

Можно ли варить полуавтоматом без газа?
Некоторые начинающие сварщики сомневаются, что сварку полуавтоматом без газа вообще можно делать. Но на самом деле это возможно, просто нужно использовать не простую проволоку, а самозащитную. Подбирается она под свариваемый металл, а отличается от обычной особенным составом, позволяющим заменять собой при сварке полуавтоматом проволоку и газ одновременно.
В большинстве случаев для такой флюсовой проволоки применяются инверторные MIG/MAG сварочные устройства, так как у них высокий КПД, они более мобильны и компактны, а также менее чувствительны к перепадам напряжения в сети. Все это отлично сочетается с технологией самозащитной проволоки.
Основные нюансы готового изделия
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
Любое строительное сооружение держится благодаря правильно спланированной специальной системе или ферме. Нельзя просто так изменять ее геометрические размеры, даже при смене жестких узлов на шарнирные. Если стержни не несут нагрузки вне узла, то компоненты фермы сжимаются или растягиваются. Такие системы можно создать, воспользовавшись прямыми стержнями, связанными узлами ферм из трубных изделий. То есть, в итоге получается оригинальное висячее строение, включающее верхний и нижний пояса со стойками и раскосами между ними.

Сегодня современное строительство немыслимо без применения ферм. Но чаще всего последние востребованы при возведении покрытий огромных пролетов. Согласно такому принципу сооружаются спорткомплексы, мосты, сцены, подиумы, павильоны и др. Тот, кто нуждается в подобной конструкции, может купить ее в готовом виде или же самостоятельно сварить из труб, но прежде стоит разобраться, как рассчитать навес из профильной трубы.
Рассмотрим последний вариант, представляющий длительное и трудоемкое мероприятие.
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
При сварке с газом – электрод (+), масса (-).
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
Основные правила при проведении сварки полуавтоматом
Как правильно варить полуавтоматом? Этот вопрос волнует новичков, особенно тех, кто решил технологию ведения процесса освоить самостоятельно. Вначале необходимо разобраться с видами полуавтоматов: какие они бывают и чем отличаются друг от друга. От этого зависят выбор расходных материалов и технология ведения процесса.
Различают аппараты по таким признакам:
- тип исполнения (переносной, передвижной, стационарный);
- назначение (бытовые, полу— и профессиональные);
- напряжение питания (220, 380 В);
- способ защиты дуги (без защиты, в защитных газах инертных и активных, под слоем флюса, комбинированного типа);
- способ охлаждения горелки (естественное, искусственное);
- тип проволоки (сплошная стальная, алюминиевая, включая проволоку из сплавов, порошковая, комбинация указанных видов);
- способ регулирования скорости подачи проволоки (ступенчатый, плавный, плавно-ступенчатый);
- способ подачи проволоки (толкающий, тянущий и комбинированный – сочетание указанных двух видов);
- место установки аппаратуры управления (отдельно стоящая, встроенная).
Основные аспекты ведения технологии сварки зависят от модели конкретного аппарата, которые производят компании в разных странах мира. Во всех моделях механизируется подача электродной проволоки, перемещение и манипулирование горелкой осуществляется самим сварщиком. Проволока Ø от 0,6 до 2,5 мм подается по специальному кабелю, который называют гибким шланговым. В конструкции аппаратов присутствуют такие узлы:
- механизм подающий;
- провод шланговый;
- горелка.
Механизм подающий состоит из электрического двигателя и редуктора. Его назначение – осуществлять вращение роликов, настраивать скорость подачи проволоки и проталкивать ее по кабелю. Он может быть с одной или двумя парами роликов. Скорость подачи может изменяться плавно или ступенчато в зависимости от конструктивных особенностей подающего механизма. Выпускают аппараты с механизмами закрытого или открытого типа, включая открытый на тележке. Различаются они весом устанавливаемой кассеты (1,5; 2; 3,5; 4; 5; 12,5; 15; 20,0 или 50 кг).
