Отличие электродов УОНИ от МР
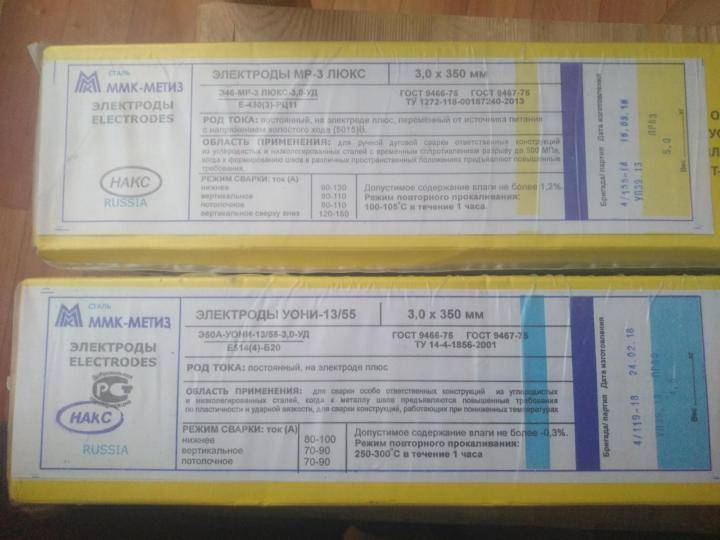
Часто новички задаются вопросом, что лучше – УОНИ 1355 или МР3. Спешим прояснить ситуацию.
Обе марки предназначены для соединения углеродистых и низкоуглеродистых сталей, разница только в характеристиках тока, необходимого для сварки. Электроды МР3 используются для сваривания любым видом тока, причем полярность не имеет значения.
УОНИ же могут качественно варить только при постоянном токе, полярность должна быть обратной. Постоянка не может в этом случае заменяться переменкой, иначе электрод будет прилипать, а сварочная дуга не будет гореть равномерно. Учитывая этот нюанс, вы можете избежать разбрызгивания металла и дефектов сварного шва.
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
- Тип сварки: ручная дуговая.
- Род тока: постоянный.
- Полярность: обратная (электрод-положительная).
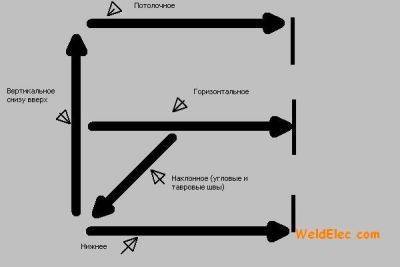
- Положение шва в пространстве – любое, кроме вертикального сверху вниз.
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
- состоящие из толстостенных заготовок;
- длительно испытывающие большие нагрузки, в т.ч. знакопеременные, давление;
- работающие в условиях низких температур.
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
УОНИ–13/55 – расшифровка и немного истории
В технической (и не только) литературе можно встретить два написания аббревиатуры этой марки, и оба можно считать в равной степени употребимыми. Исторически, начиная с года создания (1940), использовался вариант УОНИ. Дело в том, что над разработкой продукта несколько лет до этого трудились сотрудники лаборатории засекреченного тогда Научно-исследовательского института №13. Поскольку прилагательное представляет собой пусть и сложное, но одно слово, сочли, что в маркировке достаточно всего одной буквы «И». Так и было в самом раннем написании:
- У – универсальная
- О – обмазка
- Н – научно-исследовательского
- И – института
- 13 – номер 13
Разработки велись со второй половины 30-х годов. Специалистами во главе с К. В. Петранем были исследованы лучшие зарубежные аналоги из Великобритании, Германии, Нидерландов, США и Франции. Все они были последовательно протестированы одним и тем же опытным сварщиком. После определения наилучших качеств по всем ключевым параметрам были досконально исследованы материалы составов, их технологические свойства и особенности, и в последний довоенный год создан собственный электрод.
По прошествии времени и с принятием ГОСТ 9466-75 написание маркировки несколько изменилось:
- У – универсальная
- О – обмазка
- Н – научно-
- И – исследовательского
- И – института
- 13 – номер 13
Стандарт действует до сих пор, поэтому в нормативных документах корректно написание УОНИИ. Однако при коммерческом использовании, в популярной литературе, на онлайн-ресурсах широко употребляется более короткий первоначальный вариант, который все это время существует параллельно со строго официальным.
Хранение
Чтобы получить хорошее качество шва недостаточно знать, как выбрать электроды и как варить ими металл. Необходимо также правильно хранить стержни.
