

Электроды: срок годности, как выбрать и хранить
Для сварочных работ постоянно нужны электроды, и в большом количестве. Именно поэтому они закупаются пачками, в зависимости от необходимого диаметра. На больших предприятиях расходники для сварки хранятся в специально отведенных для этого помещениях, но лишь немногие знают, как их хранить.
Возникает вопрос о сроке годности электродов
Это важно как для больших предприятий, так и для мелких фирм, которые занимаются сваркой лишь изредка. Рассмотрим правила хранения основного расходного материала для сварки
Как продлить его срок использования, ведь от этого будет зависеть качество работы?
Как хранить?
Срок годности электродов напрямую зависит от того, как их хранить. Для этого используется не только помещение без повышенной влажности. Возможно применение специального оборудования, которое защитит поверхность электродов от негативного влияния внешней среды.
Чаще всего электроды хранятся на складах, где сухо и тепло.
Правила хранения электродов следующие:
- температурный режим свыше +14 °С;
- влажность воздуха в помещении до 50 %;
- использование кондиционеров для вентиляции воздуха в закрытом пространстве;
- гидроизоляция склада для предотвращения попадания влаги.
Важно придерживаться температурного режима и не допускать его колебания, поскольку это влияет на поверхность расходного материала для сварки и качество последующей работы. Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны
Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку
Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны. Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку.
Для чего нужно прокаливать электроды?
Чтобы убрать следы повышенной влажности и продлить срок годности электродов, можно использовать такую операцию, как прокаливание. Это нужно, чтобы при работе несколько испорченный расходный материал не прилипал к сварочному шву.
Для того чтобы прокалить электроды, строительные компании применяют специальное оборудование. Каждая открытая новая пачка должна быть израсходована полностью. Если же в ней остаются неиспользованные электроды, не стоит хранить их в открытом пространстве или подвале.
Как выбрать вид электродов для сварочных работ?
Не знаете, как выбрать электроды для сварки? Тогда предлагаем ознакомиться с критериями их выбора.
Вот на что следует обратить внимание:
- Толщина металлического изделия, на которое нужно будет наложить сварочный шов (чем выше диаметр электродов, тем больше толщина металла).
- Сорт стали (нержавейка, черный металл, жаропрочный и др.).
- Особенности сварки, то есть как будет наноситься на изделие сварочный шов (горизонтально, вертикально, сверху вниз и т. д.).
- Определяем ток по электроду.
Каждая разновидность электродов имеет свои параметры тока, и производитель указывает их на маркировке изделия. Опытные сварщики для этого используют специальную формулу.
Разновидности электродов по диаметру:
- Электроды (2 мм) – ток 40-80 А. Считаются самыми привередливыми расходными материалами, поскольку предназначены для тонких листов металла, требуют специальных умений и навыков для выполнения качественной работы.
- Электроды (3-3,2 мм) – ток 70-80 А (при постоянном токе) и 120 А (при переменном токе).
- Электроды (4 мм) – ток 110-160 А. Работа с толстыми листами металла.
- Электроды (диаметр от 5 мм) – профессиональный расходный материал, используемый для наплавки, а не сварочных работ.
Как понять, что электроды больше не годятся для сварки?
Многих интересует не только вопрос, как хранить электроды по ГОСТ 9466-75, но и как проверить срок их годности. Не всегда удается точно определить условия хранения или транспортировки, поскольку электроды могут перекупаться фирмами. Для этого производят визуальный осмотр сварочного материала.


Если расходники внешне выглядят без дефектов, покрытие не осыпается, тогда такой электрод еще пригоден для сварки. Если же на расходном материале есть хотя и небольшие, но дефекты, можно их почистить или высушить.
Не стоит использовать некачественный или использованный расходник при выполнении важных работ или тех, которые требуют точности. От этого зависит не только внешний вид сварочного шва, но и его качество. Обязательно стоит проверять электроды перед началом работы.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.

Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок: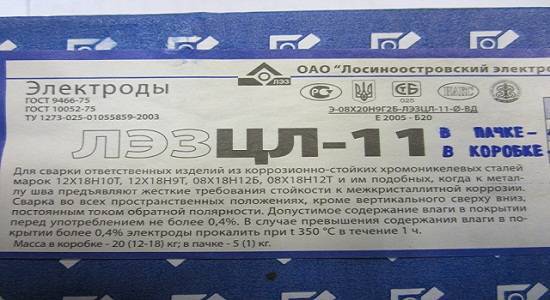 ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
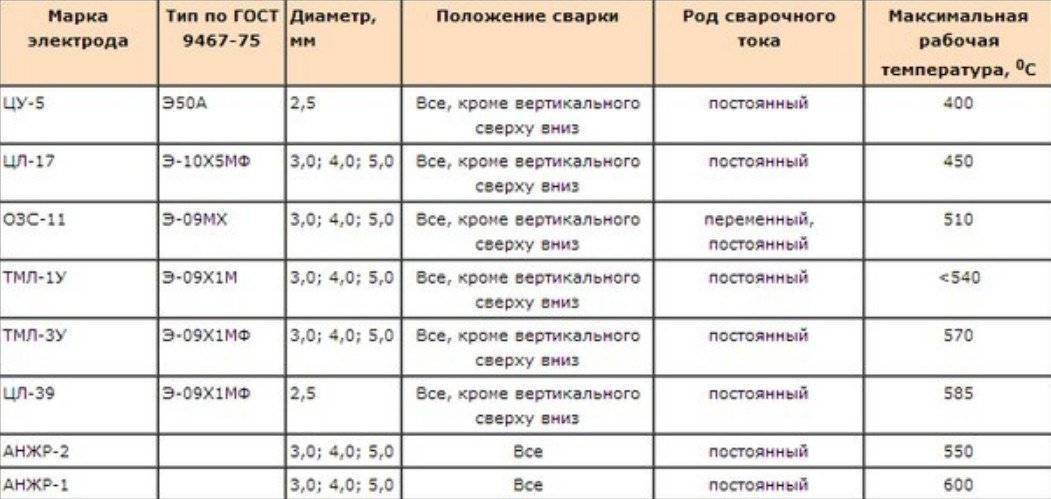
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.

Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:



- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Правила хранения электродов
29.05.2018
Нормы упаковки и хранения покрытых электродов регламентируются ГОСТ 9466-75 и 9467-75. Главный враг электродов с обмазкой – это влага. При хранении необходимо исключить перепады температуры, которые могут вызвать образование конденсата, а также повышенную влажность в помещении. Покрытие электродов легко впитывает влагу, что может привести к плохому розжигу, образованию нестабильной дуги.
Кроме того, когда электрод ловит дугу, то вода, скопившаяся в обмазке, вскипает. Это приводит к следующим последствиям:
- сильное разбрызгивание металла;
- плохое формирование шва;
- образование сварочных пор и трещин. (рис 1)
рис. 1.
Поэтому при хранении следует придерживаться правил:
- Температура в помещении должна быть не ниже +14 °С;
- Относительная влажность не должна превышать 50% при температуре до 25 °С, при температуре +25 °С влажность 40%;
- Наличие гидроизоляции в помещении;
- Если нельзя обеспечить гидроизоляцию, то необходимо установить кондиционеры;
- Упаковки с электродами рекомендуется устанавливать на полки или же поддоны, чтобы предотвратить непосредственный контакт со стенами и полом;
- Вскрытую коробку с электродами необходимо плотно закрывать;
- Если электроды покупаются в малом количестве (коробка), то можно хранить их в герметичном пенале или тубусе. (рис. 2)
рис. 2.
Если работы производятся на улице, то нужно изолировать электроды от осадков. Лучше делать небольшие запасы на 2-3 дня сварочных работ и хранить электроды в металлическом пенале.
Кроме того, электроды рекомендуется беречь от ударов и механического воздействия. Изделия с повреждённой обмазкой уже не годятся для сварки. (рис. 3)
рис. 3.
Особенности покрытия электродов
Электроды с разным покрытием по-разному восприимчивы к влаге и окружающим факторам. Перед сваркой изделия могут нуждаться в прокаливании и сушке
Важно помнить правило, что электрод можно прокаливать не более двух раз, поэтому перед использованием необходимо брать небольшое количество изделий
Наиболее устойчивы к воздействию влаги электроды с целлюлозным покрытием, они не нуждаются в прокаливании перед работой, если хранились правильно. Однако в качестве профилактических мер против возникновений трещин допустимо прокаливание при температуре около +70°С.
Более восприимчивы к влаге электроды с основным покрытием, поэтому их обязательно помещают в полиэтиленовую плёнку. После того, как электроды вынимают из упаковки, их помещают в нагревательную камеру и прокаливают при температуре +300-350 градусов Цельсия в течение часа. Если изделия подвергались воздействию воздуха более 2 часов, то они требуют закалки в течение 2-3 часов.
Электроды с рутиловым покрытием, которые хранились в заводской упаковке, прокаливать не нужно. Если же изделия подверглись воздействию влаги, то рекомендуется прокалить их 2-3 часа при температуре 100-150 градусов.





