Как изготовить нож из рапида своими руками
Стали марок: Р10, Р12, Р14, Р18 и семейство Р6М5 великолепно подходят для создания режущих элементов. Хрупкость пильных полотен, несколько преувеличена.
Не следует изготавливать слишком длинные клинки и ковырять ими канализационные люки. Проблем с ножом в будущем использовании не возникнет.
Рапидный сплав довольно вынослив к нагрузкам, предназначен к длительным нагрузкам. Правильное изготовление клинка гарантирует все доступные его качества. Дадим краткую инструкцию по изготовлению клинка своими руками из ходовой стали марки Р6М5.

Самодельный нож из быстрореза.
Требуемые материалы и инструменты
Сплав довольно стоек к механическим воздействиям. Сложности при изготовлении возникнут однозначно, бояться их не подобает русскому мастеру. Материалы потребуются:
- деревянный брусок и эпоксидный клей (для рукояти);
- кусочек латуни, бронзы либо меди;
- пропиточный лак, масло.
Полотно ножовки марки стали Р6М5 – заготовка. Защитные очки и перчатки, работа предстоит пыльная и трудоёмкая. Инструментарий следующего типа:
- УШМ «болгарка», набор дисков различного назначения;
- тиски, молоток, лобзик, напильники, плоскогубцы;
- точильный станок, круги к нему с различным зерном;
- надфиль, дрель и набор свёрл;
- маркер, наждачная бумага, струбцина;
- ёмкость с водой.
Рукоять всадного типа подойдёт идеально. Выбор остановить стоит на ней.
Изготовление основного профиля
Шаблоном пользоваться не следует, чертёж маркером выполнить лучше на самом полотне. Специфические качества стали, позволят делать надрезы в соответствии с изображением. А плоскогубцами обламывать по резу, кусочки стали. Чертёж выполняется вместе с хвостовиком.
По окончании процесса получим грубую, черновую заготовку клинка. На точильном станке дорабатываем деталь. Убираем лишний металл, стачивая на круге с крупным зерном. Проточки на хвостовике помогут лучшему склеиванию с деревом.
Скосы и шлифовка клинка
Размечаем симметричные скосы, процесс довольно ответственный, отнестись стоит с аккуратностью. Перегрев стараемся не допускать, окунаем периодически клинок в воду. Для выведения чётких спусков поможет специальное приспособление.

Шлифовка клинка для ножа.
Круг точильного станка необходимо сменить, ставится самое мелкое зерно. Убедившись в симметрии спусков, допустимо произвести первичную заточку заготовки. Заключительная шлифовка производится вручную, с помощью наждачной бумаги.
Попутно изготавливаем больстер, подходящий по размерам кусочек латуни, размечаем под клинок. В соответствии с разметкой необходимо просверлить небольшие отверстия. Затем их расширить при помощи надфиля для вставки клинка.
Изготовление рукояти
Пильную заготовку, обязательно необходимо обернуть скотчем, для продолжения безопасной работы. Деревянный брусок следует разметить и в соответствии с хвостовиком насверлить в нём отверстия. Произвести примерку вместе с больстером.
Сидит идеально? Идём дальше:
- Можно приступать к склеиванию деталей. Эпоксидку рекомендуют смешивать с деревянной стружкой. Залив в отверстие будущей рукояти клей, вставляем больстер и клинок. Укрепляем конструкцию в струбцину. Оставляем на сутки засохнуть клею.
- Высохнув, освобождаем заготовку. Размечаем будущую рукоять и снимаем лишнее лобзиком. Черновой вариант рукояти готов.
- Доводим до анатомической или другой формы с помощью наждачной бумаги. Самым мелким зерном обрабатываем в заключение.
Пропитываем рукоять маслом или специальной жидкостью. Это придаст изделию водоотталкивающие качества и меньшую подверженность гниению. Остаётся заточить клинок по всем правилам.
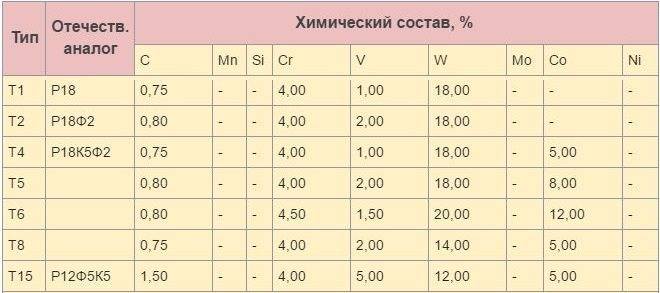
Виды HSS-сталей
HSS-стали бывают трех категорий:
- вольфрамовые (Т1-Т15);
- молибденовые (М1-М36);
- высоколегированные (М41-М62).
Чаще всего применяют марку Т1 и сплав с добавлением кобальта и ванадия Т15. Сталь Т15 используют для производства инструмента, который нужен для работы при высоких температурах и повышенном износе.
