

Преимущества и недостатки
Прочие достоинства резьбовых фитингов:
- Обеспечение герметичности системы. Во всех бытовых промышленных сетях невысокого давления резьбовые соединители не имеют альтернативы.
- Долговечность. Срок службы зависит от материала, температуры и рабочего давления. Латунь в любом случае может отработать лет 10, при невысокой температуре и давлении – все 20, потенциально – до 50 лет. Сталь и чугун – 20 лет, современные изделия с никелевым антикоррозионным покрытием даже больше. Срок службы меди однозначно больше 50 лет.
- Прочность, устойчивость к гидравлическим ударам.
- Химическая инертность. Особо стоит отметить устойчивость к нефти, нефтепродуктам. На внутренней поверхности не оседают соли кальция и магния.
- Устойчивость к повышенным температурам, например в системах отопления.
- Медные и латунные изделия устойчивы к коррозии. Латунь темнеет, поэтому ее покрывают никелем, реже хромом.
- Фитинги имеют небольшое гидравлическое сопротивление.
- Безвредность для человека и животных.
- Универсальность резьбовых соединителей позволяют смонтировать систему любой конфигурации, даже самой сложной.
- Экологичность – металл легко утилизируется способом переплавки.
Недостатки:
- Сталь и чугун склонны к коррозии – это значительно уменьшает срок их службы, усложняет разборку при промывке или ремонте инженерных систем.
- Латунь рассчитана на рабочее давление до 1,6 мпа и максимальное давление – 2,5 Мпа. Этого достаточно для сетей водоснабжения и канализации в жилье, сетей небольшого давления на производстве.
- Резьбовые соединения менее герметичны, чем сварные швы, поэтому резьбовые фитинги не используются в трубопроводах ответственного назначения или с агрессивными жидкостями.
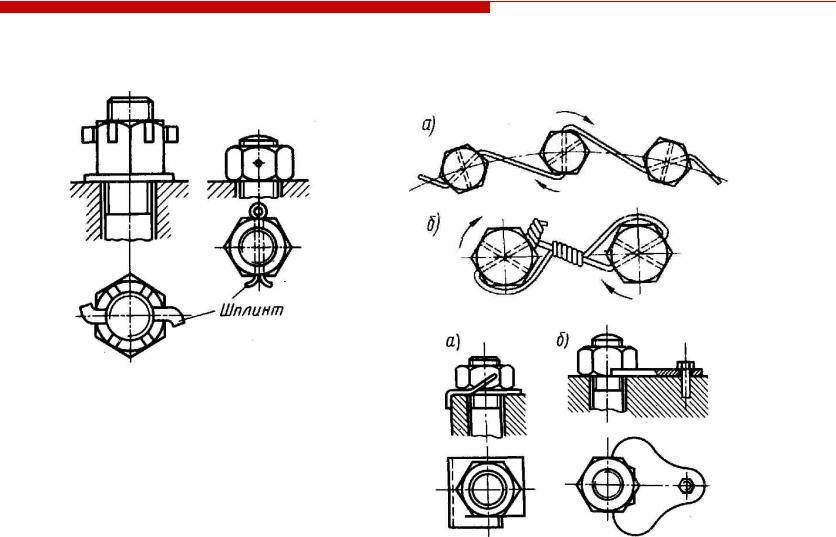
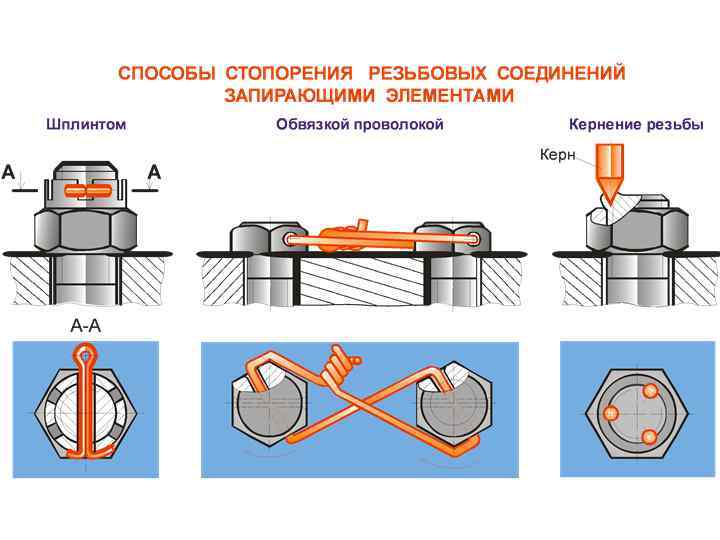
Стопорение шплинтами
Фиксация крепежных деталей может осуществляться с помощью специально подобранных шплинтов. Данное металлическое крепление, изготовленное из проволоки. Конструкция имеет форму стержня с полукруглой головкой. Крепление производится благодаря разжиманию концов шплинта. С помощью шплинта производят установку болта, винта, шпильки в требуемое положение. В них просверливают отверстие способное пропустить шплинт. Он должен достаточно свободно заполнять отверстие. Допускается небольшое применение усилия. Далее после его вставки края загибаются, обеспечивая надёжную фиксацию.
Применение контргаек
Эти гайки обычно стопорят друг друга, как это показано на рисунке 9. До сих пор идут споры, какая из гаек должна быть снизу — толстая или тонкая .
Рисунок 11 — Стопорение контргайкой
Однако, есть мнение, что этот тип стопорения является слишком непредсказуемым, чтобы быть надежным . Если внутренняя гайка затянута сильнее, чем наружная, то она «потечет» до того, как наружная гайка будет затянута до своей полной нагрузки.
С другой стороны, если наружная гайка затягивается больше, чем внутренняя гайка, то внутренняя гайка будет разгружаться. При этом наружная гайка начнет «течь» до того, как внутренняя гайка наберет свою полную нагрузку.
Это значит, что очень трудно получить правильную затяжку для каждой из этих двух гаек. Поэтому, считается , что самоконтрящие гайки являются намного более практичным выбором для стопорения, чем гайка и контргайка. Однако, например, в случаях, когда болтовое соединение не несет осевой нагрузки, применение контрящей гайки может быть вполне оправдано.
OCT I 39502-77 с. 4
1,2* Загиб лепестков шайбы на грани шестигранника гайки (болта) производить о йшожешга шайбы, развернутой в сторожу отвинчивания до ей упора носком в гнезде детали (черт.4) дан лапкой в торец детали (черт.5).
1.3. Загнутая лйякл шайбы должна вида» сопрягать» с деталью. Допускается зазор между шайбой т деталью в месте изгиба л «наш ж лепестка шайбы.
1.4. Установка шайб на фланце и загиб лапок шайб шт ш упор в торкай бурта должны исключать вдаможность разворота шайб в сторону отвинчивания (черт.6), При стшррешш без отгиба лажи шайбы выступание лапки относительно торца упорного бурта не допускается.
При стопорении без отгиба лапки шайбы |
Черт.6
Торен
OCT I 39502-77 с. в
1.5. Подгонку совпадения лепестков шайбы с гранями гайки (головки болта) производить путем подтяжки гайки (болта) на угол не более 30° иди замены гайки (болта).
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки (болта) превышение максимально допустимого крутящего момента затяжки но допускается.
1.6. Лепестки шайб должны быть поджаты к граням гайки (головки болта).
