

Сначала изготовьте панели для платформы
1.
Выпилите по указанным в «Списке материалов» размерам верхнюю и нижнюю панели А. Разметьте центры четырех отверстий с цековками для фланцевых гаек на нижней стороне верхней панели (рис. 1и 2).Сделайте цековки и просверлите отверстия, затем вставьте фланцевые гайки М6.
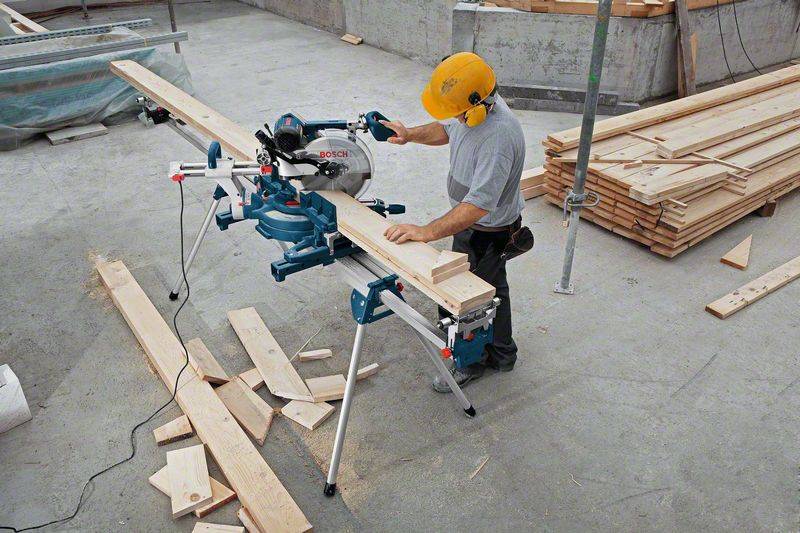
Пользуясь комбинированным угольником, измерьте высоту столика торцовочной пилы, стоящей на ровной поверхности.
2.
Для определения ширины боковых опор-ручек В измерьте высоту столика торцовочной пилы (фото А).В нашем случае этот размер
равен 90 мм. Затем выпилите опоры-ручки указанной длины и придайте им ширину в соответствии с измерениями.
3.
Чтобы сделать в опорах-ручках прорези 25 x 190 мм, разметьте центры 25-миллиметровых отверстий (рис. 1).Сверлом Форстнера сделайте отверстия, подложив снизу обрезок для предотвращения сколов. Завершите формирование прорезей, выпилив лишний материал между отверстиями электролобзиком. Затем отфрезеруйте 6-миллиметровые скругления по краям прорезей с обеих сторон.
4.
Приклейте боковые опоры-ручки В к верхней стороне верхней панели А (рис. 2).Просверлите отверстия и вверните шурупы.
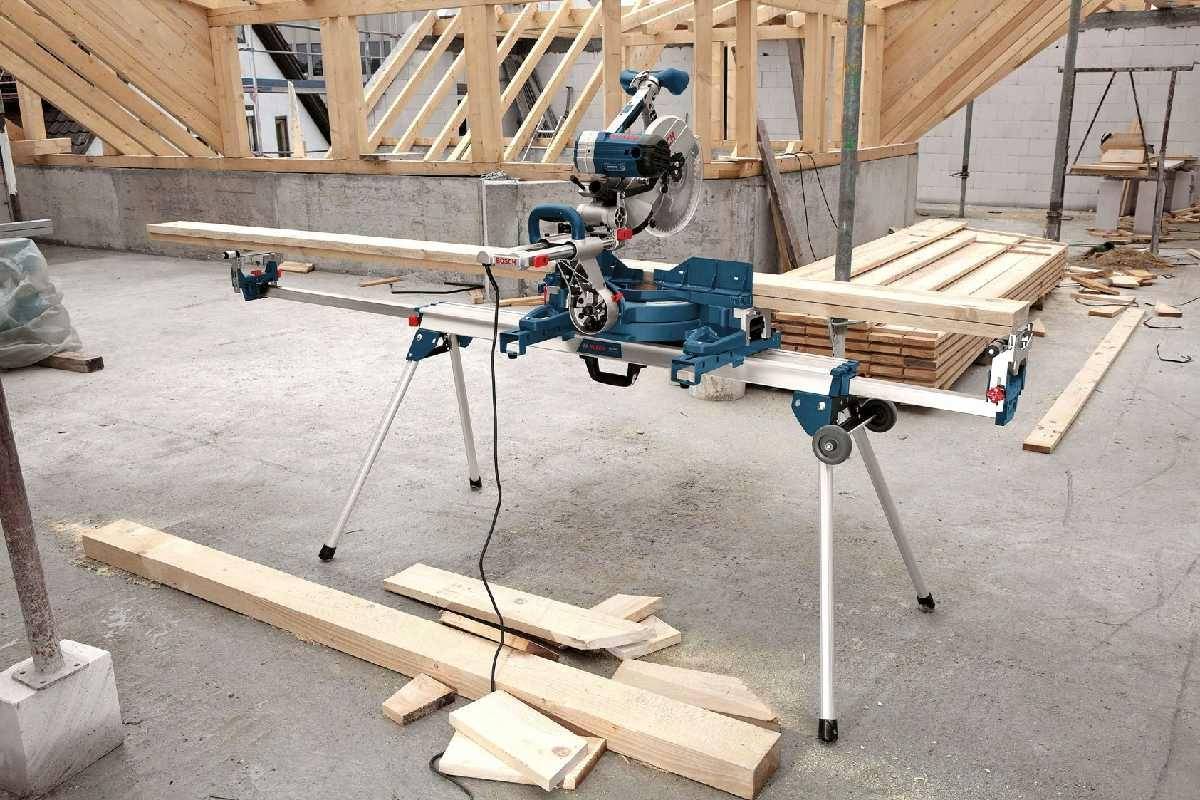
Согнув визитные карточки вокруг обоих концов трубы, прижмите среднюю направляющую рейку С и прикрепите ее шурупами к панели А.
5.
Выпилите трубные направляющие С. Приклейте две из них к верхней стороне нижней панели А, выровняв по краям (рис. 1),зафиксируйте струбцинами, просверлите монтажные отверстия и вверните шурупы. Для крепления средних и внутренних направляющих подготовьте отрезки 3/4-дюймовых труб (для расширений) длиной 1085 мм. Используя трубы и прокладки из тонкого картона (подойдут визитные карточки), расположите и установите средние направляющие (фото В)и проделайте то же самое для монтажа внутренних направляющих. Прокладки обеспечат зазор, необходимый для свободного скольжения труб между направляющими.
6.
