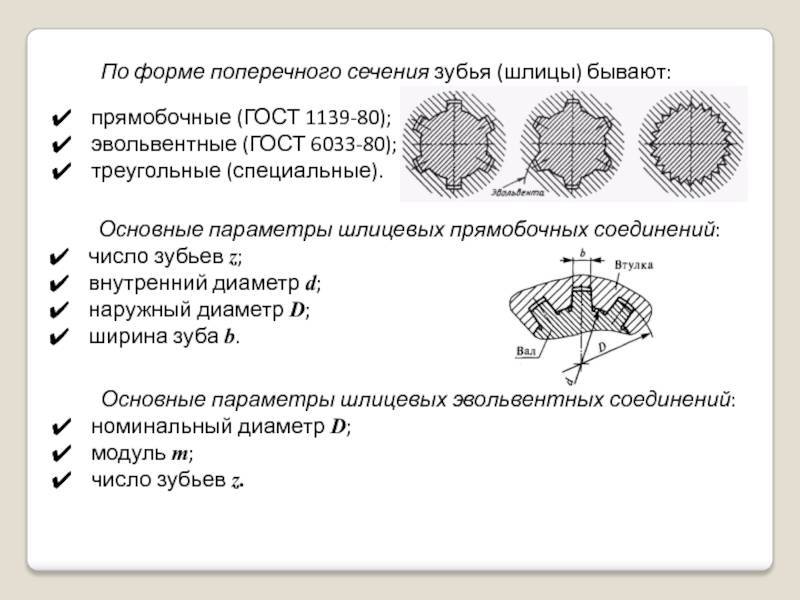
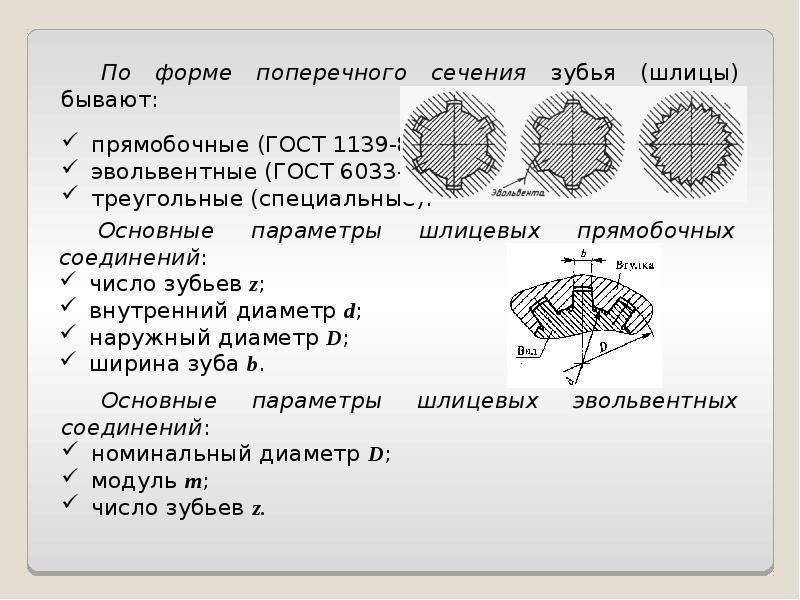
Классификация производится по форме зуба в сечении поперек соединения.
Прямобочные – прямозубые
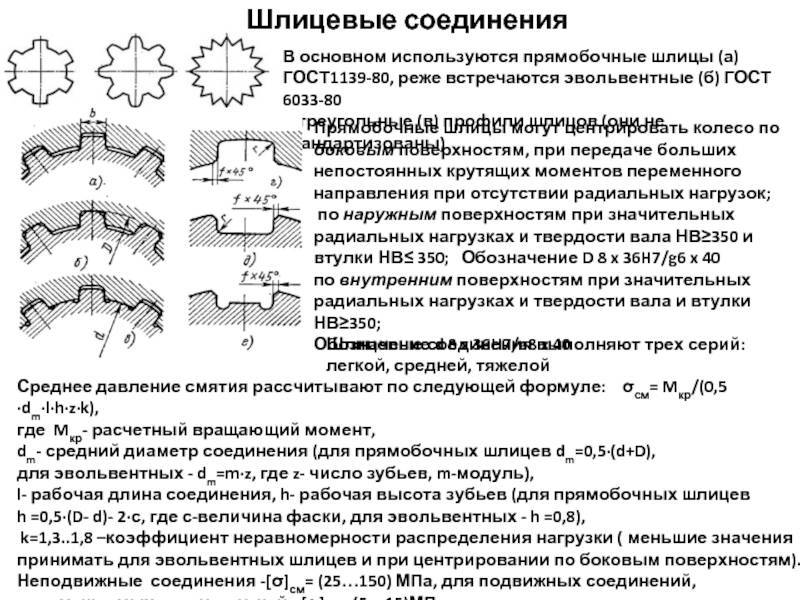
У прямобочных шлицевых соединений зуб в поперечном сечении представляет собой прямоугольник. Ширина по всей высоте одинаковая. Встречаются в механизмах чаще всего, поскольку изготовление относительно простое. Прямозубые шлицевые соединения различают по величине нагрузки: малая, средняя, высокая.
По способу движения вдоль оси различают типы соединений:
- неразъемные;
- подвижные без нагрузки;
- подвижные под нагрузкой.
Неразъемные используют в редукторах и других узлах при передаче вращения между постоянной парой деталей.
Примером подвижных соединений без нагрузки служат коробки скоростей станков. При переключении смещается вал, и другая пара вступает в зацепление. Изменяется передаточное число и скорость вращения патрона или шпинделя.

Коробка скоростей автомобиля не требует полной остановки для переключения. Происходит передвижение втулки относительно оси вращения без остановки, под нагрузкой.
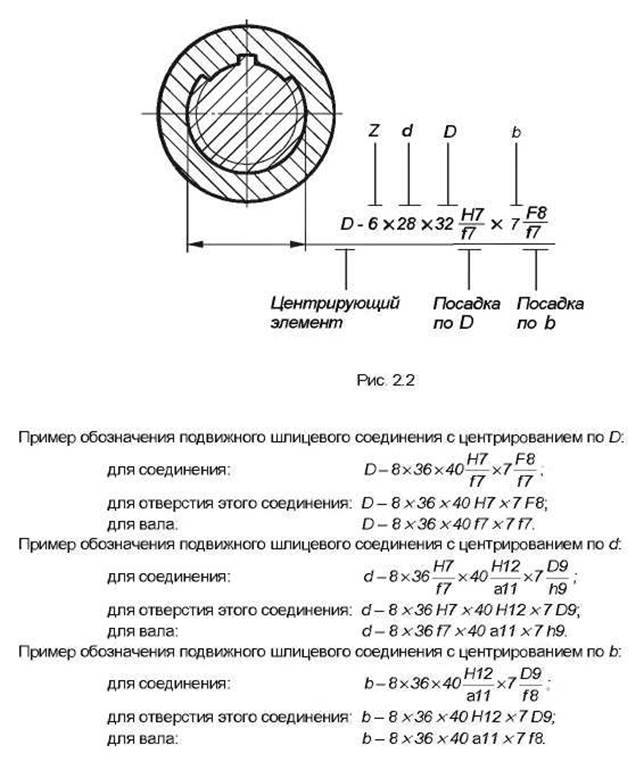
К классификации шлицевых соединений относится и способ центровки. Он может быть:
- по внутреннему диаметру – d;
- по наружному диаметру – D;
- по боковым сторонам, ширине зуба – b.
