

Что использовать для настольных станков
Если вам необходимо оснастить настольный станок с ЧПУ подходящим шпинделем, сейчас доступно несколько довольно привлекательных вариантов. Выбирать устройство вам.
Ручные граверы. Стоит такое устройство от 500 рублей. Особых сильных качеств не имеет, но если вам предстоит выполнить ремонт или фрезеровку мягких материалов с небольшими фрезами, то этот агрегат вполне подойдет для оснащения станка с вертикальным шпинделем. Недостатки — это небольшая скорость вращения и незначительная мощность.
Бормашины. Работают очень тихо, оснащаются надежным фиксатором для патрона. При малых оборотах двигателя крутящий момент почти не меняется. Это обеспечивает серьезное превосходство устройства перед гравером.
Шпиндель от двигателей DC. При мощности 0,4 кВт обеспечивают крутящий момент в 12000 оборотов за минуту. Выполнять различный ремонт, фрезерные работы с таким шпинделем удобно, поскольку обеспечивается слабое биение, работает агрегат тихо. Плюс цанга выполнена по широко используемому стандарту. Но есть недостатки — незначительные показатели мощности, сильный нагрев, который вынуждает искать эффективное охлаждение
Для работы устройство потребует отдельный источник питания, к чему также важно быть готовым.
Выбирая шпиндель, ориентируйтесь на его качество и соответствие станку, на котором вы собираетесь использовать данный элемент.
Конструкция и технические особенности
Главные компоненты технической характеристики:
- мощность;
- частота вращения вала;

Фрезерный шпиндель
Данные о мощности установки позволяют определить материал пригодный для работы.
Так, для:
- фанеры, дерево-стружечной плиты, МДФ, пластмасс достаточно мощности в 800 Вт;
- дерева, текстолита, мягких сплавов — 1,5 тыс. Вт;
- камня, стали — 3 тыс.Вт.
Знание частоты оборотов позволяет установить рабочий режим станка с учетом особенностей материала.
Принцип работы шпинделя и из чего он состоит
Практически все оборудование с данным элементом заключается в применении режущей кромки по подготовленному материалу. Конструктивная особенность вала в том, что можно производить надежную фиксацию инструмента в одном из режимов работы станка – в силовом или скоростном. Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
- Увеличивается производительность. Перед тем как просто выбрать высокую частоту вращения, необходимо провести измерения и занести все параметры в технологическую карту.
- Максимальное распространение данный вариант получил в случае финишного точения или при тонкой фрезерной обработки, поскольку нужно снимать только крайне тонкий слой на высокой скорости.
- Наиболее частый тип исполнения – это асинхронный двигатель с ременной или зубчатой передачей.
- Но иногда элемента-посредника попросту нет. Но из-за этого нельзя давать на аппарат слишком большое усилие, это грозит перегрузкой мотора. Но это еще и существенно уменьшает минимальные размеры всей установки, поэтому технология прямого подключения применяется в различных ручных электроинструментах.
Вторая категория – силовые аппараты – имеют следующие характерные черты изготовления и эксплуатации:
- Между резцом (сверлом) и самим крепежным устройством электрошпинделя необходимо вставлять втулки – это прокладки конической формы, которые существенно увеличивают положительные качества изделия и снижают вибрации, хорошо влияют на прочность. Их необходимо выбирать в зависимости от хвостовика – диаметра и типа.
- Не рекомендуется подключение напрямую к мотору, так как переменная нагрузка выводит его из строя. Основной способ передач – клиноременная или с помощью шестерен.

Классификация металлорежущих станков
Металлорежущий станок – машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом.
Все металлорежущие станки классифицируются по определенным признакам, зависящим от рода технологического процесса, режущего инструмента, компоновки станка.
Металлорежущие станки подразделяются на 9 групп (рисунок 1).
Рисунок 1 – Классификация станков по методу обработки
Каждая группа станков делится на типы. Так например, токарные станки бывают специализированные, одношпиндельные, многошпиндельные, револьверные, лобовые, многорезцовые, карусельные и т.д.
Станки одного и того же типа могут отличаться компоновкой (например, фрезерные универсальные, горизонтальные, вертикальные), кинематикой, т.е. совокупностью звеньев, передающих движение, конструкцией, системой управления, размерами и точностью обработки (рисунок 2).
Рисунок 2 – Основные виды фрезерных станков
При этом, например, если рассматривать операцию зубофрезерную, то для этой операции можно выбрать станки 5-й группы, но это будет зубофрезерный станок, а фрезерные станки расположены в 6-й группе. То есть четкого разграничения между группами нет, тем более появляются новые станки, реализирующие ранее неиспользуемые методы обработки.
Согласно стандартов, оборудование имеет основные размеры, характерные для станков каждого типа. Так, например, для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки (рисунок 3), для фрезерных станков — длина и ширина стола, на который устанавливаются заготовки или приспособления, для поперечно- строгальных станков — наибольший ход ползуна с резцом.
Рисунок 3 – Наибольший диаметр заготовки для токарных станков
Группа однотипных станков, имеющих сходную компоновку, кинематику и конструкцию, но разные основные размеры, составляет размерный ряд. Так, по стандарту, для зубофрезерных станков общего назначения предусмотрено 12 типоразмеров с диаметром устанавливаемого изделия от 80 мм до 12,5 м.
Конструкция станка каждого типоразмера, спроектированная для заданных условий обработки, называется моделью. Каждой модели присваивается свой шифр — номер, состоящий из нескольких цифр и букв. На рисунке 4 показан пример обозначения токарного станка с ЧПУ (числовое программное управление).
Рисунок 4 – Обозначение токарного станка с ЧПУ
Первая цифра означает группу станка, вторая – его тип, третья цифра или третья и четвертая цифры отражают основной размер станка. Например, модель 16К20Ф3 означает: токарно-винторезный станок с наибольшим диаметром обрабатываемой заготовки 400 мм. Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели станка.
Выделяют станки-автоматы и полуавтоматы. Автоматом называют станок, в котором после наладки все движения, необходимые для выполнения цикла обработки, в том числе загрузка заготовок и выгрузка готовых деталей, осуществляется автоматически, т.е. выполняется механизмами станка без участия оператора.
Цикл работы полуавтомата выполняется также автоматически, за исключением загрузки-выгрузки, которые производит оператор, он же осуществляет пуск полуавтомата после загрузки каждой заготовки.
С целью комплексной автоматизации для крупносерийного и массового производства создают автоматические линии и комплексы, объединяющие различные автоматы, а для мелкосерийного производства – гибкие производственные модули (ГПМ). Пример ГПМ приведен на рисунке 5.
Автоматизация мелкосерийного производства деталей достигается созданием станков с программным управлением (цикловым), в обозначение моделей вводится буква Ц (или числовым буква Ф).
Цифра после буквы Ф обозначает особенность системы управления:
- Ф1 – станок с цифровой индикацией (с показом чисел, отражающих, например, положение подвижного органа станка) и предварительным набором координат;
- Ф2 – станок с позиционной или прямоугольной системой; Ф3 – станок с контурной системой;
- Ф4 – станок с универсальной системой для позиционной и контурной обработки, например, модель 1Б732Ф3 – токарный станок с контурной системой ЧПУ.
Станки с ЧПУ постепенно вытесняют другие установки, благодаря высокой точности обработки, повышенной производительности и соответственно сравнительно быстрой окупаемости.
Рисунок 5 – Пример гибкого производственного модуля
Кроме того, металлорежущие станки делятся по степени универсальности, по степени автоматизации и классу точности. Классификация станков представлена на рисунке 6.
Рисунок 6 – Классификация станков
Валы и шпиндели, их назначение и применение
Валы
представляют собой главные комплектующие станков и предназначаются для передачи вращения от электродвигателя к исполнительным механизмам. Вся работа валов сопряжена с длительными нагрузочными режимами:
- изгибающим;
- сжимающим;
- крутящим;
- растягивающим;
Валы со шлицами способствуют легкому ходу шестерен в продольной плоскости. Валы с усиленными нагрузками, для снижения их массы и габаритных размеров производятся с полостями внутри.
Полыми изготавливаются такие разновидности валов, через которые конструктивно необходимо пропускать детали с узлами. Таковыми являются патроны токарного, фрезерного и многих других металлорежущих станков. Детали с узлами закрепляются на них с помощью шлицевых либо шпоночных соединений.