Нанесите клей на верхнюю сторону трубных направляющих С и прижмите струбцинами верхнюю панель А/В к нижней А/С, выровняв их края.
Разновидности верстака
Существует несколько видов верстака. Каждый из них имеет некоторые характерные особенности. В свою очередь они делятся на:
Слесарный. Он предназначается для работ по металлу. Столешница такого изделия сделана из высокопрочного металлического сплава. Это необходимо для безопасности. В процессе работы по железу могут присутствовать искры.
Столярный. Его поверхность оформлена из деревянного массива. Столярный верстак используют для работы по дереву. Эти изделия не обладают высокой прочностью и многофункциональностью в отличие от слесарного.
Универсальный стол имеет в своей конструкции металлическую и деревянную столешницу. На чертеже верстака изображено устройство столярной рабочей зоны.
Подготовительный этап
В этот период следует ответить для себя на вопросы, которые были описаны выше, после чего нарисовать эскиз сооружаемого изделия.
Выполнение работ по изготовлению стола
Каркас можно изготовит из металлического профиля различного сечения, имеющегося в наличии. Геометрические размеры каркаса, зависят от имеющейся площади, где будет монтироваться оборудование, размеров торцовочной пилы и вида установки (стационарная или переносная).
На каркасе необходимо предусмотреть место установки пилы, которое должно соответствовать имеющейся в наличии (геометрические размеры, высота нижней отметки возможного пропила, возможность изменения пространственного расположения).
Вне зависимости от размеров и формы каркаса, необходимо предусмотреть боковые расширения стола, которые можно изготовить из прочного пластика, листового металла или фанеры. Наличие боковых расширений рабочей поверхности облегчит распиловку заготовок длинного размера. Если боковые расширения расположены ниже уровня поверхности торцовочной пилы, то необходимо предусмотреть монтаж специальных полок, по которым будут перемещаться заготовки.