В идеале электроды должны храниться в отдельно оборудованном помещении, специально предназначенном для длительного содержания. В таком помещении должен быть сухой воздух и отопление. Температура воздуха не должна колебаться, оптимальное значение — +15 градусов. Чтобы добиться таких условий, необходимо использовать систему кондиционирования.
Читать также: Схема центрального отопления двухэтажного дома
Если помещение находится под землей, то необходимо сделать качественную гидроизоляцию. Чтобы лишняя влага не проникала на склад. Но мы все понимаем, что добиться таких условий в гараже или в квартире практически невозможно. Так как добиться хорошего хранения без больших затрат?
Прежде всего, постарайтесь хранить электроды в постоянно отапливаемом помещении. Если вы на зиму закрываете гараж и не бываете в нем до весны, то лучше забрать электроды домой и хранить их в темном сухом месте. Пусть это будут антресоли и верхняя полка шкафа. Если у вас отапливаемый гараж, то позаботьтесь, чтобы электроды хранились в специальном футляре. Вы можете сделать его своими руками из куска пластиковой трубы небольшого диаметра.
Если вы все-таки нарушили правила хранения и электроды напитались влагой, то прокалите их в электропечи в течении часа. Если электроды крошатся, то с этим ничего не сделаешь. Перечитайте правила хранения и не допускайте ошибок.
Рейтинг электродов переменного тока

Типы электродов для сварки переменным и постоянным током. Вид тока обозначается во всех маркировках расходников – это всегда последняя цифра. Главное – запомнить, что если в маркировке на последнем месте стоит 0, то электрод не годится для сварки переменным током.
ОЗС – 12 с рутиловым покрытием. Самый распространенный вид электродов для сварки переменным током, с которым работают практически на всех аппаратах российского производства. Отлично варит детали из углеродистых сталей, приемлемы для соединений ответственных конструкций. Значительные преимущества данных электродов – возможность работать в любом положении в пространстве, отсутствие пор в шве, стойкая дуга, вполне приемлемая доза токсических газов, выделяемых во время процесса сварки.
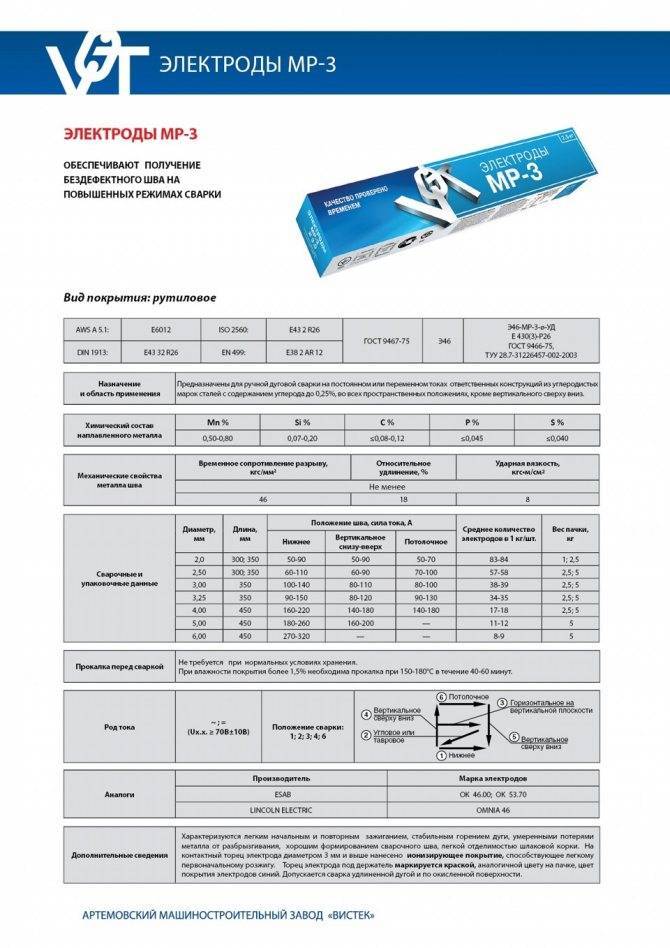
МР – 3 созданы для сварки низкоуглеродистых сталей. Преимущества похожи: отличная стойкая дуга, приемлемое разбрызгивание металла. Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки.
АНО – 4 также используются для углеродистых сталей. Отличная дуга, которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
МР – 3С отличаются своей высокой универсальностью: годятся и для низколегированных, и для углеродистых сталей. Дуга поджигается легко и мгновенно, шов защищен от шлака и окислов за счет рутилового покрытия. Швы выходят ровными и прочными, они выдерживают значительные нагрузки. Работать с ними можно в любом положении в пространстве.
