Гибка профиля в домашних условиях
Наверняка те, кто регулярно занимается ремонтами, задавались вопросом, как согнуть алюминиевый профиль без дорогого оборудования. Ниже рассмотрено несколько способов выполнить работу своими руками.
Способ 1. Тиски и бруски
У незамкнутых профилей (например, П-образных) потребуется предотвратить потерю устойчивости стенок. Для этого необходимо использовать брусок-вкладыш, желательно, металлический, точно входящий в желоб паза. Последовательность действий мастера такова:
- положить вкладыш внутрь профиля;
- зажать заготовку в тисках так, чтобы края вкладыша и губ тисков совпадали;
- слегка изогнуть профиль;
- разжать тиски и выдвинуть профиль на полмиллиметра;
- повторить два выше описанных шага, пока не получится требуемый гнутый профиль.
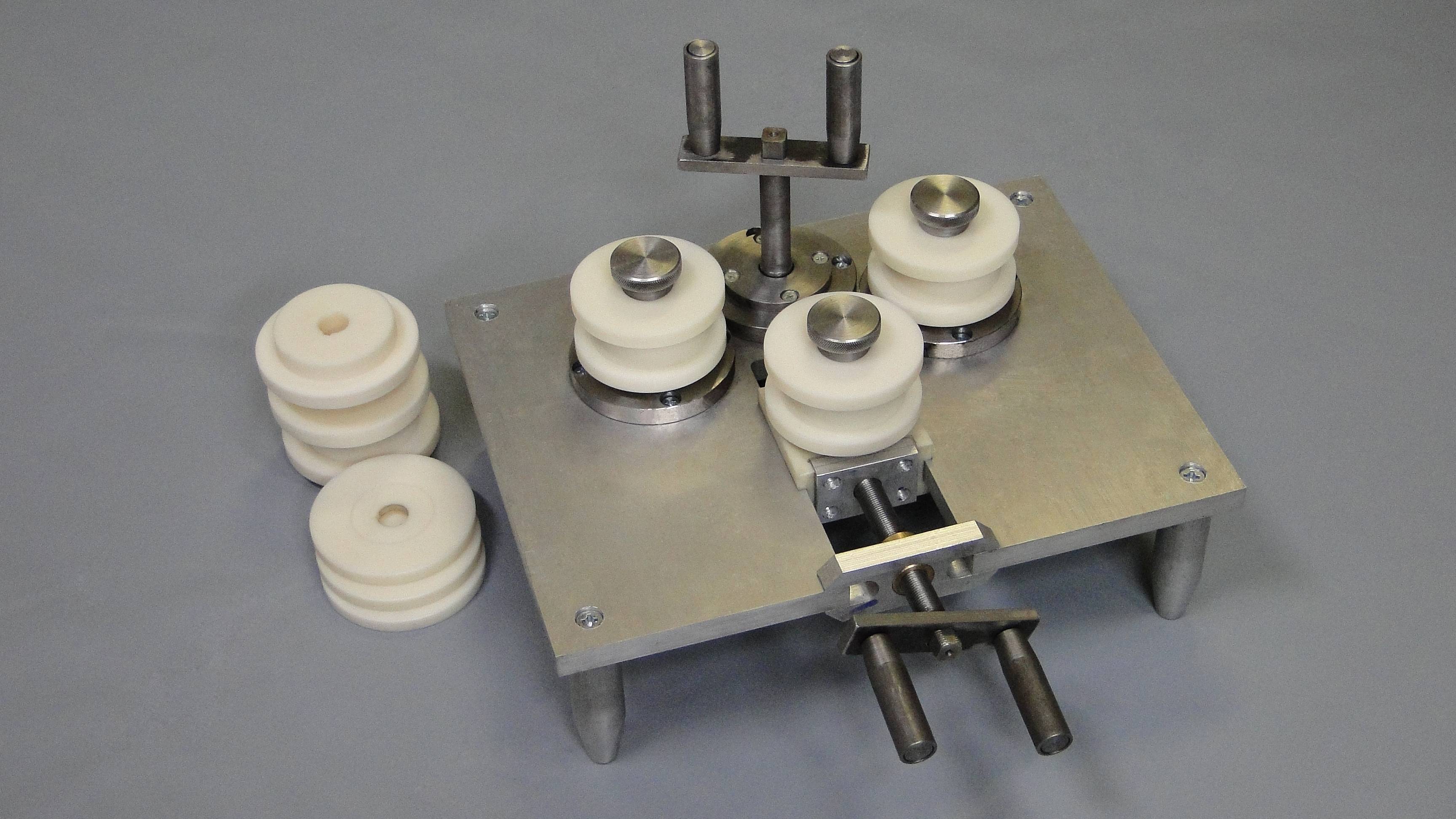
Способ 2. Самодельные ролики
Простейший способ создать аналог профилегибочного станка подразумевает следующие действия:

- купить 2-4 ролика небольшого диаметра с шириной, чуть превышающей высоту профиля-заготовки;
- закрепить изделие на ровной горизонтальной поверхности так, чтобы они могли свободно вращаться, а расстояние между ними было достаточным для прохождения профиля.
Вот и все. Чтобы загнуть заготовку в круг, будет достаточно двух роликов; для получения изделия определенного радиуса — минимум трех, причем один из них лучше сделать регулируемым, по аналогии с профилегибочными станками. Изделие из металла вставляется между роликами и аккуратно прокручивается. Пользователь контролирует прилагаемое усилие, ход работы и придерживает заготовку.