При центровке по внутреннему диаметру минимальные допуска на изготовление даются на размер вала по впадине и внутренний диаметр втулки. Просвет образуется между вершиной зуба на валу и дном шлица. Точность соединения достигается шлифовкой отверстия втулки на внутришлифовальном станке. Обработка меньшего диаметра на валу производится абразивным кругом вдоль оси.
При центровке по наружному диаметру плотное прилегание происходит по вершине выступа на валу и диаметром по впадине на втулке. В этом случае производится наружная шлифовка вала и чистовая обработка – долбежка, втулки.
Шлицы изготавливаются с высокой точностью по ширине зуба и его расположения относительно оси. Втулка запрессовывается на вал. По обоим диаметрам имеются зазоры.
На чертеже показывается поперечное сечение соединения с одним зубом и диаметрами пунктирной линией. Втулка заштриховывается. Прямозубые шлицевые соединения на основном виде обозначают выносом линии с характеристиками. Расшифровка включает в себя буквенное обозначение способа центровки, количество и ширина шлицев, размер внутреннего и наружного диаметра с указанием класса точности и чистоты обработки всех поверхностей.
Эвольвентные
Соединение получило свое название за форму боковой поверхности в виде эвольвенты, как у цилиндрического зубчатого зацепления. Большая площадь контакта и широкий зуб в основании позволяет передавать огромное усилие. Зуб отличается высокой прочностью на изгиб.
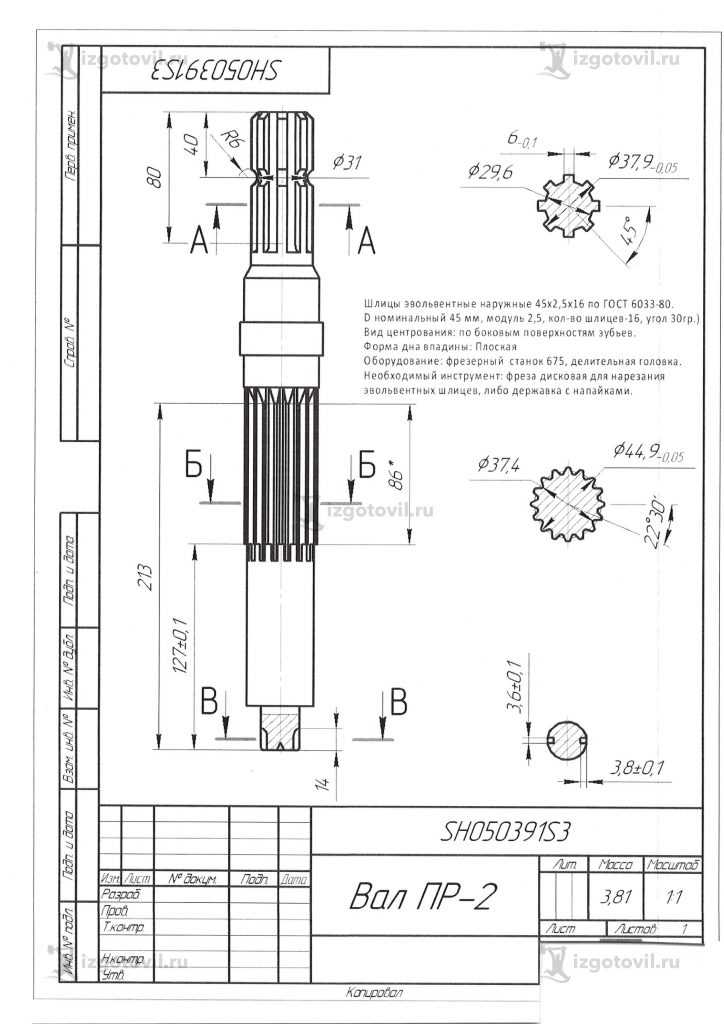
Изготавливают шлицевые валы на зубофрезерных станках. Получается высокая точность при использовании стандартного оборудования. Центрирование делается по наружному диаметру для механизмов, работающих с высокой точностью, и по боковой поверхности для сильно нагруженных узлов. Соединение неподвижное. При боковом смещении возникает большая сила трения.
На чертеже указывается один зуб и его форма, по аналогии с прямозубыми зацеплениями. Кроме диаметров и классом обработки под выносной линией указывается ГОСТ, по которому изготавливались шлицы.
Треугольный профиль
Для передачи вращения тонкостенными ступицами изготавливаются шлицевые соединения с треугольным профилем. Они соединяются неподвижно и используются для маломощных усилий, требующих большой точности передачи вращения.
Изготавливается зуб по отраслевым стандартам с углом: 30°, 36° и 45°. Зубья мелкие, количество большое, в пределах 20 – 70 шт. центрирование производится только по боковым поверхностям.
Стоят на приводе стеклоочистителя в автомобилях, торсионных валах триммеров.
Характеристика соединения
Шлицевые эвольвентные соединения на практике доказали свою надежность и прочность. Основание зуба шире и его не смогут сломать даже динамические нагрузки. Смятие происходит только при очень больших перегрузках, поскольку по эвольвенте площадь контакта – рабочая, больше, чем у других видов шлицов.
В отличие от прямых шлицов, которые рассчитываются на смятие и проверяются на срез, эвольвентный профиль имеет большую площадь контакта, и расчет на прочность производится на срез, затем делается проверка на смятие. Чаще всего основным параметром выбора типа соединений эвольвентных является наименьший в сечении размер вала. Именно он испытывает наибольшие нагрузки. Крутящий момент, динамические удары, вибрация, которые он способен выдержать, не критичны для зубьев.
Чертеж эвольвентного шлицевого вала совпадает с изображением зубчатой шестерни того же радиуса и модуля. Нарезка производится на одном оборудовании червячными фрезами. В отличие от прямобочных шлицев, когда для каждого диаметра вала необходимо подбирать свой инструмент, эвольвентные зубья выполняются одной фрезой с соответствующим модулем.
В обозначении шлицевого эвольвентного соединения свои отдельные маркировки имеют обе сопрягаемые детали:
- втулка – D×m×9H;
- вал – D×m×9g.