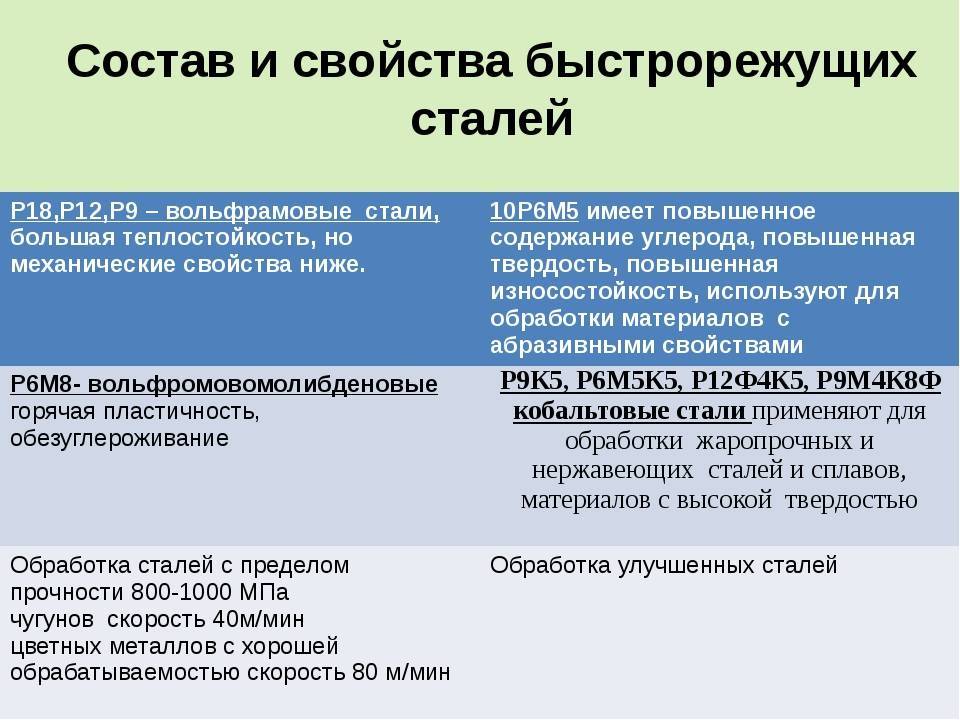
Вольфрамовые стали
Не самая популярная разновидность. Связано это с тем, что вольфрам встречается достаточно редко и стоит дорого. Самые распространенные марки вольфрамовой стали Т1 и Т15. Второй содержит кобальт и ванадий, поэтому подходят для выпуска принадлежностей, к которым выдвигаются повышенные требования прочности и устойчивости к высоким температурам.
Молибденовые HSS-сверла
Основной легирующий компонент сталей этой группы — молибден. Также в разных количествах могут содержаться:
- вольфрам,
- кобальт;
- ванадий;
- углерод;
- и иные компоненты.
Самое широкое распространение получили HSS-сверла, изготовленные из следующих типов молибденовых быстрорежущих сталей.
- M1. Из стали данной марки (8 % молибдена) производят инструменты общего назначения. Такие HSS-сверла отличаются высокими гибкостью и стойкостью к ударным нагрузкам. Красностойкость ниже, чем у аналогов.
- M2 (отечественный аналог — Р6М5). Это самый распространенный материал для производства HSS-сверл. Сплав содержит 6 % вольфрама и 5 % молибдена. Обладает сбалансированными прочностью, твердостью и теплостойкостью.
- M3 (отечественный аналог — Р6М5Ф3). Этот сплав также содержит 3 % ванадия. HSS-сверла из такой стали отличаются более низкой абразивной изнашиваемостью.
- M7. Основные легирующие компоненты — молибден (8,75 %), ванадий (2 %) и вольфрам (1,75 %). Сверла, изготовленные из этой HSS-стали, применяют для сверления твердых и толстолистовых металлов.
- M35 (отечественный аналог — Р6М5К5). Кроме вольфрама молибдена и ванадия данный сплав содержит кобальт (5 %), а также в небольших количествах марганец, кремний и никель. Преимущества этого материала — хорошая вязкость, отличная шлифуемость, тепло- и износостойкость. HSS-сверла, изготовленные из данного сплава, применяют при обработке заготовок из улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки.
Высоколегированные HSS-сверла
Для производства высоколегированных HSS-сверл (обладающих высокой ударной вязкостью и эксплуатируемых в холодных условиях), используют сплавы молибденовой группы, которые подвергают специальной термической обработке.
- M47 (отечественный аналог — Р2АМ9К5). В больших количествах содержит молибден (9 %) и кобальт (4,7–5,2 %). Сплав имеет повышенную склонность к обезуглероживанию и перегреву при закалке. Шлифуемость — низкая. HSS-сверла из этого сплава применяют для обработки заготовок из улучшенных легированных и нержавеющих сталей.