Провод шланговый подводит ток к держателю или горелке и проводу, идущему к цепи управления. Его длина может быть 1,5; 2,5 и 3,0 м. При сварке в защитных газах предусматривается канал или устройство для его подвода.
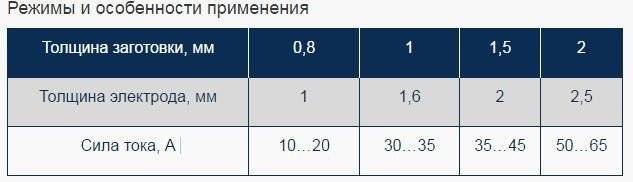
Производители полуавтоматов делают все, чтобы облегчить процесс соединения, сделать его более производительным и качественным, варить без особых усилий. Режим работы зависит от правильного подбора расходных материалов. Они напрямую связаны с маркой свариваемого металла и его толщиной. Ориентировочно параметры скорости подачи проволоки и зависимость величины тока от вида проволоки указаны в таблице.










| Вид проволоки | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Ток сварочный, А |
|---|---|---|---|
| Стальная | 0,6; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5 | 120 ÷ 720 | 60 ÷ 630 |
| Алюминиевая | 0,8; 1,0; 1.2, 1,6 | 120 ÷ 960 | 60 ÷ 315 |
| Порошковая | 0,8; 0,9; 1,0; 1.2, 1,6; 2,0 | 120 ÷ 720 | 120 ÷ 630 |
Дефекты сварных швов, причины их возникновения
Начинающему сварщику практически невозможно избежать ошибок, которые приводят к следующим изъянам:
- подрез появляется при слишком быстром перемещении горелки, длинной дуге, высоком значении тока;
- при излишне медленном движении металл стекает вниз под действием силы тяжести, образуется наплыв;
- поры образуются при плохой газовой защите, некачественной предварительной обработке поверхности, слишком высокой скорости работ;
- невысокая скорость сварки при большом токе может вызвать сквозной прожог металла, к этому приводит также неправильный начальный зазор (слишком большой);
- непровар появляется из-за малого зазора, загрязнённого металла и недостаточного значение сварочного напряжения.
Появления дефектов в сварочных швах вполне можно избежать, достаточно знать причины их возникновения и постараться не допускать ошибок. С опытом количество изъянов будет всё меньше.

Какой газ подойдет для полуавтомата
Новичку необходимо знать, что можно использовать сварочный полуавтомат только при правильно подобранной разновидности газа. Выбор защитного материала зависит от химического состава свариваемых поверхностей, их толщины, габаритов, конфигурации. Необходимо также учесть показатели критических температур при горении, насколько эффективно данный газ может защитить сварной шов, какое количество тепла образуется в зоне сварки.
Для сварки применяются газы инертные (без углекислоты) и газы активные (с углекислотой). Наиболее часто используются:
- Аргон. Предназначен для сваривания активных металлов.
- Гелий. С его помощью получают соединения, имеющие большой размер.
- Углекислотная смесь. Предназначена для сварки при помощи короткой дуги.
Если вам необходимо во время сварочного процесса перемещать оборудование, то выбирайте баллоны, газ в которых находится под малым давлением. Стационарные работы подразумевают использование емкостей для газов, находящихся под высоким давлением.
Виды полуавтомата

Сварочный аппарат подобного типа представляется механическим устройством, где установлена бобина со сварочной проволокой, которая выполняет функцию плавящегося электрода.
Последний подается в зону сварки автоматически. Сила рабочего тока, скорость поступления в зону сварки электрода, сварщиком выбирается самостоятельно. Условия зависят от вида соединяемого металла, скорости продвижения горелки.
Полуавтоматические агрегаты насчитывают несколько видов, однако их можно несколько упорядочить, что поможет облегчить классификацию. Основная из них выражается способом защиты металла при выполнении операции:
- под флюсом, который расположен в середине рабочего прутка, что походит на обмазку электропроводящего стержня — электрода;
- в среде регулируемой газовой среды, активной либо инертной.