Процесс гибки
Для настройки профилегибочного станка вне зависимости от количества обычно требуется 2-3 профиля. Толщина стенки, срок хранения алюминиевого профиля, состояние его поставки и геометрические характеристики профиля — все эти показатели влияют на возможность гибки профиля с тем или иным радиусом и на последующее качество дуги. Минимальный радиус зависит также и от ширины профиля. Для качественного системного профиля шириной от 45 до 50 мм можно достичь минимального радиуса от 150 до 175 мм. Ролики должны свободно скользить по полкам профиля, в противном случае профиль может скручиваться, этот факт учитывается при установке прижима. Поверхность роликов должна быть чистой во избежание получения задиров и царапин на обрабатываемом профиле. Ввиду того, что заготовка профиля покрыта маслом, вместе со смазкой на стенки роликов попадают пыль и песчинки, которые царапают поверхность профиля. Так же, во время гибки неокрашенного профиля силой трения могут отрываться от плакирующего слоя алюминия (тонкого слоя чистого алюминия) частицы окиси алюминия, которые размазываются по деформируемой поверхности и царапают стенки профиля и роликов. Поэтому в процессе гибки периодически протирают ролики чистой ветошью и счищают с них накопившуюся грязь. Основной показатель качества согнутого профиля — сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.
Обучение гипсокартонным работам
Изгиб гиспсокартонных полос без разрезания заготовки и использования металлического профиля для их соединения, часто используют при монтаже гипсокартонных полок, а также потолочных и пристенных коробов.Для прочности и надежности дополнительно армируем бумажной лентой, для этого наносим небольшой слой шпаклевки в угол и прикладываем согнутую ленту.Такой способ позволяет согнуть гипсокартон под прямым углом в Г-образной и П-образной форме, без применения металлических профилей или деревянного бруса.
Для получения ровной и гладкой плоскости нужно воспользоваться рашпильным рубанком, специально предназначенным для шлифовки торцов гипсокартона. При помощи ножа и линейной планки (спиртовой уровень, профиль, правило и т. п.) производим надрезы, середину прорезаем несколько раз, а боковые линии только картонную бумагу.
Станок для гибки алюминиевого профиля: виды, конструкция, видео
Алюминиевый профиль широко используется при изготовлении шкафа купе и других конструкций. В процессе производства он поддается обработке. Для него гибки используют различные установки. К сожалению не каждый может позволить себе приобрести такое оборудование. Прежде всего, это связано с его высокой стоимостью. Единственный выход из сложившейся ситуации – изготовление станка для гибки алюминиевого профиля своими руками.

Промышленный станок для гибки профиля из алюминия
Назначение
Станок для гибки широко используется при изготовлении различных материалов. Так, с его помощью производят обработку труб, алюминиевого профиля и других материалов. При этом заготовки могут иметь различное сечение. С помощью такого устройства даже производится обработка металлических прутов и швеллеров. В зависимости от конструктивных особенностей, установка может одновременно обработать всю деталь или только ее определенную часть.

Станок с ЧПУ для гибки алюминиевого профиля
В домашних условиях для обработки материалов используют оборудование, изготовленное своими руками. Его особенность заключается в том, что ним можно согнуть материал без предварительного нагрева. Принцип работы основан на холодном прокате, что позволяет значительно упростить и ускорить обработку деталей.

Современные агрегаты позволяют выполнить обработку материалов любой сложности. Так, можно легко изготовить из материала спираль или замкнутый контур. Также можно выполнить регулировку угла изгиба. С помощью агрегата выполняют прокат заготовки за один раз. Все работы осуществляются с помощью специальных роликов, которые располагаются на рабочей поверхности по установленной схеме.
Разновидность конструкций
Станок для гибки алюминиевого профиля шкафов купе и карнизов делится на несколько типов. Так, они бывают:
- Электрическими. Зачастую агрегат имеет большие размеры. Поэтому чаще всего его используют в промышленных целях. Не меньшей популярностью пользуются небольшие установки для дома. Это объясняется тем, что с их помощью обрабатывают заготовки с небольшим сечением. Он используется для выполнения изгиба высокой точности.
- Гидравлическими. Используются для проката металлических изделий, в промышленных масштабах. Часто он применяются при обустройстве трубопроводов.
- Ручными. Широко используется в домашних условиях. Часто они изготовляются своими руками. Недостаток заключается в простой конструкции и низкой функциональности. Ручной станок используются для гибки алюминиевого профиля шкафов купе и карнизов небольшого сечения.
Поэтому стоит подробнее рассмотреть, как изготовить такое оборудование в домашних условиях.
Принцип работы
Принцип работы устройства основан на том, что заготовка подвергается прокату, в результате чего и получаются изгибы. Перед тем как приступать к работе, необходимо заземлить оборудование. Особенно это касается конструкций, оснащенных электрическим приводом.
Перед использованием ролики и заготовка протираются сухой тряпкой, а сама установка запускается и работает на холостом ходу на протяжении получаса. Если в процессе прогонки возникают какие-то отклонения, то оборудование останавливают и выполняют соответствующие регулировочные работы. Если это предусмотрено конструктивными особенностями, то выполняется подгонка роликов.
На начальном этапе профиль зажимается между валами, после чего производится его прокат. Радиус кривизны регулируется путем опускания и поднимания рабочего вала.
Изготовление устройства своими руками
Если устройство будет использоваться для гибки заготовок различного размера, то стоит обратить внимание на профессиональные модели, которые обладают высокой функциональностью и продуктивностью. В остальных же случаях рационально использовать станок, изготовленный своими руками
Здесь речь идет о ручном оборудовании.