1.7. Загиб лепестков шайбы может производиться как на одну» так и на две грани гайки (головки болта). Загиб на грань усиленны* лепестков производить той частью отгибаемого лепестка» которая обеспечивает наибольшую площадь контакта с гранью гайки (головки болта).
1.3. Не допускаются ;
т | ф со ф со |
! 1 * | ‘%■ ■? |
— срез или сдвиг материала, трещины и надрывы в месте загиба лепестков шайбы ;
— забоины и расш1ющивание лепестков шайбы при загибе;
— производить загиб лепестков боле одного раза;
— выступание лепестков над гайкой (болтом) более, чем на 2 мм |
— удары молотком по месту загиба лепестков шайбы ;
— оставлять незагкутыми лепестки шайбы.
1,9. Загиб лепестков шайбы должен производиться специальными пшпдами согласно технологии на сборку изделия. В труднодоступных, местах разрешается производить загиб лепестков шайбы с помощью спепиальвых оправок или выколоток.
‘
ОСП 39502-77 с
2. СТОПОРЕНИЕ ШПЛИНТАМИ Тия 2
2Л. Стошореше по типу 2 должно соответствовать указанному яа черт. 7, в ж &

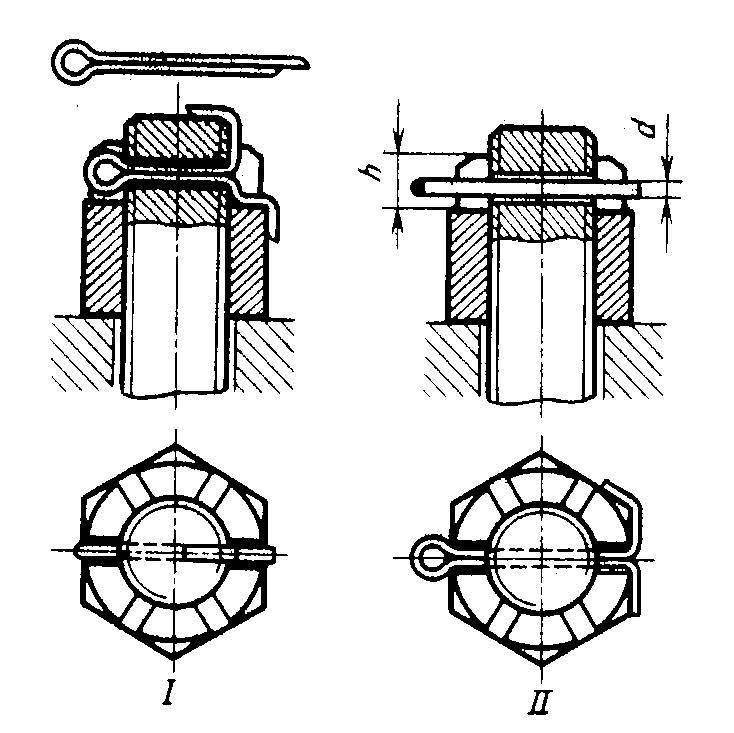

ИСПОЛНЕНИЕ 2.1
Ч«р*.7 ИСПОЛНЕНИЕ 2,2
{ * 0,5 d ^ 0,75 с/ — диаметр болта» винта. шдальни |
Чарт,8
Применение контргаек
Эти гайки обычно стопорят друг друга, как это показано на рисунке 9. До сих пор идут споры, какая из гаек должна быть снизу — толстая или тонкая .
Рисунок 11 — Стопорение контргайкой
Однако, есть мнение, что этот тип стопорения является слишком непредсказуемым, чтобы быть надежным . Если внутренняя гайка затянута сильнее, чем наружная, то она «потечет» до того, как наружная гайка будет затянута до своей полной нагрузки.
С другой стороны, если наружная гайка затягивается больше, чем внутренняя гайка, то внутренняя гайка будет разгружаться. При этом наружная гайка начнет «течь» до того, как внутренняя гайка наберет свою полную нагрузку.
Это значит, что очень трудно получить правильную затяжку для каждой из этих двух гаек. Поэтому, считается , что самоконтрящие гайки являются намного более практичным выбором для стопорения, чем гайка и контргайка. Однако, например, в случаях, когда болтовое соединение не несет осевой нагрузки, применение контрящей гайки может быть вполне оправдано.
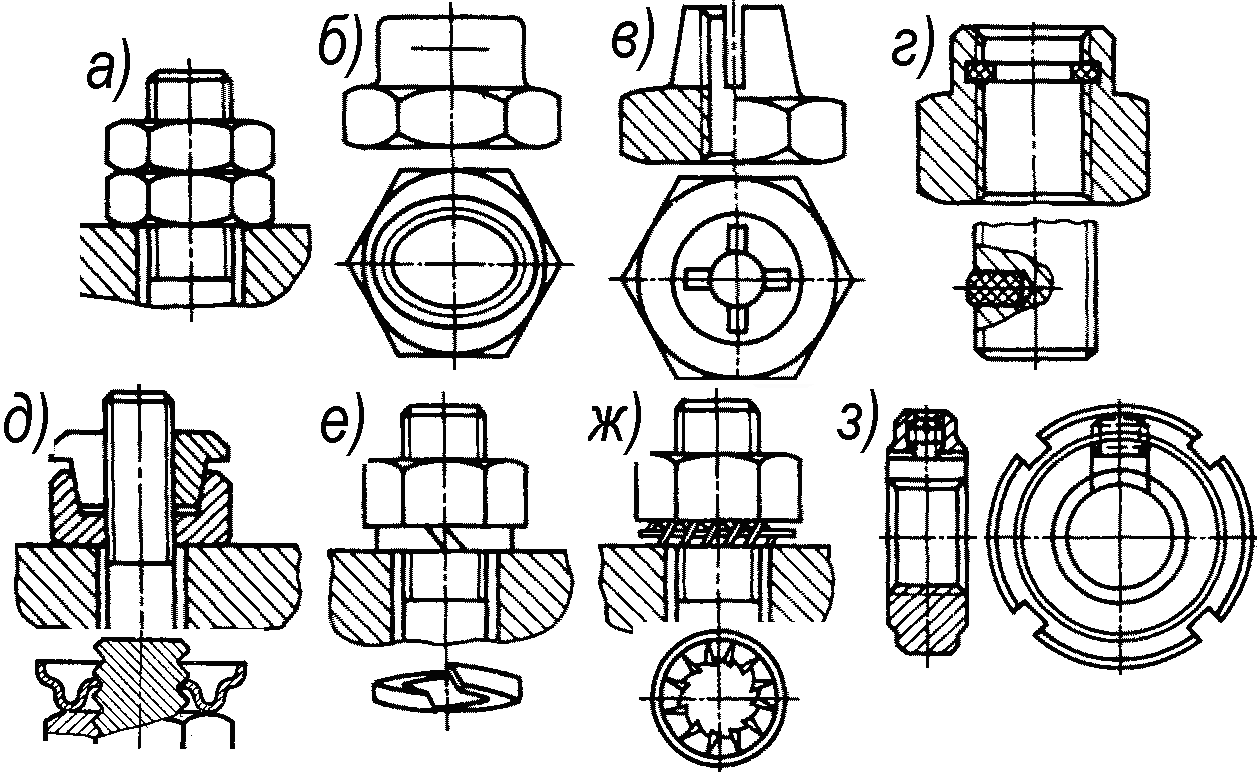
Штифтовые соединения.