- M42. Содержит большое количество кобальта и молибдена (8 и 9,5 %, соответственно). HSS-сверла, изготовленные из этого сплава, отличаются повышенными красностойкостью и устойчивостью к истиранию. Такие инструменты применяют при обработке вязких и сложных металлов.
Это интересно: Устройство, принцип работы и схема сварочного инвертора. Виды и классификации
Химический состав и характеристики
В зависимости от легирующих элементов стали HSS делятся на три основных группы:
- Т – с высоким содержанием вольфрама.
- М – для легирования использован молибден.
- Высоколегированная группа.
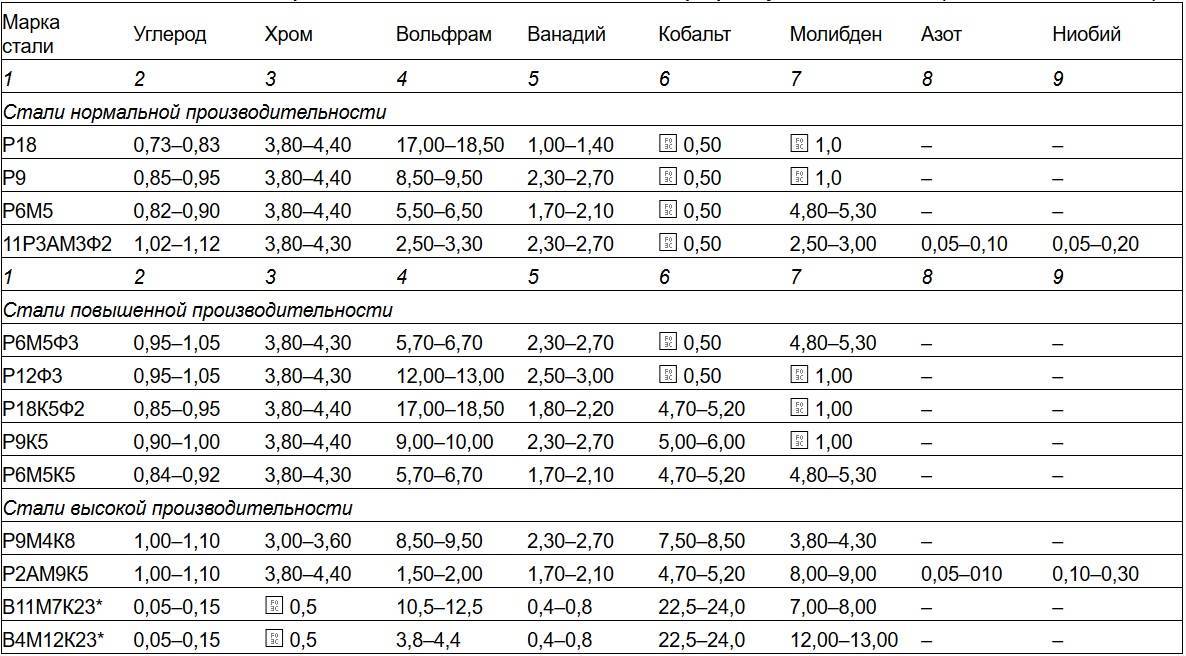
Аналогами отечественных марок стали являются Р18, Р6М5 и другие сплавы Р, широко применяемые для изготовления инструментов.
HSS-стали с высоким содержанием вольфрама применяются редко по причине высокой стоимости. Наибольшее применение получили марки Т1 и Т15, первый относится к сплавам общего назначения, второй, помимо вольфрама, содержит ванадий и кобальт, что обеспечивает высокую стойкость к износу и работе в высокотемпературном режиме.
Горячая твердость
При использовании режущих приспособлений в процессе работы происходит постоянное выделение тепла, при этом около 80% тратится на разогрев инструмента. Температура режущей кромки повышается и происходит отпуск материала, что влечет за собой понижение его твердости. Тем не менее быстрорежущая сталь сохраняет свои показатели даже при нагреве до 500-600оС.
Это интересно: Мартенсит и мартенситные стали: виды, структура, превращение
Красностойкость
Показатель, учитывающий временной промежуток, в период которого сталь сможет выдержать повышенную температуру, не меняя своих эксплуатационных характеристик. Завышенный показатель трения приводит к разогреву металла, от чего происходят изменения в кристаллической решетке. В результате некоторые свойства быстрорежущей стали существенно меняются.

Сопротивление разрушению
Материал, который применяют для изготовления режущего инструмента, должен обладать высокими механическими свойствами — сопротивлением хрупкому разрушению. Высокая прочность сплава обеспечивает режущему приспособлению стойкость к большому усилию, подаче и глубине резания, что в свою очередь приводит к повышению производительности процесса.