АНО – 6 используются для соединений деталей из низкоуглеродистых сталей. Не боятся ржавчину, окалину и грязь. Дуга стойкая и легко поджиигаемая, шов формируется правильно.
ОЗС – 4 для углеродистых сталей, варить можно в любых пространственных положениях. Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины
Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.
АНО – 21 также предназначены для сталей с углеродными добавками и низколегированных сплавов. С ними очень просто обращаться, работать можно в каких угодно положениях, используются также совместно с инвертором и трансформатором полуавтоматического типа
Металл во время работы почти не разбрызгивается, легко отделяется шлак в виде корки. Дуга с отличными качествами – стабильная и мягкая.
ОЗС – 6 предназначаются для углеродистых сталей. Отличаются высокой проходной скоростью, что дает высокую производительность труда со сварочным швом прекрасного качества. Способен сваривать окисленные поверхности.
Основные марки
Сварочный аппарат никак не может обойтись без электродов, но строительный мир настолько многообразен и разнообразен, что, порой, домашний умелец просто теряется в том, что же ему все-таки следует выбрать из всего перечня, который ему предлагается
Но хотелось бы обратить внимание на несколько марок, которые считаются лучшими среди всех. Прежде всего, это электроды марки УОНИ, которые уже давно доказали свое качество и о характеристиках которого будет рассказано чуть позже
Второй тип электрода – МР3. Эта марка на сегодняшний день является очень распространенной. Ее чаще всего используют для того, чтобыосуществлять сварочные работы не самых ответственных конструкций, которые выполнены их углеродных сталей, а также они могут быть и низколегированные. Основное преимущества данного электрода заключается в том, что электрическая дуга непрерывно горит, а, таким образом, идет равномерный провар соединяемого металла, а следовательно, и такая прочность всей работы. Для работы с такой маркой можно использовать как переменный, так и постоянный ток.
Еще одна распространенная марка электродов – это ОК 46. Они непросто хороши для процесса сварки, но еще и обладают таким покрытием, как рутиловое. Поэтому исварочный шов получается прочным и надежным, ведь он даже позволяет делать повторный розжиг самой электрической дуги. Но вот не каждую сварочную операцию можно выполнять с этим катодом, так как это лучше подходит для, например, прихватки металла или же для создания корневого шва.
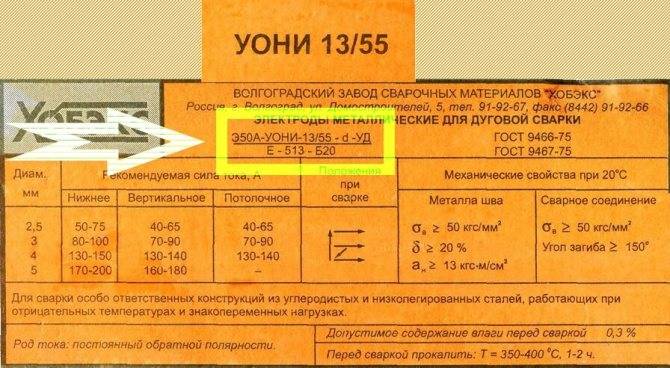
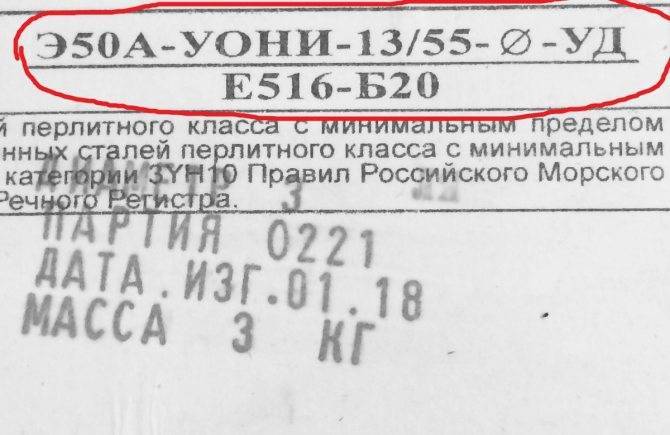
В знаменателе – кодированное обозначение (код):
буква Е – международное обозначение плавящегося покрытого электрода
ГРУППА ИНДЕКСОВ, УКАЗЫВАЮЩИХ ХАРАКТЕРИСТИКИ МЕТАЛЛА ШВА ИЛИ НАПЛАВЛЯЕМОГО МЕТАЛЛА
6.1. Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2)
6.2. В условном обозначении электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) первый индекс двузначного числа соответствует среднему содержанию углерода в шве в сотых долях процента; последующие индексы из букв и цифр показывают содержание элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру°С, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (35 кгс?м/см2).