Полезны будут и боковые упоры, благодаря которым, после их фиксации, можно торцевать большое количество заготовок по установленному размеру. В качестве упоров можно использовать уголки из разного вида металла, оснащенные зажимными элементами, посредством которых упоры закрепляются на рабочей поверхности, а также иные элементы (бобышки, бруски и т.д.) изготавливаемые из дерева или пластика, которые можно фиксировать на рабочей поверхности стола.
Для удобства выполнения работ с большим количеством заготовок, необходимо изготовить прижимные пластины. Для этого можно использовать листовой металл или металлический профиль, которые необходимо оснастить устройствами, позволяющими выполнить их жесткую фиксацию на рабочем столе. Это может быть болтовое или иное соединение, при этом одна из пластин помещается под поверхность стола (боковое расширение), а вторая над поверхностью заготовок. Сжимание осуществляется путем затягивания болтового или винтового соединения с использованием гаек или хвостовиков.
- Монтаж торцовочной пилы. Когда работы по изготовлению каркаса и дополнительных элементов завершены, необходимо установить каркас на подготовленную поверхность и жестко закрепить там. После это выполнить установку торцовочной пилы и изготовленных дополнительных элементов.
- Проверка работоспособности. После завершения установки пилы и прочих элементов, облегчающих работу на данном виде режущего инструмента, необходимо проверить его работоспособность.
Если для проверки пилы достаточно просто включить ее в электрическую сеть, то для проверки удобства выполнения работы на изготовленном столе, необходимо выполнить определенную работу, торцевание подготовленных заготовок. При этом необходимо проверить, что:
- Геометрические размеры стола позволяют выполнить все виды операций, которые предполагается выполнять на данном оборудовании;
- Стол и торцовочная пила жестко закреплены на поверхности пола или иной плоскости;
- Размер удлинений соответствует размеру заготовок, они легко передвигаются и фиксируются;
- Выставление упоров и прижимных пластин не затруднено какими-либо неровностями на рабочей поверхности стола и элементах каркаса.
Опорный стол для торцовочной пилы, это элемент конструкции, позволяющий работать с высокой производительностью труда, обеспечивающий безопасное выполнение операций по обработке различных типов материалов.
Верстак: это главный элемент мастерской деревообработчика
В любой мастерской, где работают с деревом, обязательно присутствует столярный верстак. Независимо от того, каким образом осуществляется обработка материала (вручную или с помощью электрического инструмента), наличие этого элемента позволяет не только грамотно организовать рабочее пространство, но и сделать его более удобным и комфортным. Все это в конечном счете сказывается на результате. В таких условиях повышается производительность мастера и качество его работ.
Любой столяр не может обойтись в работе без верстака
Верстак представляет собой рабочий стол, который используется для обработки деревянных изделий вручную или механическим способом. Его конструкция и эргономичные возможности рассчитаны таким образом, чтобы мастеру было удобно фиксировать детали в разных положениях для выполнения различных задач.
Верстак позволяет выполнять такие операции:
- сборку деревянных конструкций;
- изготовление деталей из древесины;
- обработку заготовок лакирующими составами и другими средствами.
Столярный верстак – это стол, на котором мастер обрабатывает изделия из дерева
Обратите внимание! Столярный верстак в традиционном исполнении предназначен для работы с пиломатериалами, длина которых не превышает 3-3,5 м. Для работы с более длинными заготовками придется воспользоваться верстаком плотника
Как сделать верстак из дерева своими руками: монтаж тумбы и столешницы
На следующем этапе выполняется установка боковых тумбочек. В процессе сборки этих элементов обязательно нужно учесть, что фанера, которая крепится к задней части конструкции, должна быть зафиксирована именно на раме.








Монтаж столешницы верстака необходимо выполнять на готовую раму
Стоит также обратить внимание на то, что наружная плоскость для левой тумбы, используемая в качестве опоры, длиннее, чем ее внутренняя часть. Чтобы изготовленный своими руками верстак сделать более жестким, данный элемент нужно закрепить не на опорной плите, а зафиксировать его на раме
Сами тумбы устанавливаются на опорную плиту. Для этого используются два вида крепежей. Нижняя плоскость фиксируется винтами размером М20-М24. Для внутренних боковин следует использовать уголки.