Расшифровка маркировки данного сплава
Расшифровка маркировки стали Р6М5 следующая:
- Буква «Р» означает быстрорежущая или рапидная сталь, так как для маркировки бралось сокращение от английского слова «rapid» (на русском читается как рапид), которое в переводе означает «быстрый». А число, которое стоит за этой буквой обозначает процентное соотношение вольфрама в этом сплаве. В данном случае оно равняется 6 %, с небольшими отклонениями.
- Буква «М» показывает на то, что в составе этого сплава присутствует молибден. А число, которое стоит за буквой, также показывает количество его нахождения в сплаве этого металла в процентах.

Пример расшифровки маркировки
Если к этой стали больше не прибавляется никаких дополнительных элементов, то на этом обозначение ее заканчивается. Если же, к сплаву добавлен кобальт, то обозначаться она уже будет, Р6М5К5. Маркировка «Ф» — ванадий, «Т» — титан и другие добавочные элементы.
По ГОСТу сталь Р6М5 делится на следующие изделия, который принадлежит одному из межгосударственных стандартов. В нем описаны все технические требования, относящиеся к этой марке. Хоть и металлопрокат в последнее время переходит уже на твердые сплавы, эта марка все еще удерживает свои лидирующие позиции в спросе на рынке.
https://youtube.com/watch?v=ccSlXrxQTSg
Ниже перечислены некоторые изделия из сплава этих металлов и соответствующий ГОСТ к ним:
- круги горячекатанные относятся к ГОСТу под номером 2590-88;
- калиброванный прут имеет ГОСТ 7417-75;
- полосы и пруты (для изготовления этих изделий используется разновидность стали Р6М5К5) – ГОСТ 19265-73;
- круги, у которых имеется специальная отделка верхнего слоя имеют ГОСТ 14955-77.
Скачать ГОСТ 2590-88
Скачать ГОСТ 7417-75
Резцы токарные подрезные прямые из быстрорежущей стали (Р18) ТУ 2-035-491-76
| Резец токарный подрезной прямой 6х6х50 | 430 руб. Купить |
| Резец токарный подрезной прямой 6х6х80 | 450 руб. Купить |
| Резец токарный подрезной прямой 8х8х50 | 410 руб. Купить |
| Резец токарный подрезной прямой 8х8х80 | 430 руб. Купить |
| Резец токарный подрезной прямой 8х8х100 | 460 руб. Купить |
| Резец токарный подрезной прямой 10х10х60 | 390 руб. Купить |
| Резец токарный подрезной прямой 10х10х100 | 450 руб. Купить |
| Резец токарный подрезной прямой 10х10х120 | 480 руб. Купить |
| Резец токарный подрезной прямой 12х12х70 | 470 руб. Купить |
| Резец токарный подрезной прямой 12х12х100 | 630 руб. Купить |
| Резец токарный подрезной прямой 12х12х120 | 690 руб. Купить |
| Резец токарный подрезной прямой 16х16х80 | 820 руб. Купить |
| Резец токарный подрезной прямой 16х16х100 | 1020 руб. Купить |
| Резец токарный подрезной прямой 16х16х150 | 1680 руб. Купить |
Применение Р6М5 в производстве и быту
Р6М5 часто применяют для производства ножей, причем как в серийном производстве, так и в быту. Надо отметить, что правильно заточенный нож справляется практически любым материалом, в интернете можно найти видео где видно как нож, произведенный из этой марки, режет пластину из металла.
Несмотря на высокую цену, ножи из Р6М5 весьма популярны в быту, но проблема заключается в том, изделие из этой стали сложно заточить и поэтому чаще всего такой нож можно встретить у охотников, туристов и пр.
Практически в каждом доме можно встретить электроинструмент, а вот вся технологическая оснастка и инструмент выполняется из Р6М5.
Сверла из этой стали применяют для различных работ по дому. Из этого сплава производят такие изделия, как:
- простые сверла, заточенные с одной стороны;
- выполненные в виде коронки, они предназначены для гипсокартона;
- с концовкой, выполненной в форме копья.
Конечно, из этой стали производят и сверла для работы с металлом.
В промышленности, Р6М5, применяют для изготовления различного инструмента, например:
развертки;
плашки (лерки);
долбежные резцы;
полотна для ручных и механических ножовок.
Особенности заточки
Изделия из Р6М5 подвергаются периодическому затуплению. Сразу можно сказать, что обыкновенные круги, выполненные из электрокорунда, вряд ли помогут выполнить заточку. Для этого целесообразно применять абразивы, изготовленные на основании эльбора.
Для заточки и правки применяют круги плоского профиля (ПП), а также чашечные. Но заточка кругами на основе эльбора имеет свои недостатки, выражающиеся в некачественной чистоте поверхности и появлению изменений в структуре металла.
Для достижения максимального эффекта от заточки Р6М5 рекомендовано выполнять заточку в два захода:
- предварительная, для этого применяют круги с зерном 40;
- чистовая, для этого используют круги с зерном 25 — 16.