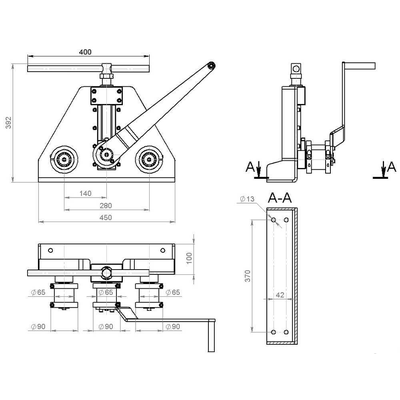
Перед тем как делать станок для гибки алюминиевого профиля купе своими руками, необходимо определить сечение деталей. Если диаметр заготовки составляет менее 2 см, то для изготовления понадобится бетонная плита. В ней делаются отверстия для металлических прутьев. Эти пруты и будут выполнять функцию тех самых роликов. Если же диаметр заготовки составляет 2 см и более, то станок для гибки своими руками имеет несколько сложную конструкцию.
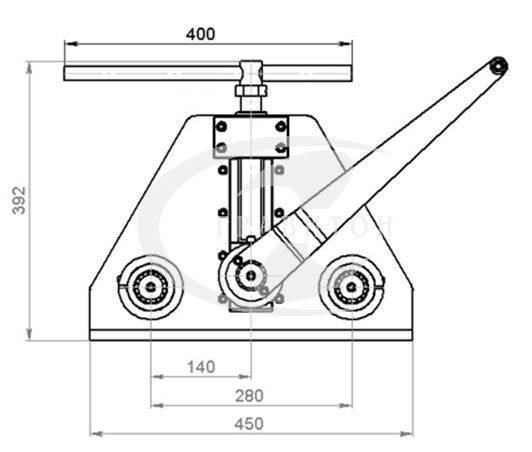







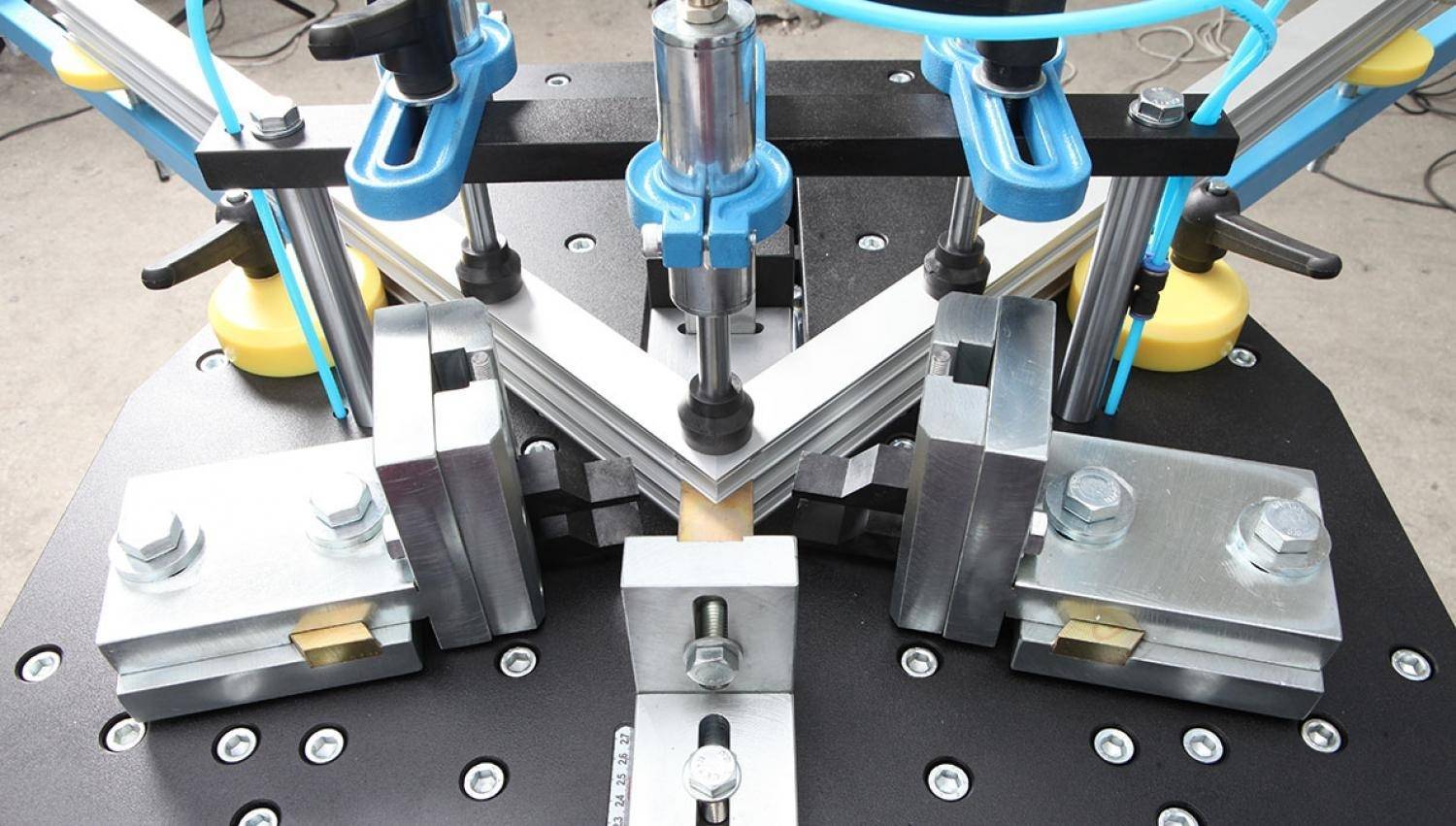
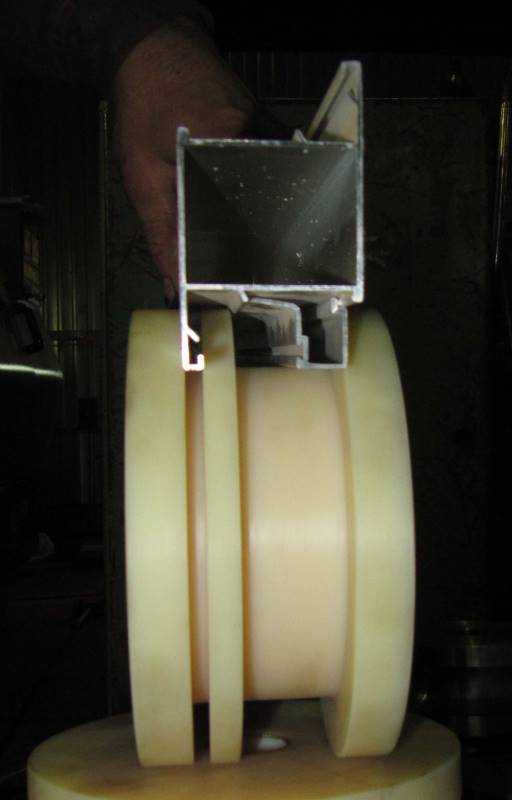
В этом случае агрегат состоит из прочного основания, на котором закрепляют ролики. Боковые грани роликов имеют круглое сечение. Радиус грани идентичен диаметру детали, которая поддается изгибу. Она пропускается через ролики. Ее движение производится с помощью лебедки. После того как материал приобретет нужных изгибов, лебедка останавливается.
Какие марки листового алюминия можно подвергать гибке
Современные производства выпускают несколько разновидностей листового алюминия, отличающегося своими физическими свойствами и пластичностью. Наибольшую популярность получили следующие виды алюминиевого листа:
- Отожженный (маркировка М). Представляет собой очень мягкий сорт алюминия, имеющий высокую пластичность и широкие деформационные возможности. К его недостаткам можно отнести то, что такой лист может легко порваться, если приложить слишком большую силу.
- Полунагартованный (маркировка Н2). По сравнению с сортом М имеет большую жесткость, но сохраняет свои пластичные свойства. Гибка листового алюминия сорта Н2 может выполняться за один проход свыше угла 90°. Повышенная жесткость такого листового алюминия позволяет предотвратить появление вмятин на его поверхности. Широкое применение он получил при выполнении облицовочных работ.
- Нагартованный (маркировка Н). Этот сорт алюминия получается методом холодного уплотнения, когда готовый листовой алюминий дополнительно пропускают через валы специального станка. В результате материал приобретает повышенную прочность, выдерживая серьезные нагрузки без деформации поверхности. Может гнуться в пределах 90°.