Совет: если требуемой температуры достичь нет возможности, можно увеличить время прокалки.
Как правило, заводская упаковка изготовлена из пластика и алюминиевой фольги, что повышает защиту электродов. (рис. 4)
рис. 4.
Когда требуется прокалка электродов?
- на открытом воздухе через 2-8 часов;
- в помещении с высокой влажностью через месяц;
- в сухом помещении через 120-180 дней;
- в герметичном металлическом контейнере (пенал, тубус) через год.
Если разрушение не достигло критичной величины, то электроды можно просушить или прокалить. Однако, в некоторых случаях обмазка осыпается полностью или частично, появляются трещины. В таком случае, электродами пользоваться нельзя.
Производители могут проставлять срок годности изделий, однако при должном хранении срок годности электродов с покрытием практически не ограничен
Конечно, важно и то, где приобретались изделия, ведь качество электрода любого типа и марки зависит также от хранения на складе производителя и продавца. Поэтому покупайте электроды у проверенных поставщиков, таких как Enkor24.ru
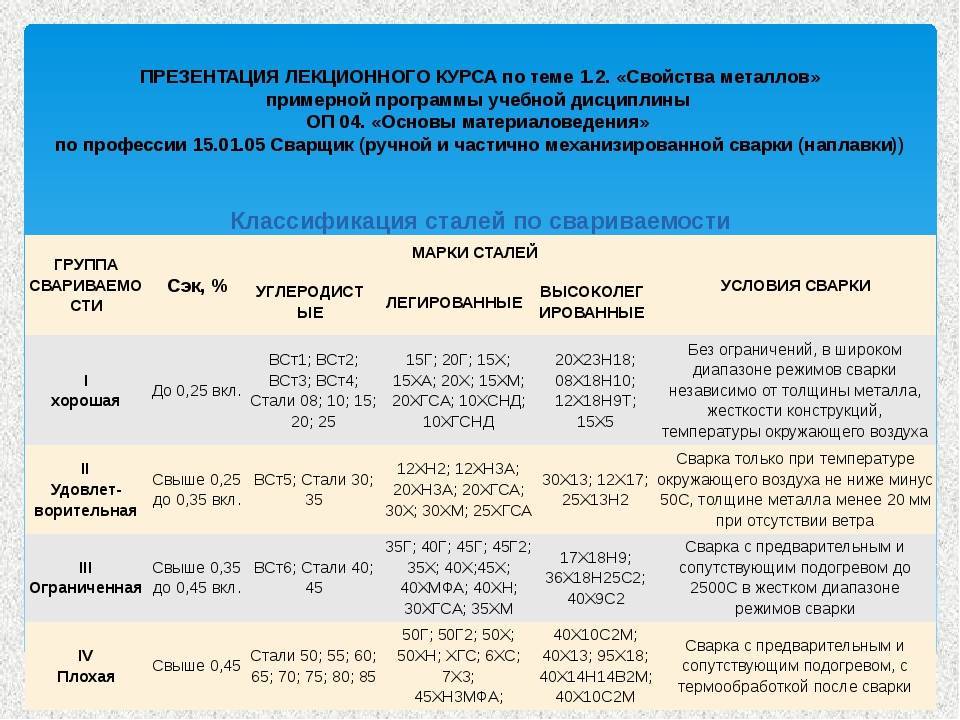
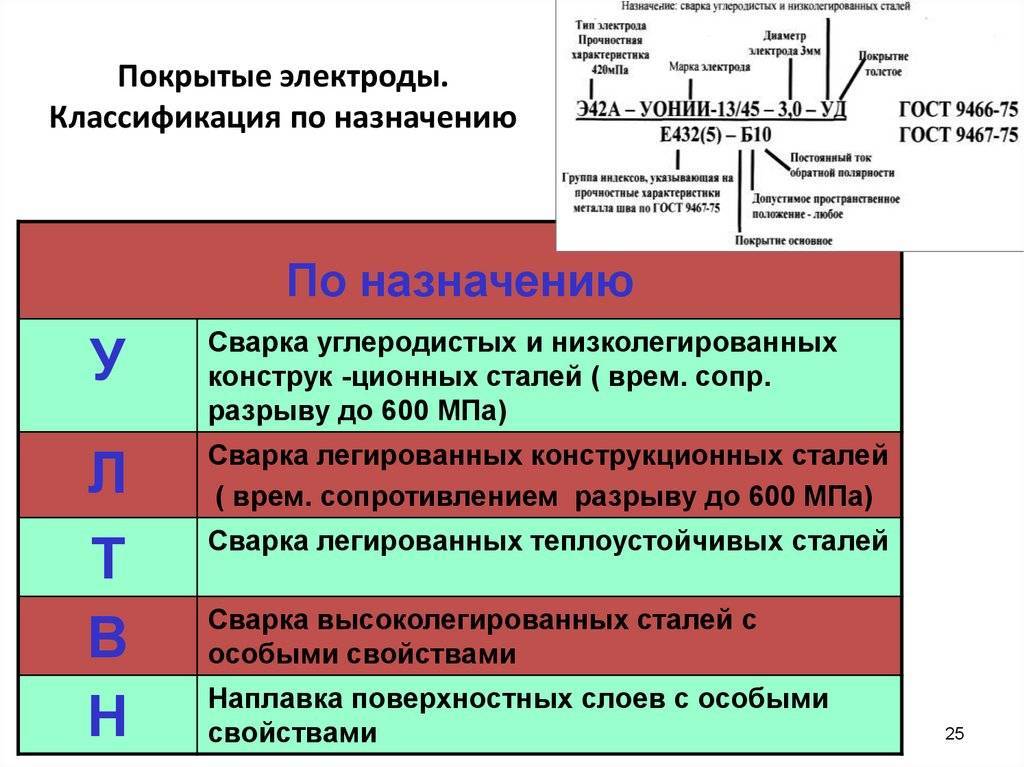
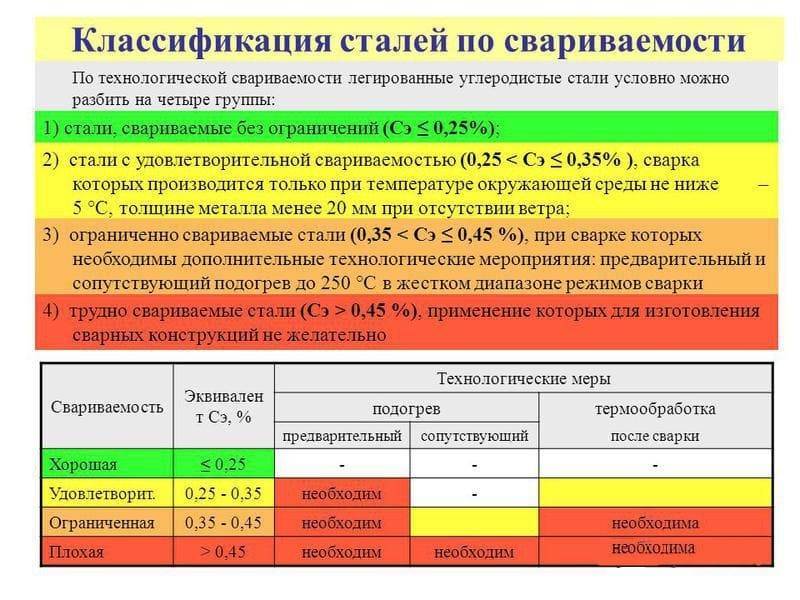
Классификация стальных покрытых электродов для ручной дуговой сварки
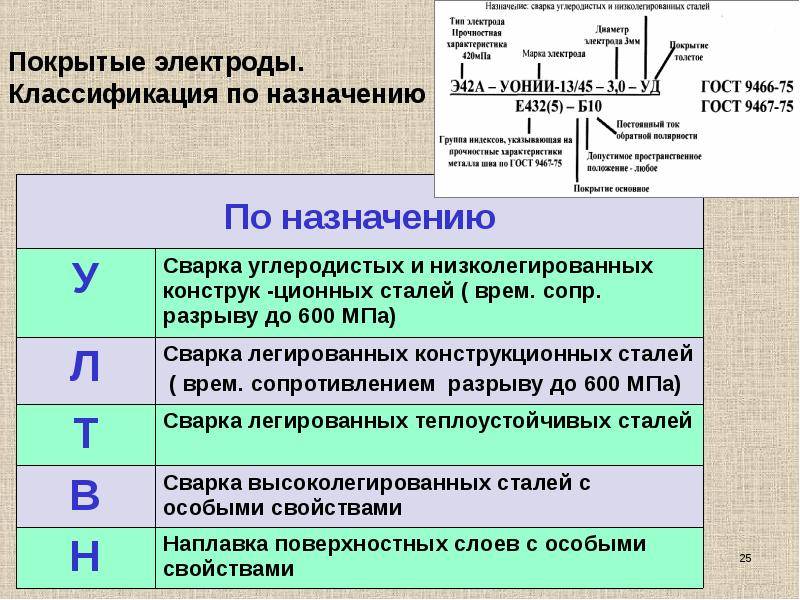
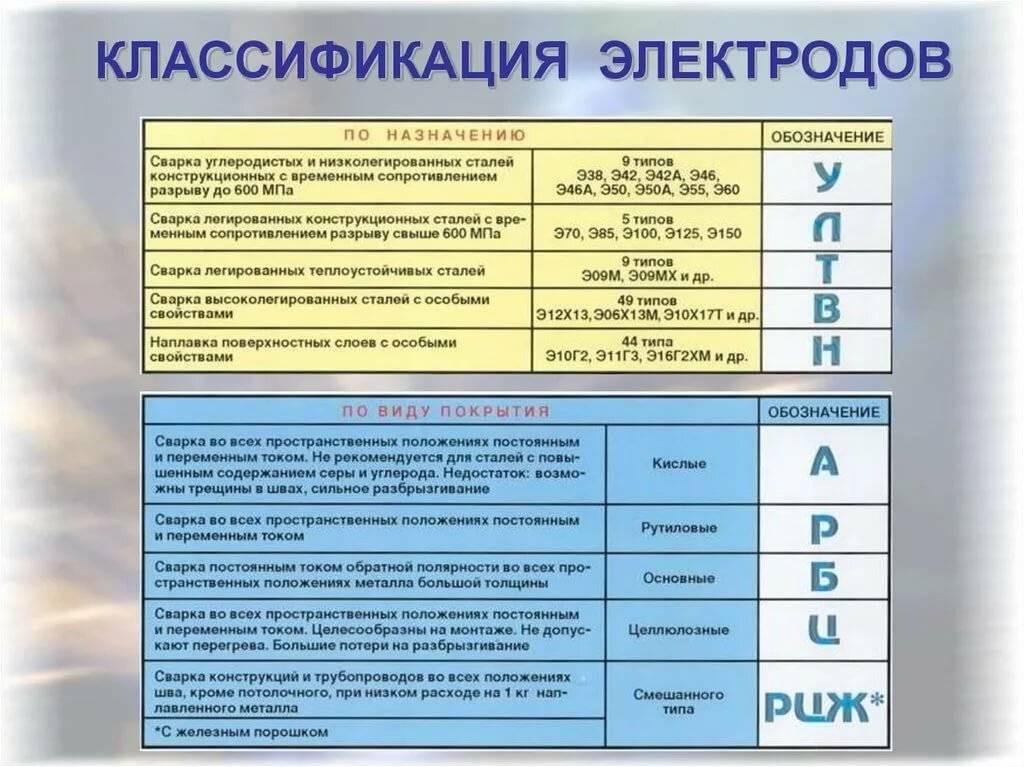
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
