

Материал 10ХСНД Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал 10ХСНД большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал 10ХСНД закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
О цветной маркировке
Обозначение в цвете применяется только в прокатной стали. Это позволяет избежать ошибок при транспортировке и хранении. Для этого применяют точки или полосы. Назначение стального сплава маркируется «своим» цветом, но группа и раскисление не учитываются.
Желтый цвет применяется для конструкционных сталей: общего назначения, автоматные, цементированные, улучшенные.
Красный круг или полоса говорит о том, что данный вид относится к высокопрочному стальному сплаву: легированная, инструментальная, быстрорежущая, закаленная.
Синий цвет обозначает прокат из нержавейки: с серой, аустенитная, мартенситная.
Обозначением зеленого цвета маркируется сталь универсального применения: высокопрочный чугун, общего назначения, автоматные, цементированные, азотированные, улучшенные углеродистые.
Марки стали и их назначение
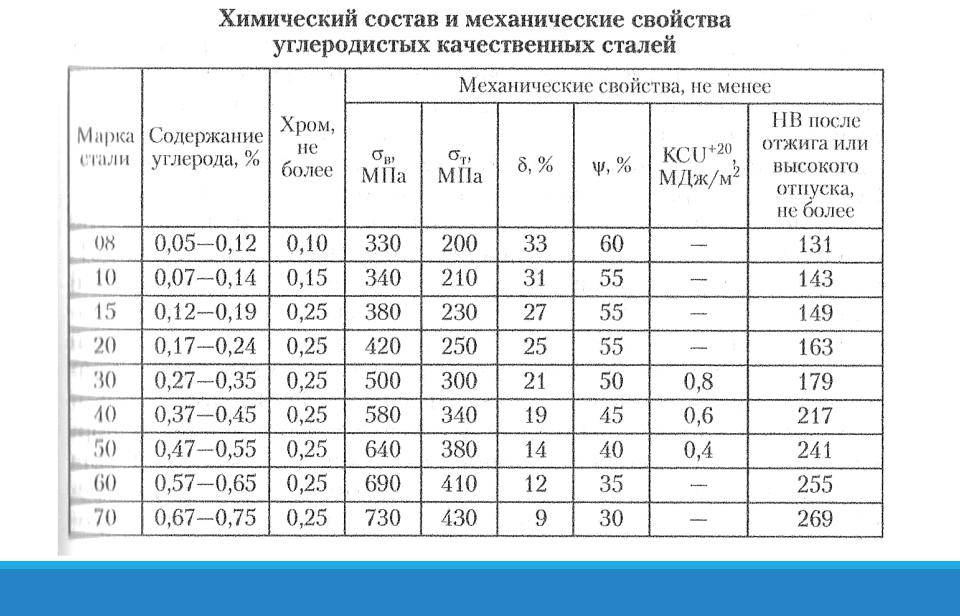
- Согласно маркировке конструкционная углеродистая сталь 08 кп и 10 применяется для изготовления штампованных деталей (холодная штамповка и высадка), прокладок, трубок, метизов, колпачков, а также для деталей, которые не нуждаются в высокой прочности: втулки, упоры, валики, копиры, фрикционы, колеса с зубцами.
- 30, 35 – для деталей под низким напряжением: шпиндели, тяги, оси, звездочки, диски, рычаги.
- 40, 45 – для элементов повышенной прочности: коленвалы, распределительные валы, зубчатые венцы, колеса, плунжеры, фрикционы, оси.
- 50, 55 – используется для изготовления прокатных валков, штоков, зубчатых колес, эксцентрики, рессоры. Перед изготовлением деталей сталь подвергается закалке.
- 60 – для производства прочных и упругих деталей: диски сцепления, пружинные кольца, прокатные валы.
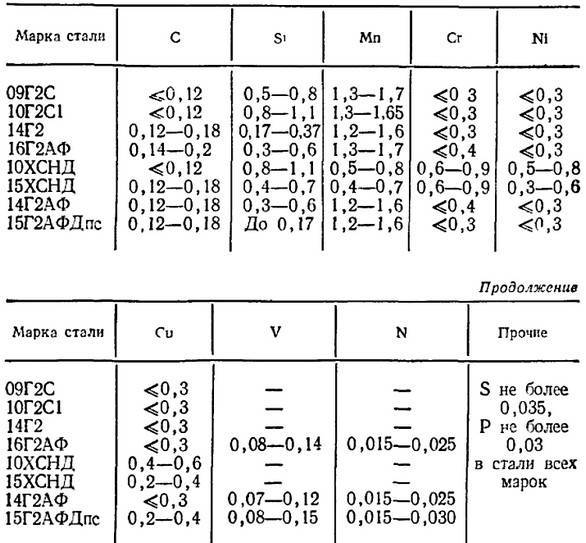
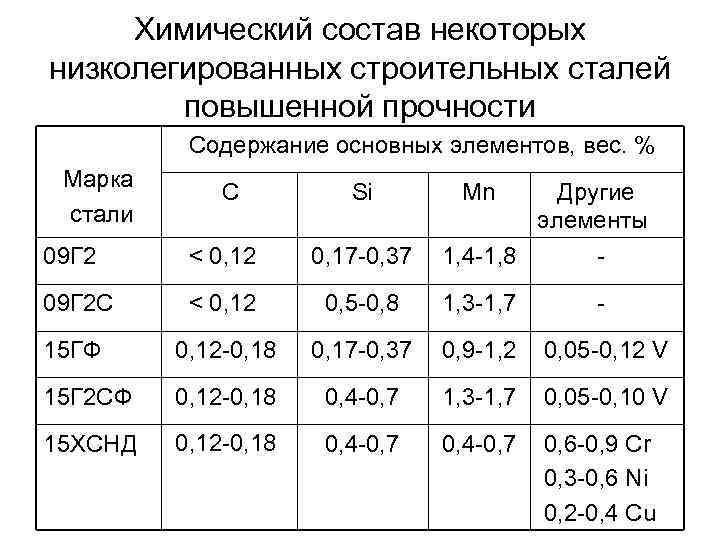
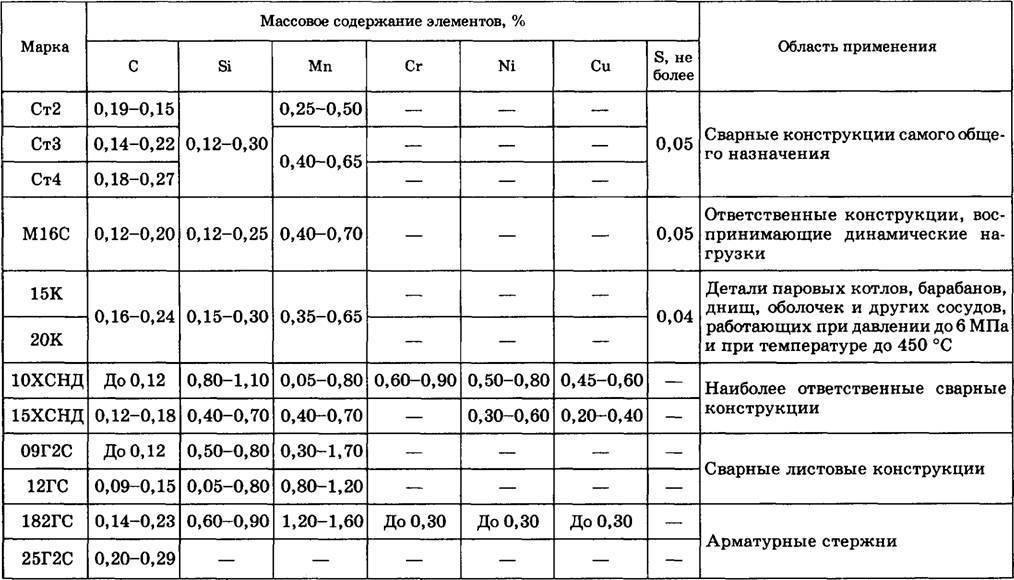
- Тонколистная, низколегированная, универсальная сталь имеет маркировку: 09Г2, 09Г2С, 10 ХСНД, 15 ХСНД, 15 ГФ. Сферы применения: машиностроение, судостроение, химическое машиностроение, вагоностроение. Это сварные конструкции, паровые котлы, детали вагонов, сложные и фасонные профиля.