Полуавтоматический процесс происходит вследствие образования электрического разряда, который преобразуется в тепловую энергию и плавит основной сварочный элемент – электрод.
Агрегат с регулируемой атмосферой может соединять цветной или легированный материал, где газовой средой служит углекислота. Модуль может быть как однофазным, так и трехфазным.
Первый работает от простой бытовой розетки с напряжением 220 вольт, однако сеть должна соответствовать мощности генератора.
В противном случае нельзя гарантировать формирование качественного сварного валика. Трехфазный агрегат показывает лучшие результаты по сравнению с однофазным, но его можно подключать только в определенных местах, любая пара фазных проводов должна иметь 380 V.
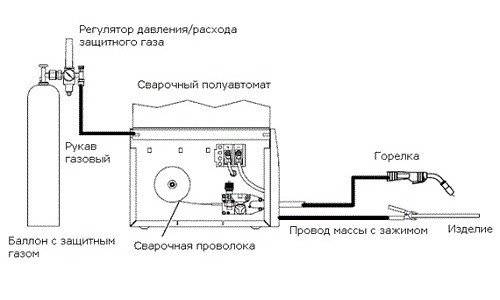
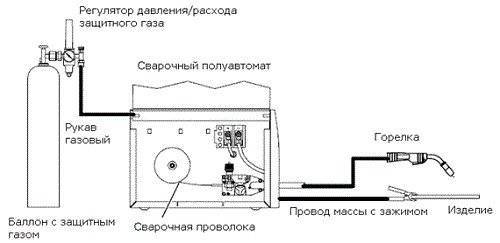
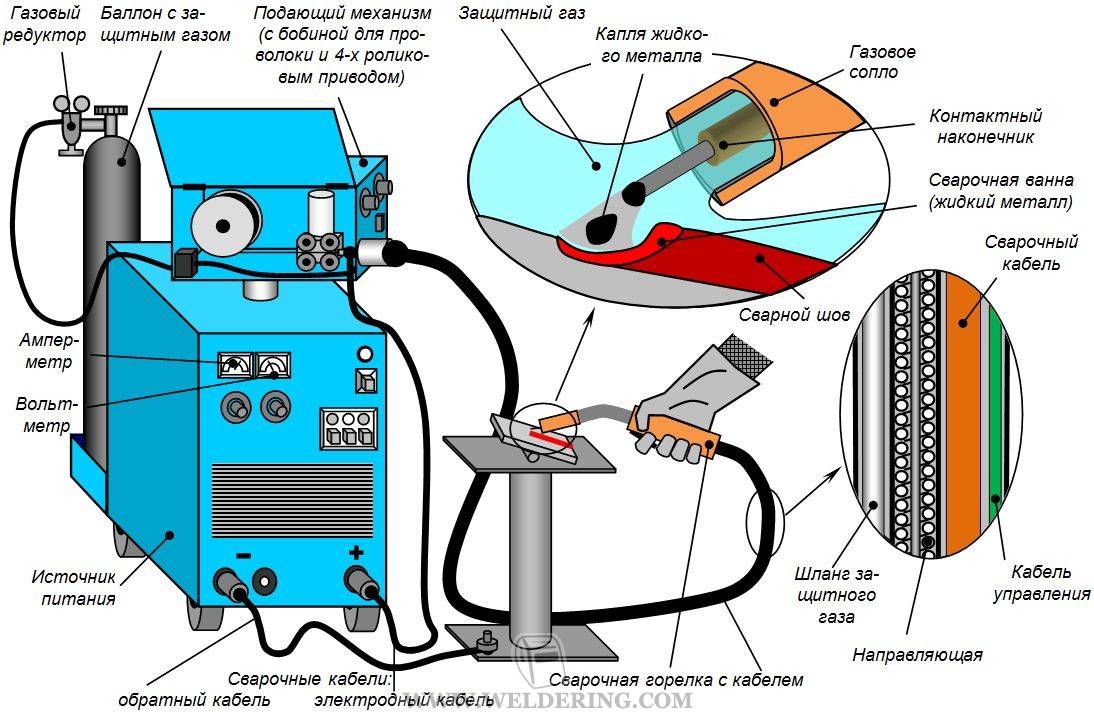
Полуавтоматические модули несколько отличаются друг от друга, но имеют общую комплектацию, выраженную следующими элементами:
- Газовый баллон с регулируемой защитной атмосферой.