- Закаленный или естественно состаренный (маркировка Т). Является наиболее твердым сортом листового алюминия. Обладает высокими прочностными характеристиками, но довольно сложен в обработке. Гибка листового алюминия марки Т на холодную под углом 90° может стать причиной появления трещин. Из этого сорта металла делают детали и узлы, на которые в процессе эксплуатации возлагается очень большая нагрузка.

Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Сплавы алюминиевого листопроката принято классифицировать следующим образом:
- Технические сплавы с маркировкой 1105 и ВД1 – легко гнутся и обладают малым удельным весом листа.
- Алюминиево-магниевые сплавы с маркировкой АМГ – хорошо гнутся и устойчивы к воздействию кислот. Сделаны из легированного алюминия с добавлением магния и марганца. Основная сфера применения: баки и емкости, детали яхт и других плавательных средств.
- Пищевые сплавы с маркировкой А5 и АД – представляют собой нагартованный, полунагартованный или отожженный сорт металла.
- Сплавы повышенной пластичности с маркировкой АМЦ – материал, созданный для изготовления деталей сложной формы (автомобильные радиаторы и пр.).
- Дюралюминий с маркировкой Д – является высокопрочным сортом алюминия, способным выдержать значительную силу воздействия без изменения поверхности материала. Не способен гнуться. Чаще всего используют для изготовления изделий путем штамповки.
- Особо прочные авиационные сплавы с маркировкой В – разработаны специально для изготовления деталей авиастроительной и автомобильной промышленности, где на изделие ложится высокая степень нагрузки. Гибка листового алюминия марки В осуществляется при помощи специального метода прессования и штамповки.
В ГОСТе 21631-76 вы можете более подробно изучить особенности и технические характеристики существующих разновидностей алюминиевого листового проката.
Тонкости изготовления агрегата
Первоначальным требованием является подготовка чертежей. В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
Несмотря на простоту сборки, следует предусмотреть правильное расположение всех элементов, чтобы в процессе колоссальной нагрузки при изгибе не расшатывались детали. Неточное расположение валов и направляющих для движения каретки приведет к вырыванию профиля в работе или получения неправильного (угловатого, перекошенного) радиуса, материал будет испорчен.