- Конструкционная легированная сталь маркируется: 15 Х, 15 ХФ, 18 ХГТ, 20 Х, 20 ХГР, 20 ХНЗА, 35 ХМ, 38 ХА, 40 Х, 40 ХС и другие применяются для изделий, которые функционируют на повышенных скоростях, для деталей узлов и механизмов, работающих под высокими нагрузками.
- Стали и сплавы, стойкие к коррозии в своей маркировке имеют буквы Х, Н, С, АГ, ТГР, МТ, АМ, ДИ, Ю, Т. Сфера применения химическое машиностроение, газопереработка, нефтехимическая промышленность, пищевое производство, легкая промышленность, машиностроение, судостроение, а также в других областях, где работа деталей и механизмов сопряжена с агрессивными рабочими средами.
- Инструментальная нелегированная сталь разных марок, маркируется: У, А, Г, и применяется в деревообрабатывающей промышленности, изготовления ручных инструментов, для ножей, штампов для кузницы, игольной проволоки, сердечников, а также инструмента с низкой износостойкостью: хирургический инструмент, бритвы, для гравировки.
- Пружинная сталь применяется для производства рессор, пружин, подвергающихся большим нагрузкам и ответственные элементы в рессорах.
- Сталь для подшипников (подшипниковая) востребована для изготовления подшипников и их элементов для работы станков, железнодорожного транспорта, авиадвигателей, в точном приборостроении, на прокатных станах.

Применение этой марки материала
Эту сталь много где применяют
Сердцевина заготовки из Ст. 10 при термической обработке становится пластичной, но теряет прочность, поэтому хорошо подходит для изготовления из неё элементов, которые геометрически являются телами вращения, как валы и прочее.
Из-за того что данная сталь хорошо обрабатывается резанием, её широко эксплуатируют в машиностроении, где широко распространены металлообрабатывающие станки.
Ст. 10 термически обрабатывают лишь после того, как провели чистовое точение. Так происходит потому, что инструменты меньше ломаются, нужные слои металла снимаются гораздо легче, а поверхность становится лучше.
Сталь 10ХСНД конструкционная хромокремниеникелевая низколегированная
Сталь 10ХСНД является конструкционной хромокремниеникелевой низколегированной сталью. Расшифровка стали говорит о следующих характеристиках. Первое двузначное число указывает на примерное содержание углерода, буквы указывают на наличие химических элементов, как указывает государственный стандарт, Х – наличие хрома, С – кремния, Н – никеля и Д — меди. Выпускается подобный сплав в форме листового проката, уголка, швеллера, полосы, брусков и труб различных диаметров.
Сталь 10ХСНД
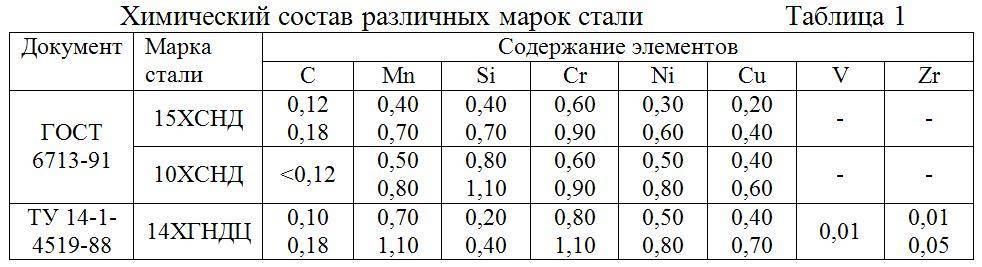
Химический состав
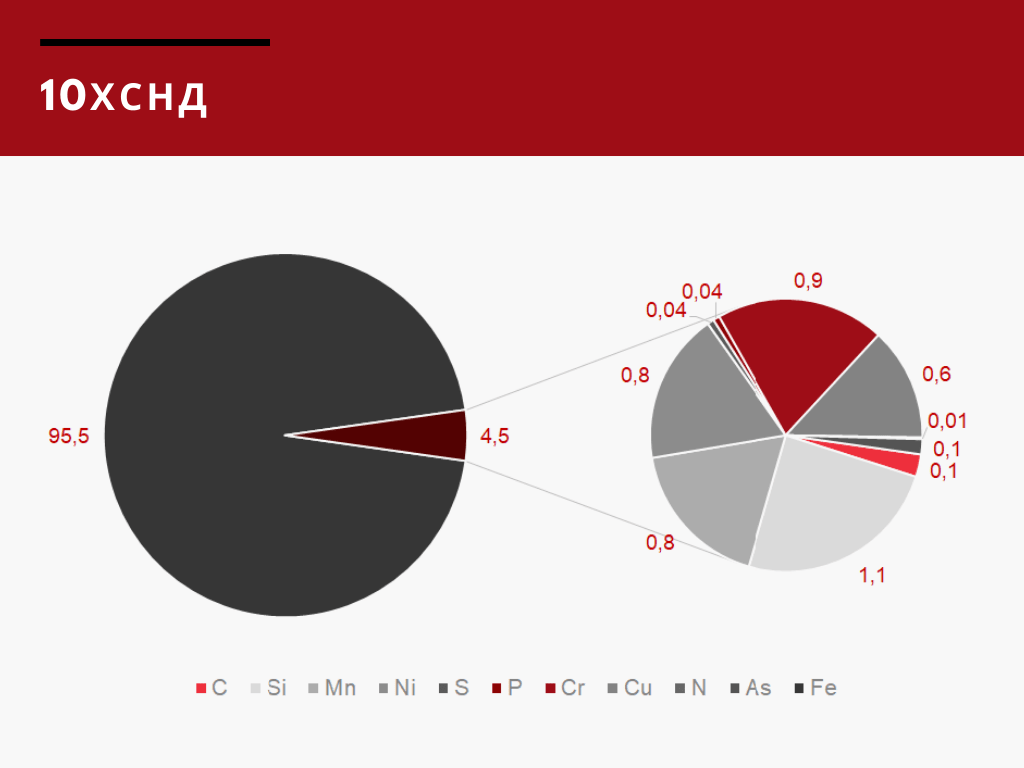
Эта марка стали относится к категории низкоуглеродистых сталей. Государственный стандарт определяет следующий химический состав сплава. Она состоит из 96% железа, 0,12% углерода, около 1% хрома, на такие элементы как медь, кремний, марганец и никель приходится по 0,8%. Такой состав стали 10ХСНД соответствует ГОСТ.