Пример: E-12X2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20°С имеет ударную вязкость 34 Дж/см2 (3,5 кгс?м/см2).
6.3. В условном обозначении электродов для сварки теплоустойчивых сталей содержатся два индекса:
- первый указывает минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс?м/см2);
- второй индекс – максимальную температуру, при которой регламентированы показатели длительной прочности металла шва.
6.4. Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящих из трех или четырех цифр:
- первый индекс характеризует стойкость металла шва к межкристаллитной коррозии;
- второй указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва (жаропрочность);
- третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей;
- четвертый индекс указывает содержание ферритной фазы в металле шва.
6.5. Условное обозначение электродов для наплавки поверхностных слоев состоит из двух частей:
первый индекс указывает среднюю твердость наплавленного металла и выражается дробью:
- в числителе – твердость по Виккерсу;
- в знаменателе – по Роквеллу.
второй индекс указывает, что твердость наплавленного металла обеспечивается:
- без термической обработки после наплавки -1;
- после термической обработки – 2.
Индекс | Твердость | Индекс | Твердость | ||
по Виккерсу | по Роквеллу | по Виккерсу | по Роквеллу | ||
200/17 | 175 – 224 | до 23 | 700 / 58 | 675 – 724 | 59 |
250 / 25 | 225 – 274 | 24 – 30 | 750 / 60 | 725 – 774 | 60 – 61 |
300 / 32 | 275 – 324 | 30,5 – 37,0 | 800 / 61 | 775 – 824 | 62 |
350 / 37 | 325 – 374 | 32,5 – 40,0 | 850 / 62 | 825 – 874 | 63-64 |
400 / 41 | 375 – 424 | 40,5 – 44.5 | 900 / 64 | 875 – 924 | 65 |
450 / 45 | 425 – 474 | 45,5 – 48,5 | 950 / 65 | 925 – 974 | 66 |
500 / 48 | 475 – 524 | 49,0 | 1000 / 66 | 975 – 1024 | 66,5 – 68,0 |
550 / 50 | 525 – 574 | 50 – 52,5 | 1050/68 | 1025 – 1074 | 69 |
600 / 53 | 575 – 624 | 53 – 55,5 | 1100/69 | 1075 -1124 | 70 |
650 / 56 | 625 – 674 | 56 – 58,5 | 1150/70 | 1125 -1174 | 71 -72 |
Пример: Е – 300/32-1 – Твердость наплавленного слоя без термообработки.
ОБОЗНАЧЕНИЕ ВИДА ПОКРЫТИЯ
А, Б, Ц, Р – см. Электродные покрытия; смешанного типа: АР – кисло-рутиловое; РБ – рутилово-основное и т.п.; П – прочие. При наличии в покрытии железного порошка более 20% добавляется буква Ж. Например: АЖ.






ОБОЗНАЧЕНИЕ ДОПУСТИМЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ
1 – для всех положений, 2 – для всех положений, кроме вертикального “сверху-вниз”, 3 – для нижнего, горизонтального на вертикальной плоскости и вертикального “снизу-вверх”, 4 – для нижнего и нижнего “в лодочку”.
ОБОЗНАЧЕНИЕ ХАРАКТЕРИСТИК СВАРОЧНОГО ТОКА И НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ
Полярность постоянного тока | Uxx источника переменного тока, В | Индекс | |
Номинальный | Пред. отклонение | ||
Обратная | – | – | |
Любая | – | – | 1 |
Прямая | 50 | ± 5 | 2 |
Обратная | 3 | ||
Любая | 70 | ± 10 | 4 |
Прямая | 5 | ||
Обратная | 6 | ||
Любая | 90 | ± 5 | 7 |
Прямая | 8 | ||
Обратная | 9 |
СТАНДАРТ НА СТРУКТУРУ УСЛОВНОГО ОБОЗНАЧЕНИЯ
ГОСТ 9466-75 “Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация и общие технические условия”.
СТАНДАРТ НА ТИПЫ ЭЛЕКТРОДОВ
ГОСТ 9467-75 “Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей”.
ГОСТ 10051-75 “Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами”.
Положительные и отрицательные стороны УОНИ
Полезные свойства данных электродов были подробно расписаны в предыдущих пунктах, поэтому конкретно остановимся на недостатках. По сути, их почти нет за исключением того, что некоторые виды УОНИ нельзя использовать при сварке сверху вниз. Также неприятности могут возникнуть за счет влаги, которая впитывается в обмазку.