После того как тумбы установлены, на их внутренних боковинах нужно точно определить середину. Эта разметка необходима для того, чтобы вырезать U-образные отверстия под поворотный стержень. Сделать это нужно так, чтобы центр этих отверстий располагался на расстоянии 2,2 см от нижней плоскости верхней крышки на тумбе.
Когда все готово, можно пропустить стержень с резьбой через отверстия в четырех вертикальных стойках. При этом его концы должны выступать за пределы верстака примерно на 4-5 см. Они фиксируются (без затягивания) контргайками и шайбами.
Используя струбцины или винты, нужно установить опорные планки для столешницы. Они будут размещаться здесь временно – лишь для того, чтобы можно было выровнять положение столешницы и ее плоскость по горизонтали. Далее выполняется сборка трех слоев крышки, которые фиксируются с помощью винтов и клеевого состава. После этого планки убираются и проверяется результат. Столешница должна свободно вращаться.
Затем боковая поверхность крышки (и поворотная, и стационарная) усиливается с помощью реек. В завершение нужно установить ручки для поворота и фиксирующие защелки.
Возможные неисправности и ремонт
Рассмотрим часто встречающиеся неисправности.
Расхождение поверхностей в боковом упоре
Поверхности бокового упора сходятся под каким-то углом или расположены в разных плоскостях. Это сильно влияет на точность пиления. При запиливании справа или слева получается разный результат.
Нарушена точность пиления
Необходимо выявить кривой элемент: диск или фланец. Эту операцию нельзя производить путём запуска двигателя от сети. Во-первых, вы рискуете получить серьёзную травму, во-вторых, при запущенном двигателе этот метод не работает.
- Отключите пилу. Поднимите защитный кожух.
- Возьмите маркер и приставьте его к боковой поверхности диска. Держите маркер ровно. Вращайте диск до полного оборота.
- Заблокируйте шпиндель и ослабьте диск. Проверните на 180 градусов. Затяните его.
- Возьмите маркер другого цвета и повторите рисование окружности рядом с предыдущей.
- Посмотрите, где расположены полукольца. Если они находятся на одной и той же части диска, значит, он кривой. Замените диск на новый. Если полукольца на противоположных сторонах, то проблема с фланцем.
- Снимите диск и фланец. Фланец представляет собой опорную шайбу, которая крепится на валу вместе с диском. Опорная и посадочная плоскости должны быть параллельны. Опорная площадь формируется токарной обработкой.
- Со снятым диском и фланцем пила совершенно безопасна. Запустите её от сети.
- Возьмите простой карандаш и прикоснитесь к поверхности, чтобы почувствовать, есть ли биение. Металлическим предметом этого не делайте, так как нарушите точность обработки поверхности. Если есть биение, то нужно менять вал.
- Если биения нет, то поставьте фланец и прикрутите его винтом. Снова возьмите простой карандаш, запустите пилу и коснитесь фланца. Если биение присутствует, фланец надо проточить.
- Для этого возьмите брусок и пилку для ногтей. Брусок закрепите струбциной внутри кожуха. Он будет являться опорой. Запустите двигатель и воткните пилку остриём в брусок чуть дальше от фланца. Постепенно подведите пилку к фланцу. Делать это нужно аккуратно, чтобы пилочка снимала малое количество металла. Пилку подводите не плоскостью, а выгнутой частью и начинайте от центра к периферии. Эта задача долгая и нудная, но работает на 100%.
Ремонт двигателя и редуктора
На наличие поломок в двигателе или редукторе указывают следующие факторы:
- не крутится диск, а двигатель работает;
- запах гари;
- искрение в области двигателя;
- пила не набирает мощность;
- инструмент работает нестабильно.
При наличии хотя бы одного из этих признаков приступайте к разбору.
Дополнительная важная информация
Столярные работы требуют особого внимания. В случае, если вы желаете сделать высококачественный и высоконадёжный стол своими руками для циркулярной пилы, то хорошо подготовьтесь к работе.
Выполняйте следующее:
Приобретите все без исключения нужные материалы и приборы.
После установки каркаса в обязательном режиме установите его на ровную плоскость и проверьте, чтобы крышка конструкции не перевешивала в какую-либо сторону.