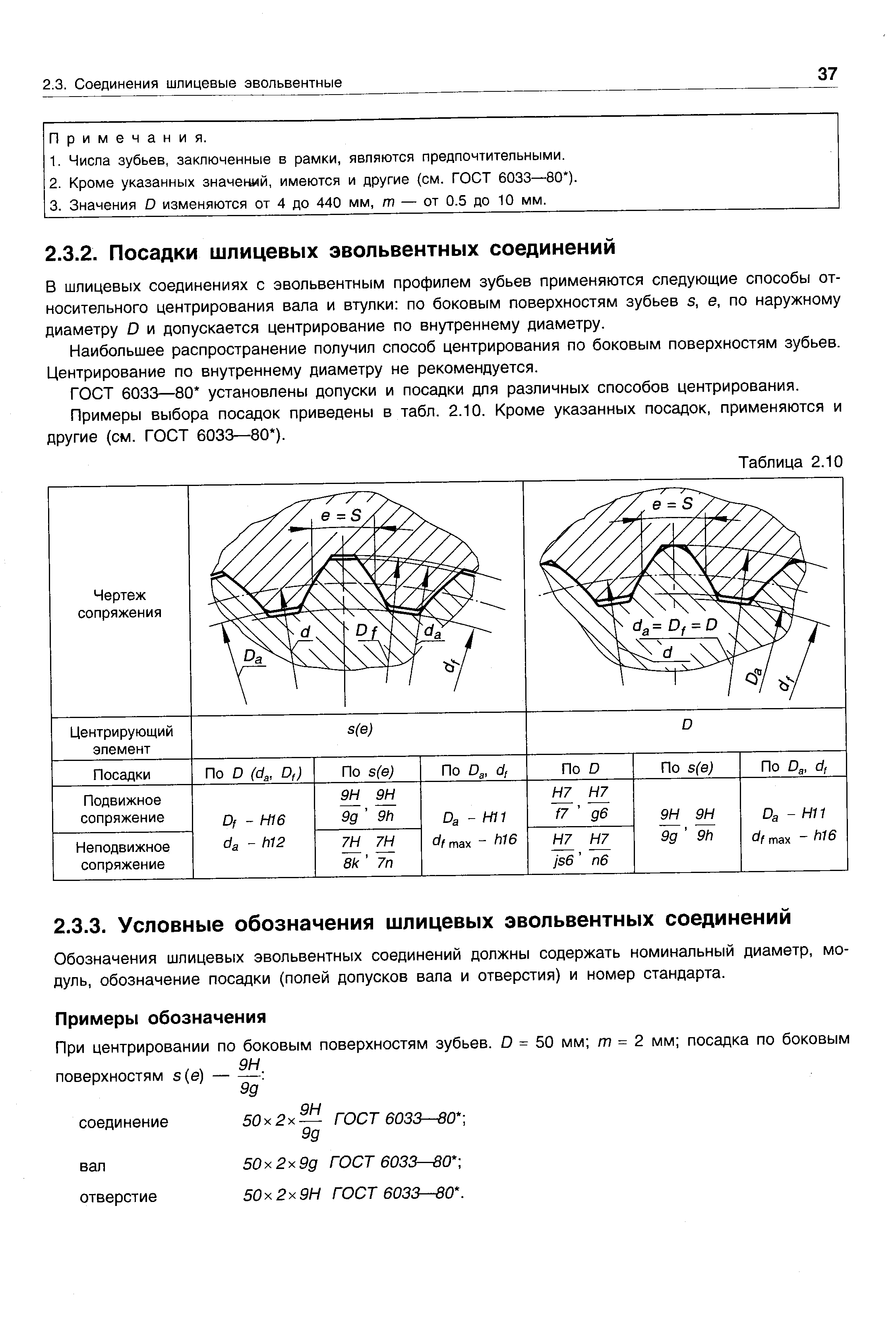
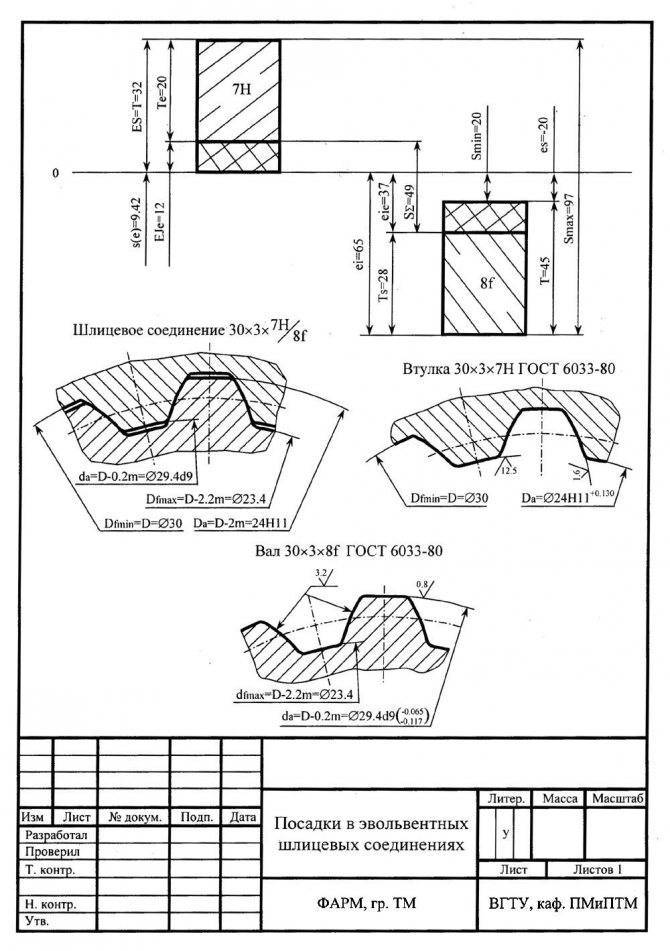
Шлицевые зубчатые эвольвентные соединения центрируются по эвольвентной поверхности зуба, реже по наибольшему диаметру. Центровка по внутреннему размеру по впадине эвольвентного зуба на практике не осуществляется. Обозначение свое имеют шлицевые соединения каждого вида центрировки по:
- боковым поверхностям – D×m×9H/9g ГОСТ 6033-80;
- наружному диаметру – D×H7/g6 ГОСТ 6033-80;
- внутреннему –iD×m×H7/g6 ГОСТ 6033-80.
Где:
D – наружный диаметр, который имеют эвольвентные валы до нарезки зуба;
m – модуль зуба;
i – обозначает центрировку по внутреннему размеру эвольвентного соединения;
H и g, с соответствующими цифрами – класс точности обработки.
Можно встретить таблицу размеров на шлицы эвольвентные с din параметрами. Это означает, что соединение сделано по нормативам немецкого института стандартизации. Они частично соответствуют международному стандарту ISO, имеют переводные таблицы.
Кроме неподвижных соединений, изготавливаются скользящие. В них втулка перемещается вдоль вала, и входит в зацепление с различными колесами в коробке передач. Для этого с торца по эвольвенте делается срез на конус – заходная фаска для включения эвольвентного шлицевого соединения.