Из интернета берут чертежи только в случае совпадения очертаний профиля, что на практике случается очень редко. Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
- если при составлении чертежа не были допущены ошибки технического характера, эту сторону может определить только специалист, поэтому следует проконсультироваться у опытного механика;
- описание процедуры сборки выполнено подробно и присутствуют все разметки и размеры для работы, помимо основного чертежа предусмотрены деталировочные схемы с указанием взаимного расположения рабочих и вспомогательных элементов, крепежных деталей;
- в конструкции применяются материалы и детали, приобретение которых не составит труда.
В основном составляет чертеж мастер самостоятельно, при этом в основе лежат готовые схемы, а он приспосабливает их под собственные нужды
В процессе конструирования обращается внимание на некоторые нюансы:
- очертания опорных поверхностей вальцов выбирают не только учитывая поперечное сечение профиля, но и его форму и конфигурацию, иногда такую работу проделать сложно;
- учитывается, по какой стороне профиля будет вестись изгиб, например, полка уголка будет снаружи арки или внутри нее.
Учитывать конфигурацию проката нужно для того, чтобы после прохождения профиля по валикам получить качественно изогнутый профиль без сминания его продольных выступов
Особенно это важно для изделий крупного поперечного сечения, без тщательного подбора поверхности роликов профиль придет в негодность, и его трудно будет применить по назначению
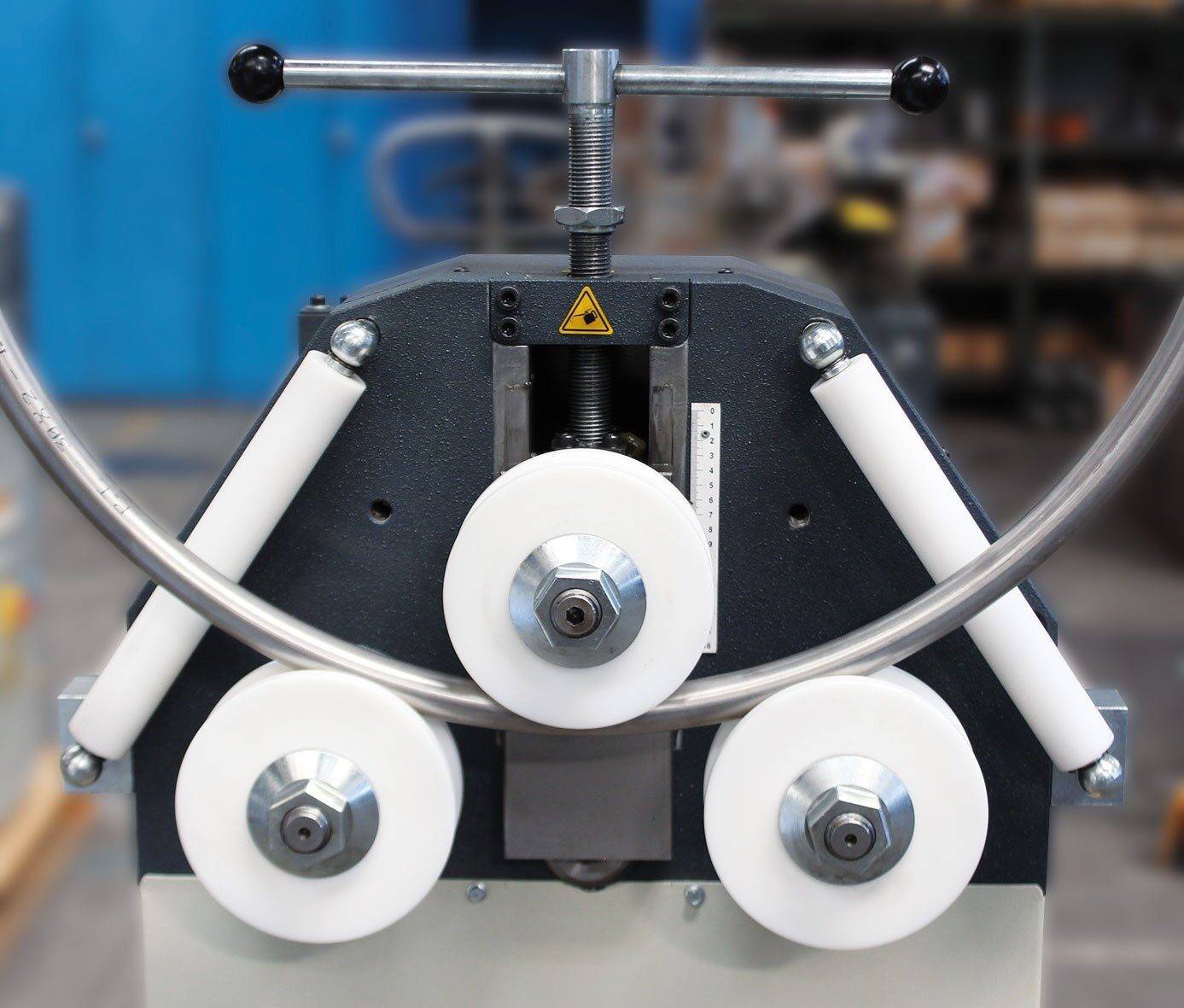
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования. Гибочный станок
Гибочный станок
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
Станок ручной для гибки арматуры.