Но, несмотря на то, что это очень существенный недостаток, мешающий правильно гореть дуге и равномерно ложиться шву, с ним очень легко бороться. Поправить это можно при помощи прокаливания. Это процесс прогревания стержней и обмазки в печи при определенной температуре.
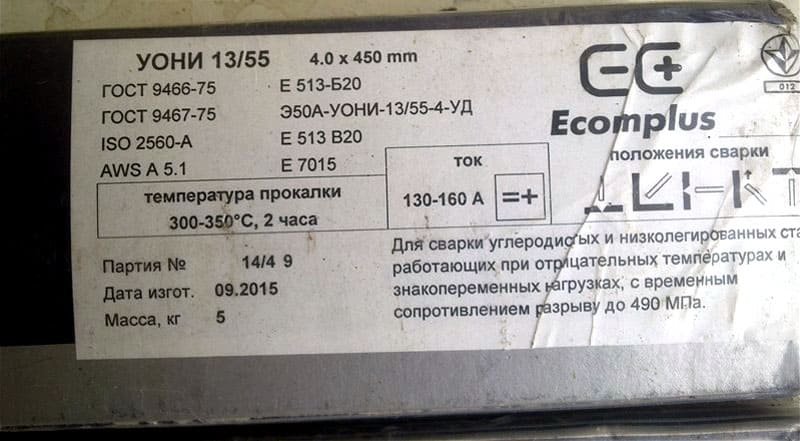
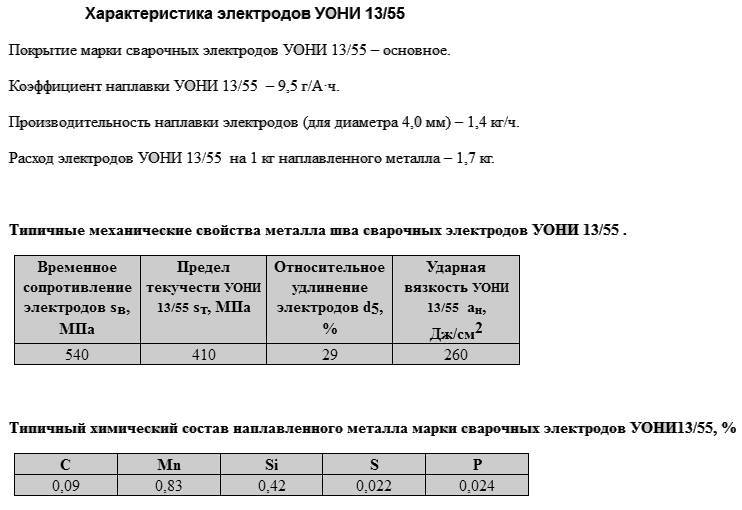
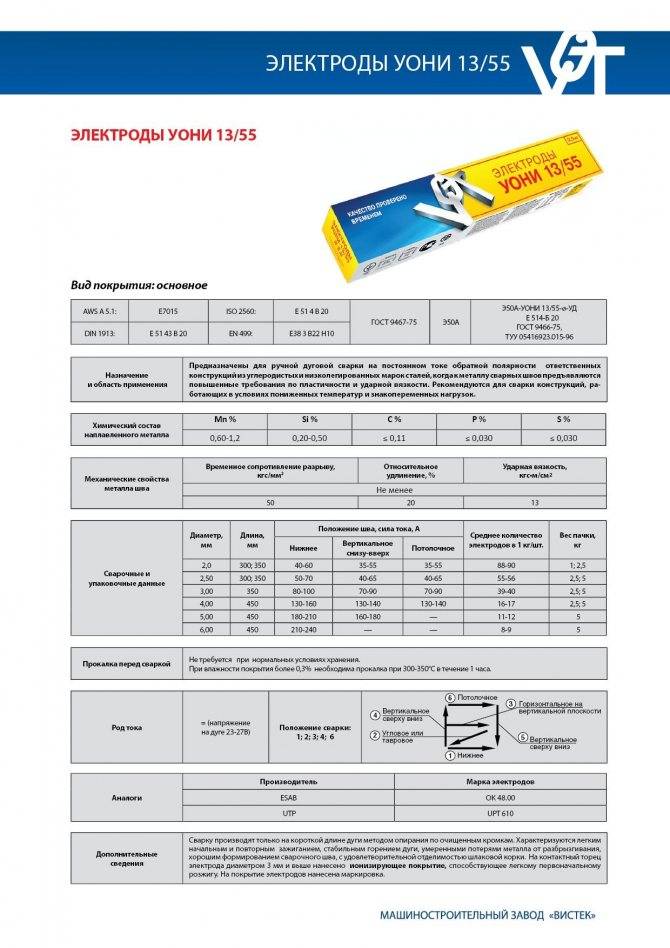
Технические характеристики УОНИ 13/55

Итак, марка УОНИ предназначена для того, чтобы осуществлять любые сварочные работы с конструкциями из металла качественно и поддерживая высокий уровень пластичности. Такие электроды можно использовать даже в самых суровых климатических условиях, где чаще всего произведение нормальных сварочных работ невозможно.