Установить столик для циркулярной пилы правильнее в том участке, где он и будет находиться в дальнейшем, чтобы устранить вероятные проблемы, сопряжённые с неровностью полов.
Если из-за шероховатого пола столик вибрирует в процессе работы, то необходимо подкорректировать длину ножек, применяя уплотнённый материал либо резину.
Столешница продукта может быть как единой, так и складывающейся
Для того чтобы сформировать складывающийся столик для пилы, будет необходимо потратить чуть больше времени и самого материала и уделить внимание увеличению прочности станины, пребывающей в разобранном состоянии.
Размеры материала, применяемого для создания стола, формируются опытным путём. В идеале уровень конструкции должен соотноситься с ростом мастера.
Отверстие, которое будет выполнено в столешнице, должно отвечать размерам определённой пилы, имеющейся в наличии.
Чтобы продлить период службы всех применяемых материалов, собранных в общую конструкцию, необходимо подвергнуть их обработке специальными химическими веществами, способными увеличить рабочие свойства дерева либо металла (к примеру, уберечь их поверхность от ржавчины, гниения, возникновения плесени и т
д. ).
Обрабатывать дерево либо железо правильнее на улице, а не в помещении, чтобы не получить отравление интенсивными испарениями.
Вдохновившись этой статьёй, вы сможете сделать прочную подставку для циркулярной пилы в виде столика.
Как пользоваться расширениями
Сначала закрепите струбцинами на верстаке основание-платформу вместе со станком. Затем установите с обеих сторон расширения, выровняв их с передним краем платформы и вставив стойки платформы В между стойками расширений D и зажимными пластинами F. Скрепите расширения с платформой с помощью струбцин. Если передвижной упор необходимо установить на большем расстоянии от станка, скрепите оба расширения струбцинами, расположив их с одной стороны платформы, как показано на фото. (В этом примере расстояние от диска до упора составляло 1620 мм.)
Для работы с упорами просто вставьте направляющую рейку I в шпунт полки Е, передвиньте упор на нужную позицию и зафиксируйте его положение струбциной. Если упор нужно установить на максимальном расстоянии от станка, выдвиньте его конец, на котором нет направляющей рейки, за торец расширения. Для перестановки упора с правой стороны на левую просто переверните его.
Сборка изделия
Сборку всего изделия рекомендуется начинать с изучения чертежей и всех необходимых для сборки деталей. Также необходимо проверить наличие слесарного инструмента, без которого невозможно будет собрать стол
Важно учитывать очерёдность сборки каждого из узлов. Описание этих узлов приведено ниже
Начинаем изготовление стола для торцовочной пилы со сборки основания или платформы, на которую будет установлен непосредственно сам инструмент. Размеры этой плиты во многом зависят от размеров самой торцовочной пилы. Причём, если мы хотим изготовить стол универсальный, чтобы на него была возможность установить и другие совместимые инструменты, например, такие как долбёжный станок, то размер берётся по максимальному размеру инструмента.
В качестве материала лучше использовать 19 мм фанеру, при отсутствии таковой можно использовать ДСП или МДФ плиты подходящих размеров, но фанера надёжней.
Установка боковых расширений. Достаточно часто используются детали гораздо большей длины, чем станина для пилы и для обработки таких деталей устанавливаются съёмные боковые расширения. Причём можно применять таковые, как справа, так и слева станины. Расширения изготавливают обычно из того же материала, что и сама станина. То есть 19 мм фанеры будет вполне достаточно.
Верхние полки: немаловажная деталь стола. Для того чтобы деталь могла свободно крепиться на расширении, а также для более комфортного крепления самого расширения к станине, необходимо сделать верхние полки. Они крепятся шурупами как станине, так и расширению. Полки также обычно делают из 19 мм фанеры
Важной особенностью полки является наличие шпунта по всей длине детали, шириной 19 мм и глубиной 3 мм. Назначение его будет объяснено позже.
Применение зажимных пластин
Зажимные пластины позволяют наиболее точно и надёжно выровнять станину и расширения по ширине. Для этого лучше всего воспользоваться струбцинами, которые стянут между собой расширения и основу стола. После такой фиксации расширения можно закрепить к основе стола.