- Трубка подачи газа к рабочей зоне.
- Бобина с присадочной проволокой.
- Подающий присадку механизм — тянущий, толчковый либо комбинированный. Последний оснащается двумя механизмами.
- Газовая горелка подает защитную атмосферу к сварочной ванне, обеспечивая металлу защиту от проникновения кислорода из внешней среды.
- Источник питания — инвертор либо трансформатор, в зависимости от мощности предполагаемого процесса.
- Блок управления, регулирующий силу электрического разряда и скорость доставки присадочной нити.
- Газовая аппаратура модуля.
- Кабели цепи управления.
Технология операции зависит от нескольких условий ее проведения — вида рабочего металла, длины валика, использование либо отсутствие газового баллона. Выполняются швы несколькими предусмотренными способами:
- Стыковой предусматривает плотное сочленение двух элементов между собой сварочным валиком. Применяется во время ремонта автомобильной и другой техники.
- Нахлесточный исполняется точечным способом, когда один рабочий элемент налаживается на другой.
Часто подобный метод образует сплошной неразрывный валик.
Сварка полуавтоматом
Строго соблюдайте все рекомендации в соответствие с инструкциями. Здесь много разных нюансов, которые нужно учитывать.
Если используется защитный газ, необходимо проверить баллон и настроить на редукторе нужное рабочее давление. Выбор самого газа зависит от типа металла и задачи. Ну и закрепите баллон должным образом.
Чтобы начать сварку, выставляем рычаг в положение «Вперед». После того, как воронка наполнится флюсом, устанавливаем держатель таким образом, чтобы наконечник мундштука был в зоне сварки.

Открываем заслонку флюсовой воронки и нажимаем кнопку «Пуск». Чтобы загорелась дуга, достаточно просто чиркнуть держателем по металлу. Не забывайте про защитную маску и другие меры безопасности.
Нужно учитывать, что полуавтомат нельзя перегружать и варить долгое время в непрерывном режиме. Перед тем, как начать работу, посмотрите, что такое сварка полуавтоматом — видео прилагается.









Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
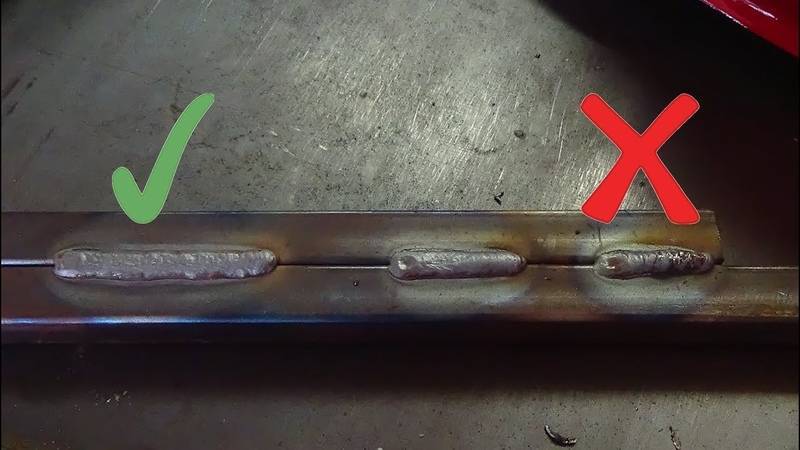
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.

Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Специфика сварки тонких металлов инвертором
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
 Особенности сварки тонкого металла.
Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.









Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
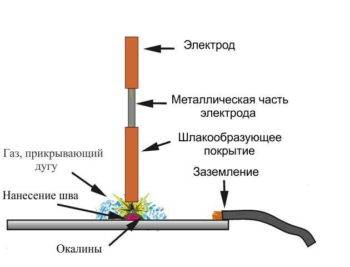
Схема сварки тонкого металла.
Опишем их подробно:
Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод. Если этого не сделано, можно пропалить металл или оставить на нем непровары
Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности.
Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.
При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность сварного шва и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.
https://www.youtube.com/watch?v=Z8s_-2IDn0s
Классификация сварочных аппаратов. Инструкция по использованию
Прежде, чем приступать к работе, нужно изучить виды сварочных аппаратов и принципы их действия. Правильный подход и хорошая подготовка помогут избежать травм и качественно выполнить работу.
По типу проволоки различают:
- универсальные аппараты;
- соединяющие стальную проволоку;
- соединяющие алюминиевую проволоку.

По уровню защиты, они классифицируются на:
- в газах защиты;
- защищены слоем флюса;
- защищены с помощью порошковой проволоки.
По характеру перемещения бывают:
Следуя инструкции, можно выбрать вид сварочного аппарата и метод самой сварки.
Как видим, техника достаточно проста и научиться этому процессу можно самостоятельно, просмотрев курс видео уроков.
https://youtube.com/watch?v=aDFeNxxTtYg
Еще по этой теме на нашем сайте:
- Сварочные полуавтоматы инверторного типа — отзывы владельцев по надежностиИнверторный полуавтомат для сварки — это электромеханический агрегат, который осуществляет сварку разных металлов, используя различные аксессуары для сварки, необходимые для исполнения этого процесса. Изучая сварочные.
Аппарат Брима — сварочный инвертор с хорошими показателями сваркиНемецкий бренд Brima известен покупателям уже более 50 лет. Первые сварочные аппараты производились в Германии, сегодня выпуск ведется в Китае. Поставки продукции Брима осуществляются в.
Газосварочное оборудование для газовой сварки — сварка газом своими руками (видео)Газовая сварка имеет некоторые особенности. Так, при ее использовании не требуется подключение к электросети. Вместо электрического источника питания применяется генератор ацетиленовый либо газ в баллонах.
Осциллятор сварочный — купить или собрать своими руками?Практически у любого владельца частного дома в хозяйстве имеется сварочный аппарат. Но варить им можно обычно только детали из обычной толсто-черновой стали. Это не требует.








Классификация по характеристикам
Отличительными признаками оборудования являются тип источника питания и конструкция. К дополнительным характеристикам относятся:
- тип подающего механизма;
- способ охлаждения;
- рабочее напряжение;
- наличие дополнительных функций.
Рекомендуем к прочтению Как подобрать газ для сварки

Аппараты различаются по типу защитной среды. Аппараты классифицируют и по типу защитной среды: работающие с активными газами, сочетающиеся с инертными веществами, универсальные. По конструктивному исполнению аппараты делятся на:
- Однокорпусные, где в одном блоке располагаются источник питания, подающий механизм, газовый клапан. Однокорпусные полуавтоматы снабжаются держателями для внутренней или внешней установки бобины.
- Двухкорпусные, где каждый компонент выведен в отдельный модуль, к которому подсоединяется кабель-шланг.
Сваривание заготовок значительной толщины
При соединении заготовок толщиной больше 4 мм к подготовке следует подходить более внимательно. Кроме зачистки поверхности от грязи, краски и ржавчины с кромок элементов, по которым будет проводиться сварочный шов, следует снять фаску. Как правильно снять фаску, под какими углами, регламентируют ГОСТы, информация также доступна в интернете.