УОНИ уже много раз использовались при сварке самых серьезных конструкций и даже прошли первоначально ряд обязательных испытаний, доказав, что именно они помогают получить такой шов при сварке, который и пластичен, и имеет необходимую ударную вязкость.
Остановимся еще раз подробнее на том, каковы же все-таки технические параметры электрода УОНИ. У него основное покрытие и это играет важную роль. Коэффициентом наплавки является 3,5 г/А ч. Его расход невелик, так известно, что электродв УОНИ расходуются примерно один на килограмм того металла, который наплавлен, то есть получается в цифрах приблизительно 1,7 кг.
Существуют у таких электродов и свои преимущества перед остальными. Прежде всего шов получается очень качественным. Свойства этих швов таково, что на них не образуются даже кристаллические трещины, а также в них содержится довольно низкое содержание углерода.
Самым лучшим вариантом при работе с электродом является использование сварки на короткой дуге, где используется метод опирания. Он просто идеально подойдет даже для тех мест, где есть проблемы с энергоснабжением и оно не бывает стабильным.
https://youtube.com/watch?v=BTxQ9XqCyO8
Характеристики сварочных электродов
Сварочные электроды УОНИ-13/55К имеют следующие характеристики:
- покрытие – основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки (для диаметра 4,0 мм), кг/ч: 1,3;
- расход электродов на 1 кг наплавленного металла, кг: 1,6.
Типичные механические свойства металла шва
Типичные механические свойства металла шва, наплавленного сварочными электродами «УОНИ-13/55К», указаны в таблице № 1.
Таблица № 1.
| Временное сопротивление σВ, МПа | Предел текучести σт, МПа | Ударная вязкость aн, Дж/см2 | Относительное удлинение δ 5, % |
| 490 | 400 | 230 | 28 |
Типичный химический состав наплавленного металла
Типичный химический состав наплавленного сварочными электродами УОНИ-13/55К в сварном шве металла в % указан в таблице № 2.
Таблица № 2.
| C | Mn | Si | S | P |
| 0,06 | 0,58 | 0,24 | 0,016 | 0,024 |
Геометрические размеры, среднее количество штук в 1 кг и сила сварочного тока
Геометрические размеры сварочных электродов УОНИ-13/55К, их среднее количество в 1 кг и сила сварочного тока указаны в таблице № 3.
Таблица № 3.
| Диаметр, мм | Длина, мм | Ток, А | Среднее количество электродов в 1 кг, шт. |
| 3,0 | 350 | 60…130 | 40 |
| 4,0 | 450 | 100…180 | 17 |
| 5,0 | 450 | 140…220 | 11 |
Особые свойства
Сварочные электроды УОНИ-13/55К обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода.
Технологические особенности сварки
Сварка электродами УОНИ-13/55К имеет следующие технологические особенности:
осуществляется во всех пространственных положениях шва, кроме вертикального “сверху-вниз”, постоянным током обратной полярности;
- производится только на короткой длине дуги по очищенным кромкам;
- перед сваркой необходимо электроды обязательно прокалить при Т = 250…300°С в течение 1 часа.
Отличительные характеристики сварочных электродов марки УОНИ-13/55К от марки УОНИ-13/55
В соответствии с ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы» сварочные электроды марки УОНИ-13/55 относятся к типу «Э50А», а марки УОНИ-13/55К – к типу «Э46А». Оба типа включают в себя сталь с пределом прочности при растяжении 451 МПа (46 кгс/кв. мм) и гарантируют соответствие повышенным требованиям к швам по пластичности и ударной вязкости.







Различие между типами заключается в механических свойствах металла шва (или наплавленного металла):
- временном сопротивлении;
- пределе текучести;
- ударной вязкости;
- относительном удлинении.
Кроме того, сварочные электроды марки УОНИ-13/55 выпускаются диаметром, мм: 2,0; 2,5; 3,0; 4,0; 5,0, а марки УОНИ-13/55К – диаметром 3,0; 4,0; 5,0. Подробнее ознакомиться с характеристиками сварочных электродов УОНИ-13/55 вы можете в статье «Электроды «УОНИ-13/55». Технические характеристики».