В таблице приведены размеры цилиндрических штифтов с внутренней резьбой, на боковой поверхности которых имеется лыска, обеспечивающая при забивании штифта выход воздуха из отверстия. Резьбовое отверстие, имеющееся на одном конце штифта, предназначено для демонтажа.

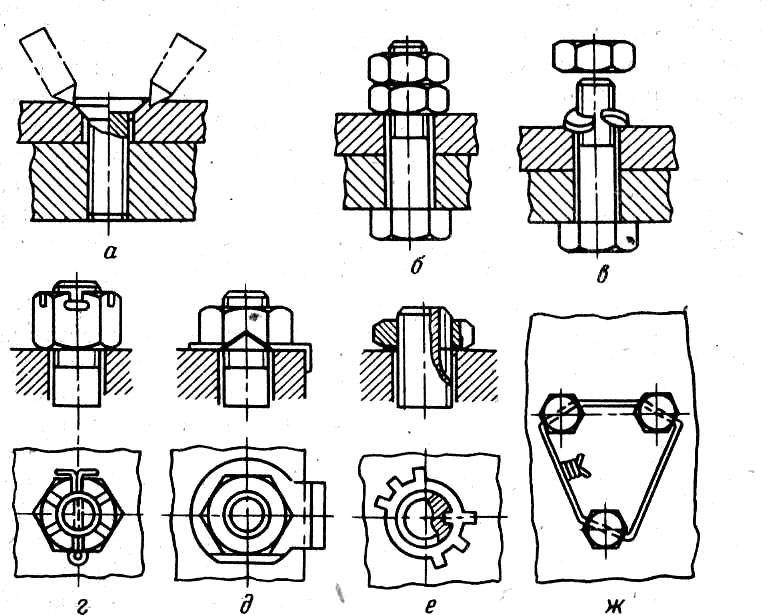
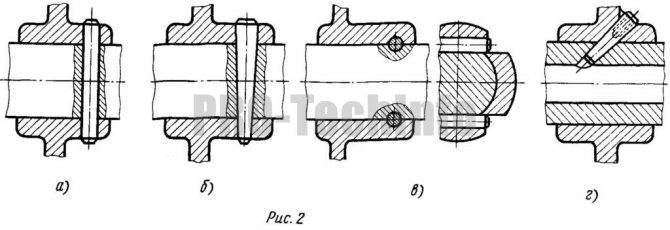
На рис. 1 и 2 приведены примеры использования штифтов при соединении деталей с плоскими (рис. 1) и цилиндрическими поверхностями контакта (рис. 2).
На рис. 1, а показана установка штифта по ГОСТ 3128-74, на рис. 1, б — конического штифта по ГОСТ 9464-79 в случае, когда подвод обрабатывающего инструмента в направлении, перпендикулярном плоскости стыка, затруднен. На рис. 1, в показан вариант установки штифтов в плоскость разъема, применяемый в случаях, когда ширина фланцев либо их форма не позволяет установить штифт перпендикулярно плоскости стыка. Число штифтов применяют обычно равным четырем по одному на каждой стороне.
При передаче незначительных окружных и осевых сил применяют соединения, показанные на рис. 2
Такие соединения более технологичны по сравнению со шпоночными и шлицевыми и исключают люфты, что особенно важно при реверсивном движении. В связи с этим такие соединения широко используются в приборных устройствах

На рис. 3 приведены примеры использования специальных штифтов. Полый разрезной штифт (рис. 3, а) обеспечивает удовлетворительное центрирование деталей и относительную простоту монтажа без использования специального инструмента за счет высокой его податливости в радиальном направлении. Кольцевая канавка на штифте предусмотрена для захвата его инструментом при демонтаже соединения (рис. 3, б). Преимуществом соединения с помощью разводного штифта (рис. 3, в) является простота его конструкции и монтажа. Однако возможно снижение натяга штифта в процессе эксплуатации. Последнее исключено в соединении, где плотная посадка штифта обеспечивается затяжкой гайки (рис. 3, г ).
При действии значительных нагрузок в плоскости стыка применяются соединения штифтами, в которых сдвигающая нагрузка передается как втулкой-штифтом, так и силами трения на стыке, обусловленными затяжкой резьбового соединения (рис. 3, д, е).
Соседние страницы
- Заклепочные соединения
- Сварные соединения
- Соединения с натягом
- Резьбовые соединения
- Шпоночные соединения
- Шлицевые и бесшпоночные соединения
Примечание
- В утратившем силу в РФ стандарте ГОСТ 1497.4-87 существовал также класс прочности 6.6.
- Минимальный класс прочности гайки для данного класса прочности болта при создании болтового соединения.
- Стандарт, применяемый в автомобилестроении.
- ksi = 1000 psi = 6,895 MPa.
- ГОСТ Р 52627-2006 не определяет конкретные марки стали, указывая только на химический состав и некоторые механические свойства. Приведённые в таблице марки стали являются наиболее употребительными в технике для данных классов прочности.
- ГОСТ Р 52628-2006 не определяет конкретные марки стали, указывая только на химический состав и некоторые механические свойства. Приведённые в таблице марки стали являются наиболее употребительными в технике для данных классов прочности.
Применение калибров
Пробки со вставками являются главным типом резьбовых пробок, имеют конусный хвостовик. Они изготавливаются диаметром от 1 до 50 мм. Уплотнение резьбовых соединений с внешним диаметром от 50 до 100 мм делают в виде насадок, фиксируемых на концах пластмассовой ручки винтами. Проверку внешней резьбы производят резьбовыми кольцами, изготовленными диаметром от 1 до 100 мм. Проходные кольца нарезаются по всей ширине кольца. Их внешняя поверхность накатывается. Непроходимые кольца обладают укороченной резьбой (оставляют только два три витка с укороченной резьбой). На них создают отличительную проточку посередине внешней накатанной цилиндрической поверхности кольца.
Обозначение резьбовых соединений на чертежах
При обозначении соединений на чертежах всех сфер строительства, промышленности и машиностроения, согласно ГОСТ 2311—68, за условность принято, когда линии в виде винта заменяют двумя линиями — сплошной тонкой и сплошной основной. При этом рисунок внутренней и внешней резьбы имеет такие особенности:
- Внутренние резьбовые соединения чертеж представляет главными сплошными тонкими линиями по внешнему диаметру и непрерывными линиями по внутреннему. Нарезка, отображаемая как невидимая, показывается штриховыми тонкими линиями одной и той же толщины по внутреннему и внешнему диаметрам.
- Наружные резьбовые соединения чертеж изображает основными непрерывными линиями по внешнему диаметру и непрерывными тонкими — по внутреннему. Обозначение резьбы показывает вид резьбы, номинальный диаметр, шаг (если она с мелким шагом), направление рези (если левая), поля допусков (табл).