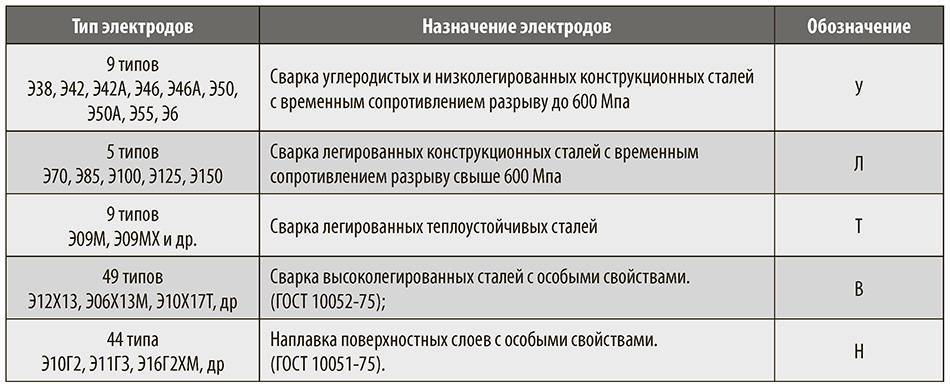
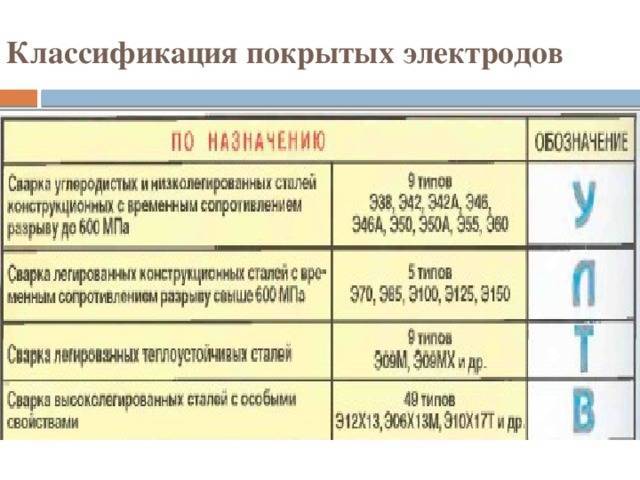
электроды для дуговой сварки делятся на следующие группы:
У – для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
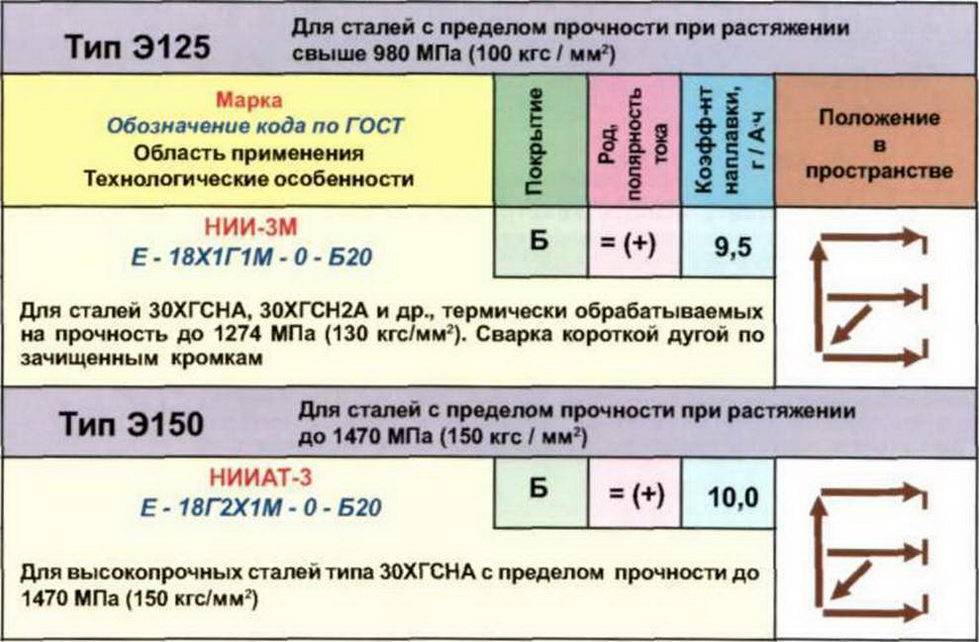
Л – электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т – данные электроды предназначены для сварки легированных теплостойких сталей.
В – электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