Химический состав марки 10ХСНД
Физические свойства
Основные физические свойства соответствуют установленным гостам и имеют следующие значения:
- коэффициент линейного расширения составляет 40 Вт/(м×град);
- модуль упругости от 1,97 МПа при температуре 100 °С, понижается до коэффициента 1,25 МПа при температуре 900 °С и более;
- плотность сплава около 7800 кг/м3;
- удельная теплоёмкость около 500 Дж/(кг×град);
- удельное электрическое сопротивление R×109 Ом.
Технологические свойства стали 10ХСНД
Механические свойства
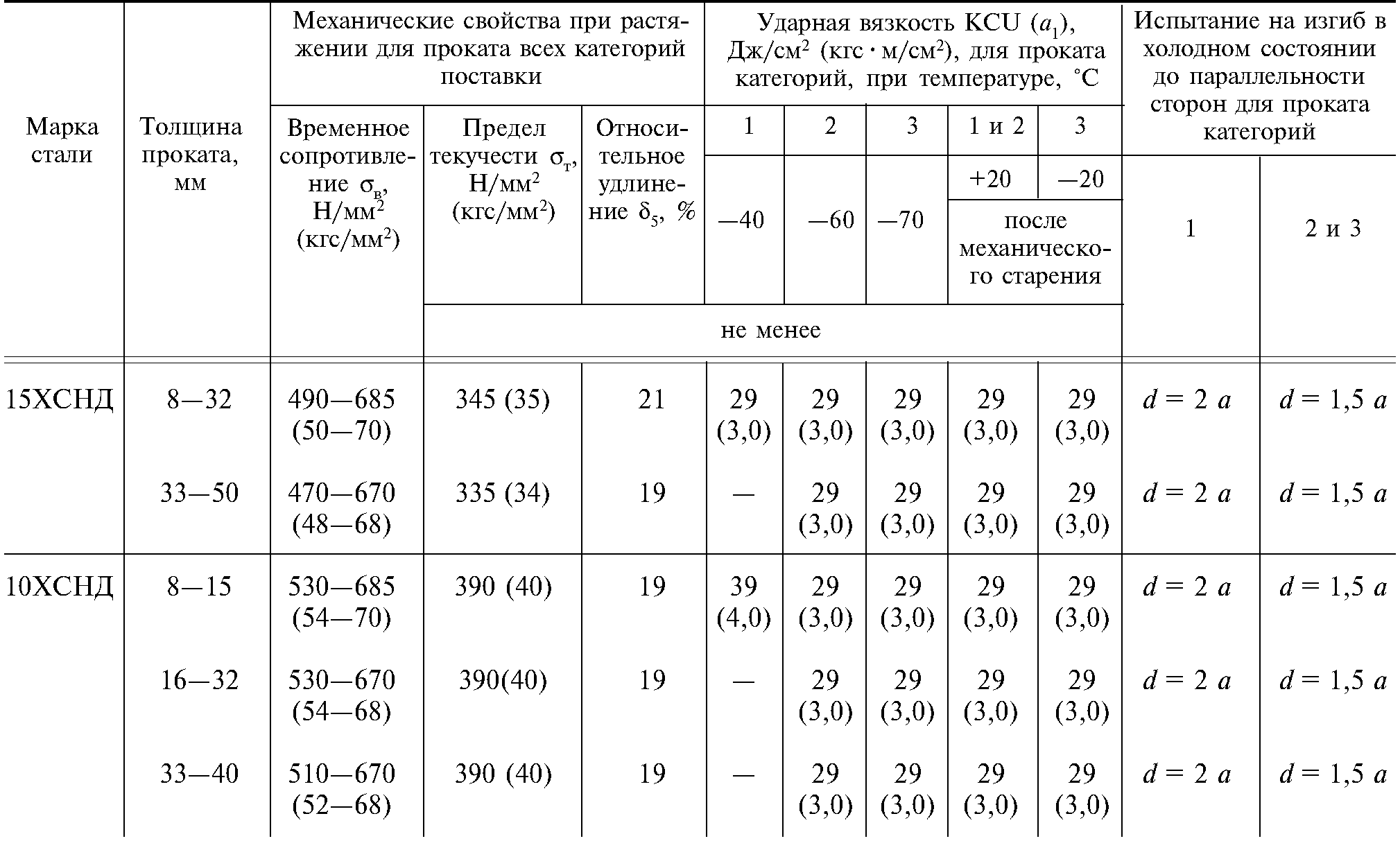
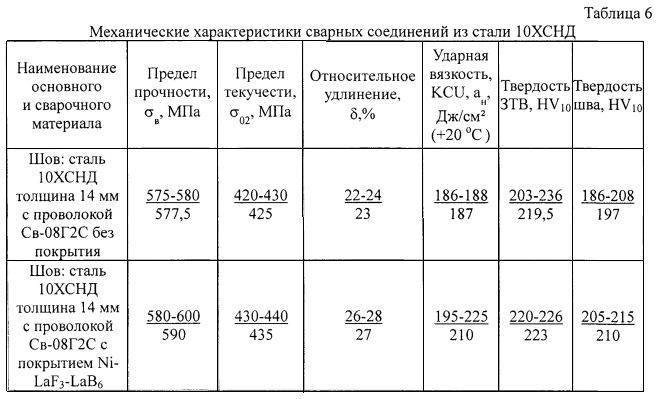
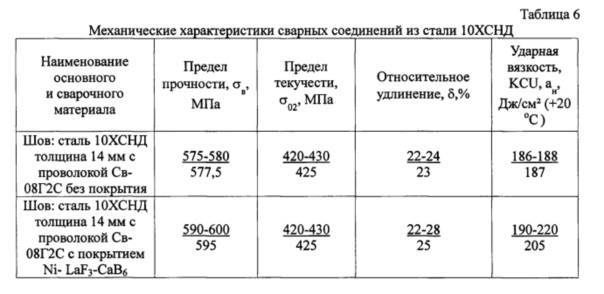
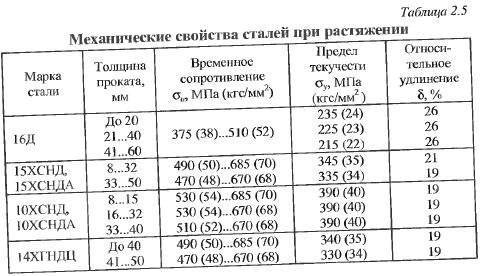
Механические свойства стали 10ХСНД определяется входящими в состав сплава химическими элементами. Основные механические свойства при температуре в 20 °С находятся в пределах следующих значений:
- ударная вязкость KCU равна 290 кДж/м2;
- предел кратковременной прочности находится в интервале от 510 до 685 МПа;
- предел текучести равен 390 МПа;
- относительное удлинение достигает 19%.
Механические свойства марки 10ХСНД
Все приведенные характеристики удовлетворяют требованиям, установленным ГОСТ для всего сортамента стали 10ХСНД .