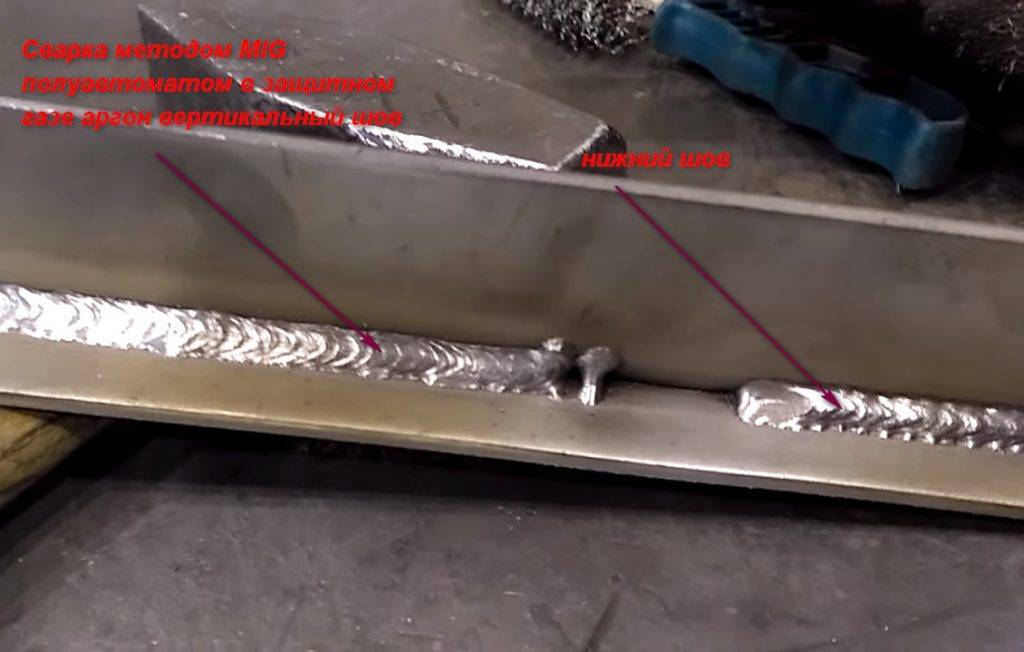
Для обеспечения надёжного соединения толстых заготовок нужно не просто вести дугу вдоль свариваемых кромок, а совершать горелкой колебательные движения. Видов и способов этих движений множество, однако применяют чаще всего обычный зигзаг или возвратно-поступательные. Ширина захода расплавленного металла шва на поверхность детали должна быть равна толщине заготовки.
Перед началом работы нужно задать зазор между свариваемыми деталями. Без зазора металл не проварится на всю свою толщину, шов останется поверхностным и не обеспечится необходимая прочность. Для упрочнения тавровых соединений из толстого металла поверх готового шва накладывается ещё два — по верхней кромке шва с заходом на заготовку и таким же образом по нижней кромке. Это позволяет упрочнить шов, что может быть актуально при толщине деталей от 8 мм.
Несмотря на ошибки и некоторые тонкости при обучении широко применяется сварка полуавтоматом, видео для начинающих помогает визуально отличить особенности, узнать, из-за чего появляются те или иные погрешности и как их устранить. Значение наглядности сложно переоценить на начальных этапах пользования сварочным аппаратом, особенно при самостоятельном освоении оборудования.
Твердосплавные диски по металлу. Работаем без искр
Цепные электропилы. Рейтинг надёжности
Подготовка металлов для сварки в CO2
Сварка полуавтоматом с углекислотой позволяет варить металлы любой толщины.
Классификация ручной дуговой сварки в защитном газе.
Тонкости подготовки изделий к варке зависят от толщины металла:
- Тонкие металлические листы до 1 миллиметра сваривают с использованием отбортовки кромок. Допускается отсутствие подобной обработки, но в таком случае зазор между свариваемыми поверхностями не должен быть более 0.5 миллиметров.