Совместная работа станков. При совместной работе нескольких станков, как упоминалось ранее, необходимо выровнять их плоскости. Если например, вы хотите использовать совместно с торцовочной пилой долбёжный станок, то его необходимо установить так, чтобы рабочие плоскости обоих станков совпадали. А значит необходимо будет выровнять высоты обоих станков. Именно они вставляются в шпунты, изготовленные в полках, установленных на расширениях.
Передвижные упоры тоже важны. Передвижные упоры предназначены для фиксации детали с помощью направляющих реек, изготовленных из брусков твёрдых пород дерева. От качества их изготовления также во многом зависит и качество торцовки деталей.
Как ещё можно воспользоваться расширениями? Расширения позволяют крепить детали достаточно большой длины. Для того чтобы правильно ими воспользоваться, необходимо перенастроить стол под такую деталь. Конечно, это займёт определённое время, но потом оно окупится при изготовлении большого количества длинно мерных деталей.
Итак, подведём итог: изготовить стол для торцовочной плиты можно даже в домашней мастерской. При этом результат изготовления деталей на этом столе будет гораздо лучшим, чем на обыкновенном верстаке.










Что собой представляет циркулярная пила
В быту и на производстве циркулярная пила необходима для распиливания различных материалов (древесины, шифера, ГКЛ, мягкого металла, фанеры и т. д.). Этот ручной электрический инструмент (в стандартной комплектации) предназначен для выполнения прямолинейного распила глубиной от 40 до 140 мм (большинство выпускаемых производителями моделей позволяют выполнять пропил под прямым углом до 85 мм, но для строительных площадок есть линейка более мощного оборудования). При проведении операции устройство крепко держит в руках оператор и проводит пиление, двигаясь вдоль обрабатываемого изделия. При этом ограничений размеров заготовок по длине и ширине нет. Существует возможность пиления под углом к поверхности детали.
Устройство дисковой пилы
Модели пил различаются мощностью. Самые бюджетные устройства имеют мощность до 1,2 кВт и предназначены для распиловки заготовок толщиной до 4,5 см. Они отлично подходят для бытовых нужд, проведения периодических работ в течение коротких промежутков времени и отличаются простотой и неприхотливостью. Если требуется выполнить пропил до 6,5 см, причем делать это нужно часто и подолгу, понадобится полупрофессиональный инструмент мощностью до 1,8 кВт. Для выполнения производственных задач выпускается профессиональная техника мощностью до 2,2 кВт, выдерживающая длительные нагрузки и способная производить распил деталей толщиной до 8,5 см. Помимо этого, производится инструмент, предназначенный для использования на предприятиях по деревообработке, способный распиливать заготовки толщиной до 14,1 см. Его мощность доходит до 5,5 кВт, а вес — до 100 кг.
Цены на популярный модельный ряд циркулярных пил
Важно! Для домашних мастерских обычно вполне достаточно устройств мощностью около 1 кВт. Перед приобретением модели этот момент важно учесть, так как переплата за саму пилу и за потребляемое ею электричество, как правило, не оправдана необходимостью
Выбор модификации с учетом назначения
Выбирая диски для инструмента, требуется обращать внимание на их технические параметры
- Угол заточки зубьев. Мягкие материалы распиливают дисками, имеющими зубья с наклоном в сторону вращения диска. Для работы с металлом требуются модели с отрицательным углом заточки.
- Количество зубьев. Для пиления различных материалов следует подбирать диски с разным количеством зубьев: для мягких — модели с большим числом зубьев, для твердых — с маленьким. Например, для древесины минимальное количество зубцов — 24.
Маркировка дисков включает данные о его диаметре и размере посадочного гнезда
Для использования циркулярной пилы в течение длительного периода времени важно, чтобы она не слишком много весила, была эргономичной, а диски — хорошо заточенными. Держать в руке агрегат долго — совсем не просто
Усталость оператора способна привести к снижению качества пиления. Поэтому многими мастерами, работающими с пилами, практикуется установка их на стол.