Выступы и проточки
на корпусе служат фиксаторами удержания вала от осевого перемещения. Также применяются стопорные кольца, одеваемые на проточки. Большинство шпинделей только вращаются в местах своих опор. Это рабочие узлы станков:
- патроны металлорежущих станков;
- валики ходовой части;
- рабочие валы в коробках передач и подач станков.
Кроме вращения, патроны в станках для сверления, растачивания и некоторого другого оборудования одновременно совершают и поступательное движение. Хонинговальные станки и их шпиндели также работают одновременно в возвратно-поступательном режиме.
Схемы валов станков
Шпиндели и валы
металлорежущих станков, кроме прочностных характеристик, должны соответствовать ряду других требований:
- 1. Достаточная степень жесткости. При слабой жесткости вал слишком изгибается, что влечет за собой выход из строя подшипников. Также это приводит к нарушению плавного вхождения шестерен, установленных на валах, в зацепление друг с другом.
- 2. Точность соединения. ГОСТ регламентирует повышенную степень точности в точках установки шестерен на валы и под шейки, где запрессованы подшипники.
- 3. Высокая степень стойкости к износу. Рабочие шейки в металлорежущем оборудовании, которые вращаются в подшипниках скольжения, имеют высокую стойкость от износа. Повышенные требования к износостойкости предъявляются в местах многократного прямолинейного передвижения валов и шпинделей либо деталей и шестерен, установленных на них. Этому процессу подвержены патроны всех металлорежущих станков и других механизмов.
- 4. Устойчивость валов и шпинделей к вибрации. Станки с высокими скоростями резания, выполняющие отделочные операции по металлу, должны иметь высокую устойчивость к нагрузочным режимам вибрации.
Все упомянутые условия удовлетворяет безусловное использование для изготовления шпинделей и валов только современных инновационных материалов европейского качества. Обязательно необходимо тщательное выполнение правил термообработки, шлифовки, подгонки узлов и деталей, качественной сборки и настройки всего станка в целом.
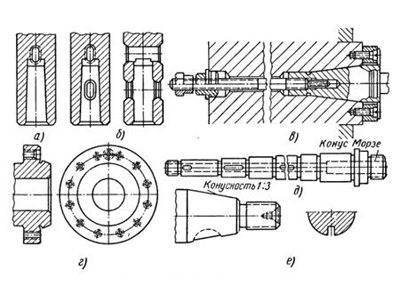
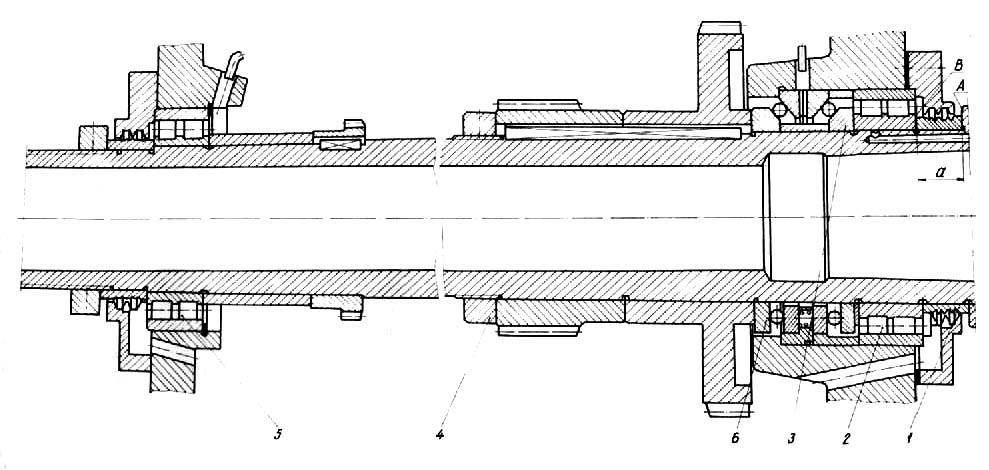
Конструкции шпинделей станков:
а – сверлильного; б – расточного; в – фрезерного; г – револьверного; д – токарного; е – шлифовального
Шпиндель и патрон
металлорежущего станка выполняются строго в соответствии с ГОСТом. Это сделано для облегчения закрепления приспособлений либо инструментов в губках шпинделя. Работающие в подшипниках качения шпиндели изготавливаются со стали 45 и 40Х с закалкой и отпуском до НВ 230-260.
Шпиндели, которые работают в подшипниках скольжения, промышленность производит со стали 20Х с последующей цементацией на глубину слоя 0,8-1,0 мм, закалкой и отпуском до 56-62.
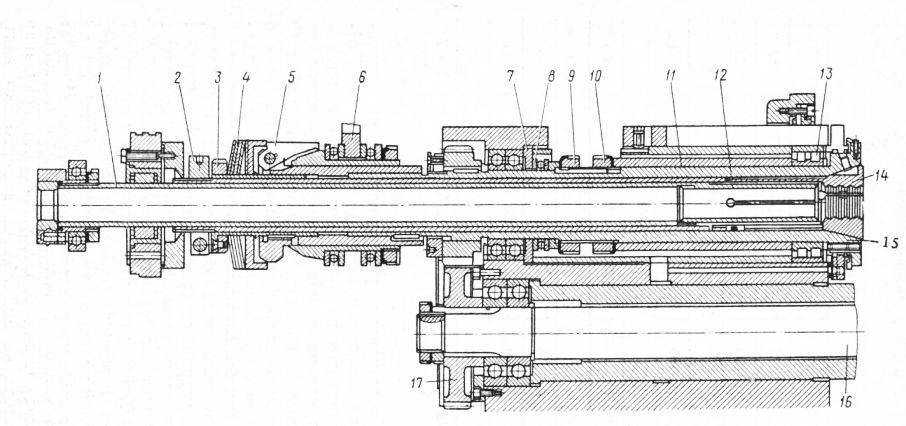
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070
и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.

Чертеж коробки подач токарного станка 16к20
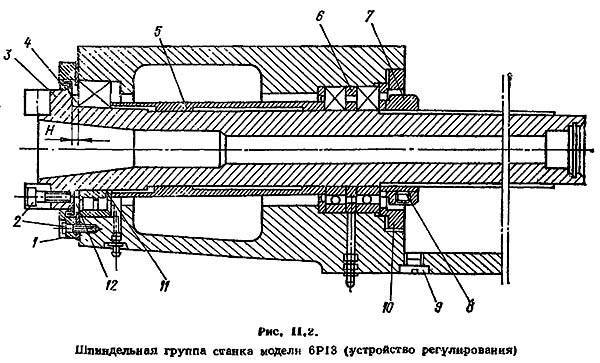
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52
Возможности и устройство промышленного сверлильного оборудования
Сверлильное оборудование, предназначенное для промышленного использования, устроено намного сложнее, чем бытовые модели. Это заметно, как было сказано выше, даже по фото таких агрегатов. Подача режущего инструмента на этом оборудовании может выполняться не только вручную, но и в автоматическом режиме. Практически на любом из таких станков предусмотрена возможность регулирования скорости вращения шпиндельного узла и величины подачи, за что отвечают коробка скоростей и коробка подач соответственно.
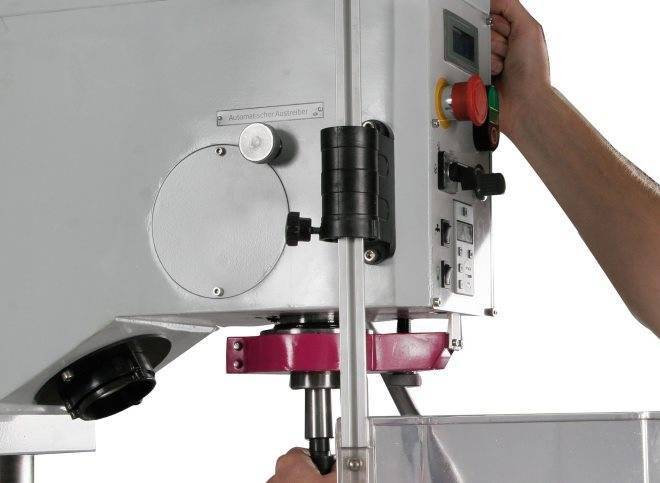
Настольные сверлильные станки профессионального класса отличаются от бытовых моделей высокоточными комплектующими, начиная от опорных подшипников и заканчивая патроном
Поскольку такие станки используются более интенсивно и для решения ответственных задач, их кинематическая схема отличается более сложным и надежным исполнением. Во многих из современных моделей данных аппаратов предусмотрена опция автоматического реверсирования направления подачи и вращения режущего инструмента в тот момент, когда он достигает требуемой глубины обработки.