- Листы толщиной от 1 до 8 миллиметров можно сваривать без разделки кромок. Максимально допустимый зазор составляет 1 миллиметр.
- Более толстый металл, толщиной до 12 миллиметров требует дополнительной обработки в виде проведения V-образной разделки.
- Изделия, толщиной свыше 12 миллиметров, рекомендуется сваривать, предварительно выполнив X-образную разделку.
Перед непосредственным выполнением работ, изделия должны подвергнуться таким процедурам:
- Полная очистка свариваемых кромок. Снятие загрязнения и окалин можно осуществить при помощи дробеструйной или пескоструйной установки. Если таковых не имеется, можно очистить поверхности при помощи простой наждачной бумаги.
- Прихватывание поверхностей. Предварительное приваривание в нескольких местах производится электродами Э42 или Э42А.
Настройка сварочного аппарата
Качественная сварка полуавтоматом для начинающих не может обойтись без тонкой настройки аппаратуры.
Перед использованием устройства сварщик должен установить:
- силу тока;
- скорость подачи проволоки;
- необходимое давление защитного газа.
Большинство полуавтоматов для сварки поставляется вместе с сопроводительной документацией, содержащей оптимальные настройки для тех или иных режимов работы. Там указаны параметры, от которых следует отталкиваться при тонкой настройке аппаратуры.
Проверить правильность настройки параметров можно на отдельных ненужных кусках металла. Для выставления правильных параметров при работе в среде защитных газов необходимо следить, чтобы сварной шов был гладки и равномерный, без потеков и прерываний.
Оптимальное давление рабочего газа, как правило, должно находиться в пределах между 1-2 атмосферами.
Подготовка полуавтомата к работе включает следующие шаги:
- Выбор оптимального радиуса проволоки.
Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра. - Протяжка проволоки до выхода из горелки и настройка степени ее прижатия.
- Подготовка оптимального защитного газа.
Чаще всего используется два вида газа: углекислый и аргон. Первый вариант дешев, распространен и отлично подходит для сваривания стальных деталей. Аргон более дорогой защитный газ, обеспечивающий высокую стабильность электрической дуги и уменьшающий количество металлических брызг при проведении работ. - Подключение газового баллона к аппаратуре.
Сварка полуавтоматом в среде защитного газа.
При настройке аппаратуры необходимо придерживаться определенных правил, позволяющих, при наличии определенных умений, получить ровный и качественный шов:
- обеспечение равномерного горения дуги;
- установка электродной проволоки направление вперед;
- проведение очистки швов от накопившегося шлака.
Наиболее оптимальные настройки аппаратуры указаны в сопроводительной документации к сварочной установке. Однако, не всегда стоит полностью доверять заводским параметрам.
Так, на рабочие свойства устройства могут влиять:
- различные режимы работы;
- качество электрической сети;
- состав соединяемого сплава;
- температура окружающей среды;
- толщина и состав присадочной проволоки;
- пространственные положения работ;
- состав защитного газа.
Самыми часто возникающими ошибками при настройке аппаратуры для сварки являются:
- Громкие посторонние звуки, напоминающие треск.
Подобные симптомы могут быть при недостаточной скорости подачи припоя. Дабы избежать таких недоразумений следует увеличить скорость подачи присадочных материалов. - Сильные разбрызгивание металлических капель.
Неисправность возникает при недостатке защитного газа. Устранить проблему можно проверив редуктор или увеличив мощность газового потока. - Плохой провар и низкое качество шва.
Неисправность, связанная с неправильной настройкой напряжения и индуктивности. - Неравномерная ширина валика.
Дефект может возникать из-за неверного выбора скорости движения горелки.
Выбор проволоки
Для сварки без газа необходима порошковая проволока. Она представляет собой полую металлическую трубку, заполненную специальным флюсом и стальной крошкой. Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.









Достоинства и недостатки порошковой проволоки
Преимущества:
- сварка порошковой проволокой не нуждается в дополнительной газовой среде;
- возможность перемещения оборудования в любое место;
- выполнение работ в труднодоступных местах;
- высокая скорость метода соединения металлических частей.