– электроды для наплавки поверхностных слоёв с особыми свойствами.
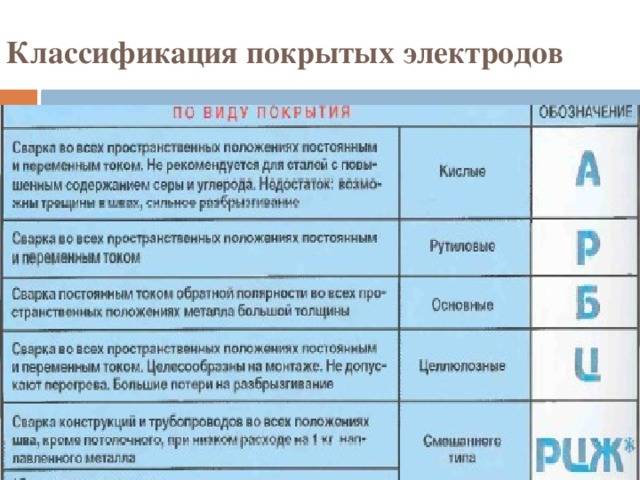
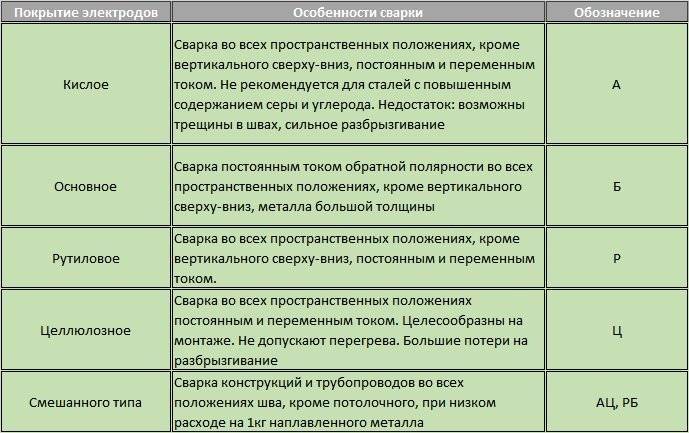
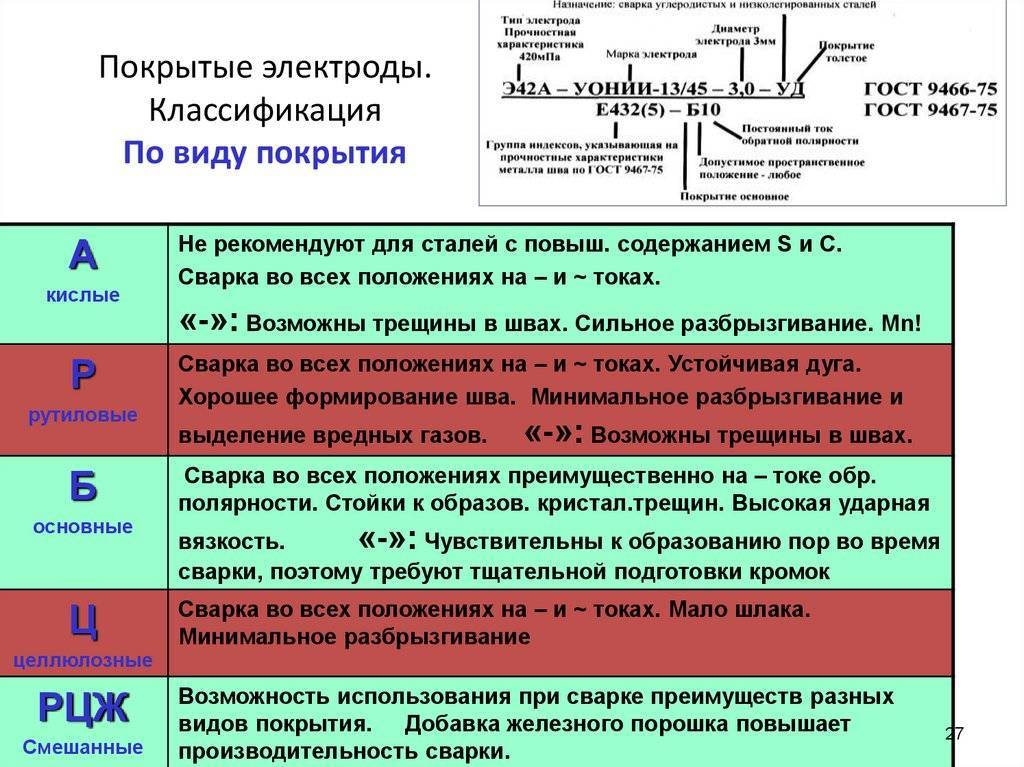
Классификация электродов, в зависимости от вида покрытия
А – электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б – основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р – электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц – группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