Аналоги сварочных электродов УОНИ-13/55К
Для сварки углеродистых и низкоуглеродистых сталей рекомендуются модели следующих брендов:
- ESAB (Швеция): OK Rapid 23.50;
- OK 46.00;
- ОК48.04;
BÖHLER (Австрия):
- FOX UNA;
FOX MST;
FOX SUM;
LINCOLN (США):
- JET-LH 70;
JETWELD 2;
FLEET 5P;
UTP (Германия):
- UTP 611;
UTP 612;
UTP 617 и многие другие.
Сохранить
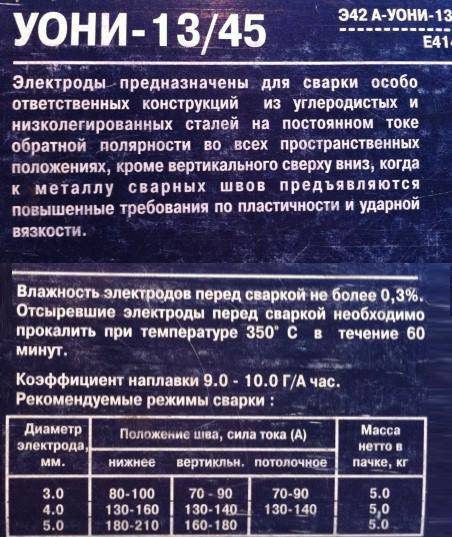
Описание и сфера применения
Расходник плавящегося типа представляет собой стальной стержень с защитным покрытием. Под действием высокой температуры обмазка выгорает и превращается в газ, отделяющий расплавленный металл от кислорода атмосферного воздуха.
Большинство электродов этого типа используется для изготовления:
- малонагруженных конструкций;
- тонкостенных труб и емкостей низкого давления.
Допускается проведение с их помощью наплавочного ремонта.
Сфера применения зависит от марки электродов Э42. Они выпускаются в разных исполнениях, отличаются диаметром и составом защитного покрытия.
Улучшенные УОНИ Э42А
Единственная разновидность с основной обмазкой.
Она содержит в себе фосфорные соединения и карбиды, предотвращает появление горячих трещин и придает шву следующие свойства:
- пластичность;
- ударную вязкость.
Об этих особенностях свидетельствует индекс «А» в маркировке.
Они позволяют использовать электроды типа Э42А для изготовления конструкций:
- предъявляющих высокие требования к надежности, в т. ч. испытывающих воздействие знакопеременных нагрузок;
- эксплуатируемых при низких температурах.
 Электроды УОНИ Э42А содержат в себе фосфорные соединения и карбиды.
Электроды УОНИ Э42А содержат в себе фосфорные соединения и карбиды.
Расходники выпускаются в категории УОНИ 13/45 и имеют следующие отличительные черты:
- Работают только с постоянным током обратной полярности (электрод-положительной).
- Требуют очистки соединяемых заготовок от ржавчины, пятен масла, грязи и воды.
- Не подходят для сварки в условиях повышенной влажности.
- Экономно расходуются благодаря наличию в покрытии железного порошка, компенсирующего потери металла на испарение и брызги.
Они капризны, поэтому от сварщика требуются опыт и сноровка. Используются сварочные аппараты инверторного типа, выпрямители не способны обеспечить стабильное горение дуги. Завышать ток не следует, поскольку это плохо отражается на качестве шва.
Виды покрытия и диаметры
Кроме основной обмазки, применяют:
Кислую. Она содержит оксиды железа, кремния и марганца
Такими электродами варят с осторожностью ввиду высокой вероятности образования в шве т.н. горячих микротрещин (межкристаллитных разрушений)
Рутиловую
Рутил представляет собой минерал с большим количеством диоксида титана. Покрытые им расходники формируют пластичный шов, по уровню раскисленности соответствующий полуспокойной стали. Они хорошо переносят большой ток, не допускают появления горячих микротрещин.
 Кислые электроды содержат оксиды железа, кремния и марганца.
Кислые электроды содержат оксиды железа, кремния и марганца.
Кислые и рутиловые электроды типа Э42 выпускаются под многими марками, например ОМА-2, ВСЦ-4 и 4М, «Огонек», ОЗС-23, АНО-6, 6М, 17 и др. Они хорошо варят не только на постоянном, но и на переменном токе и подходят для начинающих.
Диаметр расходников Э42 составляет 2-12 мм. Он подбирается в соответствии с толщиной меньшей заготовки. Данный параметр определяет силу тока. Так, для приваривания уголка №5 по ГОСТ 8509-93 с толщиной полки 6 мм необходим электрод размером 4 (мм). Ампераж составляет 120-200 А.