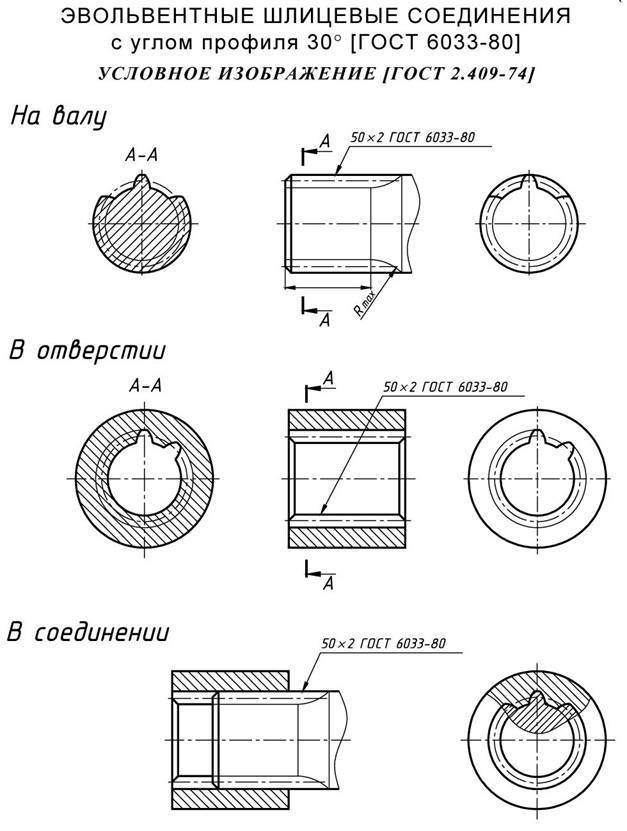
В неподвижных соединениях только снимаются острые углы, и втулка запрессовывается на вал.
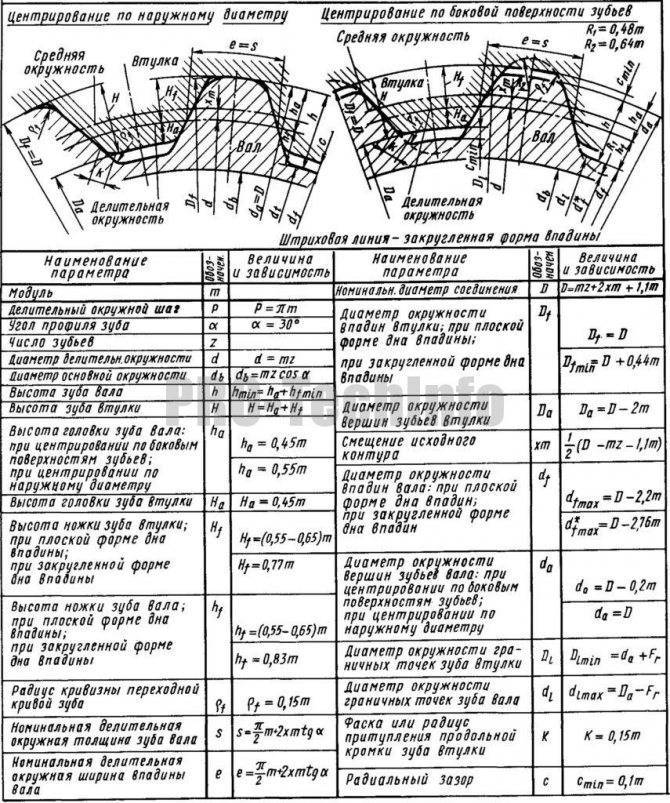
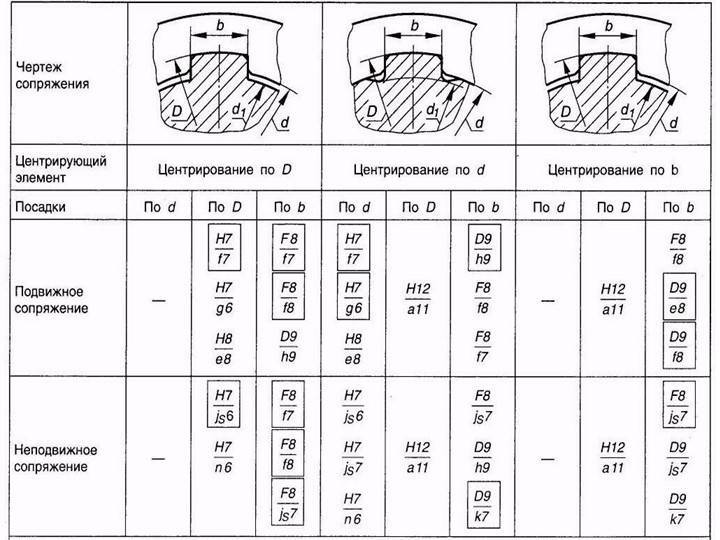
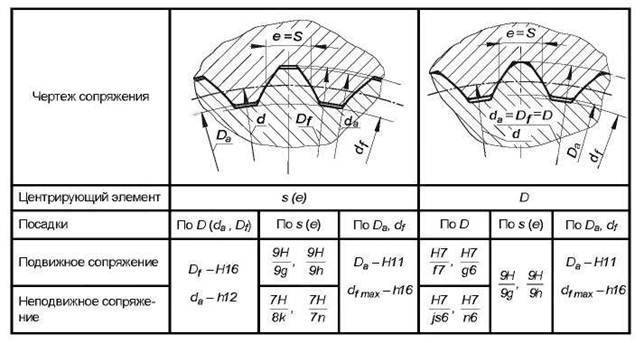
3.3. Центрирование и посадки
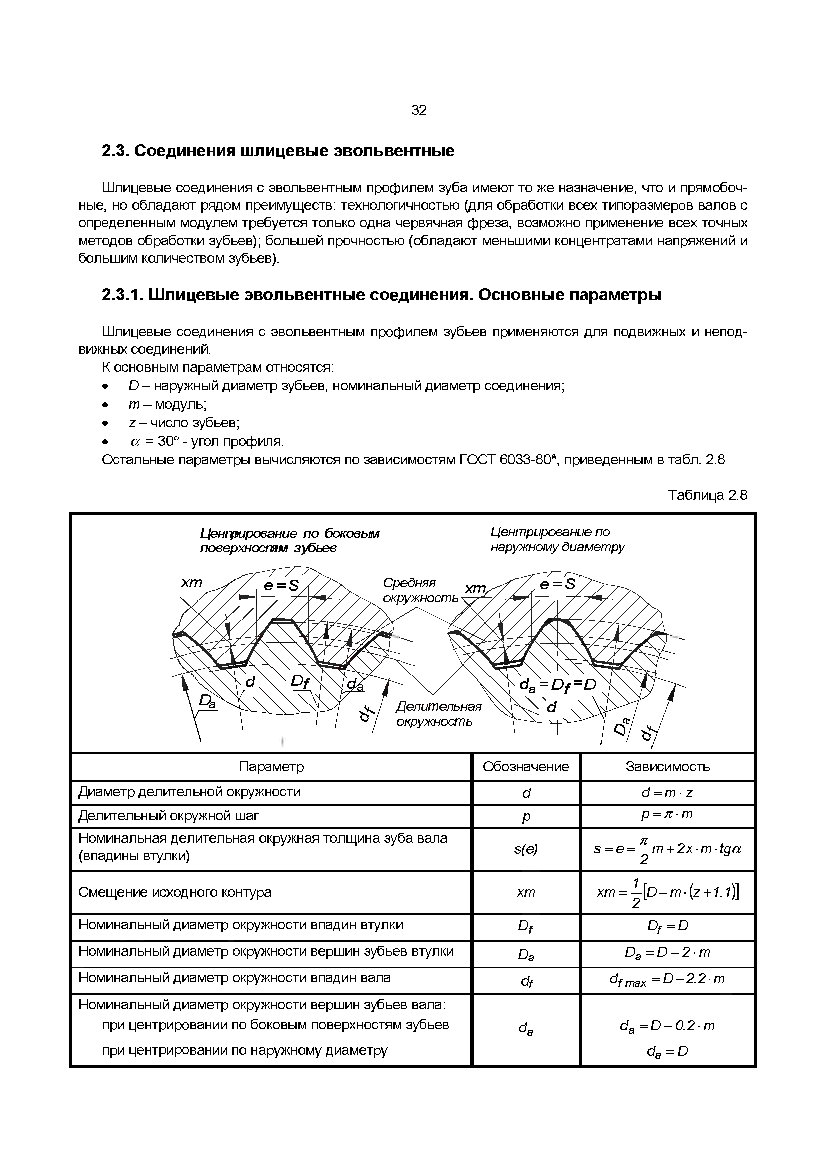
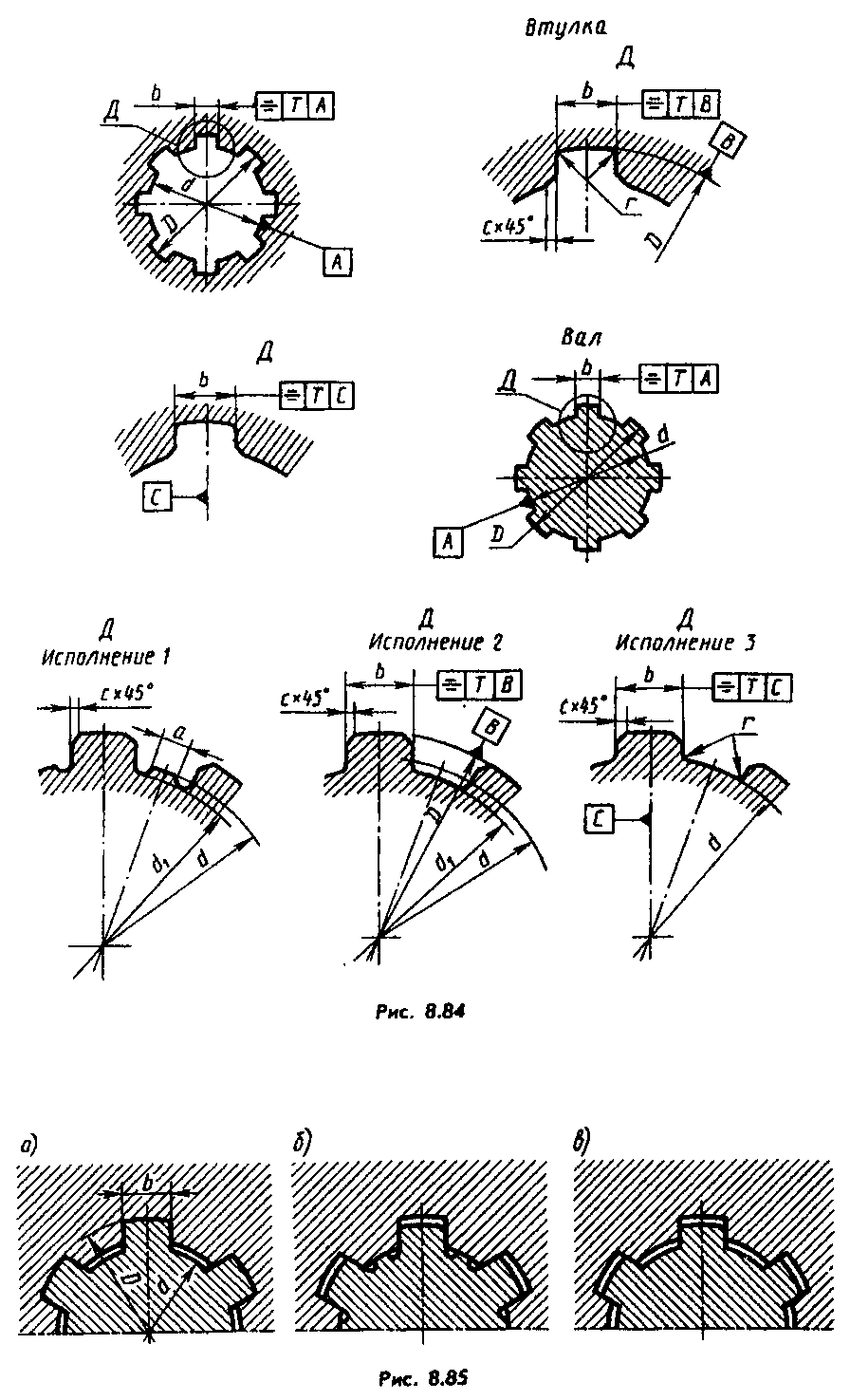
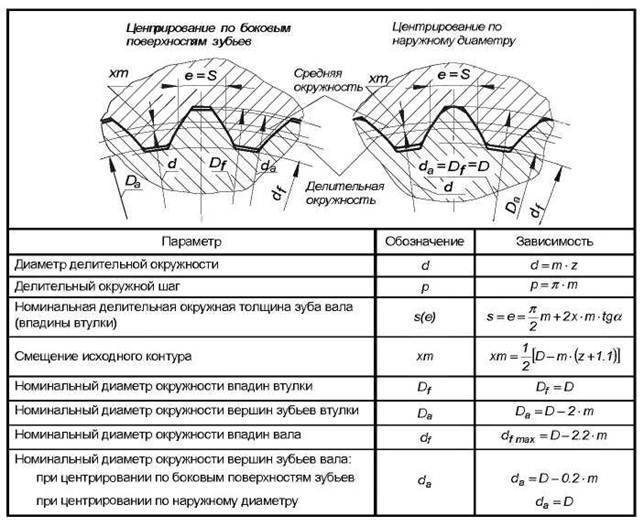
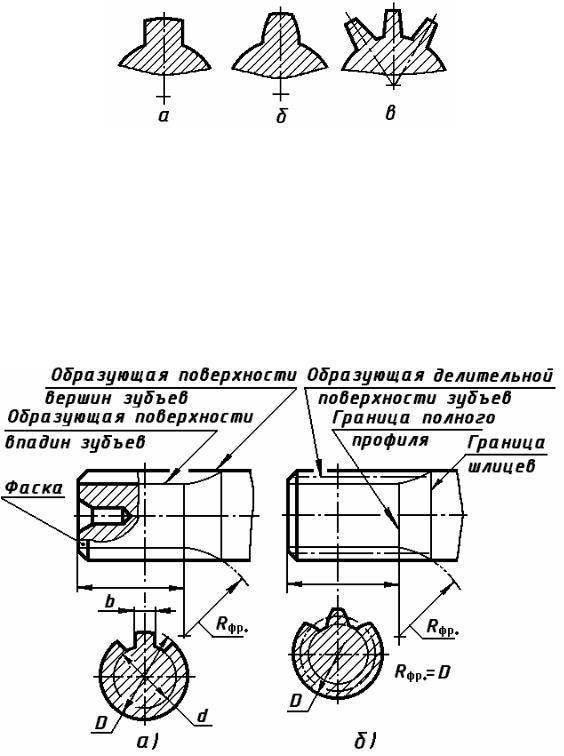
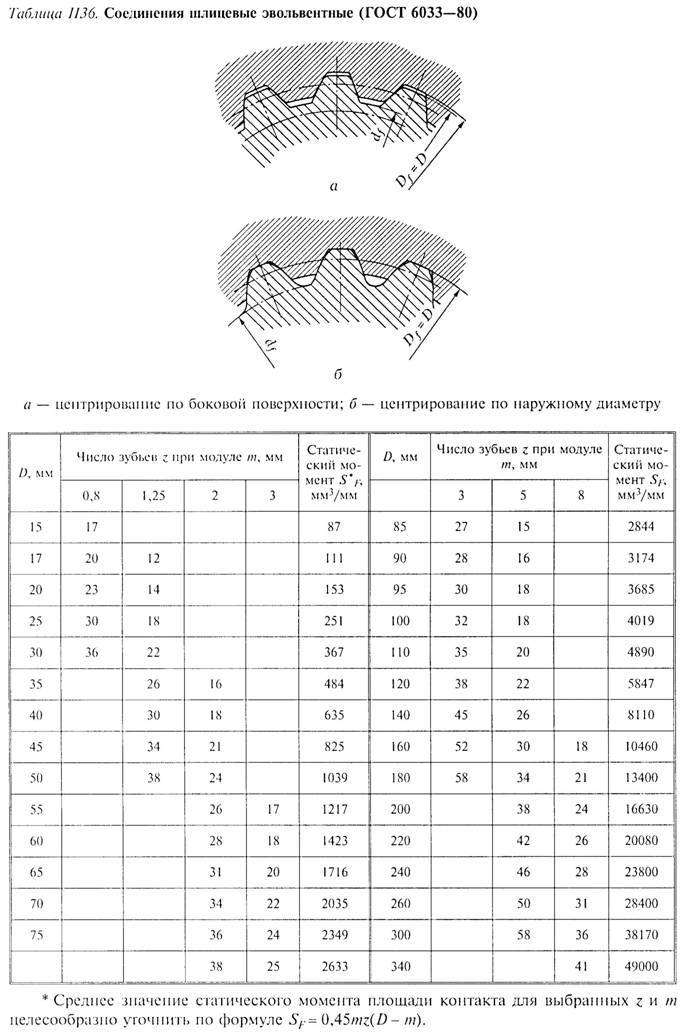
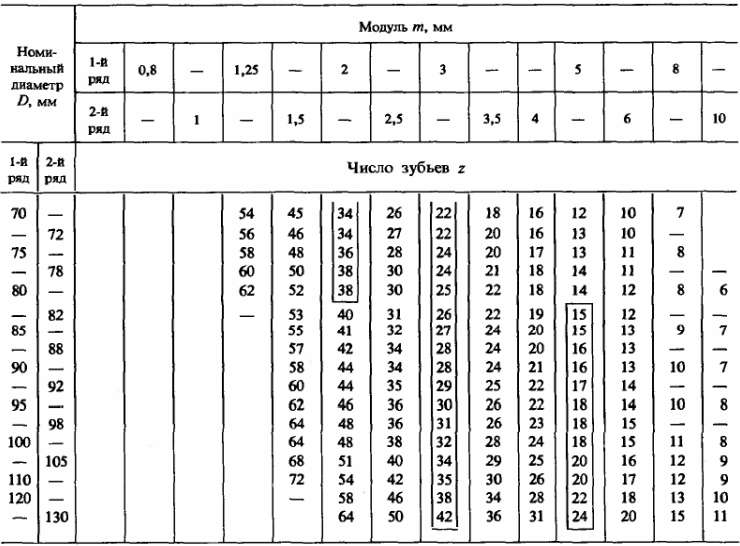
Эвольвентные шлицевые соединения чаще центрируют по наружному диаметру D