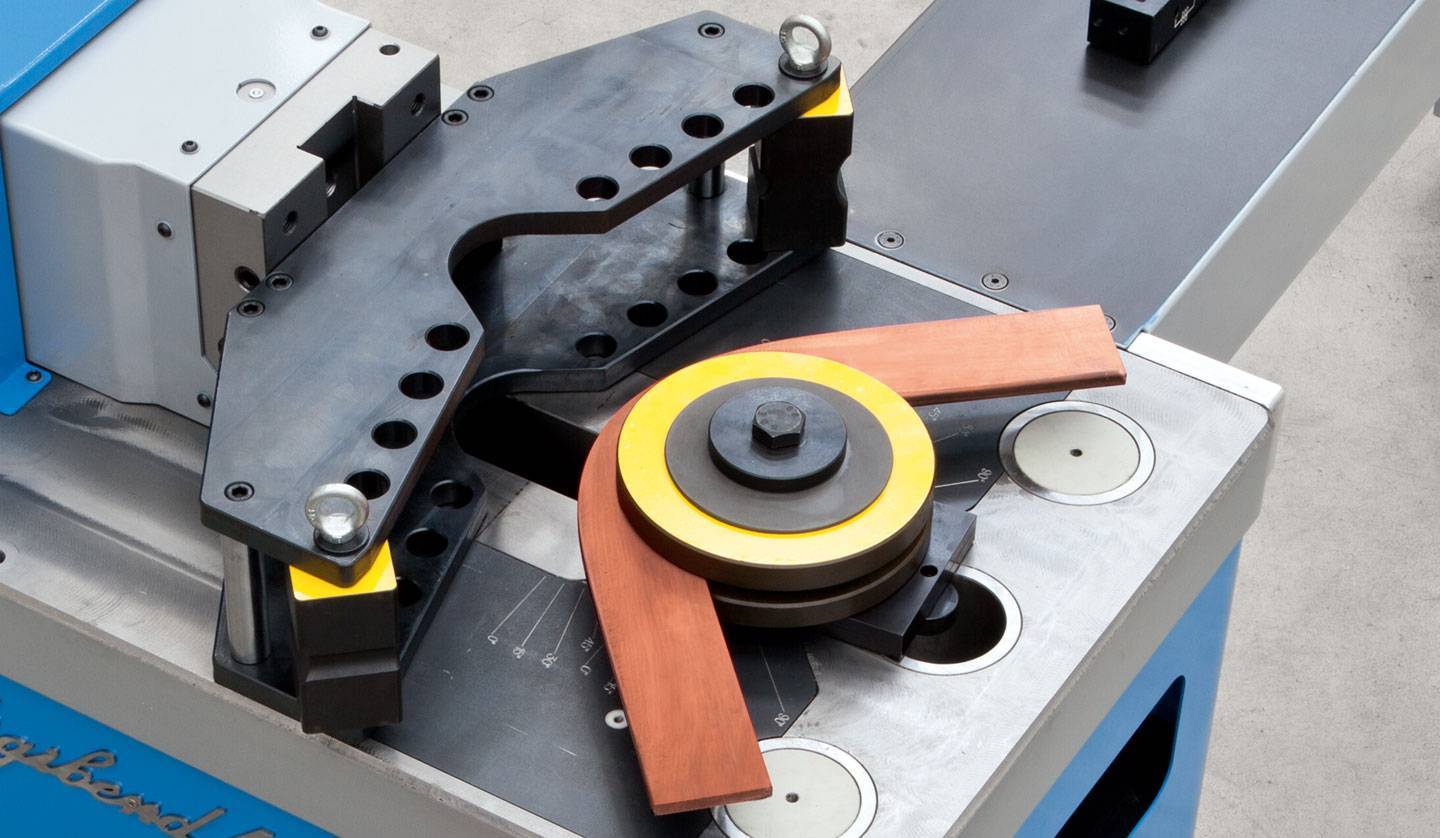
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. - Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания. - Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.






Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
Что такое листогибочный станок?
Данные механические устройства служат для получения деталей, путем холодной гибки заготовок из листового металла. Листогиб используется в разных отраслях, где требуется качественное изготовление бесшовных изделий. Эти механизмы работают с оцинкованным и черным металлом, алюминием, медью. Простота в эксплуатации способствует быстрому обучению рабочих всем нюансам технологического процесса. Положительный плюс холодного загиба – при обработке практически не повреждается окрашенное или покрытое лаком покрытие.
Устройство листогибочного станка
Покупая пресс, следует учитывать объемы производства, сложность выполняемых работ и вид обрабатываемого материала. Маленький листогибочный станок с ручным приводом имеет простое устройство, но отлично подходит для гибки металла толщиной до 1 мм. Например, такие механизмы отлично справляются с окрашенным или оцинкованным профилем при изготовлении отливов и козырьков. При толщине металла больше 1 мм лучше приобретать агрегаты с электроприводом.
Основные узлы простейшего листогибочного станка:
- станина;
- основание;
- рычаг привода;
- прижимное устройство;
- матрица гибочного механизма;
- пуансон гибочного механизма;
- регулируемые упоры.
Принцип работы листогибочного станка
Существует несколько видов прессов для штамповки. В зависимости от конструкции принцип работы листогиба может отличаться:
- Простейший листогибочный станок механический загибает материал на 90° с помощью подвижной траверсы.
- Для сложной работы нужен станок листогиб, оснащенный матрицей и пуансоном. Прижимная балка в таком оборудовании фиксирует заготовку, а процесс гибки осуществляется с помощью подвижного ползуна.
- Для получения радиусного профиля и труб существуют проходные листогибочные станки с тремя валами. Регулируя вальцы, можно добиться требуемого радиуса металлической заготовки.