Расшифровка маркировок
Литера «Э» означает «электрод для ручной дуговой сварки», число 42 — временное сопротивление разрыву, которое составляет 42 кгс/кв. мм.
Полная маркировка электрода содержит и другие данные, например Э42А-УОНИ-13/45 СМ-4,0-УД ГОСТ 9467-60.
Расшифровка маркировок изделия:
- СМ-4,0 — выполнено из сварочной проволоки диаметром 4 мм.
- У — предназначено для сварки углеродистой стали.
- Д — имеет толстое покрытие. Другие варианты: С — среднее, М — тонкое.
Изделие соответствует требованиям ГОСТ 9467-60.
 Расшифровка наименований электродов.
Расшифровка наименований электродов.
Особенности работ с электродами марки УОНИ 13 55
Универсальность пространственного положения наложения сварного шва для этого вида электрода достигается применением специального вида покрытия и специального состава металлического сердечника. Так, формируя слой металла, наплавляемого на поверхность соединения марка УОНИ 13 55 должна иметь максимальное содержание следующих компонентов в металле шва:
- углерод – не более чем 0,1%;
- марганец – допустимое количество не более 0,9%;
- кремниевых составляющих до 0,37%;
- максимально допустимое количество серы 0,3%;
- фосфор, не более 0,027%.
В процессе сварки сварочная ванна формируется в небольшом облаке защитного газа, это приводит к тому, что шов, формируется с очень большой пластичностью. Относительно легко поддается формированию, но при этом при остывании он обладает свойством высокой ударной вязкостью. Глубокое, однородное соединение, не содержащее раковин и трещин, имеет более длинный по времени процесс старения и образования механических и коррозионных повреждений.
Работа с электродами марки УОНИ 13 55 требует соблюдения некоторых специфических особенностей, при которых существенно повышается качество сварного соединения и удобство работы – начальный розжиг дуги проводится легко, последующие розжиги не требуют дополнительных усилий и проводятся при стабильной мощной сварочной дуге. Однако, такое удобство работы с данным видом сварочных электродов достигается прежде всего подготовкой электродов методом прокаливания. В течение 60 минут, электроды прокаливаются при температуре около 320 градусов. Такая подготовка к использованию позволяет получить инструмент готовый к работе, при этом температура непосредственно во время работы особой роли не играет, сварочная ванна формируется правильно, а металл практически не образует разбрызгивания. Прокаленные электроды в результате не образуют разнородного по составу слоя шлака, он отделяется легко, большими фрагментами.
Сфера применения
Универсальность использования и отличные качества результатов соединения позволяют применять сварочные электроды УОНИ 13 55 в местах ответственных работ, требующих надежности соединения и одновременно легкости их применения:
- сварка арматурного каркаса железобетонных изделий;
- ремонтные работы трубопроводов;
- герметизация порывов резервуаров;
- устранение трещин без сквозного дефекта металла;
- монтажные работы ответственных несущих конструкций
- наплавление слоя металла.
Расчет применения сварочных электродов этой марки, характеристики соединений которых позволяют брать в расчеты величину сопротивления на разрыв более 490 Н/мм2 делает их незаменимыми для напряженных конструктивных элементов. А ударная вязкость образуемого шва при расчетах определяется как 127,4 Дж/см2.
Во многом эффективность работы определяется соответствием сварочного тока диаметру электрода и тому, в какой плоскости будет располагаться свариваемый шов. Величина тока влияет и на другие показатели, например, на скорость наплавки металла и расходу электродов на эту операцию. Так для наплавки 1 кг соединительного шва при нормальной температуре воздуха понадобиться 1,65 кг электродов этой марки, при этом выход наплавленного металла составит около 93% от массы стержней.
Самым малым диаметром, выпускаемым промышленностью электродов УОНИ 13 55, является диаметр стержня 2 мм, далее размеры имеют следующие показатели – 2,5 мм, 3 мм,4 мм, 5 мм и 6 мм. Длина варьируется от 300 мм до 450 мм, шаг размерности составляет 50 мм.
Практическое применение электродов УОНИ 13 55 зависит от диаметра и положения сварочного шва. Для диаметров 2 — 2,5 – 3 и 4 мм применяется все три положения, а вот для 5 и 6 мм это в основном только нижнее и вертикальное положение швов.
Величина сварочного тока для работы в нижнем положении несколько выше чем для остальных видов. Так, для вертикальных и потолочных видов сварочных работ электродов данной марки применим сварочный ток от 130 до 160 ампер, а вот для нижнего положения он определяется от 160 до 190 ампер у электродов диаметром 4 мм.