Скачать ГОСТ 19281-2014
К достоинствам стали 10ХСНД можно отнести:
- устойчивость к длительному воздействию высоких и низких температур;
- хорошие показатели прочности;
- высокая износоустойчивость;
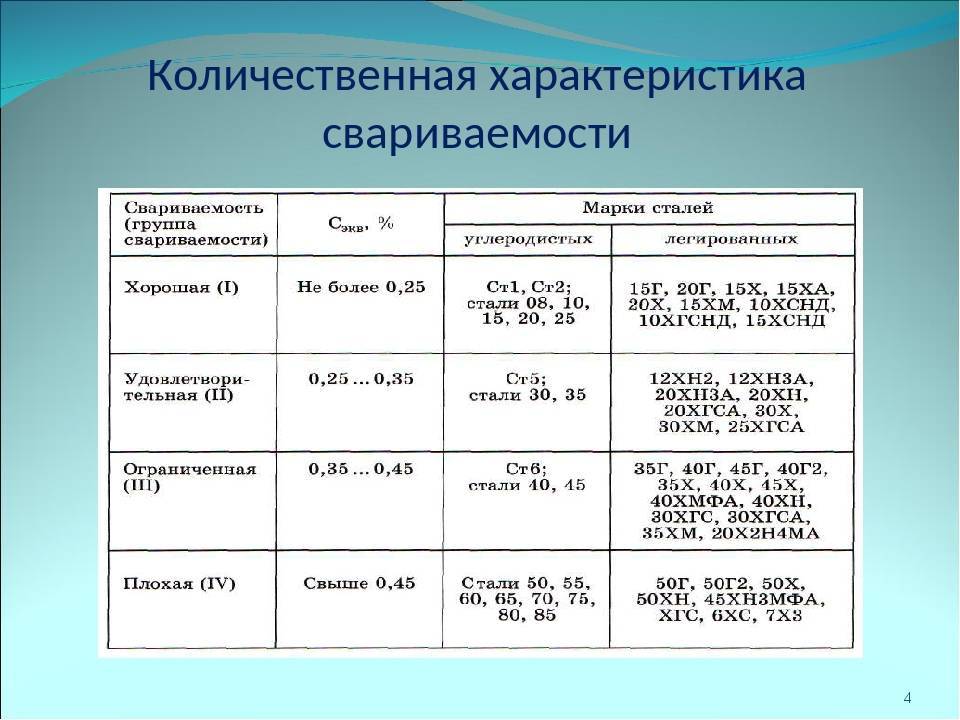
- отличная свариваемость.
Способы обработки и существующие аналоги
Этот сплав достаточно легко подвергается основным способам обработки:
- резанию;
- сварке;
- ковке;
- инструментальной обработке.
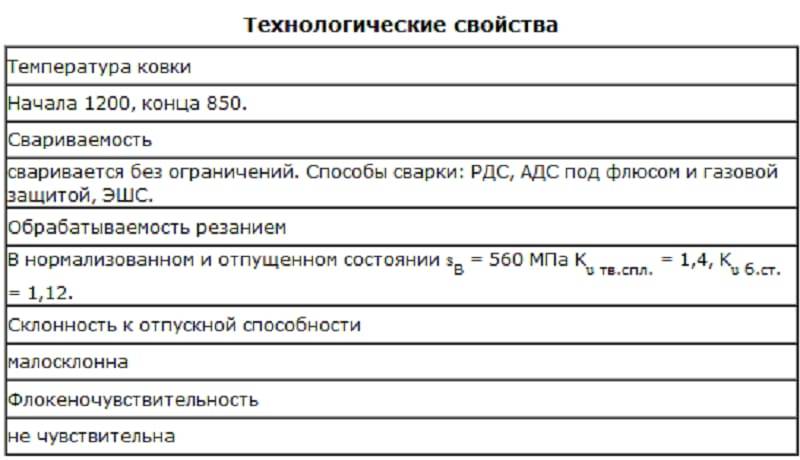
Для резания, выпускаемого проката, не требуется специального прочного инструмента. Это видно из физических и механических свойств. Свариваемость такого сплава не имеет ограничений и производится всеми известными способами. Его можно подвергать ковке в интервале температур, от верхнего предела в 1200 °С до нижнего в 850 °С. Произведенные испытания после такой обработки показали, что этот металл не флокеночувствителен и не имеет склонности к отпускной хрупкости.
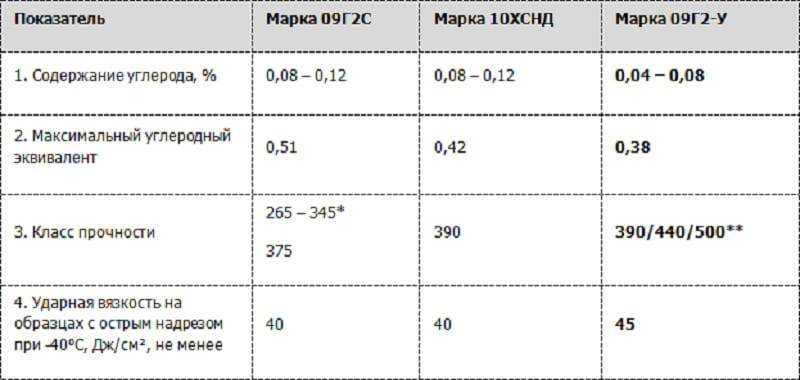


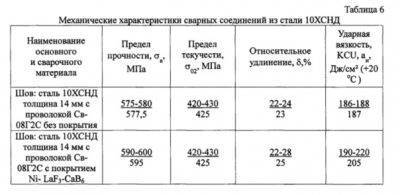
Сравнение стали 10ХСНД с аналогами
Однако наличие в сплаве легирующих добавок приводит к появлению специфических закалочных структур. Их образование во время сварки может привести к снижению стойкости от образования так называемых холодных и горячих трещин. Наибольшие трудности возникают при необходимости получения хорошей ударной вязкости металла в районе шва. При перегреве может снижаться стойкость к хрупкому разрушению. Это вызвано возможностью появления увеличенного аустенитного зерна.
Вместе с тем, наличие легирующих добавок, оказывает положительное влияние на стойкость к перегреву во время сварки. Особенно это характерно при таких видах сварки, как электрошлаковая. В этом случае повышается ударная вязкость непосредственно у границ образованного шва и повышает надёжность сплавления.
После проведения сварочных работ выполняют термическую обработку. При проведении такой обработки удаётся снять остаточные напряжения, которые всегда возникают при проведении сварочных операций. Кроме этого происходит улучшение структуры самого металла и образованного шва.
Электроды для сварки низколегированной стали
Сварка низколегированных сталей, которые имеют предел текучести не более 390 МПа, не представляется трудной. Она практически ничем не отличается от сварки низкоуглеродистых сталей. Стали данного вида не закаливаются и не расположены к перегреву, который ведет к снижению пластических свойств. Однако стоит помнить, что с увеличением содержания углерода свойства стали меняются. Например, стали 15ХСНД и 14Г2 содержат в своем составе 0,18% углерода и имеют склонность к образованию закалочных структур и перегревам в зоне влияния температуры. По этим причинам при сваривании сталей данного вида нужно подбирать оптимальный режим, который не будет допускать образование закалочных структур и перегрева металлической конструкции. Сваривание производится с использованием электродов диаметром 4 – 5 миллиметров. Сварочный процесс происходит в несколько шаров. Если толщина свариваемого металла превышает толщину в 15 миллиметров, то сваривание производится методом блоков или каскадом, однако металл в зоне сварке до высокой температуры не разогревается, чтобы не допускать перегрева зоны влияния.