Применение сплава
Положительные характеристики данного сплава помогли найти применение этой стали в домашнем обиходе. Из нее изготавливают ножи. Причем, если изделие будет правильно заточено, то оно сможет резать не только плоть животного, но металлическую тонкую пластину.

Диски из стали Р6М5
Единственным минусом такого изделия является его заточка. Но, если знать все хитрости правильной заточки, то данный инструмент станет очень полезным в быту. Такими изделиями чаще всего пользуются охотники и туристы.
Несмотря на дорогую стоимость, применение сплава для ножей стало очень популярно в быту.
У каждого мужчины в доме имеется электроинструмент, в котором, в виде вспомогательной оснастки к нему, используются сверла из этого типа стали. К разновидностям сверл, которые изготавливаются из этой стали Р5М6 относятся:
- корончатые, которые используются для гипсокартона;
- ступенчатые;
- сверла, предназначенные для камня, дерева или металла.

Нож из стали Р6М5

Сверла, изготовленные из стали Р6М5

Нож клиновый рифлённый
Из данного материала изготавливают не только сверла и ножи. Из стали Р6М5 делают резцы долбежные, ножовочные полотна, зенковки.


Особенности
Сталь марки Р6М5 и Р18 применяют не только при изготовлении ножей, но и в производстве кранов, свёрл, промышленных режущих инструментов. Их выделяет способность сохранять твёрдость и остроту при воздействии высоких температур, значительных ударных нагрузках. Такими характеристиками сталь наделает высокое содержание углерода и вольфрама в составе.
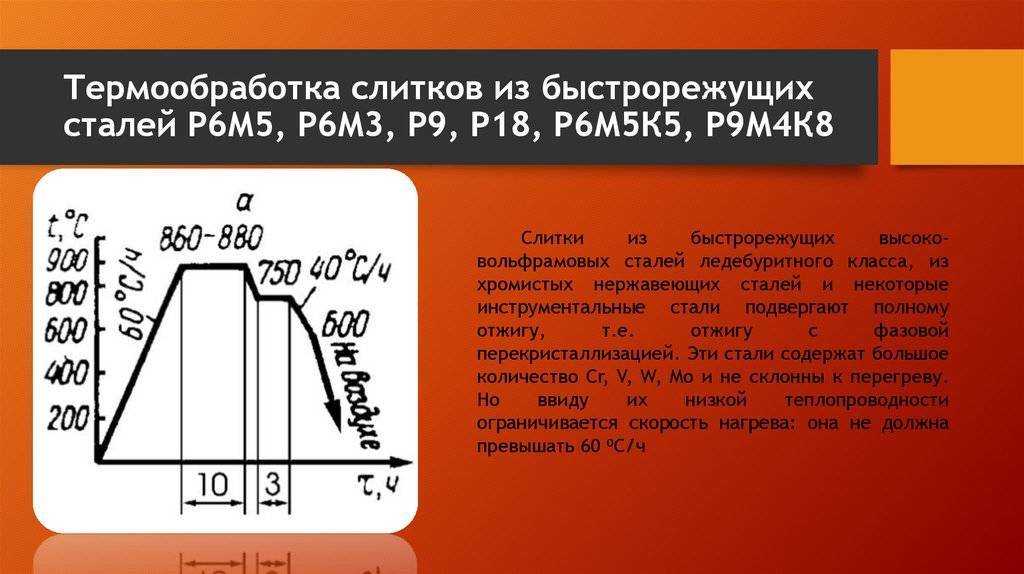
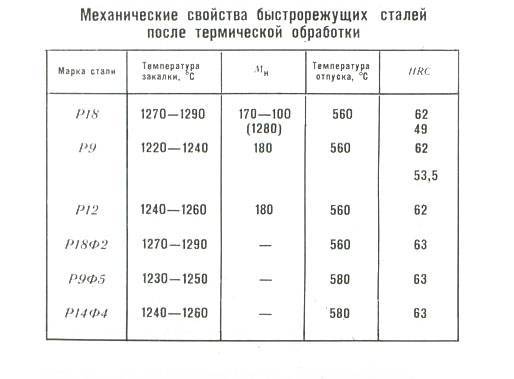
Термическая обработка
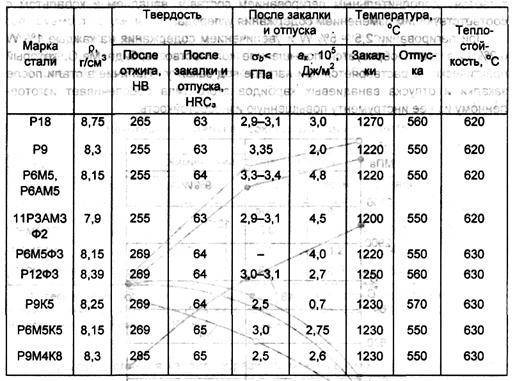
Для придания ножам из Р18 и Р6М5 повышенной прочности и износостойкости, металл подвергается соответствующей термической обработке. Она проходит в 2 этапа:
- Закаливание – нагревание до температуры 1200-1300С. Во избежание образования трещин, осуществляется постепенно. Сначала металл нагревают до температуры 400-500С, после – до температуры 800-850С. При максимальном нагреве заготовка подвергается термообработке ограниченное время (на каждый миллиметр толщины 10-15 секунд). Во время закаливания карбид разлагается, сплав насыщается вольфрамом и углеродом.