Таблица резьбовых соединений приведена ниже.
| Тип резьбы и номер стандарта (ГОСТ или СТ СЕВ) | Условное обозначение типа резьбы | Указанные на чертеже размеры | Примеры обозначения резьбы |
| Метрическая с большим шагом, ГОСТ 8724-81 (СТ СЕВ 181-75) | М | Внешний диаметр, мм | М10-6Н; М36-7М; М10LH-6H |
| Метрическая с малым шагом, ГОСТ 8724-81 (СТ СЕВ 181-75) | М | Внешний диаметр и шаг, мм | M64*2-7H |
| Метрическая для диаметров меньше 1 мм (часовая), ГОСТ 900-73 | М | Внешний диаметр, мм | M0,6 |
| Трапециевидная, ГОСТ 24738-81 (СТ СЕВ 1181-79) | Tr | Внешний диаметр и шаг, мм, и номер ГОСТа | Tr36*6-6H, ГОСТ 25738-81 |
| Упорная, ГОСТ 10177-82 (СТ СЕВ 1181-79) | S | Внешний диаметр и шаг, мм | S80*16-4H |
| Трубная цилиндрическая, ГОСТ 6357-81 (СТ СЕВ 1157-78) | G | Условное обозначение диаметра резьбы в дюймах | G21/2-A |
| Трубная коническая, ГОСТ 6211-69 (СТ СЕВ 1115-78) | R | Условное обозначение диаметра резьбы в дюймах и номер ГОСТа | R3/4, ГОСТ 6211-81 (внешний) R3/4, ГОСТ 6211-81 (внутренний) |
| Конечная дюймовая с углом профиля 60″, ГОСТ 6111-52 | K | Обозначение диаметра резьбы в дюймах и номер ГОСТа | K3/4″, ГОСТ 6111-52 |
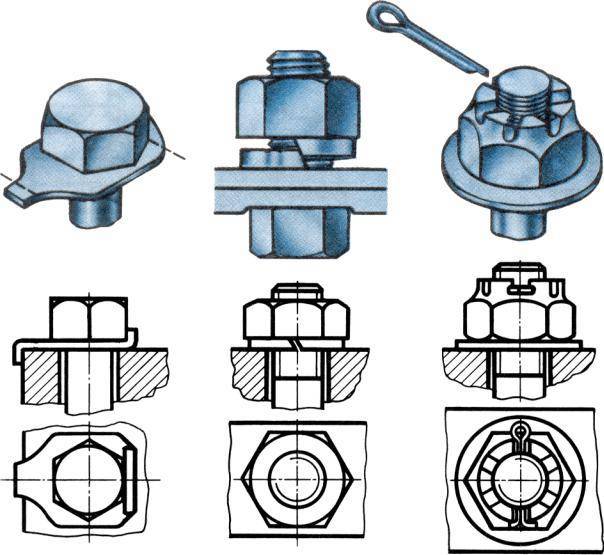
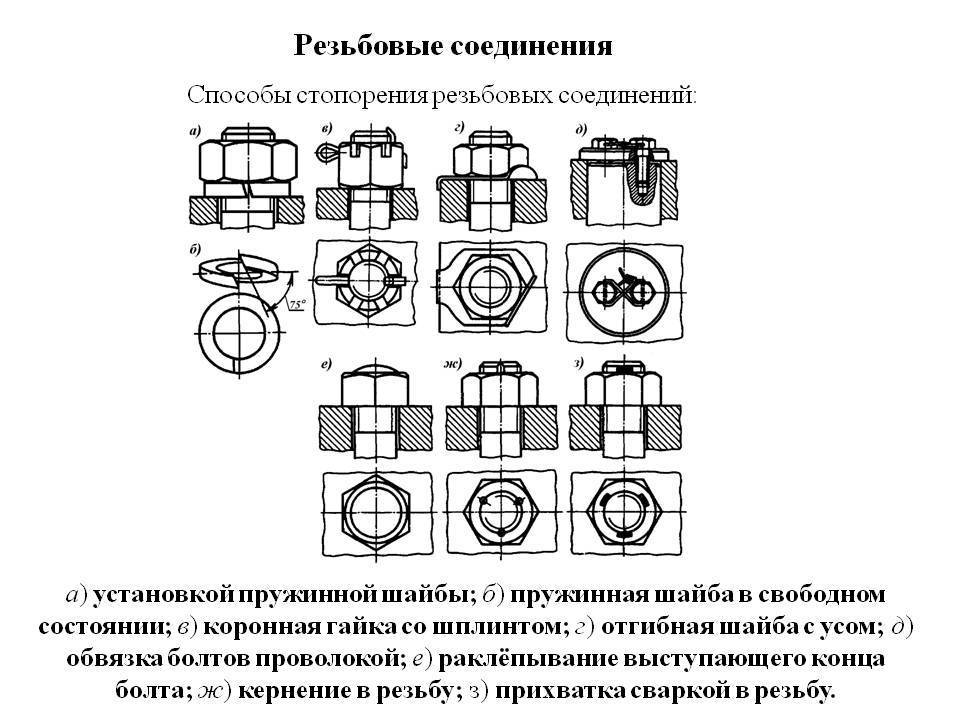
§ 2. Стопорение резьбовых соединений
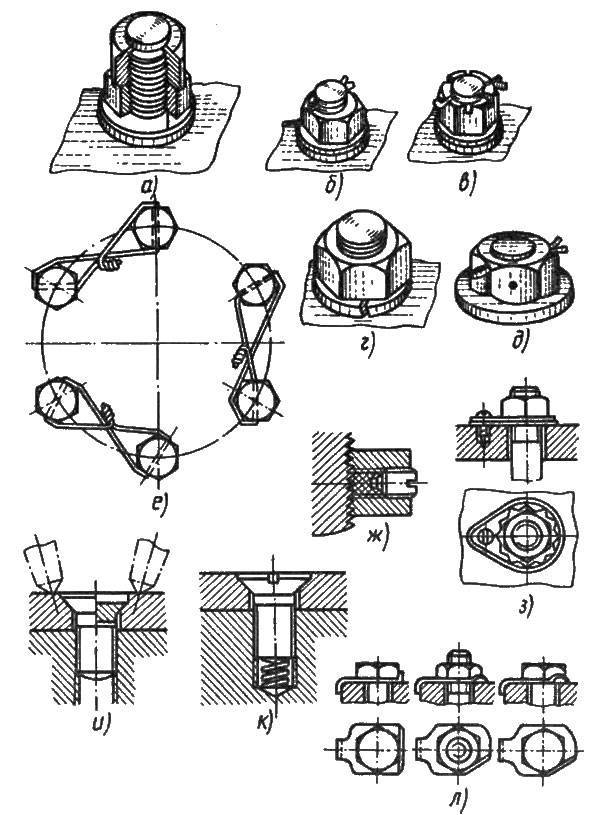
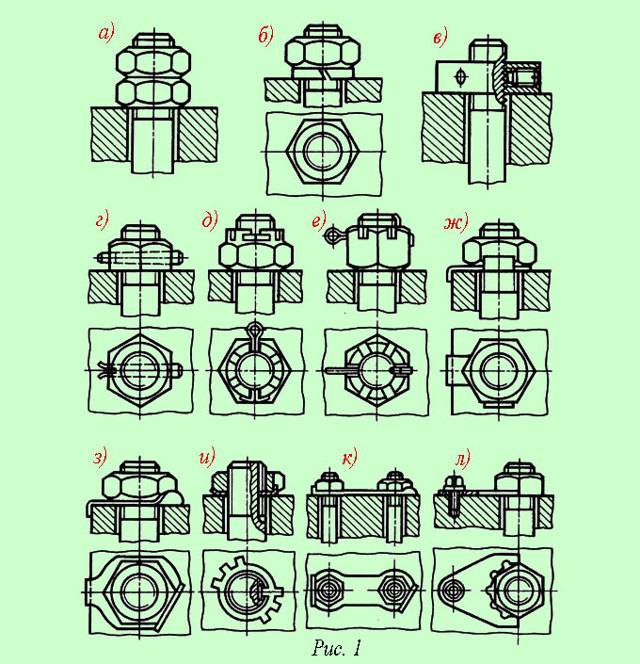
Резьбовые соединения не должны нарушаться (самоотвинчиваться) при движениях, толчках и ударах, которым подвергаются детали машин во время работы. Поэтому резьбовые соединения, как бы они ни были крепко затянуты, должны быть еще и надежно застопорены.