Для сварки популярных низколегированных сталей 15ХСНД и 14Г2 используют сварочные электроды Э55 и Э50А, которые перед использованием необходимо прокаливать. При сварке сталей 09Г2С, 14Г2 и 10Г2С1 используются электроды, имеющие в своем составе 18 процентов углерода. Этими электродами являются Э42 и Э50А. Проведение сварочных работ со сталями с пределом текучести более 390 МПа требует большего внимания. Сталь с такими свойствами склонна к образованию кристаллизационных трещин, однако она менее подвергается перегреву околошовной зоны, потому что является легированной. Сварку такой стали выполняют электродами Э60, Э50А и Э55. Сварочные электроды Э60 используются для сваривания низколегированной стали во всех пространственных положениях сварочного шва, а также для работы с ними нужно использовать постоянный ток обратной полярности.

Для сварки таких видов сталей можно использовать электроды УОНИ 13/55 , ПСК-50 и СК»-50. Низколегированные виды сталей перед свариванием нужно обязательно тщательно подготавливать к сварке. Их нужно очищать от ржавчины и разного рода загрязнений. Свариваемый металл и прилегающие к нему его части должны быть очищены на 20 миллиметров. Кроме этого, все обвисающие части металла и выступы должны быть обработаны абразивным инструментом и стать в один уровень с остальным металлом. Если толщина свариваемого металла составляет более 25 миллиметров, то сваривание нужно производить с использованием местного подогрева при температуре 120 – 160 градусов. Однако если температура окружающей среды составляет -15 градусов по Цельсию и ниже, то предварительный местный подогрев металла обязателен, независимо от толщины свариваемого изделия или от его формы и массы. Таким образом, поддерживая необходимую температуру металла при сваривании, Вы сможете проводить сварочный процесс низколегированных сталей успешно.
Источник
Основные свойства
Сталь 10 (ГОСТ определяет концентрацию всех химических элементов и наличие определенных характеристик) относится к группе конструкционных углеродистых металлов.
Широкая область применения материала связана с особыми эксплуатационными характеристиками:
- Хорошая пластичность, что позволяет применять их для производства штампованных деталей. Для выпуска большого количества продукции часто применяется технология холодной штамповки.
- Хорошая степень свариваемости материала. Применение сварочного аппарата не требует предварительного нагрева заготовки. Процесс сварки может проводится при применении различных технологий. Получаемый шов характеризуется отличной прочностью и надежностью, дополнительная термическая обработка не требуется.
- Структура характеризуется хорошей коррозионной стойкостью. Стоит учитывать, что эта сталь не относится к группе нержавеек, так как в состав не включается большое количество хрома или других легирующих элементов. Стойкость к влаге существенно расширяет область применения материала, однако поверхность может реагировать на воздействие некоторых кислот и других химических элементов.
- Стоит учитывать и низкую теплостойкость. Именно поэтому ст10, характеристики которой определяют широкое распространение в машиностроительной области, нельзя применять при изготовлении деталей, которые подвержены активному износу. Слишком сильный нагрев может привести к существенному ухудшению эксплуатационных характеристик. К примеру, нагрев на момент трения становится причиной снижения износоустойчивости, а также твердости поверхности.
- Есть возможность провести обработку резанием. Это свойство также указывается в ГОСТ 1050-88. Заготовки из рассматриваемой стали легко обрабатывать на станках и ручных инструментом.
- Высокий предел выносливости определяет применение материала при изготовлении ответственных деталей, которые предназначены для длительной работы.
- Прокаливаемость позволяет также существенно расширить область применения изготавливаемых деталей.
Механические свойства стали 10
Для улучшения основных качеств проводится термообработка стали 10. Она позволяет существенно повысить твердость поверхности. Процесс термической обработки может привести к тому, что структура становится хрупкой. Именно поэтому следующий шаг заключается в отпуске для снижения внутренних напряжений. Охлаждение заготовки проводится на открытом воздухе или в воде, а также масле. В последнее время чаще всего используется масло, так как равномерное охлаждение позволяет снизить вероятность появления серьезных дефектов в виде окалины и структурных трещин.
Лист 15ХСНДА ТУ 14-1-5120-2008
Техническое условие 14-1-5120-2008 было разработано в результате требований, предъявляемых мостостроителями к металлопрокату. Листовая мостосталь по своим потребительским свойствам стала не в полной мере удовлетворять запросам мостостроительных заводов. И на основе ГОСТ 6713-91 было разработано ТУ 14-1-5120-2008, которое имеет более высокие качественные показатели.
Купить лист марки стали 15ХСНДА, уточнить ГОСТ, ТУ, цену, наличие, Вы можете обратившись по телефону +7 351 223-14-76.
Аналог (заменитель) марки стали 15ХСНДА ТУ 14-1-5120-2008:
Дополнительные условия к металлопрокату по требованию Покупателя в соответствии с ГОСТ, ТУ и др. НТД:
1. 100%-УЗК 0, 1, 2, 3 класса сплошности по ГОСТ 22727-88.2. Обрезная кромка.3. Плоскостность: высокая, особо высокая.4. Термообработанный: контролируемая прокатка, нормализцаия, закалка с высоким отпуском, высокий отпуск.5. Z-свойства по ГОСТ 28870-90, относительное сужение в направлении толщины проката, не менее 15%, 25%, 35%.
Товары группы:
| НАИМЕНОВАНИЕ | ЦЕНА |
| Лист г/к 15ХСНДА 8х2150х11800 ТУ 14-1-5120-2008 | 52 000,00 |
| Лист г/к 15ХСНДА 10х2350х12100 ТУ 14-1-5120-2008 | 52 000,00 |
| Лист г/к 15ХСНДА 12х2350х12350 ТУ 14-1-5120-2008 | 52 000,00 |
| Лист г/к 15ХСНДА 14х2450х12150 ТУ 14-1-5120-2008 | 52 000,00 |
| Лист г/к 15ХСНДА 16х2509х12100 ТУ 14-1-5120-2008 | 52 000,00 |
| Лист г/к 15ХСНДА 18х2420х12050 ТУ 14-1-5120-2008 | 53 000,00 |
| Лист г/к 15ХСНДА 20х2850х12000 ТУ 14-1-5120-2008 | 53 000,00 |
| Лист г/к 15ХСНДА 24х2000х10500 ТУ 14-1-5120-2008 | 53 000,00 |
| Лист г/к 15ХСНДА 25х2050х11600 ТУ 14-1-5120-2008 | 53 000,00 |
| Лист г/к 15ХСНДА 30х2120х11550 ТУ 14-1-5120-2008 | 53 000,00 |
| Лист г/к 15ХСНДА 32х2500х11100 ТУ 14-1-5120-2008 | 53 000,00 |
| Лист г/к 15ХСНДА 36х2000х9700 ТУ 14-1-5120-2008 | 53 000,00 |
| Лист г/к 15ХСНДА 40х2470х11000 ТУ 14-1-5120-2008 | 53 000,00 |
| Лист г/к 15ХСНДА 45х2500х7100 ТУ 14-1-5120-2008 | 53 000,00 |
| Лист г/к 15ХСНДА 50х2500х6700 ТУ 14-1-5120-2008 | 53 000,00 |
Наличие, размеры листа, цену уточняйте в отделе продаж.