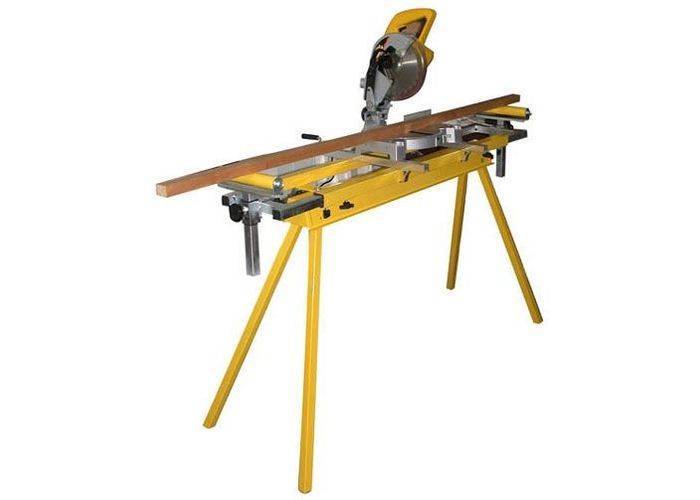
Циркулярные пилы часто устанавливают на стол
Смысл такого устройства заключается в закреплении корпуса пилы под столешницей так, чтобы над столом оказался один лишь диск для пиления. Заготовка передвигается по столешнице и распиливается вращающимся диском. Такое стационарное приспособление значительно облегчает труд и позволяет проводить непрерывную работу без потери качества и быстро. Производителями предлагается большое количество моделей пил, размещенных на столах. Стоимость сооружений варьируется от 8 (укомплектованные самыми примитивными пилами) до 140 тыс. рублей. Самостоятельное изготовление конструкции позволяет не только сэкономить средства, но и получить в распоряжение агрегат в соответствии с собственными требованиями.
Сделать стол для циркулярной пилы несложно
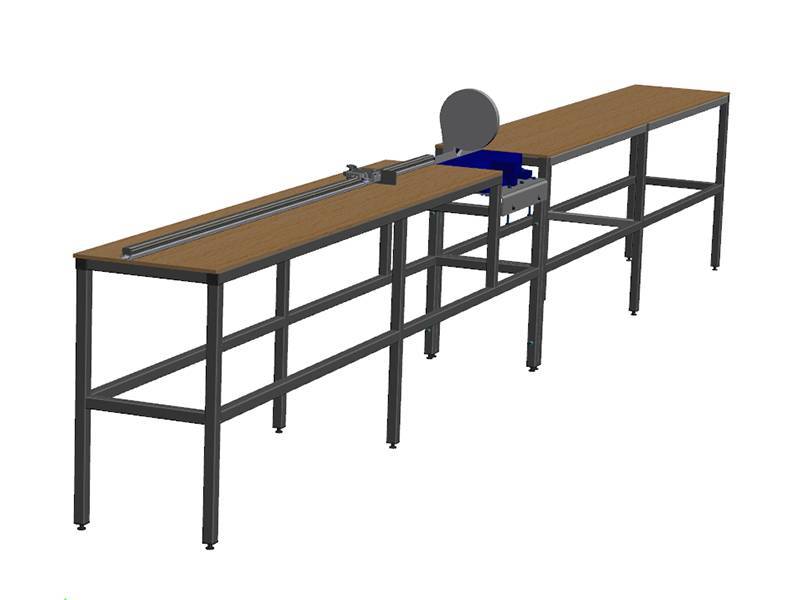
Стол для торцовочной пилы своими руками
Опорный стол, на котором можно выполнять торцовку различных материалов посредством установки торцовочной пилы, можно прибрести в магазинах строительного инструмента, где представлен широкий ассортимент подобных изделий. Но иногда бываю случаи, что нет возможности купить то, что именно нужно для процесса выполнения работ, тогда встает вопрос, а как сделать его самостоятельно.
Изначально нужно ответить на несколько вопросов, от которых зависят параметры сооружаемого изделия и материал, который будет использован, это:
- Где он будет установлен.
- Каким образом будет выполнено закрепление на полу или иной поверхности.
- Какой материал и каких геометрических размеров предстоит обрабатывать.
- Какой тип, способ крепления и геометрические размеры у торцовой пилы, которую предстоит устанавливать на изготавливаемый стол.
Выбор габаритов
Выбирать размеры распиловочного стола стоит в зависимости от квадратуры мастерской. Небольшая площадь помещения позволяет использовать столешницу 50 х 50 см. Делать распиловочный стол меньше не имеет смысла — пользоваться им будет затруднительно при обработке длинных заготовок. Универсальный размер, обеспечивающий удобное пиление ЛДСП, — 80 х 80 см.