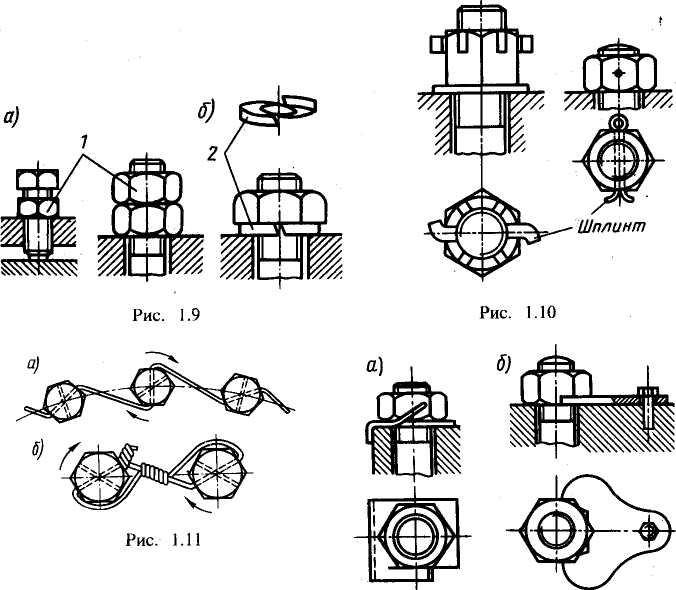
Стопорение контргайкой (рис. 16,а) препятствует самоотвинчиванию силой трения, которая возникает в резьбе и на торцовых поверхностях двух гаек. Этот способ стопорения утяжеляет соединения и недостаточно надежен при значительных вибрациях.

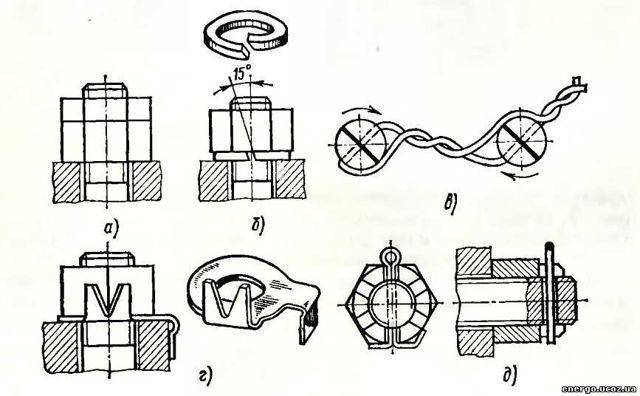
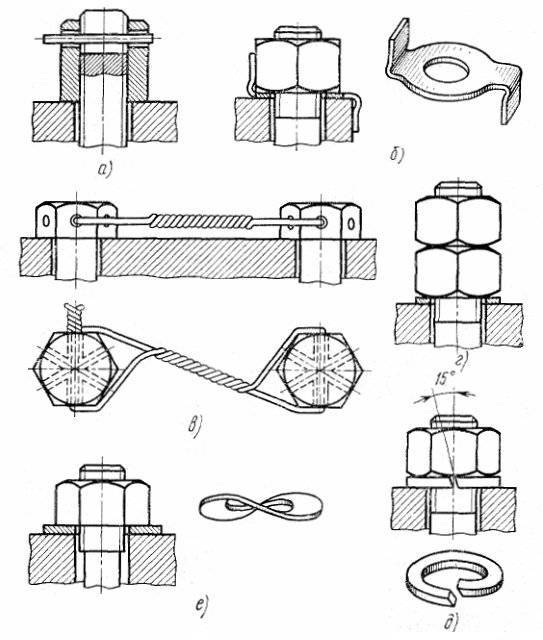
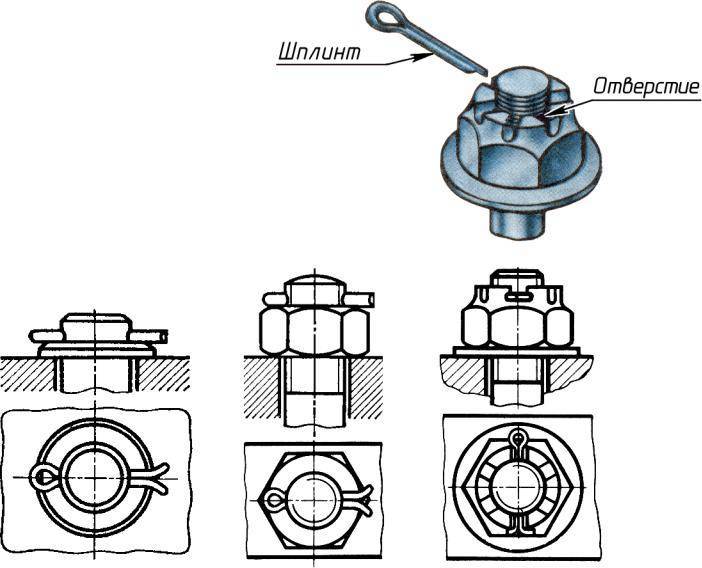
Рис. 16. Стопорение гаек: а — контргайкой, б — винтом, ввинченным в гайку, в — разводным шплинтом, вставленным в отверстие болта, г — разводным шплинтом, вставленным в сквозное отверстие в гранях гайки, д — шплинтом в пазу корончатой гайки, е — проволокой, ж — пружинной шайбой, з — деформируемой шайбой, и — фигурной плоской пружиной
Стопорение винтом, ввинченным в гайку,— способ, позволяющий стопорить гайку в любом положении. Недостаток этого способа состоит в том, что резьба болта сминается стопорным винтом. Чтобы избежать этого, под конец стопорного винта ставят сухарь из красной меди (рис. 16,б).
Стопорение разводным шплинтом — один из распространенных и наиболее надежных способов. Разводные шплинты изготовляют с кольцевой головкой из стальной проволоки полукруглого сечения. Концы шплинтов разводятся.
Стопорение разводными шплинтами выполняют тремя способами :
- первый — шплинт вставляют в отверстие болта (рис. 16, в). В этом случае он не стопорит гайку, а препятствует ее само-отвинчиванию дальше определенного предела;
- второй — после затяжки гайки через одно имеющееся в ней отверстие просверливают болт и вставляют шплинт (рис. 16, г);
- третий — отверстие в болте под шплинт просверливают до или после монтажа, затем в это отверстие и в пазы корончатой гайки вставляют шплинт (рис. 16, д).