В наличии листы: толщина 8мм-50мм ширина 1500-2500 мм длина 2500-12500 мм
Характеристики стали 15ХСНД:
Химический состав в % материала 15ХСНДА ТУ 14-1-5120-2008:
| C | Si | Mn | Cr | Ni | Cu | Nb |
| 0,1-0,15 | 0,4-0,7 | 0,6-0,9 | 0,3-0,6 | 0,2-0,5 | 0,2-0,4 | 0,03-0,06 |
Механические свойства листов при испытании на растяжение и изгиб:
| Толщина листов, мм | Механические свойства | Испытание на изгиб в холодном состоянии до параллельности сторон (d- диаметр оправки, a- толщина листов) | ||
| Предел текучести σТ, Н/мм² | Временное сопротивление σB, Н/мм² | Относительное удлинение δ5, %, не менее | ||
| 8-32 | 345-450 | 490-685 | 21 | d=1,5a |
| 33-50 | 335-440 | 470-670 | 19 | d=1,5a |
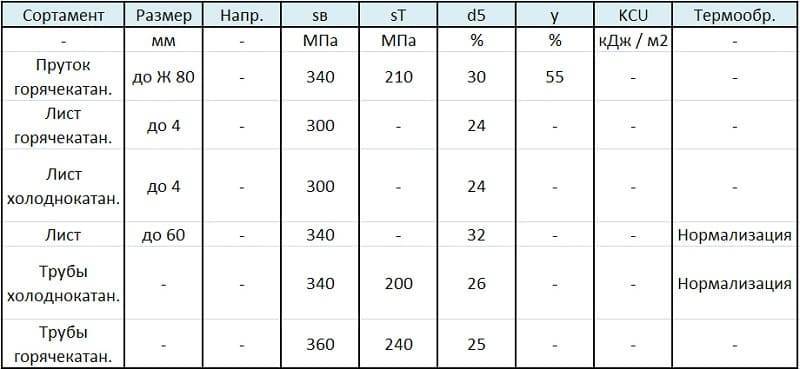
Механические свойства:sв – Предел кратковременной прочности , sT – Предел пропорциональности (предел текучести для остаточной деформации), d5 – Относительное удлинение при разрыве , y – Относительное сужение , KCU – Ударная вязкость , [ кДж / м2]HB – Твердость по Бринеллю ,
Физические свойства:T – Температура, при которой получены данные свойства , E – Модуль упругости первого рода , a – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град]l – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]r – Плотность материала , [кг/м3]C – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)]R – Удельное электросопротивление,
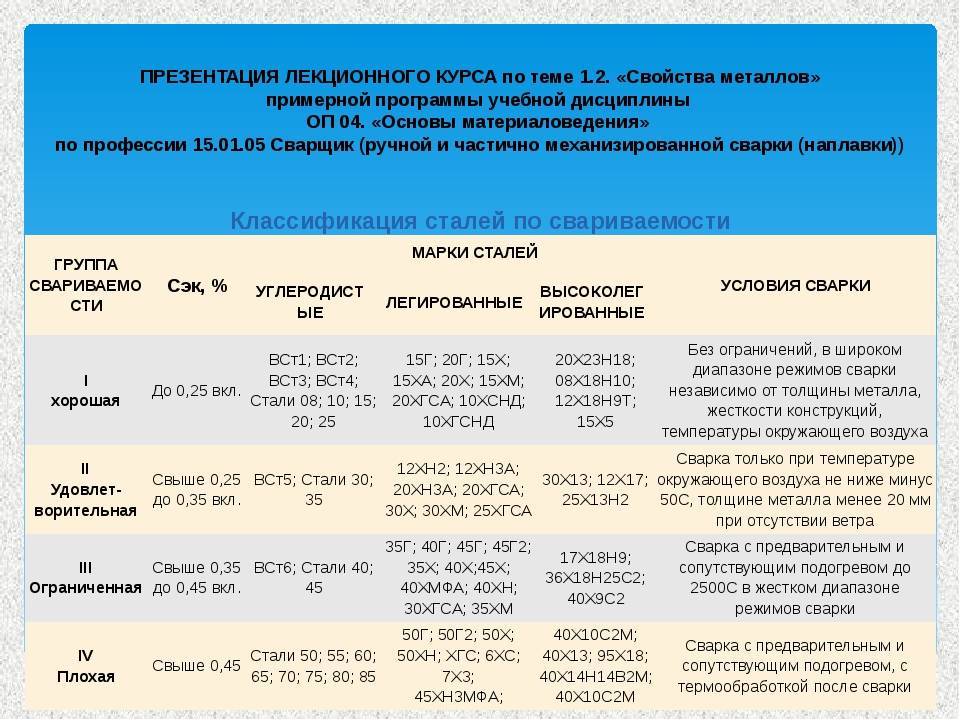
Свариваемость: Без ограничений. Способы сварки РДС и АДС под флюсом и газовой защитой, ЭШС.
Сталь марки 15ХСНДА расшифровка:
15 указывает на среднее содержание углерода в стали 0,15%Х- хромС- кремнийН- никельД- медьА- ставится в конце марок, если содержание серы и фосфора не превышает 0,03% для каждого из этих элементов – это свидетельствует о дополнительных показателях качества марок
Доставка спецтранспортом листа 10ХСНДА, 15ХСНДА ТУ 14-1-5120-2008:




Лист 15ХСНДА-3 ТУ 14-1-5120-2008 для северного исполнения, доставка в Барнаул:

Лист 15ХСНДА-3 ТУ 14-1-5120-2008 10мм, 12мм, 16мм, 20мм, 25мм, 32мм, 40мм, 45мм, 50мм:

Лист 15ХСНДА ТУ 14-1-5120-2008 50 мм доставка в Саранск:

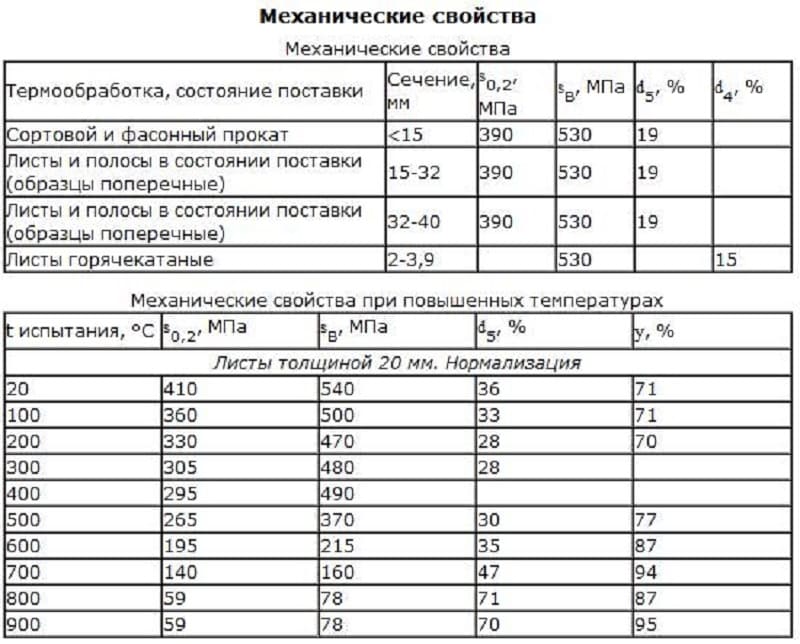
Механические свойства сталь 10 при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) |
| нормализация 900-920 °С | |||||
| 20 | 260 | 420 | 32 | 69 | 221 |
| 200 | 220 | 485 | 20 | 55 | 176 |
| 300 | 175 | 515 | 23 | 55 | 142 |
| 400 | 170 | 355 | 24 | 70 | 98 |
| 500 | 160 | 255 | 19 | 63 | 78 |
Исследование релаксационной стойкости методом свободного изгиба показало, что образцы, подвергнутые ММТО, обладают более низкой релаксационной стойкостью при 150° С, чем в исходном состоянии (после отжига). Дополнительный отжиг образцов после ММТО при 300-500° С позволяет резко повысить релаксационную стойкость сталей 10 и 35. Падение напряжений в образцах за 3000 ч после дополнительного отжига при 400° С для стали 10 и при 500° С для стали 35 уменьшается в 10-30 раз в сравнении с образцами после ММТО без дополнительного отжига. При этом максимальная релаксационная стойкость получена при несколько более высоких температурах дополнительного отжига после ММТО, чем максимальные значения предела упругости.