Недостатки:
- высокая стоимость расходных материалов;
- качество шва хуже относительно метода с газом.
Заправка и расход
Для сварки проволокой необходимо выполнить следующее:
- на аппарат устанавливаются ролики определенного диаметра;
- прижимной механизм не рекомендуется затягивать с усилием;
- на сварочной головке снимается наконечник;
- при появлении конца материала на головке наконечник снова одевают;
- для защиты от брызг расплавленного металла необходимо провести обработку.
Материал с флюсом подбирается в зависимости от свариваемого металла. При этом расход регулируется на полуавтоматическом аппарате и зависит от величины электрического тока.
Пошаговая инструкция по выполнению
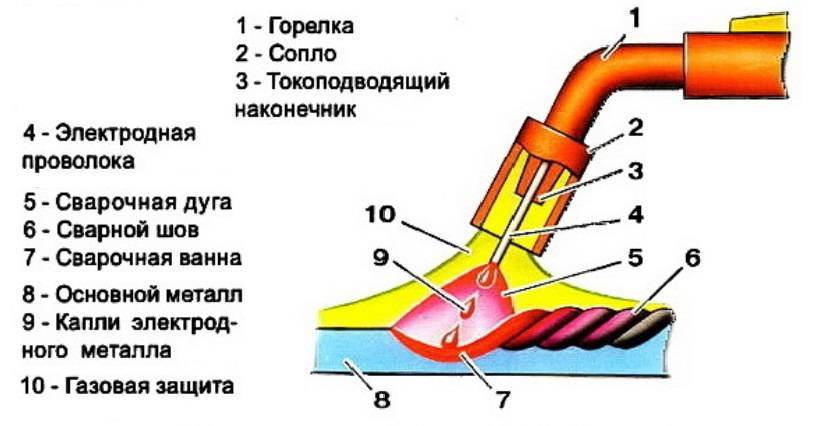
Схема сварки полуавтоматом
Начало работ, рекомендуется как всегда начать с организации рабочего места:
- Помещение убирается от лишних предметов, подготавливается в противопожарном плане – убираются все горючие материалы и жидкости.
- Включается максимально возможное освещение рабочего места.
- Подготавливается материал и инструменты.
- Проверяется соединения кабелей и шлангов, целостность удлинителей.
Далее, необходимо подготовить сам аппарат полуавтомата:
- Сварочный рукав разматывается, подключается газовый баллон.
- Проверяется подача газа.
- Проверяется сопло горелки.
- Детали раскладываются, совмещаются и закрепляются.
- Одеться в рабочую одежду сварщика, приготовить защитную маску.
- Включается питание аппарата.
- Горелка подносится к месту соединения и нажимается на рукоять – процесс пошел.
Соединяя небольшие детали, рекомендуется не выключать аппарат на время перерыва, а вот при больших объемах рекомендуется периодически останавливать работы, чтобы проверить качество шва и убрать нагар с сопла.
По окончании работ нужно:
- Убрать пальцы с клавиши подачи проволоки, прекратить подачу газа.
- Выключить питание аппарата.
- Дать остыть 1-2 минуты образовавшемуся шву, при обнаружении дефектов – очистить от шлака и повторить сваривание этом месте.
Подведем итог
Сварка алюминия полуавтоматом довольно сложный технологический процесс, который требует не только наличия аргонно-дугового сварочного аппарата с функцией импульсной сварки, но и определенного опыта, если отсутствует второй критерий, лучше доверить работы опытному мастеру. Как правило, цена на сварку алюминия носит договорной характер и колеблется в пределах 100-300 рублей за 1 см.
Если вы все-таки решите произвести работы самостоятельно, стоимость шва будет пропорциональна рыночной цене катушки с проволокой (при наличии полуавтомата и специального газа, без использования аргона качество шва значительно хуже).