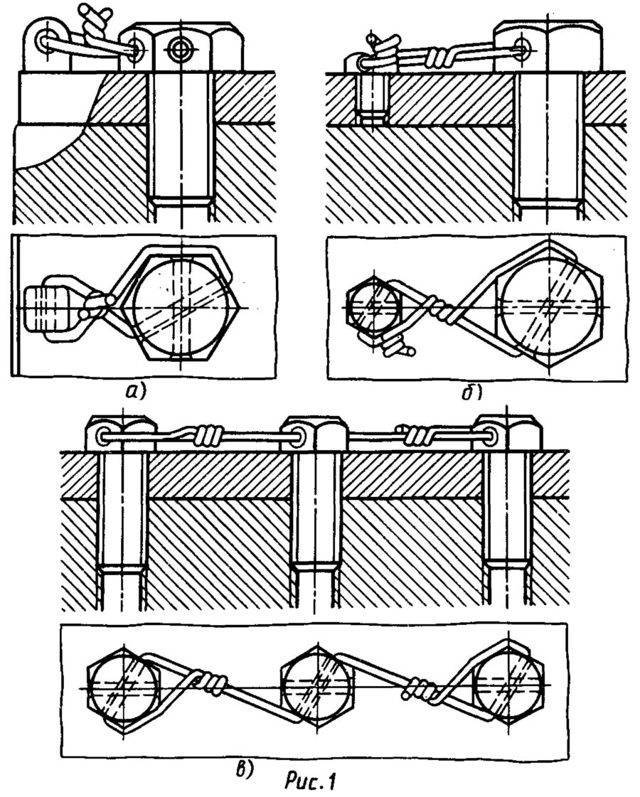
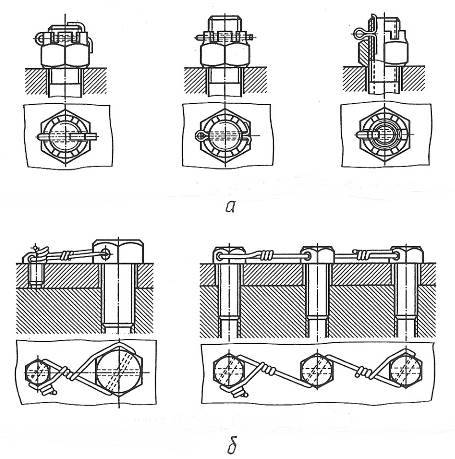
Стопорение проволокой применяют для парных болтов и целых групп (рис. 16, е). При таком стопорении необходимо следить за тем, чтобы натяжение проволоки способствовало затяжке винтов.
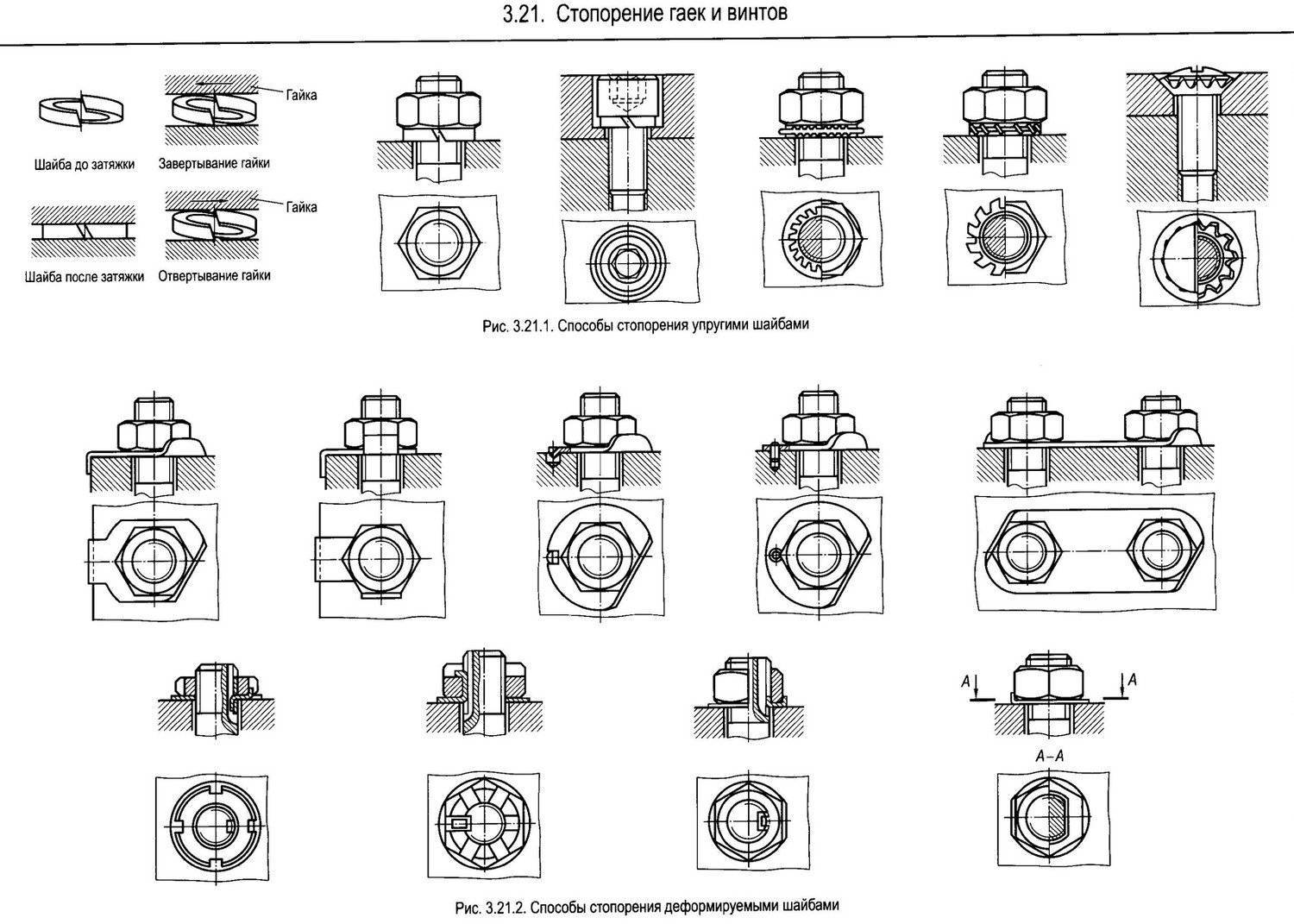
Стопорение пружинной шайбой основано на том, что обеспечивает напряженное состояние резьбового соединения (рис. 16, ж).
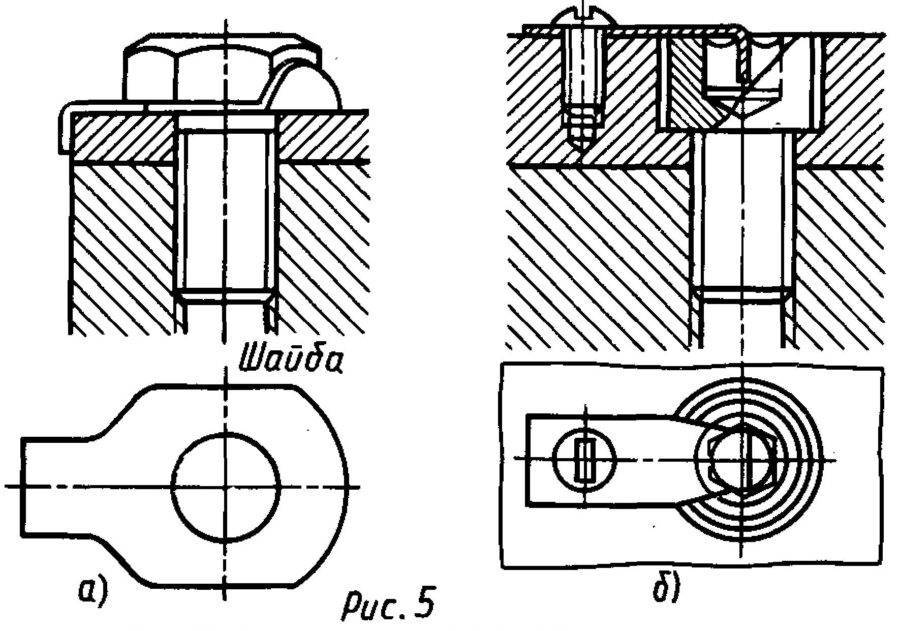
Стопорение деформируемыми шайбами (рис. 16, з). Деформируемая шайба простейшей формы имеет два выступа. Один из них, прилегая к краю кромки базы, препятствует проворачиванию шайбы, второй отогнутый по грани гайки — фиксирует ее по отношению к базе. Аналогичную конструкцию можно применить для винта с граненой головкой.