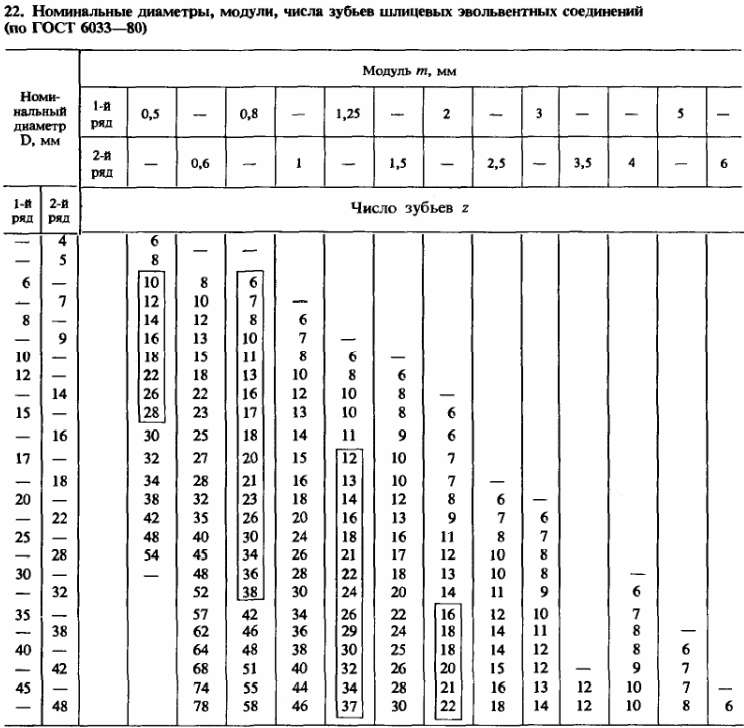
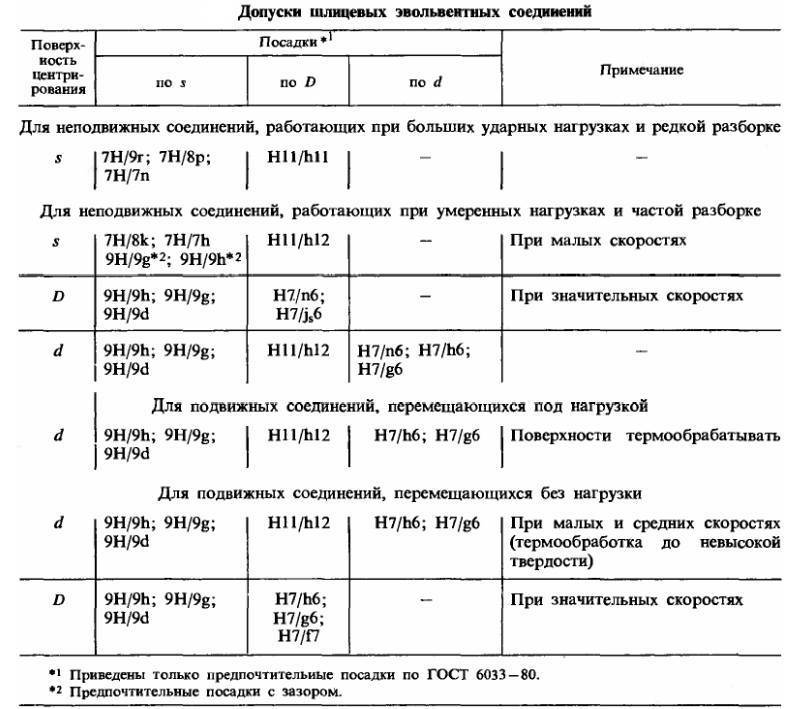
(рис 12) и по боковым поверхностям зубьев s = e (рис 13). Допускается центрирование по внутреннему диаметру. Форма дна впадины вала и втулки может быть как закругленной (см. рис 13), так и плоской ( рис 12). Размерные ряды шлицевых эвольвентных соединений (номинальные диаметрыD, модули и числа зубьев z) приведены в / 8 /. Выборка наиболее часто применяемых D, m и z приведены в таблице 2, где предпочтительные выделены жирным шрифтом. Посадки по не центрирующим диаметрам установлены только при плоской форме диаметра впадины (табл 3). В случае закругленной формы дна впадины при центрировании как по наружному диаметру D, тaк и по боковым поверхностям зубьевs=e на размерdf поле допуска не назначают; размерdf ограничивают его наибольшим значениемdf max (для исключения возможного защемления вершин зубьев втулки во впадинах вала). Допуск для диаметра Df окружности впадин втулки также не предусмотрен; размер диаметра Df ограничен наименьшим значением. Поля допусков и посадки шлицевых эвольвентных соединений даны в табл. 3,4,5 и показаны на рис.14,15.