Шпиндельный узел большинства моделей такого оборудования оснащен механизмом автоматического подвода к поверхности обрабатываемой детали. Практически обязательной опцией для данных станков является автоматическая подача охлаждающей жидкости в зону обработки в тот момент, когда такая обработка начинается.
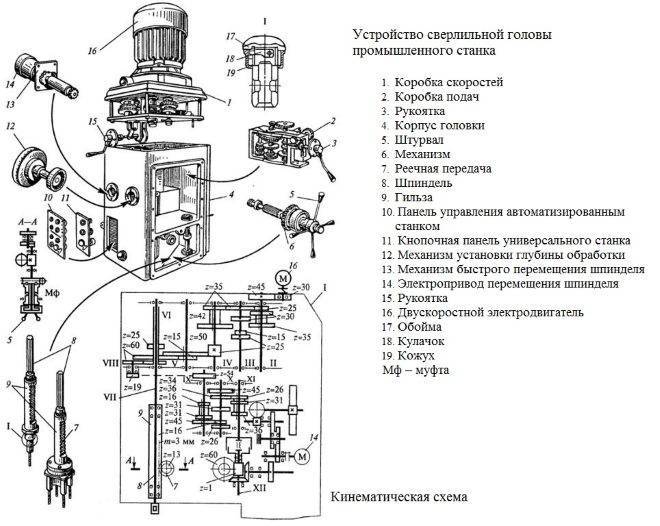
Конструкция сверлильной головы промышленного станка
В последнее время промышленные предприятия активно оснащаются сверлильными станками, работой которых управляет система ЧПУ. Преимуществом использования такого оборудования является то, что в них автоматизированы основные и вспомогательные технологические операции, что позволяет значительно повысить их производительность по сравнению с моделями, управляемыми вручную.
Промышленные станки сверлильной группы, как уже говорилось выше, способны выполнять различные технологические операции:
- развертывание отверстий;
- обработку отверстий с использованием зенкера;
- снятие фасок в верхней части отверстий, формирование цилиндрических и конических углублений – зенкование;
- обработка отверстий при помощи цековки;
- нарезание внутренней резьбы;
- обработка отверстий при помощи резца – растачивание;
- финишная обработка отверстий при помощи шариковых или роликовых инструментов – выглаживание;
- обработка деталей при помощи фрезерного инструмента (формирование пазов и др.).

Зенковка углубления на промышленном станке
Классификация
Разделить фрезерный шпиндель можно по техническим характеристикам и способу использованию.
Деление в зависимости от мощности:
- Станки для работы с фанерой — 800 Вт. На маломощном оборудовании обрабатывается фанера, ДВП, ДСП, МДФ.
- Оптимальная мощность для фрезерного станка по дереву с ЧПУ — 1500 Вт. С такой мощностью обрабатывают мягкие сплавы металлов, текстолит.
- Оборудование мощностью от 3000 Вт. Подходит для стали, натурального камня.