Стопорение фигурной плоской стопорной пластинкой (рис. 16,и) позволяет стопорить гайку в 12 различных положениях. Оно удобно в тех случаях, когда болт стоит далеко от края детали.
Винты диаметром до 8 мм можно стопорить постановкой их на краску.
Стопорение шплинтами
Фиксация крепежных деталей может осуществляться с помощью специально подобранных шплинтов. Данное металлическое крепление, изготовленное из проволоки. Конструкция имеет форму стержня с полукруглой головкой. Крепление производится благодаря разжиманию концов шплинта. С помощью шплинта производят установку болта, винта, шпильки в требуемое положение. В них просверливают отверстие способное пропустить шплинт. Он должен достаточно свободно заполнять отверстие. Допускается небольшое применение усилия. Далее после его вставки края загибаются, обеспечивая надёжную фиксацию.





Государственные нормы
Система выбора нужного способа устанавливается принятыми гос., отраслевыми стандартами и изложена в Единой Системе Конструкторской документации (ЕСКД). Она включает:
- ЕСКД Изображение резьбы (ГОСТ 2.311-68);
- отраслевой стандарт (ОСТ) 39502-77 (определяет способы, параметры и возможности разных видов крепления);
- все крепёжные изделия оговорены в ГОСТ 27017-86.
Для любого вида фиксации крепёжного соединения в виде резьбы предусматривается собственный стандарт. К примеру, выбор пружинной шайбы изготавливается на основании ГОСТ 6402-70.
Стало быть, все крепёжные соединения в виде резьбы ГОСТ ЕСКД стопорятся на основании руководящих документов. Одна конструкция конструкторской документации дает возможность определить имеющиеся варианты устранения разъединений и подобрать нужные детали с целью решения данных задач.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Стопорные свойства шайб
Шайбы относятся к крепежным изделиям, так как они участвуют в обеспечении прочности и надежности соединений. Неправильное применение шайб может приводить к снижению прочности соединения или увеличению риска его ослабления.
6.1. Плоские шайбы
При правильном выборе плоские шайбы (рисунок 6) могут способствовать снижению поверхностного давления на мягкие материалы и минимизировать потерю прочности сжимающего усилия за счет просадки. Опорная поверхность шайбы обычно больше, чем опорная поверхность болта или гайки.
Рисунок 6 — Круглая плоская шайба
Больший диаметр контактной поверхности дает большее усилие сопротивления трению. Поэтому, именно головка болта всегда вращается относительно шайбы при затягивании болтового соединения. Следовательно, она будет защищать менее прочный материал и тем самым снижать риск ослабления соединения при воздействии внешних сил.
В зависимости от применяемого класса прочности болта выбирают класс прочности шайбы. Выбор неправильной твердости шайбы может приводить к повышенному риску ослабления соединения, а также, если материал является слишком мягким чтобы поддерживать головку болта без просадки .
6.2. Пружинные (гроверные) шайбы
Обычно считается, что пружинные гроверные шайбы (рисунок 7) снижают риск ротационного ослабления болтового или винтового соединения. Главная цель этой пружинной шайбы — снижать потерю стягивающего усилия, которое происходит вследствие просадки болтового соединения. Поэтому, если правильно применять эту шайбу, то будет снижаться риск отвинчивания под воздействием динамических нагрузок.
Рисунок 7 — Пружинные (гроверные) шайбы
Однако часто эти шайбы имеют чрезмерную прочность и поэтому приводят к более высокому риску ослабления соединения из-за просадки и/или динамических нагрузок . Пружинные шайбы должны иметь прочность, которая достаточна, чтобы выдержать стягивающее усилие болтов класса прочности 5.8, когда они затянуты на полную прочность. При работе с такими болтами пружинные шайбы снижают потерю стягивающей нагрузки и тем самым снижают риск ослабления болтового соединения под воздействием динамических сил. Кроме того, кромки пружинной шайбы создают механическое зацепление за относительно мягкую поверхность, что дает дополнительный стопорящий эффект.
Эффективность пружинных шайб становится очень низкой, когда их применяют с термически упрочненным крепежом класса 8.8 и выше. Пружинное усилие шайбы является в этом случае слишком малым, а кромки шайбы не способны врезаться в твердую поверхность болта или гайки. Если пружинные шайбы применяются с высокопрочным крепежом, то они фактически создают повышенный риск для надежности соединения, так под воздействием высоких нагрузок могут разъехаться и сломаться.
6.3. Гроверные шайбы при поперечной вибрации
На рисунке 8 представлены результаты вибрационных испытаний на машине Юнкера болтовых соединений М10 с гроверной шайбой и без нее. Амплитуда вибрации составляла +/- 0,5 мм .
Результаты испытаний показали, что установка пружинной шайбы под головку болта может приводить к его самоотвинчиванию быстрее, чем для болта без такой шайбы . Аналогичное мнение об эффективности пружинных шайб по стопорению болтов и гаек высказано в известном руководстве по проектированию крепежа NASA .
|
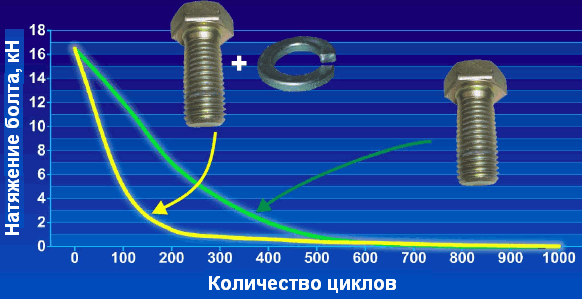
Рисунок 8 — Испытания болтов на машине Юнкера: «болт с гроверной шайбой» и «болт без шайбы»
6.4. Другие стопорные шайбы
- Тарельчатые (рисунок 9)
- Зубчатые (рисунок 10)
|
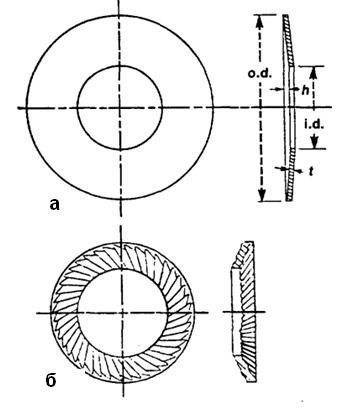
Рисунок 9 — Тарельчатые шайбы: а — гладкие, б — рифленые
|

Рисунок 10 — Зубчатые шайбы
Как и чем герметизируют стыки труб
Виды уплотнителей, способы герметизации
Чтобы предотвратить утечку рабочей среды трубопровода необходимо качественно герметизировать трубные скручивания.