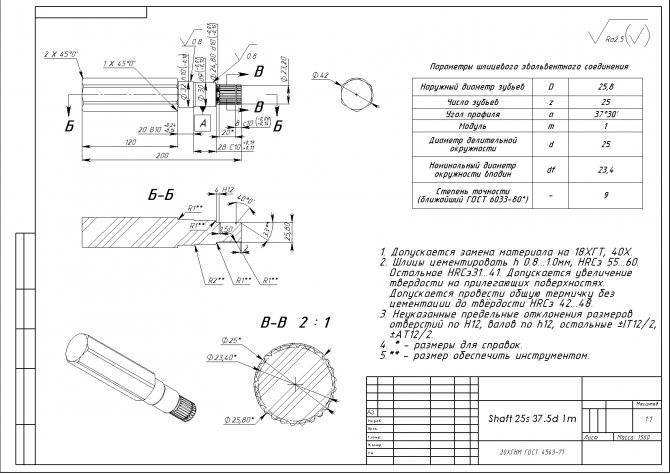
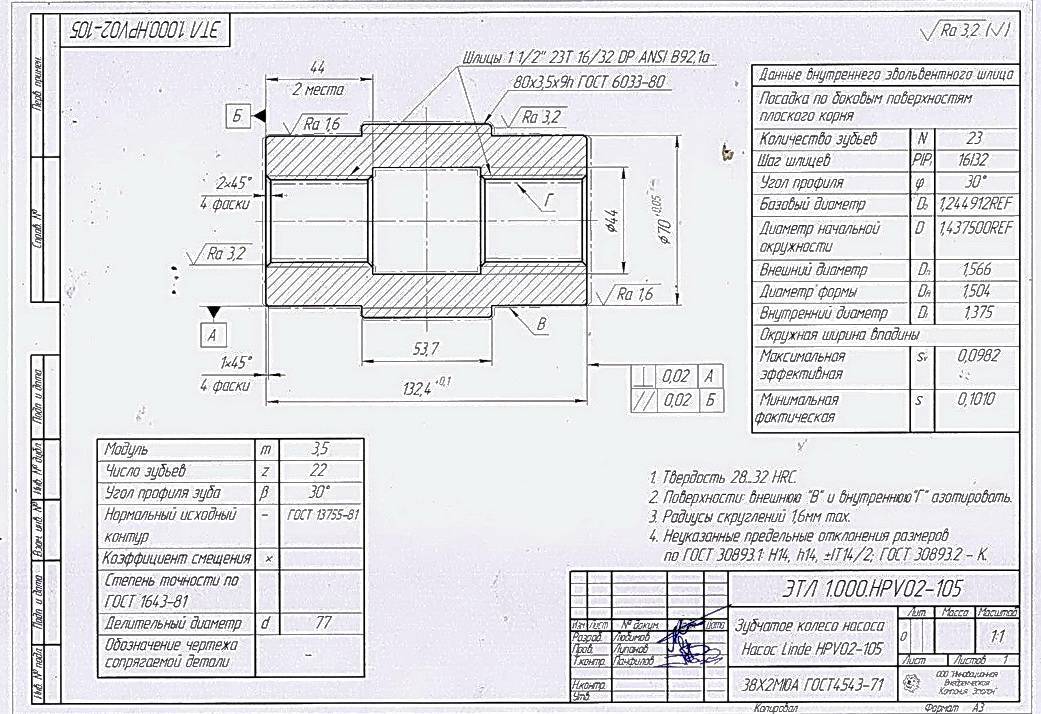
Таблица 1. Параметры шлицевого эвольвентного соединения
Для особо сильно нагруженных узлов с большим крутящим моментом, применяются эвольвентные шлицевые соединения. Они способны выдерживать динамические нагрузки и работать в условиях вибрации. Шлицы эвольвентные имеют поверхность соприкосновения значительно больше, чем в прямозубом зацеплении. Широкое основание не позволяет сломать и смять эвольвентный зуб. Недостатком является сложное изготовление соединительного профиля, особенно по отверстию. Часто эвольвентные шлицы применяются на полых валах. Сочетание большой мощности и малого веса.

Шлицевые соединения
Характеристика шлицевых соединений
Шлицевое соединение образуют выступы (зубья) на валу (рис. 1, 2, 3) , входящие в соответствующие впадины (шлицы) в ступице. Рабочими поверхностями являются боковые стороны выступов. Выступы на валу выполняют фрезерованием, строганием или накатыванием в холодном состоянии профильными роликами по методу продольной накатки. Впадины в отверстии ступицы изготовляют протягиванием или долблением.
Условно можно представить шлицевое соединение, как многошпоночное соединение, у которого шпонки выполнены как одно целое с валом.
Основное назначение шлицевых соединений – передача вращающего момента между валом и ступицей. При этом ступица может быть закреплена на колесе, фланце, шкиве, ролике или другом валу (карданный вал) . Шлицевые соединения стандартизованы и широко распространены в машиностроении.
Достоинства шлицевых соединений по сравнению со шпоночными:
- Способность точно центрировать соединяемые детали или точно выдерживать направление при их относительном осевом перемещении.
- Меньшее число деталей соединения (шлицевое соединение образуют две детали, шпоночное – три) .