- Отпуск – проводят при температуре 550-560С. Осуществляется в 2-3 этапа, каждый длительностью не менее часа. При этом повышаются прочностные характеристики металла.
Нагрев стали проводят в специальных соляных ваннах, которые состоят из хлорида бария (78%) и натрия хлора (22%). Фтористый магний применяют для раскисления раствора.
Производство режущего инструмента
После термической обработки стали начинается производство режущих инструментов. Для этого заготовки, которые предварительно проверяют на соответствие требованиям ГОСТа, направляют на шлифовку. Изделия из стали Р18 легче шлифуются, но и меньший период времени сохраняют остроту. Ножи из сплава Р6М5 возможно заточить только при наличии профессиональных инструментов и навыков, но качество заточки у них значительно лучше. На производстве для шлифовки заготовок из стали Р18 и Р6М5 применяют специализированные станки.
 Нож Гриф сталь Р18, рукоять береста.
Нож Гриф сталь Р18, рукоять береста.
Использование при резании
Ножи из стали Р18 и Р6М5 являются быстрорезами, они универсальны в применении. Металл отлично показывает себя при нагревании и механических нагрузках. Он не теряет прочности, не деформируется. Производители ножей из данных марок стали проводили эксперименты, в ходе которых успешно справлялись не только с нарезкой различных продуктов питания (мясо, кости, хрящи), но и разрезании древесины, и даже металлических пластин толщиной в несколько миллиметров!
Изделия нашедшее место в быту и на производстве
Сталь Р6М5, ее характеристики и применение для ножей. Это довольно распространенный предмет в быту, имеется ряд его производителей с мировым брендом, например, Rapid. В интернете присутствует множество видео с экспериментами, где используются ножи из стали марки Р6М5. Действительно они хорошо перерезают такие вещи: веревки, древесину, соответственно мясо с костями, прочее. Самый яркий эксперимент связан с попыткой разрезать ножом Р6М5 металлическую пластину толщиной в несколько мм, получилось.
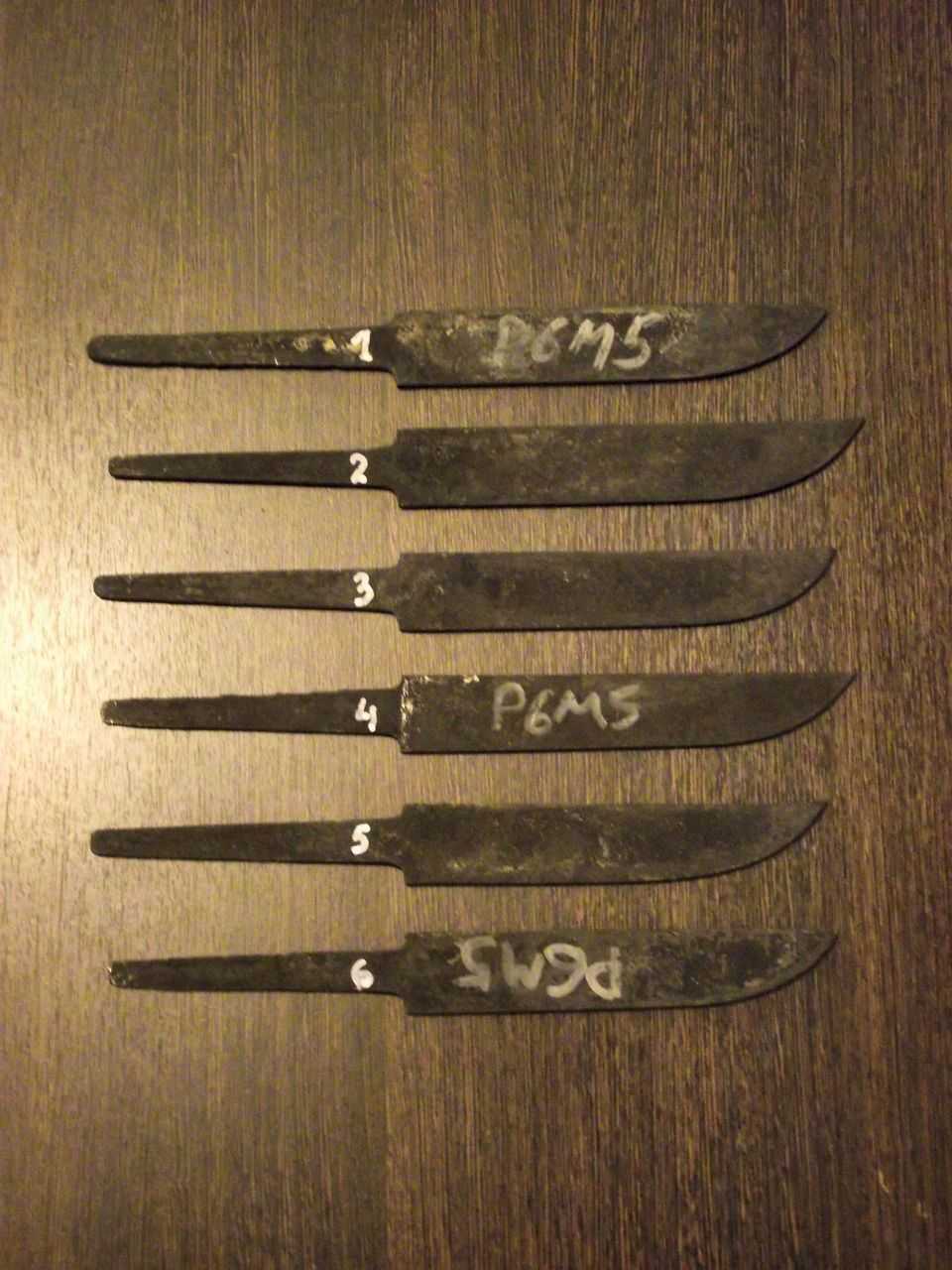
Заготовки ножей из стали р6м5 – эта сталь очень популярна в быту
Следует добавить, быстрорежущая сталь Р6М5 не имеет склонности к легкому точению. Поэтому довольно часто владельцы ножей жалуются на невозможность наточить его. Во всяком случае бытовыми точилками этого сделать не получится. Видимо поэтому изделия из Р6М5 редко встречаются именно в быту, их чаще можно увидеть, как подсобный инструмент среди слесарного инвентаря или у заядлых рыбаков, охотников.
Почти в каждом доме можно встретить бытовой электроинструмент. Вспомогательные элементы (оснастка) к нему могут изготавливаться, как раз из быстрорезов.