Полученные экспериментальные данные позволяют предположить, что низкая релаксационная стойкость образцов после ММТО связана с недостаточной стабильностью тонкой структуры металла. Дополнительный дорекристаллизационный отжиг после ММТО позволяет более полно стабилизировать структуру и, таким образом, резко повысить сопротивление металла микропластическим деформациям при кратковременном и длительном нагружениях.
Что такое раскисление
В процессе плавки в сплаве остается в небольшом количестве кислород. Чтобы снизить его содержание и восстановить железо применяют метод раскисления (реакция). Суть процесса заключается в добавлении соединений в расплавленное состояние металла. В процессе реакции освобожденный кислород начинает реагировать на углерод, появляется углекислый газ.
Итоговый сплав зависит от продолжительности реакции и раскислителей. По классификации это 3 вида стали:
- Кипящая. В данной стали низкое качество, так как реакция короткая и выход готового продукта больше;
- Спокойная. Обладает высоким качеством, но малый выход продукта, поэтому она дорогая.
- Полуспокойная. Это средний вариант с оптимальными показателями качества и цены.
Разная степень раскисления маркируется буквенными обозначениями: «кп», «сп», «пс».
Характеристики материала
Основные характеристики стали – это твердость, плотность, предел текучести/плотности, ударная вязкость и другие.

- по Роквеллу – 77,4 МПа;
- по Бринеллю – не более 143 МПа;
- в состоянии плавки около 18 МПа.
Плотность
Плотность – величина постоянная, измеряемая при помощи гидростатического метода.
Плотность 10ХСНД составляет 7850 кг/м³.
Маркировка
Марка стали – это классификация по химическому составу и физическим свойствам. Согласно ГОСТ Р 54384-2011 классификация стали основана на ее химическом составе по анализу ковшевой пробы или маркировочному анализу.
По маркировочному анализу содержание углерода в 10ХСНД составляет от 0,07 до 0,14 %, соответственно, марка стали – 10 (среднее содержание углерода 0,10%).
Химсостав
Химический состав в соответствии с нормативными документами:
- железо – 96 %;
- углерод – не более 0,12 %;
- хром – до 0,12 %;
- примеси (медь, кремний, марганец, никель) – 0,8 %.
Предел прочности
Предел прочности – механическое напряжение, при превышении которого материал разрушается. Для 10ХСНД предел прочности составляет от 510 до 685 МПа.
Предел текучести
Предел текучести – значение напряжения, при котором деформация увеличивается без дополнительной нагрузки. Для 10ХСНД он составляет 390 МПа.
Ударная вязкость

Нормы ударной вязкости данной марки, Дж/см2:
- после механического старения – 29,0;
- при −40 °C – от 39,0 до 44, 0;
- при −70 °C – от 29,0 до 34, 0.
Температура эксплуатации
Сплав устойчив к длительному воздействию высоких и низких температур, пригоден для работы в особых условиях.
Эта марка используется для изготовления сварных конструкций, деталей, работающих в интервале температур −70…+475 °C, к которым предъявляются повышенные требования по прочности, стойкости к коррозии при ограничении массы.
Механические свойства
Механические свойства стали 10ХСНД, которая относится к классу прочности С390, определяет ГОСТ Р 55374-2012 (минимальные значения):
- предел текучести – 390 МПа;
- временное сопротивление разрыву – 530 МПа;
- относительное удлинение – 19 %;
- относительное сужение – 35 %.
Отпускная хрупкость
Отпускная хрупкость – состояние сплава, характеризующееся небольшим значением ударной вязкости. Сталь марки 10ХСНД не имеет склонности к отпускной хрупкости.
Свариваемость
10ХСНД обладает высоким показателем свариваемости, не имеет ограничений и сваривается ручной/автоматической дуговой сваркой под флюсом и газовой защитой, электрошлаковой сваркой.
Группа

Общие свойства группы определяют характеристики изделий:
- антикоррозийная устойчивость;
- стойкость к истиранию;
- легко поддаются обработке;
- сохраняют рабочие характеристики при низких температурах.
Лист 10ХСНД ГОСТ 6713-91
Листовой прокат марки стали 10ХСНД ГОСТ 6713-91 обладает пределом прочности σв 510-685 МПа.
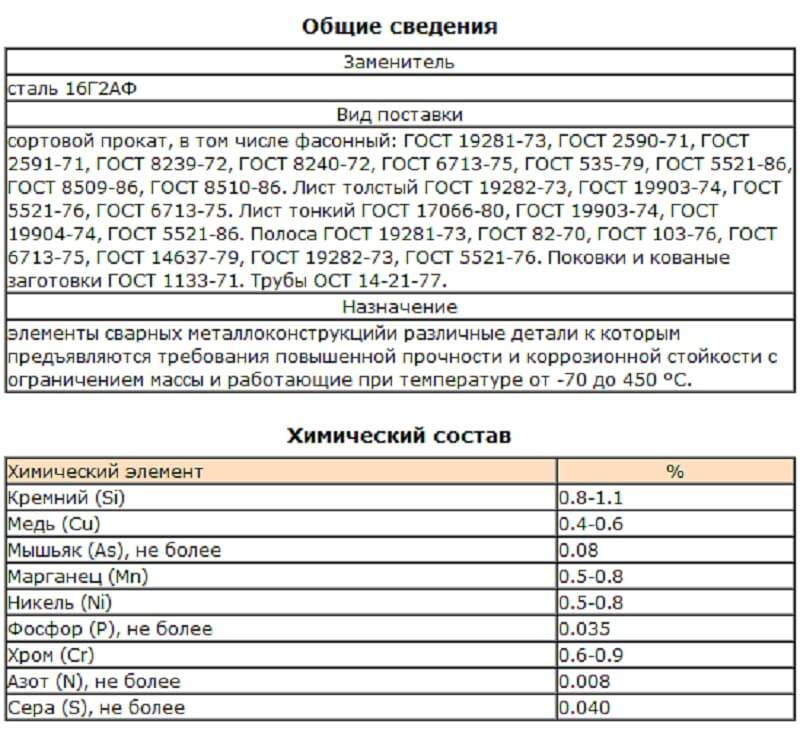
Аналог (заменитель) марки стали 10ХСНД ГОСТ 6713-91:
марка стали 10ХСНДА, С390, 14Г2АФ, 15ХСНД, 15ХСНДА, С440, 16Г2АФ
Дополнительные условия к металлопрокату по требованию Покупателя в соответствии с ГОСТ, ТУ и др. НТД: 1. 100%-УЗК 0, 1, 2, 3 класса сплошности по ГОСТ 22727-88. 2. Обрезная кромка. 3. Плоскостность: высокая, особо высокая. 4. Термообработанный: контролируемая прокатка, нормализцаия, закалка с высоким отпуском, высокий отпуск. 5. Z-свойства по ГОСТ 28870-90, относительное сужение в направлении толщины проката, не менее 15%, 25%, 35%.