Одновременно с разделением по мощности станки подразделяются по своему функционалу. Они могут использоваться для нанесения гравировки, раскроя металла и фрезеровки.
- Шпиндели, устанавливаемые в бормашинах, ручных фрезерных станках, дрелях.
- Промышленные модели. Используются в станках, изготавливаемых для большого производства. Они способны выдерживать большие нагрузки, имеют износоустойчивые детали, керамические подшипники. Чтобы оборудование не выходило из строя из-за интенсивной работы, на него может устанавливаться дополнительно охлаждение. На поверхности с большим уровнем трения с помощью специальной автоматической системы подается смазка.
Если в качестве шпинделя используется дрель или бормашина, необходимо учитывать, что она не способна выдержать постоянные интенсивные нагрузки и подшипники начнут выть спустя короткий промежуток времени.

Станок для работы с фанерой
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.
Обработка шлицевых поверхностей
Фрезерование шлицевого вала
Нарезка шлиц на валу
Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.
Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
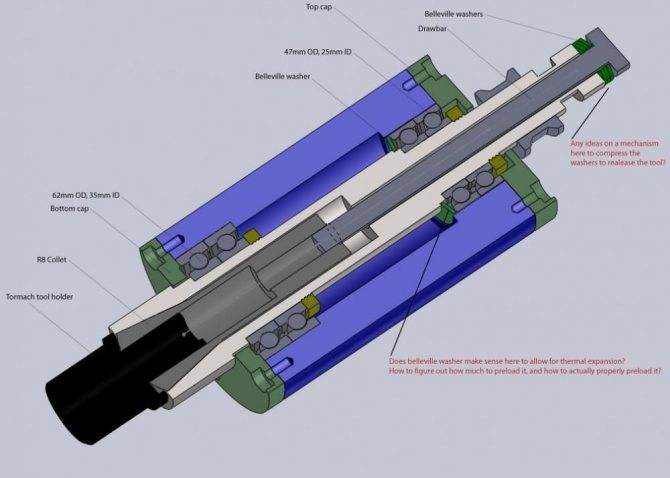
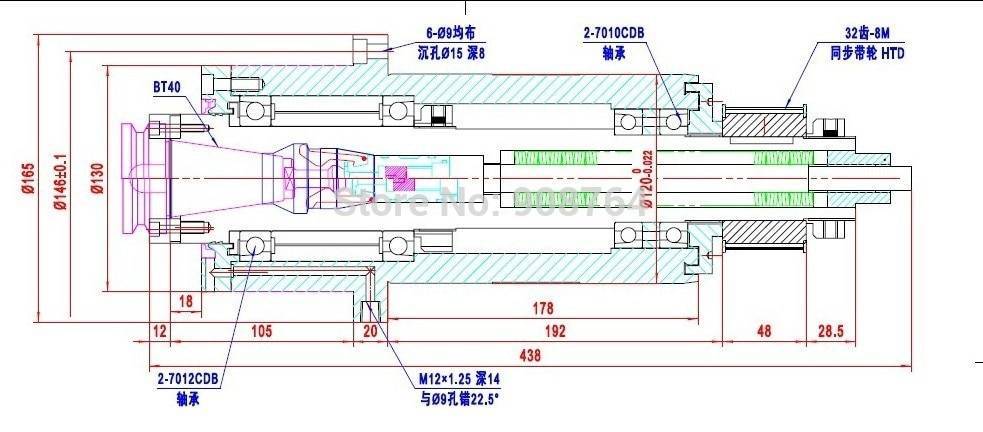
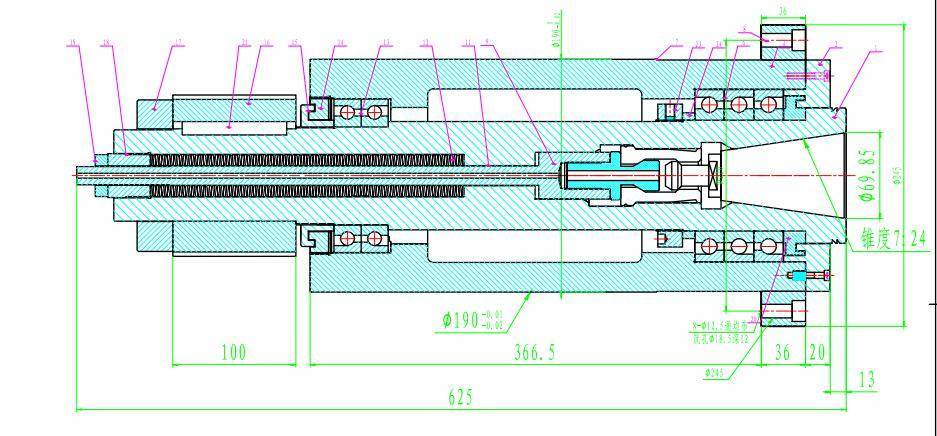
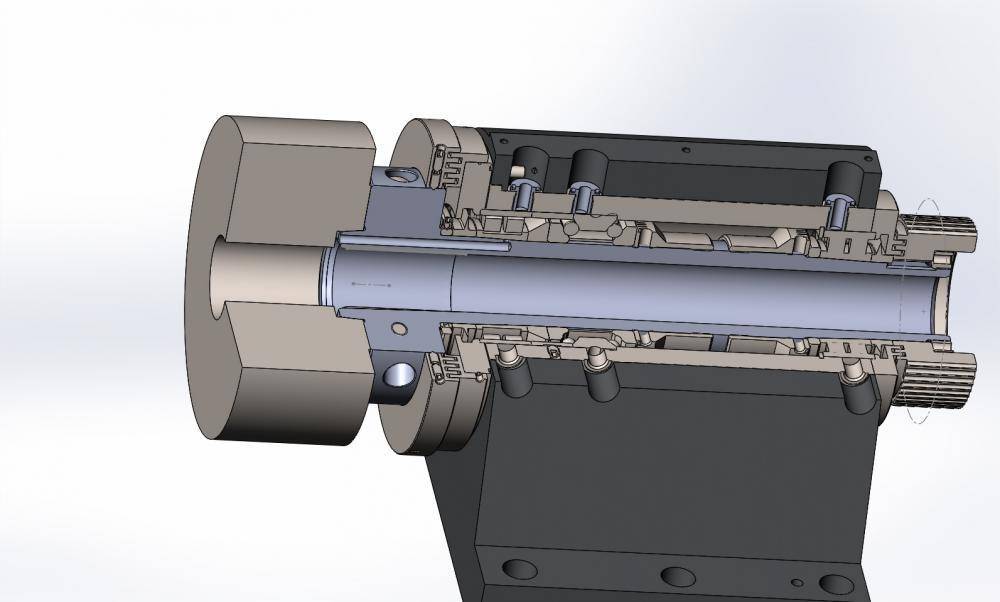
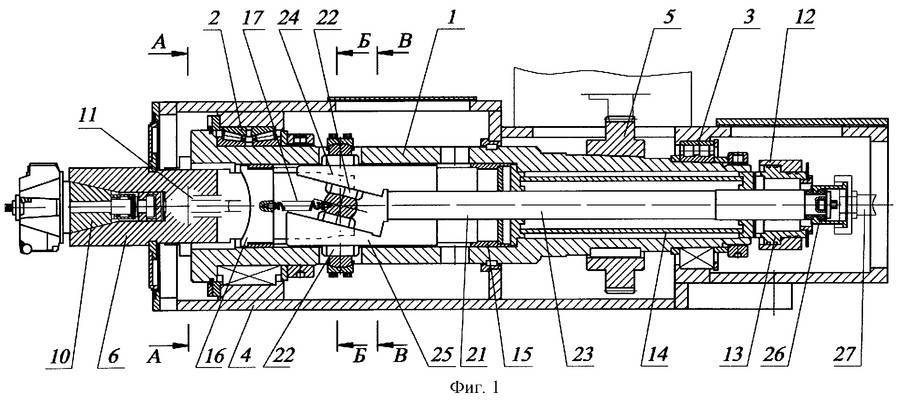
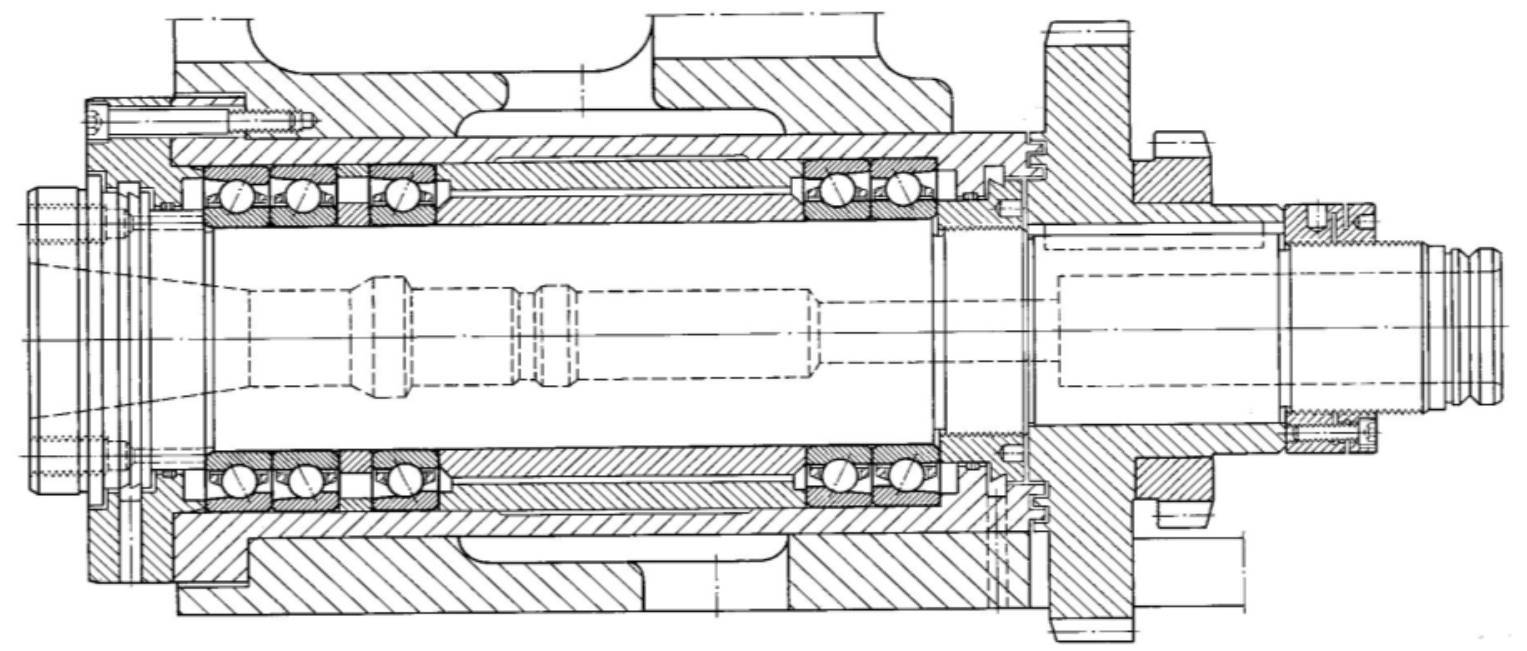
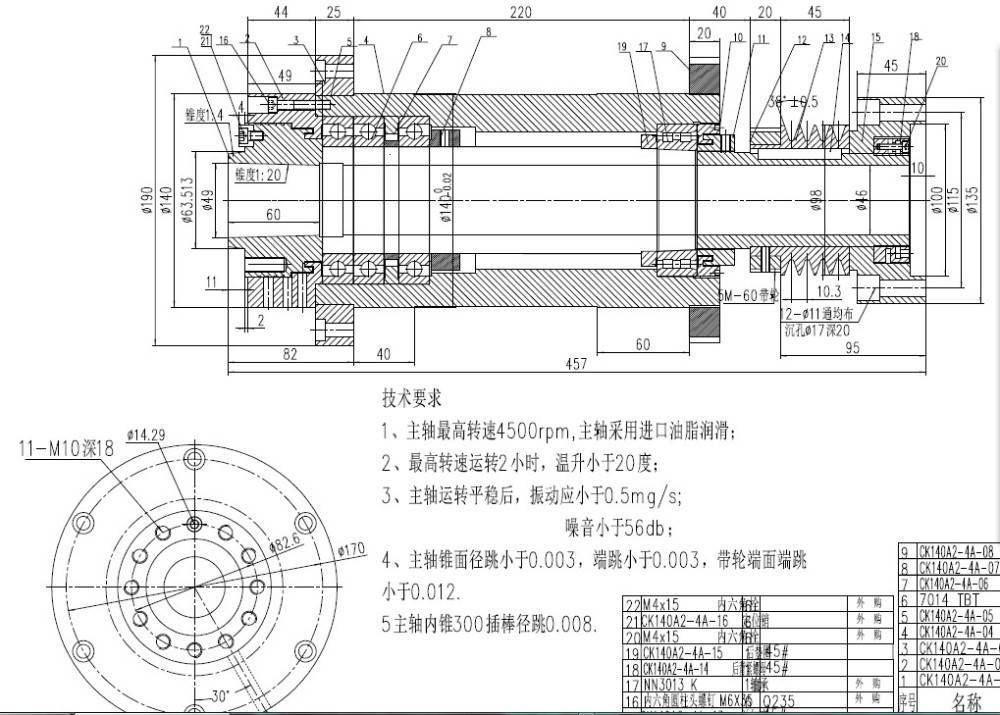
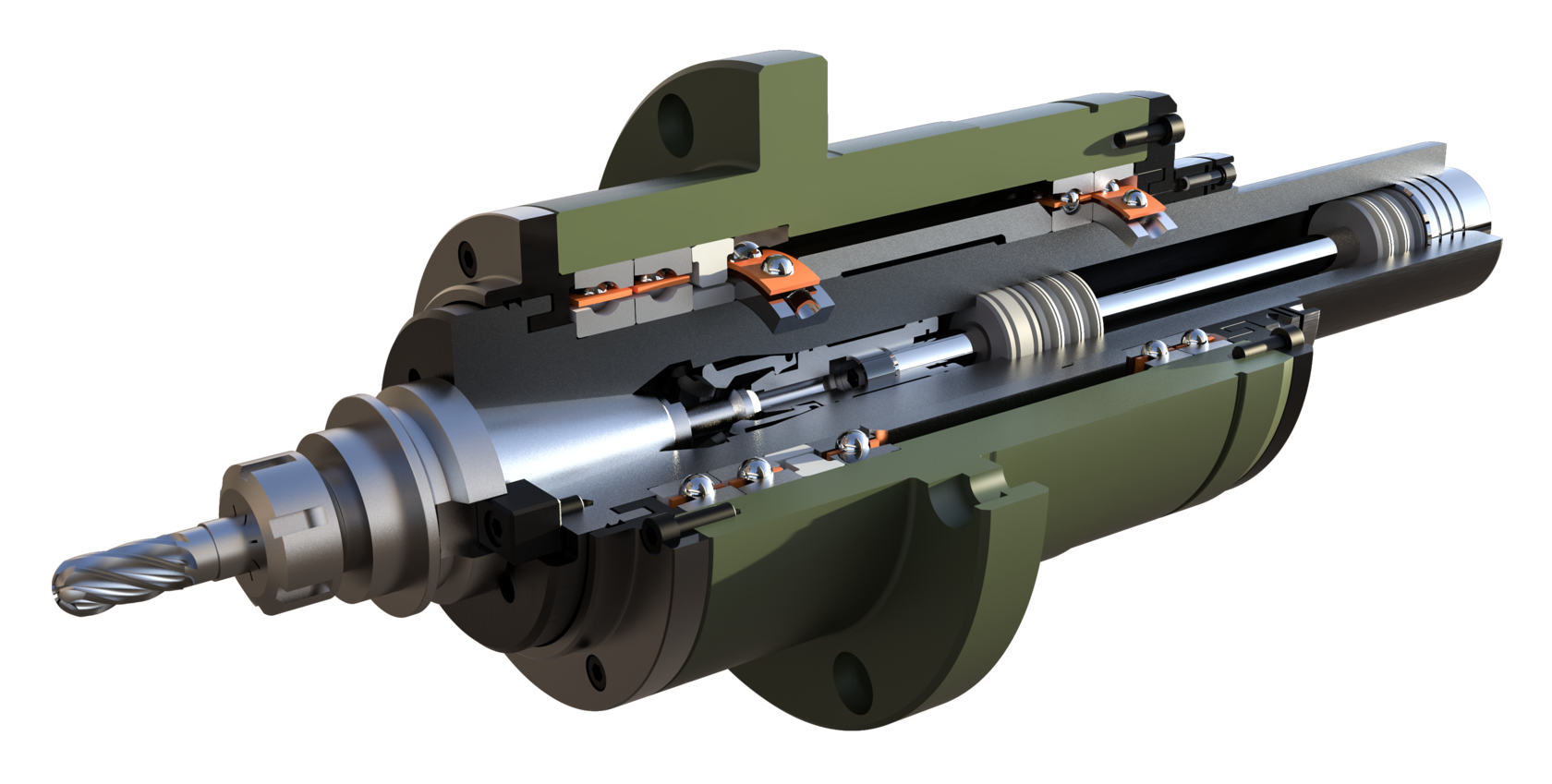
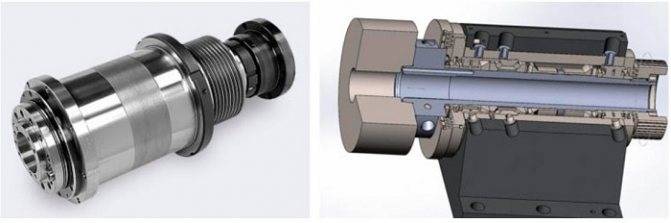
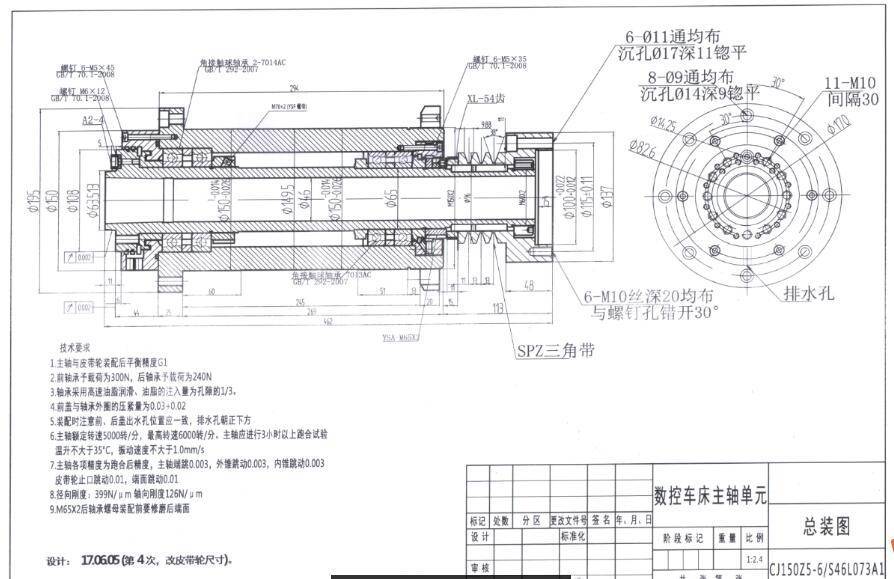
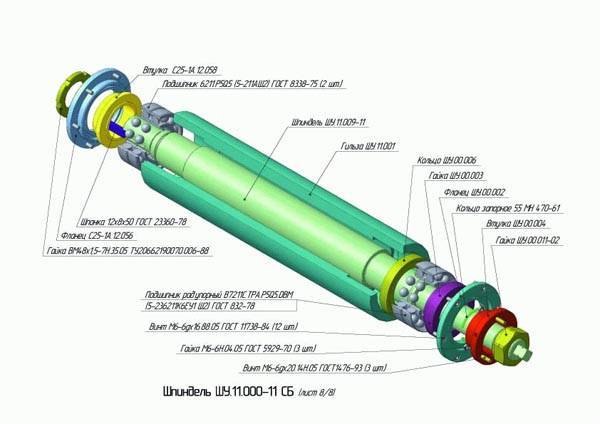
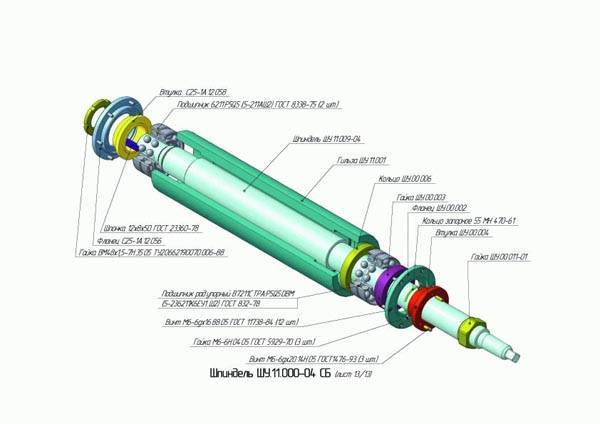
Что представляет собой шпиндель для токарного станка
Шпиндель для токарного станка представляет собой вал с отверстием посередине. В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
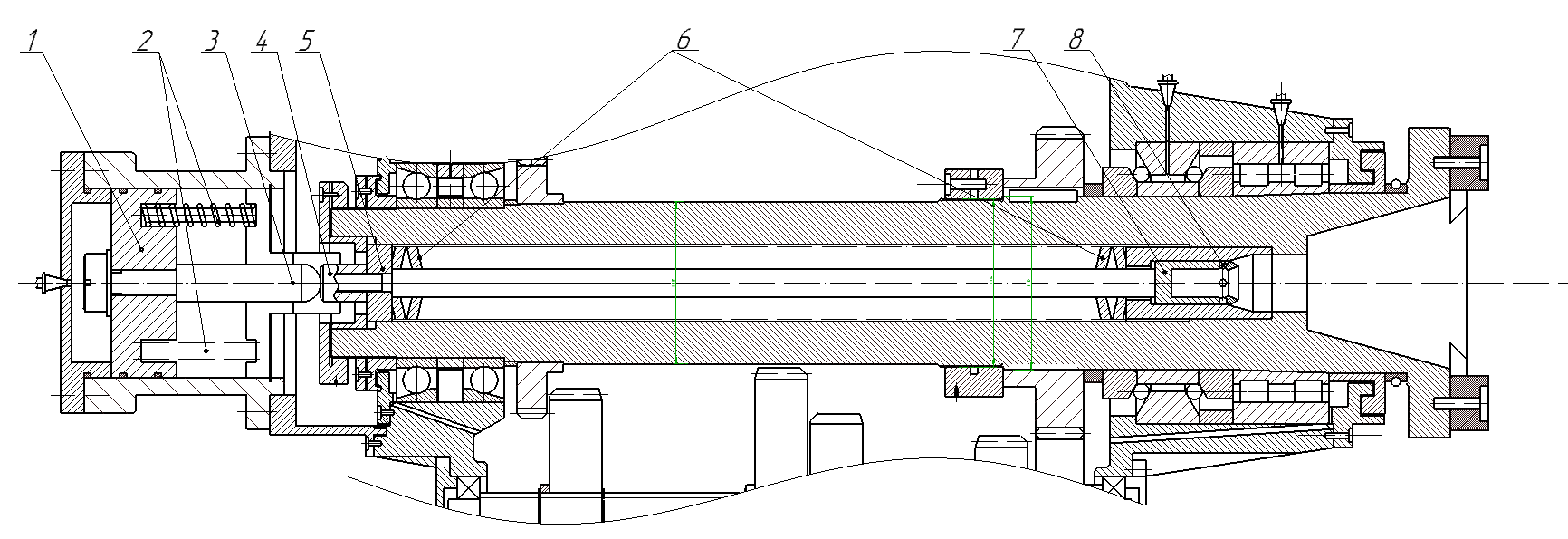
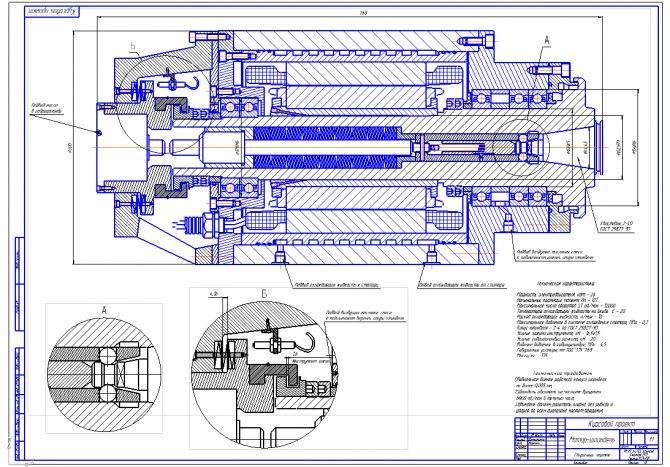
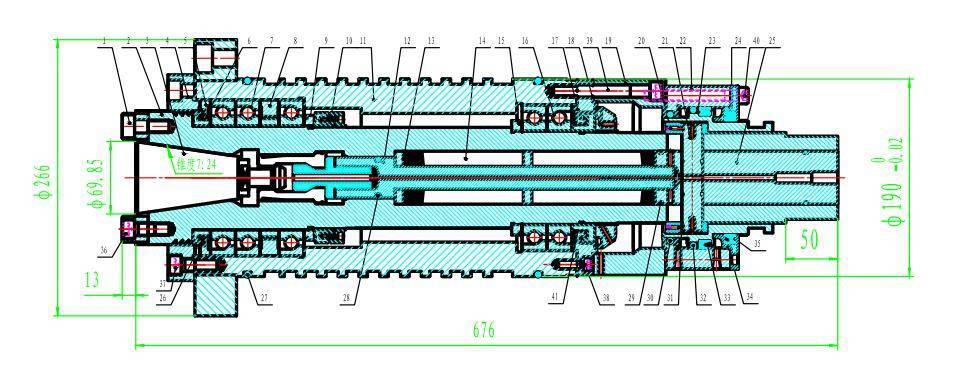
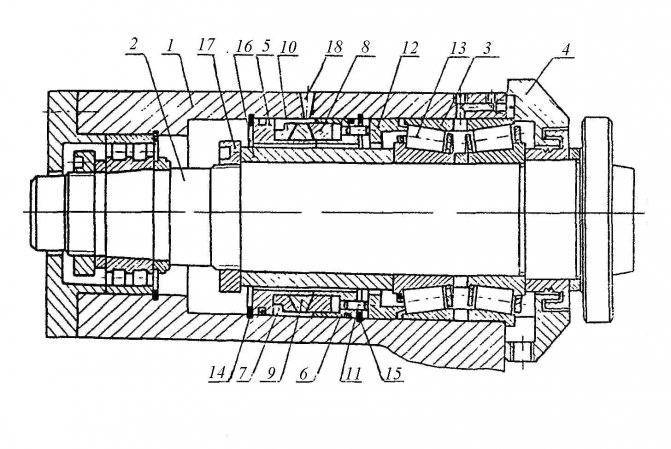
Чертеж и конструкция устройства