Сверло Р6М5 используют в производстве бытовых инструментов, предназначенных для выполнения ремонтных работ. Дополнительно, существует мнение, что сверлить закаленное железо лучше маркой Р6М5К5. Кроме того, встречаются такие разновидности сверла:
простые с односторонней заточкой;
корончатые (для гипсокартона);
ступенчатые;
копьевидные для стекла и керамогранита;
по камню, кирпичу, дереву.
Несмотря на выше отмеченный комментарий, сверло по металлу Р6М5 также довольно распространенный инструмент. Из р6м5 делают зенковки, коронки, конические машинные развертки, буры, резцы долбежные, полотна ножовочные.
Видео – Как сделать нож из Р6М5 своими руками
Углеродистые стали
Углеродистые инструментальные стали маркируются буквой У, а следующая за ней цифра показывает содержание углерода в десятых долях процента. Для изготовления инструмента применяют углеродистые качественные стали марок У7-— У13 и высококачественные стали марок У7А—У13А. Высококачественные стали содержат не более 0,02 % серы и фосфора, качественные — не более 0,03 %. По назначению различают углеродистые стали для работы при ударных нагрузках и для статически нагруженного инструмента. Стали марок У7—У9 применяют для изготовления инструмента при работе с ударными нагрузками, от которого требуется высока я режущая способность (зубила, клейма по металлу, деревообделочный инструмент, в частности пилы, топоры и т. д.). Стали марок У10—У13 идут на изготовление режущего инструмента, не испытывающего при работе толчков, ударов и обладающего высокой твердостью (напильники, шаберы, острый хирургический инструмент и т. п.). Из стали этих марок иногда изготавливают также простые штампы холодного деформирования. Углеродистые доэвтектоидные стали после горячей пластической обработки {ковки или прокатки) и последующего охлаждения на воздухе имеют структуру, состоящую из пластинчатою перлита и небольшого количества феррита, а заэвтектоидные стали — пластинчатого перлита и избыточного цементита, который обычно образует сплошную или прерывистую сетку но границам бывших зерен аустенита. Термическая обработка углеродистых инструментальных сталей состоит из двух операций: предварительной и окончательной обработок. Предварительная термическая обработка сталей заключается в отжиге при 740—760 °С, цель которого — получить микроструктуру, состоящую из зернистого перлита — псевдоперлита, так как при такой микроструктуре после последующей закалки получаются наиболее однородные свойства. Кроме того, при такой структуре облегчается механическая обработка инструмента. Окончательная термическая обработка состоит из закалки и низкого отпуска. Закалку проводят в воде от 780—810 °С, т. е, с температур, для доэвтектоидных сталей лежащих несколько выше Лс3, а для заэвтектоидных — лежащих ниже Аст.