Для соблюдения требований безопасности пилу рекомендуется размещать посередине столешницы на расстоянии не менее 25 см от края — именно этот показатель и приводит к минимальной ширине в 500 мм. Расположение распиловочного диска также зависит от того, как именно его будут использовать. Всего существует три разновидности конструкции:
- для продольного распиливания;
- для поперечного распиливания;
- универсальные.
Глубина и расположение установки диска зависят от обрабатываемых на станке заготовок. Для досок и фанеры он должен выступать над столешницей на 50–80 мм, для бревен — на 110–125 мм. Высота верхней части каркаса из листов фанеры или ЛДСП может быть в пределах 35–40 см. Если делать станину только из бруса, этот параметр зависит от сечения. Оставшуюся часть конструкции представляют деревянные ножки, размер которых мастера обычно выбирают под свой рост. Общая высота распиловочного стола составляет около 1,0–1,1 м, но может уменьшаться до 900 мм.
Собираем стол своими руками
Сборку инструмента можно условно поделить на работу с несколькими её частями. К основным её составляющие относят каркас, боковые расширения, боковые упоры, прижимные пластины и основание-платформа для пилы.








Рассмотрим каждую часть по порядку важности
Столешница
Для изготовления столешницы понадобятся стяжки (ваймы) или струбцины с большим вылетом. Столешницу склеивают из планок шириной 70-90 мм (обычно разрезают вдоль обрезные доски), установленных на ребро. Рекомендуется предварительно обстрогать планки (отфуговать), чтобы склейка получилась максимально плотной, прочной и аккуратной.
Поскольку используются доски толщиной 50 мм, после острожки они будут немного тоньше — 46-48 мм. Для набора щита шириной 600 мм понадобится около 13 планок. Это немало, но прочная и неподвижная крышка не может быть создана из тонких досок.
Важно! Не следует для столешницы использовать фанеру. В сети немало рекомендаций склеить вдвое толстые фанерные листы
Такая столешница будет расслаиваться, царапать заготовки, у мастера постоянно будут занозы. Крышка из дощатого щита — оптимальный вариант.
Боковые (широкие) стороны планок покрывают клеевым слоем, прижимают друг к другу и стягивают ваймами или струбцинами. В идеале, после высыхания поверхности щитов следует обработать на стационарных строгальном и рейсмусном станках. Если такой возможности не имеется, поверхности строгают электрическим или ручным рубанком и обрабатывают шлифмашинкой. Необходимо стремиться к созданию максимально ровной плоскости.
Склеивать сразу широкий щит 600 мм не рекомендуется, правильнее изготовить две половинки по 300 мм и соединить их с технологическим зазором, позволяющим распиливать длинные детали прямо на столе. Соединяют щиты с помощью двух или трех планок, прикрепленных снизу крышки на шурупы. Толщина соединительных элементов должна обеспечивать неподвижность половинок, которая усиливается также при установке крышки на опоры (поперечины ножек).
Основание
Для изготовления основания создается рама из толстых планок.
Иногда используют брус, полагая, что он значительно прочнее и надежнее.
Это ошибочная точка зрения, поскольку массив дерева склонен к короблению и растрескиванию.
Чем толще деталь, тем сильнее в ней внутренние напряжения и выше вероятность деформации. Для увеличения толщины рекомендуется использовать пачку, склеенную из двух или более досок, которые стабилизируют друг друга и компенсируют возможные изменения формы.
Для сборки понадобится нарезать 4 детали для ножек, 4 детали для верхних и нижних поперечин. Из них собирают 2 рамные конструкции. Соединение элементов проще всего выполнять вполдерева, когда на определенном участке одной детали снимается слой на половину толщины, и такое же действие выполняется на другой детали. Затем на полученные углубления наносится слой клея, детали соединяются, проверяется соблюдение прямого угла и выполняется стяжка струбцинами.
Подобным образом собирают 2 рамные конструкции, которые затем соединяют царгами. Они представляют собой две планки шириной не менее 100 мм. Соединять их с ножками можно как вполдерева, так и внакладку с помощью болтовых соединений. Основная задача — выдержать прямые углы и обеспечить параллельность всех деталей.