При резьбовом соединении стальных труб в качестве уплотнителей используют:
- прокладку. Этот способ уплотнения резьбового соединения требует относительно толстых торцевых трубных срезов. Наличие ровных трубных торцов никогда не сможет обеспечить герметичность. При использовании резиновой или пластиковой прокладки эта проблема успешно решается. Данный вариант – идеальный в случае сочленения с помощью гайки накидного типа;
- подмотку. Материалами могут служить льняные пряди, полимерные нити, ФУМ ленты в комплексе затвердевающими герметиками, красками, пастами.
При монтаже пластиковых стояков применяют способ герметизации, основанный на деформационных свойствах материала. Сущность этого метода состоит в том, что пластиковую трубу с наличием внешней резьбы вкручивают в стояк с внутренней резьбой. Пластик во время деформации способствует отличному заполнению промежуточного пространства, исключая появление зазоров.
Когда речь идет о трубопроводных конструкциях с высоким давлением, то цилиндрические резьбовые соединения труб здесь – не совсем уместны. В таких случаях используется соединение конического типа. Принцип присоединения заключается в том, что при вкручивании наблюдается плотное прижимание труб до такой меры, пока полностью не исчезнет зазор.
Материалы для уплотнения стыков
Чтобы стык был непроницаемым, в качестве уплотнителей используют:
- лён (паклю);
- асбест;
- ФУМ ленту;
- натуральную олифу;
- белила;
- сурик;
- графитную смазку и др.
Надежным уплотнителем при скручивании стальных труб на резьбе является льняная прядь, пропитанная суриком или белилами. Такое соединение отличается простотой монтажа, надежностью в плане герметизации. Уплотнитель используется очень давно, не теряет своей популярности и сегодня, несмотря на появление искусственных аналогов.
Для тех, у кого небольшой опыт работ по монтажу фитингов и труб, подсказываем, что ни в коем случае не применяйте лён без краски. На первых порах стык не будет пропускать влаги. Но пройдет несколько месяцев, льняные волокна намокнут, начнут разлагаться. Поэтому качество всех соединений ухудшится, а еще через месяц-другой – на стыке будет просачиваться вода.
Важно! Волокна необходимо тщательно пропитать суриком или белилами, чтобы не осталось ни одной сухой пряди. Важно! Нужно стык с прядями промазать сначала суриком, а после этого – белилами, а не наоборот
Важно! Нужно стык с прядями промазать сначала суриком, а после этого – белилами, а не наоборот. Важно! Наматывать пряди необходимо «за резьбой», после чего пропитать краской
Если уложить паклю против хода нарезки, то при навинчивании муфты она вся вылезет на стороны и придется начинать все сначала. Важно! Во избежание засорения стояков, нужно следить за тем, чтобы пакля не свисала с торца или не попадала внутрь стояка
Важно! Наматывать пряди необходимо «за резьбой», после чего пропитать краской. Если уложить паклю против хода нарезки, то при навинчивании муфты она вся вылезет на стороны и придется начинать все сначала
Важно! Во избежание засорения стояков, нужно следить за тем, чтобы пакля не свисала с торца или не попадала внутрь стояка.
Многие пользуются ФУМ лентой которая ничем не уступает старым традиционным материалам – пакле с краской.
Иногда в месте стыковки стояков отсутствует герметичность. Для устранения этого дефекта нужно заменить уплотняющий материал, а резьбовой участок очистить от грязи, остатков уплотнителя. После этого еще раз намотать льняную нить, ФУМ ленту или иной уплотнитель, собрать конструкцию.





В качестве дополнительных герметизаторов используют пасты, герметики химического происхождения, которые помогут усилить данный участок трубопровода.
Трубная резьба
Она обвивает условный цилиндр и производится в виде треугольника с равными бедрами и углом наклона в 55 градусов. Причем в верхней части гребней имеются закругления, придающие уникальные характеристики данному типу нарезки.
Это позволяет избавиться от зазоров в выступающих или впавших частях, обеспечивая более высокую степень герметизации в месте соединения отдельных деталей. Она, как и предыдущий вариант, является дюймовой, но ее диаметр может достигать от 0,06 до 6 дюймов. Шаг нарезки при этом составляет 11-28 витков.
В отличие от остальных типов дюймовых нарезок шаг у трубной считается сокращенным. Это сделано для того, чтобы достичь максимальной прочности, не допустив опасного уменьшения толщины стенок профильных металлических труб. Данный тип резьбы имеет цилиндрическую или коническую форму, которая будет обладать соотношением конусности 1 к 16.
ОСТ! 39502-77 с. 7
Черт, а
2 Л * Совмещение отверстия под шплинт в болте, винте ж шпильке с прорезью в гайке должно производиться путем подтяжки гайки на угол не более 30°, путем замены гайки или болта, винта, шпильки дат подбором тошины шайб.
Подгонка путем отворачивания гайки не допускается.
При яэдтяжта гайки превьшеяие максимально допустимого крутящего момента затяжки не допускается.
2.3. Шетшт должен входить в отверстие свободно или пед незначительной безударной нагрузкой.
2.4. Шплинт должен утопать в прорези гайки. Допускается выступание шплинта
щд прорезью гайка на величину ив болев ОД от иомвяальюго диаметра шплинта.
2.5. Допускаются:
— неплотное цдоегажие концов шплинта к поверхности гайки в пределах ОД *0,3 мм;
— касание отогнутых котов шплинта резьбы болта, винта, шпильки;
— откусьжаяш итлквтов с последующим снятием заусенцев. При необходимости
на нарушенные в результате откусывания места наносится лакокрасочное покрытие,
назначаемое разработчиком изделии.
2*6. Не допусзшютш:
— смят» головки штшвта;
— надрывы ж тр&дага* ш концах тжжтщ
— |МС1ШЮщжвада ж тертжртчдааше кошов шплинта;
— рвсжлшш’тт штшта ноше установки;
— использование шплинта более одного роза»
Применить в тртднедоступных местах
Замер средней резьбы методом трех проволочек
Замер среднего диаметра с использованием проводов осуществляется значительно точнее, чем микрометром со вставками. Размер проволоки подбирается так, чтобы образующие провода касались винтовой поверхности в зоне собственно среднего диаметра d2. Наибольший диаметр проволоки для метрической резьбы равен dnp=0,577Р. Пересчет из размера М на размер среднего диаметра d2 для метрической резьбы вычисляют по формуле d2=M-1,438dnp (метод измерения является косвенным).
Провода для измерения среднего диаметра производит инструментальная промышленность, выпуская их комплектами из 3 шт. Номинальные размеры проводов зависят от шага и составляют от 0,101 до 3,464 мм. Допустимые отклонения диаметра проводов от номинального размера ±0,5 мкм. Отклонение формы находятся в пределах допуска размера проводов. Особенно строго контролируется огранки поверхности проволоки. Погрешность измерения среднего диаметра с использованием трех проводов невелика и составляет 1,5-2 мкм. Средний диаметр калибров-пробок рабочих и контрольных измеряется только с помощью трех проводов.