Углеродистые стали имеют очень высокую критическую скорость закалки — порядка 200—300 °С/с. Поэтому недопустимо даже малейшее замедление охлаждения при закалке, так как это может привести к частичному распаду аустенита при температурах перлитного интервала и, как следствие, к появлению мягких пятен. Особенно быстро протекает распад аустенита в углеродистых сталях при температурах, близких к 500—550 °С, где он начинается почти мгновенно, протекает чрезвычайно интенсивно и в течение нескольких секунд полностью заканчивается. Поэтому только инструменты малого диаметра могут после закалки в воде прокаливаться насквозь. Однако при этом в них возникают большие внутренние напряжения, которые могут вызвать существенные деформации. Инструменты, имеющие крупные размеры, при закалке в воде и в водных растворах солей, кислот и щелочей, охлаждающая способность которых выше, чем воды, закаливаются на мартенсит лишь в тонком поверхностном слое. Структура же глубинных зон инструментов представляет собой продукты распада аустенита в перлитном интервале температур. Сердцевина инструментов, имеющая такую структуру, является менее хрупкой по сравнению с мартенситной структурой. Поэтому инструменты, имеющие такую сердцевину, лучше переносят толчки и удары по сравнению с инструментами, закаленными насквозь на мартенсит. Углеродистые стали наиболее целесообразно применять для инструментов небольшого сечения (до 5 мм), которые можно закаливать в масле и достигать при этом сквозной прокаливаемости, а также для инструментов диаметром или наименьшей толщиной 18—25 мм, в которых режущая часть приходится только на поверхностный слой, например напильники, зенкера, метчики. Углеродистые инструментальные стали отпускают при температурах не более 200 °С во избежание снижения твердости. Твердость окончательно термически обработанного инструмента из углеродистых сталей обычно лежит в интервале НВ.С 56—64. Достоинствами углеродистых инструментальных сталей являются низкая стоимость, хорошая обрабатываемость давлением и резанием в отожженном состоянии. Их недостатками являются невысокие скорости резания, ограниченные размеры инструмента из-за низкой прокаливаемо-сти и его значительные деформации после закалки в воде.
Сталь Р6М5К5 – компания Владресурс
Марка : | Р6М5К5 | |
Классификация : | Сталь инструментальная быстрорежущая | |
Дополнение: | Сталь имеет повышенную склонность к обезуглероживанию, хорошую вязкость, повышенное сопротивление износу, хорошую шлифуемость
| |
Применение: | для чернового и получистового инструмента при обработке улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки. | |
Зарубежные аналоги: | Известны |
Химический состав в % материала Р6М5К5
ГОСТ 19265 – 73
C | Si | Mn | Ni | S | P | Cr | Mo | W | V | Co | Cu |
0.86 – 0.94 | 0.2 – 0.5 | 0.2 – 0.5 | до 0.6 | до 0.03 | до 0.03 | 3.8 – 4.3 | 4.8 – 5.3 | 5.7 – 6.7 | 1.7 – 2.1 | 4.7 – 5.2 | до 0.25 |
Температура критических точек материала Р6М5К5.
Ac1 = 840 , Ac3(Acm) = 875 , Ar3(Arcm) = 805 , Ar1 = 765 |
Механические свойства при Т=20oС материала Р6М5К5 .
Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
– | мм | – | МПа | МПа | % | % | кДж / м2 | – |
850 | 510 | 12 | 14 | 180 | Состояние поставки |
Твердость Р6М5К5 после отжига , ГОСТ 19265-73 | HB 10 -1 = 269 МПа |
Физические свойства материала Р6М5К5 .
T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
20 | 2.2 | 8200 | 458 | |||
100 | 27 | |||||
200 | 28 | |||||
300 | 29 | |||||
400 | 30 | |||||
500 | 32 | |||||
600 | 36 | |||||
700 | 34 | |||||
800 | ||||||
900 | 29 | |||||
T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
Зарубежные аналоги материала Р6М5К5
Внимание! Указаны как точные, так и ближайшие аналоги
США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Испания | Китай | Швеция | Болгария | Венгрия | Польша | Чехия | Австрия | Юж.Корея | |||||||||||||||
– | DIN,WNr | JIS | AFNOR | BS | EN | UNI | UNE | GB | SS | BDS | MSZ | PN | CSN | ONORM | KS | |||||||||||||||
|
|
|
Обозначения:
Механические свойства : | |
sв | – Предел кратковременной прочности , |
sT | – Предел пропорциональности (предел текучести для остаточной деформации), |
d5 | – Относительное удлинение при разрыве , |
y | – Относительное сужение , |
KCU | – Ударная вязкость , [ кДж / м2] |
HB | – Твердость по Бринеллю , |
Физические свойства : | |
T | – Температура, при которой получены данные свойства , |
E | – Модуль упругости первого рода , |
a | – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град] |
l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
r | – Плотность материала , [кг/м3] |
C | – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)] |
R | – Удельное электросопротивление, |