Товары группы:
| НАИМЕНОВАНИЕ | ЦЕНА |
| Лист г/к 10ХСНД 8х2200х11200 ГОСТ 6713-91 | 52 000,00 |
| Лист г/к 10ХСНД 10х24500х12100 ГОСТ 6713-91 | 52 000,00 |
| Лист г/к 10ХСНД 12х2540х12250 ГОСТ 6713-91 | 52 000,00 |
| Лист г/к 10ХСНД 14х2480х12030 ГОСТ 6713-91 | 52 000,00 |
| Лист г/к 10ХСНД 16х2560х12000 ГОСТ 6713-91 | 52 000,00 |
| Лист г/к 10ХСНД 18х2300х11100 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 20х2540х12050 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 24х2600х12500 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 25х2550х12150 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 30х2560х12200 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 32х2100х11500 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 36х2000х8100 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 40х2500х9800 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 45х2490х10100 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 50х2150х6350 ГОСТ 6713-91 | 53 000,00 |
Наличие, размеры листа, цену уточняйте в отделе продаж.
В наличии листы: толщина 8мм-50мм ширина 1500-2500 мм
длина 2500-12500 мм
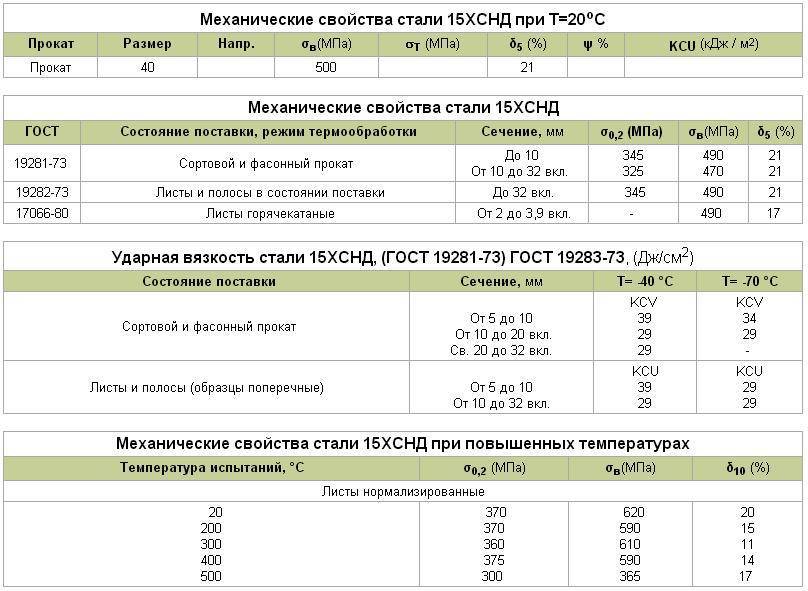
Характеристики стали 15ХСНД
| Классификация | Сталь конструкционная низколегированная для сварных конструкций |
| Применение | Из данной стали изготавливают элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до +450°С |
Общие рекомендации по технологии сварки стали 15ХСНД (и некоторых подобных низколегированных марок): в зависимости от требований, предъявляемых к сварным соединениям, толщины металла, размеров и жесткости конструкций, выбирают сталь, которую можно сваривать без последующей нормализации, либо используют рекомендуемую сталь и выбирают способ электрошлаковой сварки, уменьшающий перегрев, либо назначают высокотемпературную термообработку (нормализацию или отжиг в межкритическом интервале температур).
Выбор сталей с высокой стойкостью против перегрева необходим в случае изготовления толстостенных крупногабаритных конструкций особо ответственного назначения (например, сосудов высокого давления, работающих при низких температурах), когда другие методы повышения свойств соединений неприменимы. Конструкции, работающие при нормальных, а иногда и пониженных температурах, но не подвергающиеся тяжелым динамическим и ударным нагрузкам, например, станины ковочных прессов, гидрогенераторов и. электрических машин, корпуса и бандажи цементных печей, обшивки судов, баллеры рулей, изготовляют из низколегированных сталей типа 20ГСЛ, 15ХСНД и 08ГДНФЛ с применением электрошлаковой сварки без нормализации. Высокая работоспособность подобных соединений подтверждена безукоризненным многолетним опытом их эксплуатации.
Требуемая прочность сварных соединений сравнительно легко достигается путем применения низкоуглеродистых проволок, легированных повышенными количествами марганца (Св-10Г2, Св-08Г2С) либо марганцем, кремнием, никелем, хромом или молибденом в количестве до -1 % в различных сочетаниях (Св-08ГС, Св-10НМА, Св-08ГСМТ, Св-08ХМ и др.). Запас прочности швов, выполненных низколегированными проволоками, обычно небольшой. По этой причине для сварки соединений, подвергающихся многократной термообработке, рекомендуется применять проволоки с повышенным легированием (Св-08Г2С и Св-08ГС взамен Св-10Г2, Св-04Х2МА и 10Х2МА взамен Св-08ХМ, Св-08ГСМТ взамен Св-10НМА и т. д.).
Плавящиеся мундштуки обычно изготовляют из стали СтЗ или М16С, а электродную проволоку -из сталей, содержащих повышенное количество легирующих элементов. Хорошие результаты получаются, например, при сварке сталей типа 08ГДНФЛ или 20 (25) ГСЛ проволокой Св-08ХН2М.
Для сварки термоупрочненных низколегированных высокопрочных сталей рекомендуются электродные проволоки Св-10НМ и Св-08ХН2ГМЮ.
Помимо равнопрочности, к металлу шва могут предъявляться специальные требования, например жаропрочность и жаростойкость. Это учитывают при выборе марки проволоки. Для сварки соединений, работающих в различных агрессивных средах, предпочтительно используют проволоки той же системы легирования, что и основной металл.
При сварке конструкций из низколегированных сталей обычного назначения используют флюс АН-8. В случае сварки конструкций, не подвергаемых последующей перекристаллизационной термообработке, предпочтение следует отдавать низкокремнистому флюсу АН-22 или безокислительным флюсам типа АНФ-6.
Режимы электрошлаковой сварки низколегированных сталей мало отличаются от тех, которые рекомендованы для низкоуглеродистых сталей.