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку. Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его. Гибка алюминия считается простым технологическим процессом, который требует знания некоторых особенностей. Если знать разновидности этого металла и использовать правильное оборудование можно избежать нарушения целостности металлических заготовок.
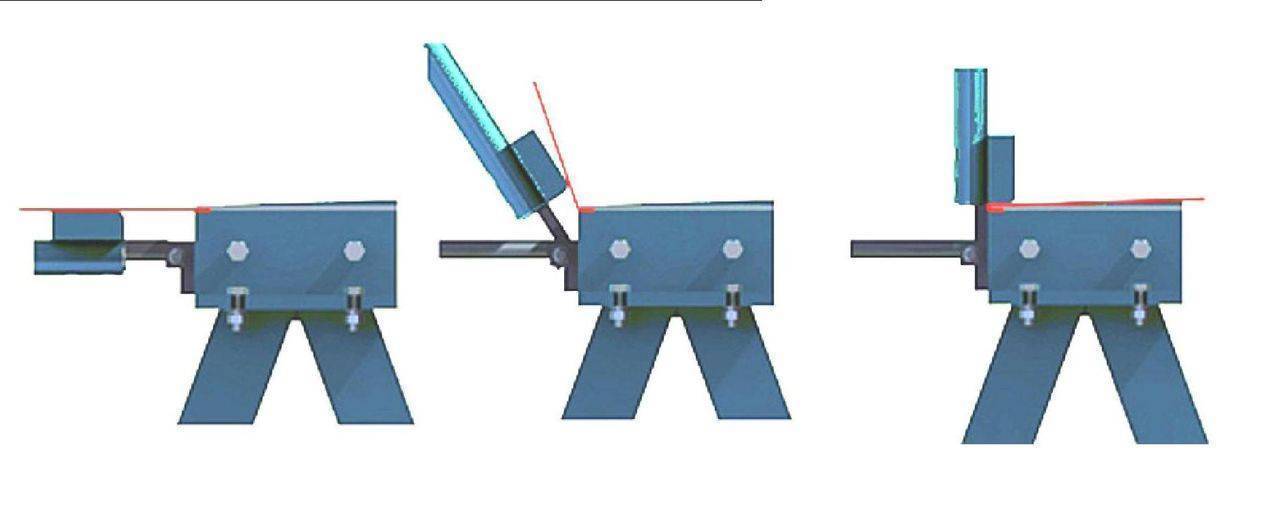
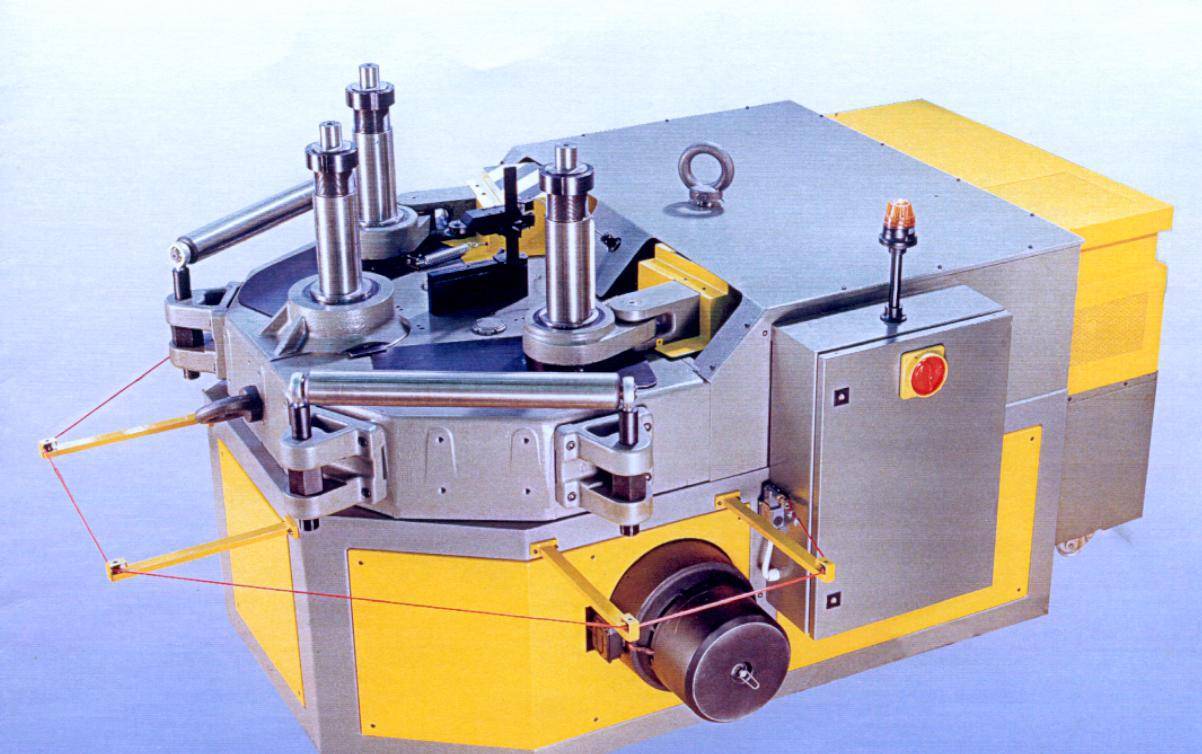
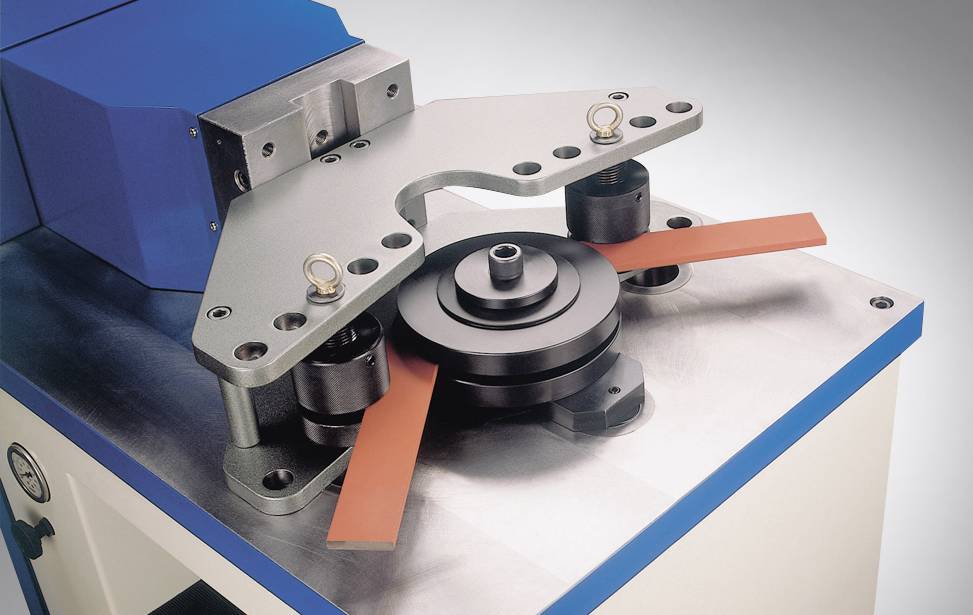
Гибка растяжением
Технология гибки растяжением, дает очень высокую точность
Что очень важно, при изготовлении трехмерной формы гнутого профиля . По схеме деформирования это скорее формовка, чем гибка
Поэтому этот метод часто называют формовкой растяжением.
Профиль устанавливается между двумя зажимами и затем постепенно натягивается на неподвижную матрицу заданной формы (рисунок 3). Форма этой матрицы соответствует форме поперечного сечения профиля. Металл растягивается до верхнего предела пластичности и поэтому влияние упругой отдачи является незначительным.
Стоимость такого оборудования довольно высокая. Такой метод гибки-формовки алюминиевых профилей применятся в автомобильной промышленности, например, при изготовлении бамперов и элементов рамы.

Рисунок 3 – Гибка растяжением
Обшивка гипсокартоном
- Как крепить ГКЛ на готовый каркас ?
Саморезы вкручиваются шуруповертом с шагом 15-20 сантиметров вдоль всех профилей, включая направляющие. Вот несколько несложных правил, которые помогут вам в креплении гипсокартона:
- Настройте трещотку шуруповерта так, чтобы она срабатывала, когда шляпка самореза начинает погружаться в ГКЛ. Крепеж должен быть утоплен примерно на миллиметр: в этом случае его полностью скроет шпаклевка;
- Саморез вкручивается на расстоянии не менее 2 см от края листа. В противном случае край просто выкрошится;
- Чтобы не держать под рукой линейку, для измерения шага между крепежом используйте пядь — расстояние между кончиками максимально растянутых в стороны большого и указательного пальцев. Оно равно 17 — 19 сантиметрам;