- Большая несущая способность вследствие большей суммарной площади контакта.
- Взаимозаменяемость (нет необходимости в ручной пригонке) .
- Большая усталостная прочность вследствие меньшей концентрации напряжений изгиба, особенно для эвольвентных шлицев.
- Меньшая длина ступицы и меньшие радиальные зазоры.
- Большая надежность при динамических нагрузках.
Недостатки шлицевых соединений – более сложная технология изготовления (зубофрезерование, протягивание, шлифование) , а следовательно, более высокая стоимость.
Классификация шлицевых соединений
Шлицевые соединения различают:
- по характеру соединения – неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала (например, блока шестерен коробки передач; шпинделя сверлильного станка, карданного вала автомобиля) ;
- по форме выступов – прямобочные, эвольвентные, треугольные.
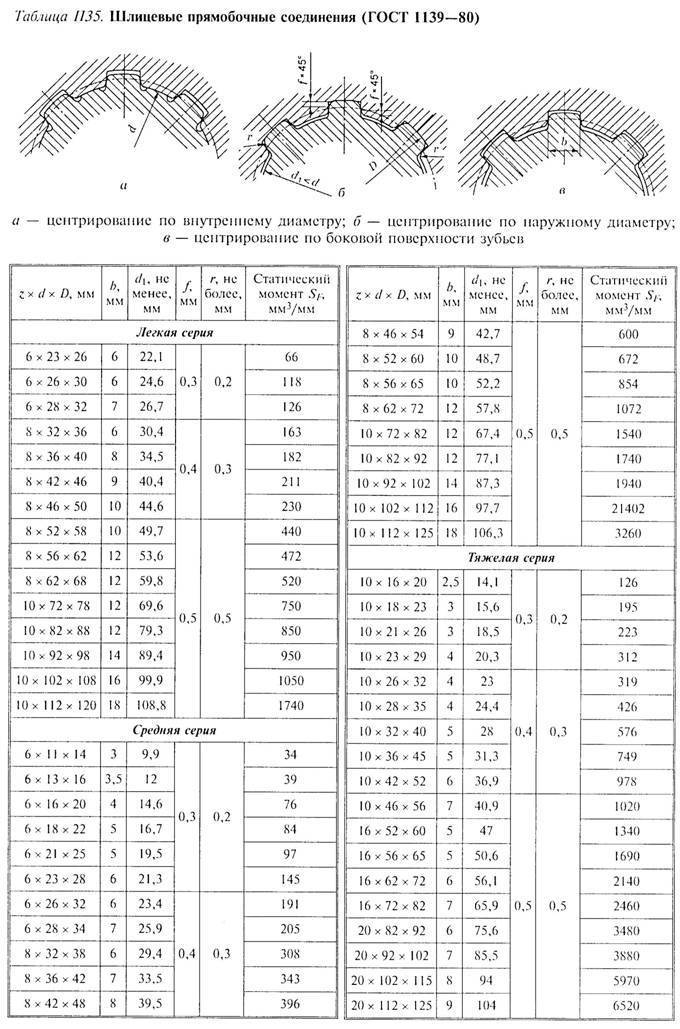
Шлицевые соединения с прямобочным профилем
Соединения с прямобочным профилем (рис. 1,а) применяют в неподвижных и подвижных соединениях. Они имеют постоянную толщину выступов.
Стандарт предусматривает три серии соединений с прямобочным профилем: легкую, среднюю и тяжелую, которые различаются высотой и числом z выступов. Тяжелая серия имеет более высокие выступы с большим их числом; рекомендуется для передачи больших вращающих моментов.
Центрирование (обеспечение совпадения геометрических осей) соединяемых деталей выполняют по наружному D , внутреннему d диаметрам или боковым поверхностям b выступов. Выбор способа центрирования зависит от требований к точности центрирования, от твердости ступицы и вала. Первые два способа обеспечивают наиболее точное центрирование. Зазор в контакте поверхностей: центрирующих – практически отсутствует, не центрирующих – значительный.
Оглавление
1 Исходный контур и форма зубьев
2 Номинальные диаметры, модули и числа зубьев
3 Предельные отклонения от параллельности сторон зубьев вала и втулки
4 Номинальные размеры и измеряемые величины
5 Допуски и посадки
6 Условные обозначения
7 Методы контроля
Приложение 1 Выбор величин параметров шлицевых соединений HF и hf в зависимости от вида применяемого инструмента
Приложение 3 Допуски и посадки при центрировании по внутреннему диаметру
Приложение 4 Расчет предельных отклонений и контрольных размеров
×
| Дата введения: | 01.01.1982 |
| Добавлен в базу: | 01.09.2013 |
| Актуализация: | 01.01.2019 |
Этот ГОСТ находится в:
Раздел: Экология
Подраздел: 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
Подраздел: 21.120 Валы и муфты
Подраздел: 21.120.30 Шпонки, шпоночные канавки, шлицы

Раздел: Электроэнергия
Подраздел: 21 МЕХАНИЧЕСКИЕ СИСТЕМЫ И УСТРОЙСТВА ОБЩЕГО НАЗНАЧЕНИЯ
Подраздел: 21.120 Валы и муфты
Подраздел: 21.120.30 Шпонки, шпоночные канавки, шлицы
Читать также: Гидравлический пресс своими руками из домкрата видео
Другие ГОСТы
ГОСТ 25096-82 Основные нормы взаимозаменяемости. Резьба упорная. Допуски ГОСТ 10177-82 Основные нормы взаимозаменяемости. Резьба упорная. Профиль и основные размеры ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения ГОСТ ISO 965-5-2015 Основные нормы взаимозаменяемости. Резьбы метрические ИСО общего назначения. Допуски. Предельные размеры внутренних резьб, сопрягаемых с горячеоцинкованными наружными резьбами, соответствующими до нанесения покрытия полям допусков с основными отклонениями до h включительно ГОСТ 24071-97 Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы ГОСТ 25307-82 Основные нормы взаимозаменяемости. Система допусков и посадок для конических соединений ГОСТ 1139-80 Основные нормы взаимозаменяемости. Соединения шлицевые прямобочные. Размеры и допуски ГОСТ 24070-80 Основные нормы взаимозаменяемости. Соединения шпоночные с тангенциальными усиленными шпонками. Размеры сечений шпонок и пазов. Допуски и посадки ГОСТ 24069-80 Основные нормы взаимозаменяемости. Соединения шпоночные с тангенциальными нормальными шпонками. Размеры сечений шпонок и пазов. Допуски и посадки ГОСТ 24071-80 Основные нормы взаимозаменяемости. Соединения шпоночные с сегментными шпонками. Размеры шпонок и сечений пазов. Допуски и посадки ГОСТ 23360-78 Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки ГОСТ 8790-79 Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими направляющими шпонками с креплением на валу. Размеры шпонок и сечений пазов. Допуски и посадки ГОСТ 10748-79 Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими высокими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки ГОСТ 24068-80 Основные нормы взаимозаменяемости. Соединения шпоночные с клиновыми шпонками. Размеры шпонок и сечений пазов. Допуски и посадки