То, какой конструкции будет шпиндель, зависит от большого перечня факторов. К примеру, от того, какие работы нужно будет выполнить, или от скорости, с которой будет происходить работа. Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.

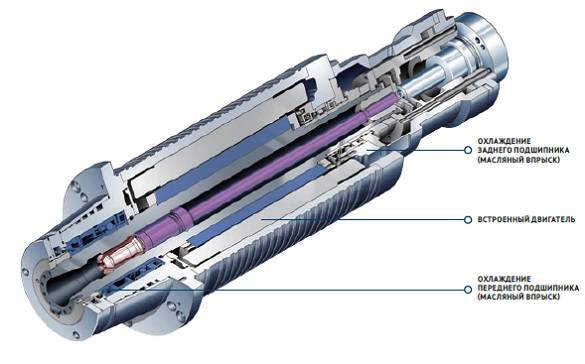
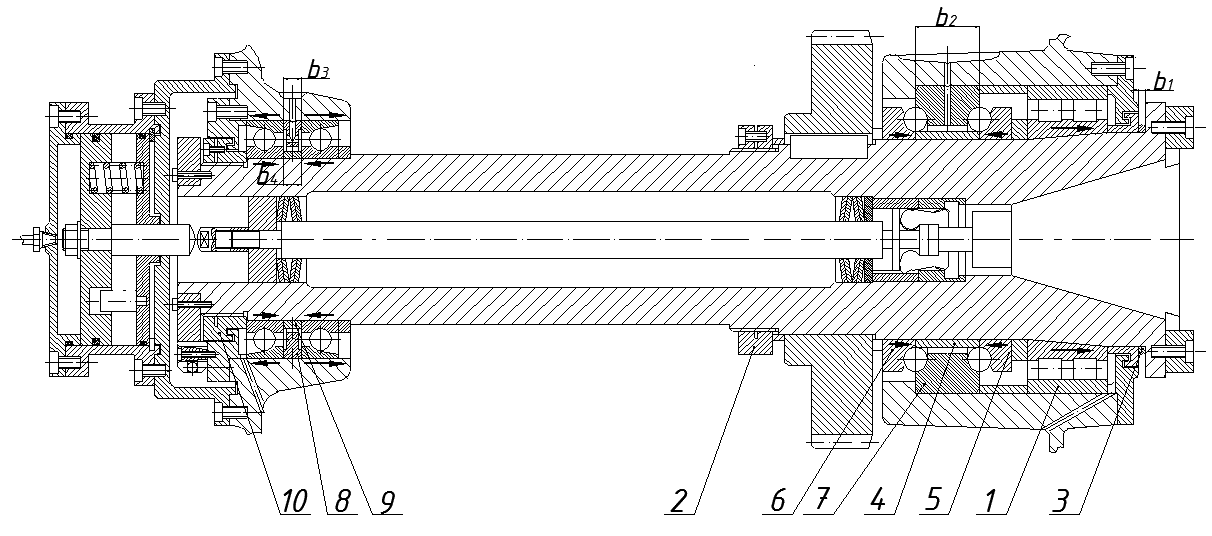
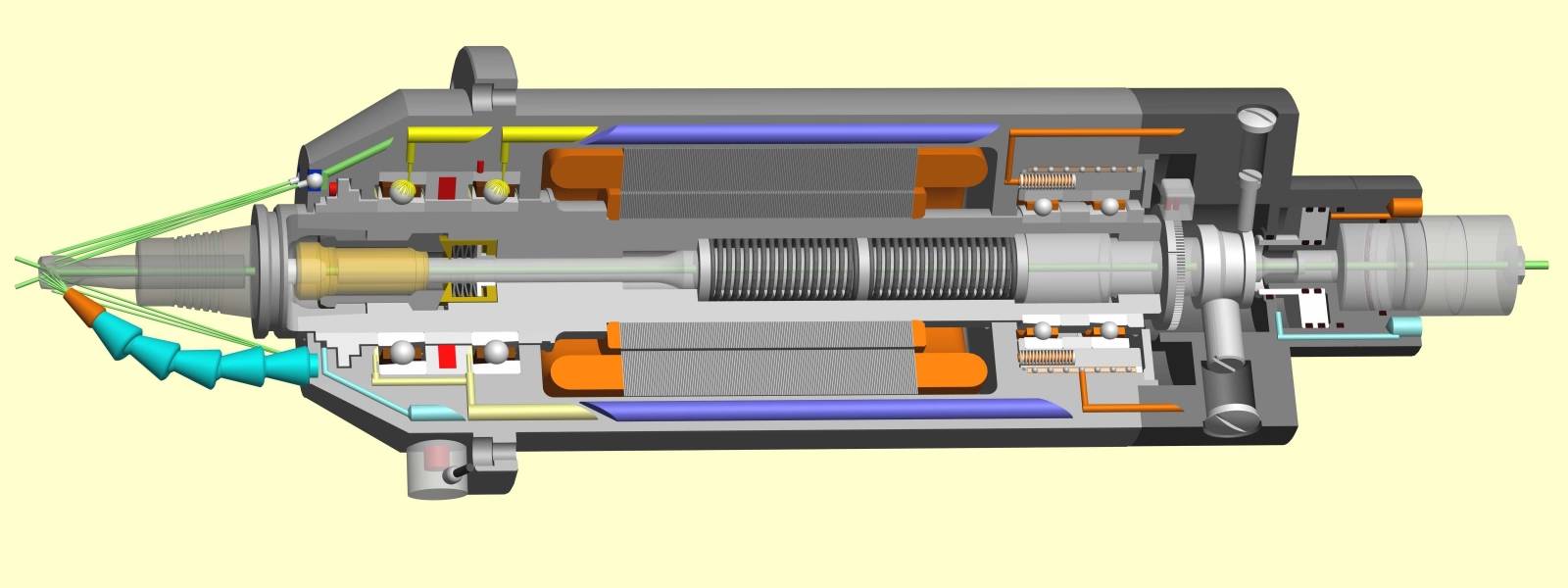
Требования к шпиндельному узлу
В прошлом основным упором для данного узла были подшипники, на которых вращается шпиндель. Отклонение на них достигало около одного микрометра. Сейчас же всё поменялось: теперь требования к современным шпинделям усилились, и они изготавливаются при помощи либо магнитных, либо воздушных опор.
Это позволяет добиться намного лучших результатов, чем при использовании подшипников: теперь отклонения от нормы составляют лишь около двух десятых микрометров, что позволяет работать даже с самыми сложными деталями, не боясь выпустить брак.
Однако, две десятые микрометров не придел. При помощи маховика, который разгоняет шпиндель, можно добиться снижения погрешности до трёх сотых микрометров, что намного меньше предыдущего результата. Правда, такие работы должны выполняться после того, как маховик будет отключен. То есть, работы выполняются за счёт инерции, при помощи которой шпиндель продолжает движение.

Вот список требований, которым должны соответствовать шпиндельные узлы:
- Точность. Это требование проверяется на основание того, для какого станка нужен шпиндель и применения.
- Скорость обработки. Шпиндельные узлы вращаются всегда с разной скоростью (это зависит от вида). Если говорить грубо: чем быстрее — тем лучше. От скорости зависит, на каком уровне будет качество выполненной детали.
- Жёсткость. Здесь всё не так, как со скоростью. То есть, чем ниже — тем лучше. Вычисляется он при помощи соотношения величины прогиба шпинделя и уровня радиального биения. Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