- При креплении листа на вертикальную поверхность начинайте прикручивать его сверху. Если начать крепить ГКЛ снизу, он может переломиться под собственной тяжестью;
- При двухслойной обшивке швы первого слоя должны быть перекрыты листами второго.
Принципы выбора
Выбор гибочных станков для металла проводится на основе следующих параметров:
- мощности силового агрегата;
- максимальной ширины рабочей поверхности;
- способа гибки, диапазона углов;
- прочности конструкции, типов используемых деталей;
- веса станка;
- размеров рабочего стола;
- высоты поднятия траверсы;
- предельной толщины гибки листов, прутков, арматуры.
Преимущества и недостатки
Преимущества гибочных станков для листового металла:
- широкий выбор конструкций, технических параметров моделей;
- простая конструкция оборудования, лёгкость обслуживания;
- высокая скорость гибки, равномерность линии изгиба;
- сохранение прочности детали после деформации;
- точная корректировка угла наклона;
- допустимость гибки различных металлов и сплавов;
- высокая надёжность узлов, механизмов;
- удобство ручного или электронного управления;
- смена рабочих насадок, позволяющих формировать при загибании листов нужный профиль.
Среди основных недостатков можно выделить:
- высокая стоимость;
- сложность контроля конечных размеров деталей;
- при изгибании может повреждаться декоративное или защитное покрытие металлов.

Переносной листогибочный станок
Производители и стоимость
Листогибы листовой стали изготавливаются на следующих предприятиях:
- Астраханский станкостроительный , г. Барнаул;
- Кувандыкский ;
- ООО «Строительные машины», г. Санкт-Петербург;
- ООО «Унитех», г. Новочебоксарск.
Цены на станки для загиба металла:
- ручные для деформирования стали толщиной 0,7 мм — от 66 тыс. рублей;
- сегментальные для создания сложных профилей — от 146 тыс. рублей;
- электромагнитные для промышленного применения — от 238 тыс. рублей;
- гидравлические с поворотными балками, способные гнуть листы толщиной до 3,5 мм — от 450 тыс. рублей.