- «Время жизни». Этот показатель означает, сколько шпиндель сможет прослужить при выполнении предназначенных работ. Он зависит от того, какой подшипник используется при эксплуатации. Естественно, чем он хуже — тем быстрее сломается шпиндельный узел.
- Устойчивость к вибрации. Естественно, при работе станок очень много вибрирует, что может привести к браку, если шпиндель не соответствует этому требованию. Если шпиндельный узел плохо переносит вибрацию, то уровень точности при работе будет заметно ниже.
- Максимальный уровень нагревания. Это — одно из важнейших требований. При работе шпиндельный узел, из-за силы трения, сильно нагревается, а потому иногда ему нужно, так сказать, «отдохнуть» от работы. При сильном нагреве он может начать видоизменятся и поломаться, а потому нужно выбирать самый устойчивый к высокой температуре.
- Максимально переносимый вес. Благодаря этому требованию можно определить — какого веса инструменты можно закреплять на шпиндельном узле. Также от этого показателя зависит размер используемого инструмента.
Учитывая все эти требования, которые предъявляют к шпинделю можно выбрать максимально хороший и подходящий для работ шпиндельный узел.
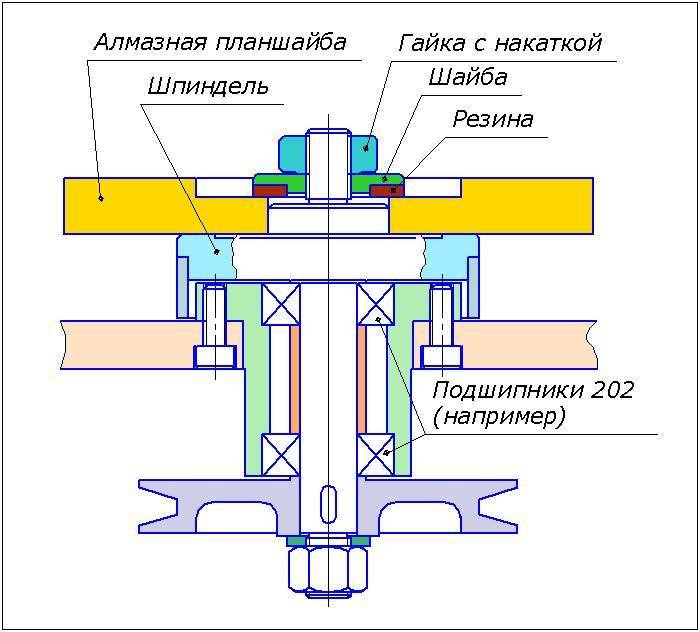
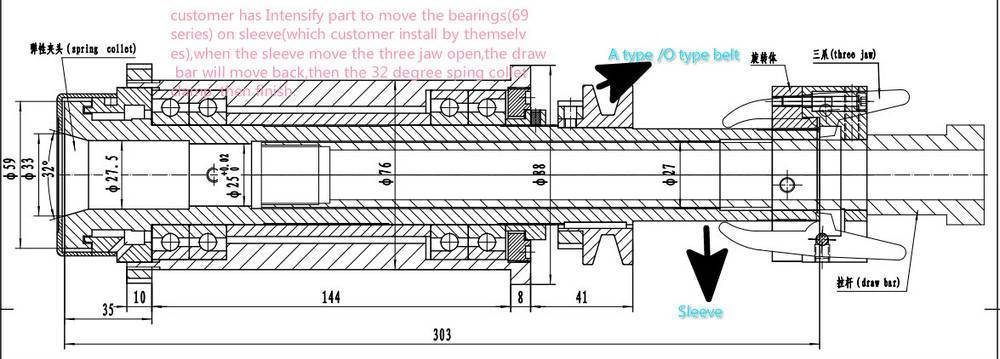
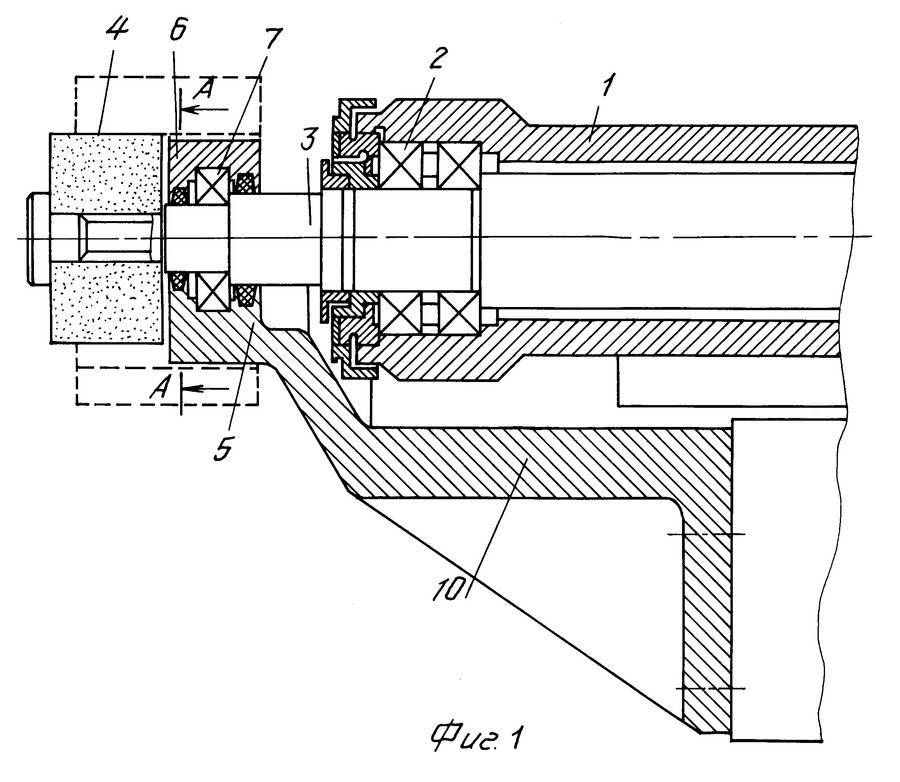
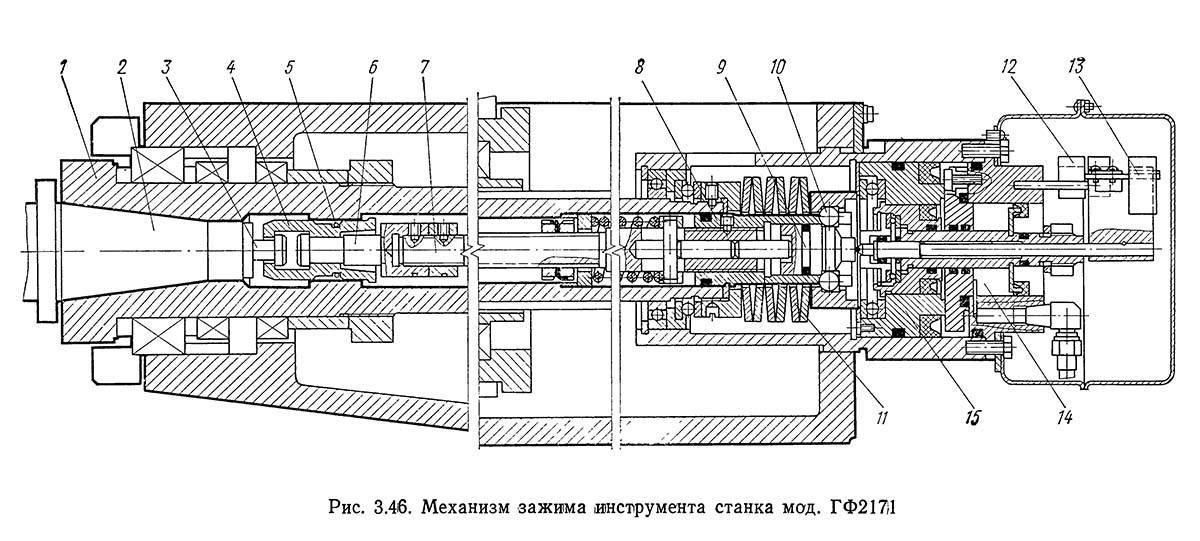
Назначение и принцип действия
Самым главным и, как следствие, основным назначением шпиндельного узла является закрепление на нём патрона, который в свою очередь предназначенных для зажима заготовки будущей детали.
Справка! Закрепление заготовки на шпинделе осуществляется благодаря специальному зажимному патрону, планшайбе или цанговому зажиму, которые крепятся на конце шпинделя.
Регулировка и ремонт задней бабки
Первоначальная регулировка данного элемента производиться специалистами на заводе. Длительная эксплуатация приводит к нарушению этих регулировок. Это ухудшает показатели точности обработки. Поэтому необходимо периодически проводить регулировку. Она направлена на возвращение параметров узла в исходное положение. Регулировка включат следующие операции:

- величины люфта образовавшегося между направляющими станины и основанием узла;
- минимальных зазоров в передних и задних подшипниках крепления пиноли (для моделей у которых пиноль вращается);
- устранение возникшего смещения центра относительно шпинделя.
Для проверки в шпинделе зажимают стальной вал диаметром, например 100 мм и длиной около 500 мм. С другой стороны его зажимают пинолью. Величина выбранного вала зависит от характеристик станка. На направляющих станины устанавливают специальную стойку, снабжённую индикаторной головкой. Её перемещают вдоль установленной болванки и производят измерения параметра смещения. При необходимости производят регулировку положения центра упора.
Периодичность проверки, порядок регулировки указаны в паспорте каждого станка. Опыт профессионалов показывает, что целесообразно проводить такие проверки один раз в полгода. Нарушение параметров, выход из строя превращает агрегат в токарный станок без задней балки. Проведение плановых профилактических осмотров на предприятиях проводят опытные наладчики. Они могут квалифицированно определить изменение параметров и появившиеся неисправности.
После проверки может возникнуть необходимость на проведение восстановительных или ремонтных работ. Ремонт задней бабки токарного станка позволяет устранить неисправности и восстановить следующие параметры:
- точность стыковки станины с корпусом узла;
- высоту расположения шпинделя и пиноли.
Ремонт этого узла предполагает проведение работ над пинолью, винтом подачи, механизмов крепления.
Самым трудоёмким считается восстановление точности отверстия, в котором закреплена пиноль. От этого зависит центровка со шпинделем. Основным способом ремонта является расточка с последующей доводкой. При окончательной установке применяют акрилопласты, например, стиракрил марки ТШ. Этими материалами устанавливают высоту расположения центра упора и точность посадки. Подобный способ ремонта менее затратен, чем расточка и изготовление новой пиноли.
Ремонт пиноли производят шлифовкой наружной поверхности. Чтобы восстановить конусное отверстие применяют специальную втулку. Сложность такого ремонта заключается в том, что наружная поверхность цилиндрическая, а внутренняя коническая. Трудность обработки связана с прочностью материала упора. Она изготовлена из легированной стали с последующим закаливанием. Это значительно повышает твёрдость.
После долгой эксплуатации приходиться проводить ремонт отверстий, в которых находятся подшипники. Наиболее эффективным считается замена корпусов на новые. После замены производят подгонку внутреннего диаметра каждого подшипника. Окончательно проверяют наличие радиального биения. Оно должно быть нулевым.
Восстановление отверстия, в котором расположен узел, предполагает следующую последовательность действий:
- Расточка отверстия, в котором будет расположена пиноль. Это увеличивает начальный диаметр на 3 мм. Поэтому необходимо соблюдать точность обработки, конусность и овальность.
- В переднюю бабку устанавливают заранее изготовленную оправку. Её внешний диаметр соответствует внутреннему диаметру расточенного отверстия.
- Вращением шпинделя в передней бабке проверяют величину биения оправки. С помощью этой операции устанавливают центры высот обеих бабок.
- Производят герметизацию отверстий под пиноль и её крепление.
- В залитое акрилопластом отверстие помещают пиноль.
- Дают высохнуть конструкции в течение двух часов.
- Затем ещё раз проверяют все параметры.
Длительная эксплуатация токарного станка по металлу предполагает проведение периодического осмотра, ремонтных и восстановительных работ с последующей детальной настройкой. Качественно проведенный ремонт повышается надёжность, точность обработки и безопасность.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.