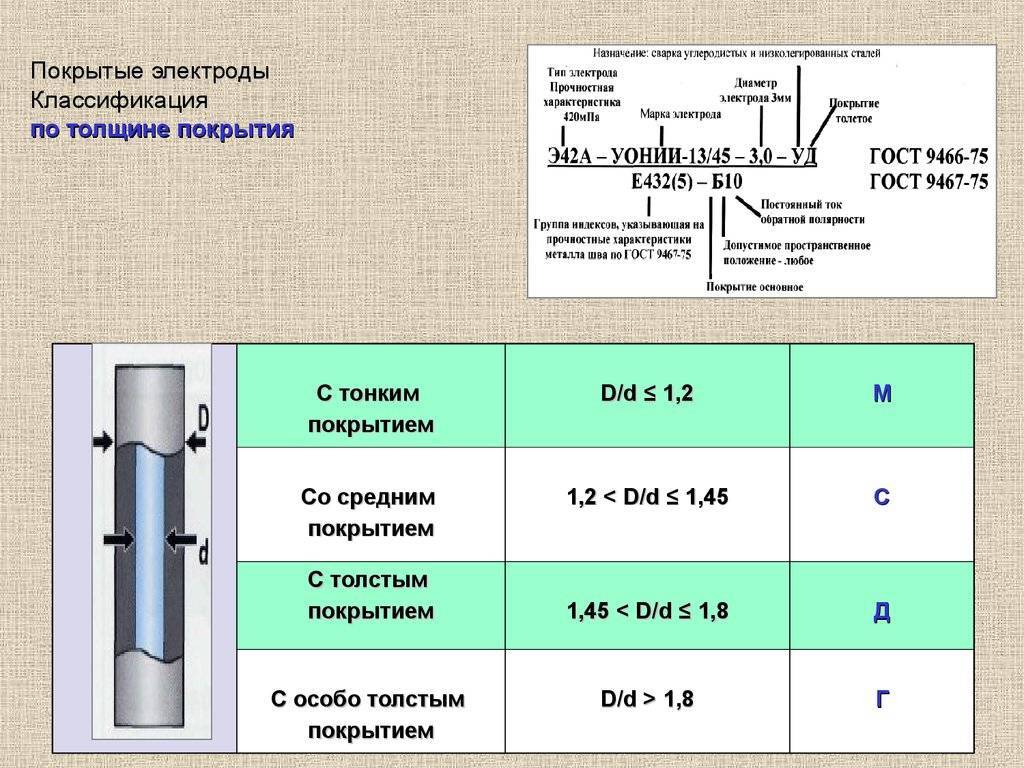
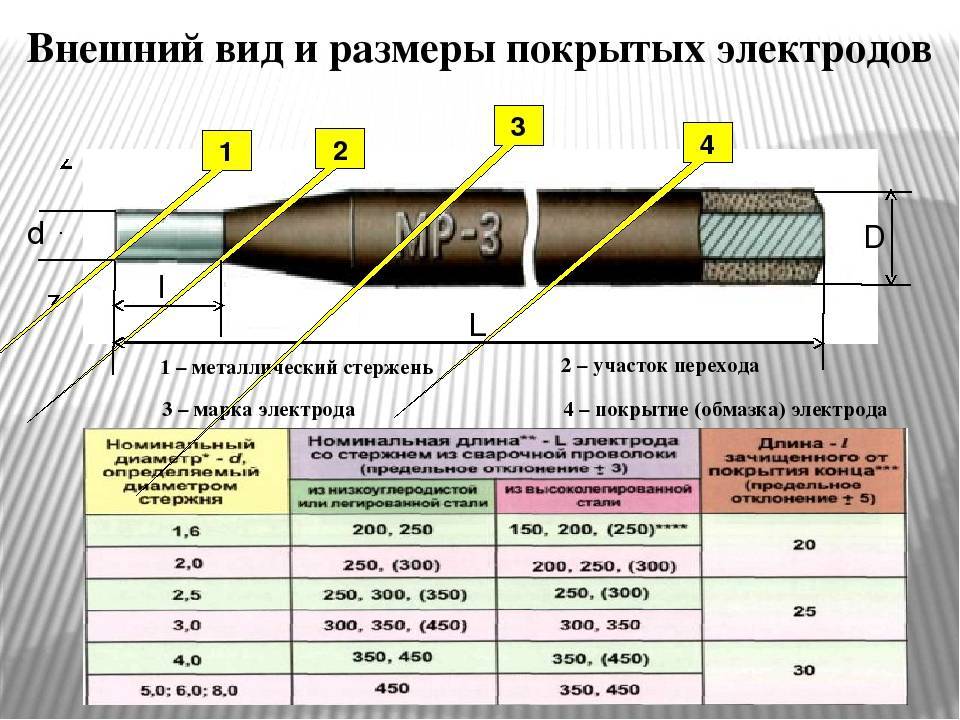
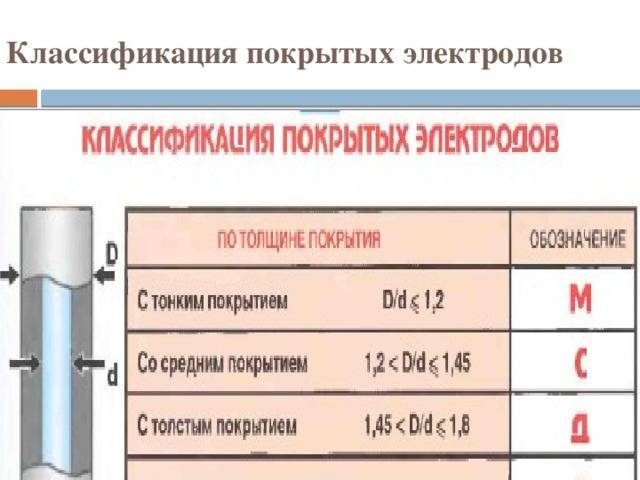
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М – с тонким покрытием (соотношение D/d не более 1,2).
С – со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д – с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г – электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
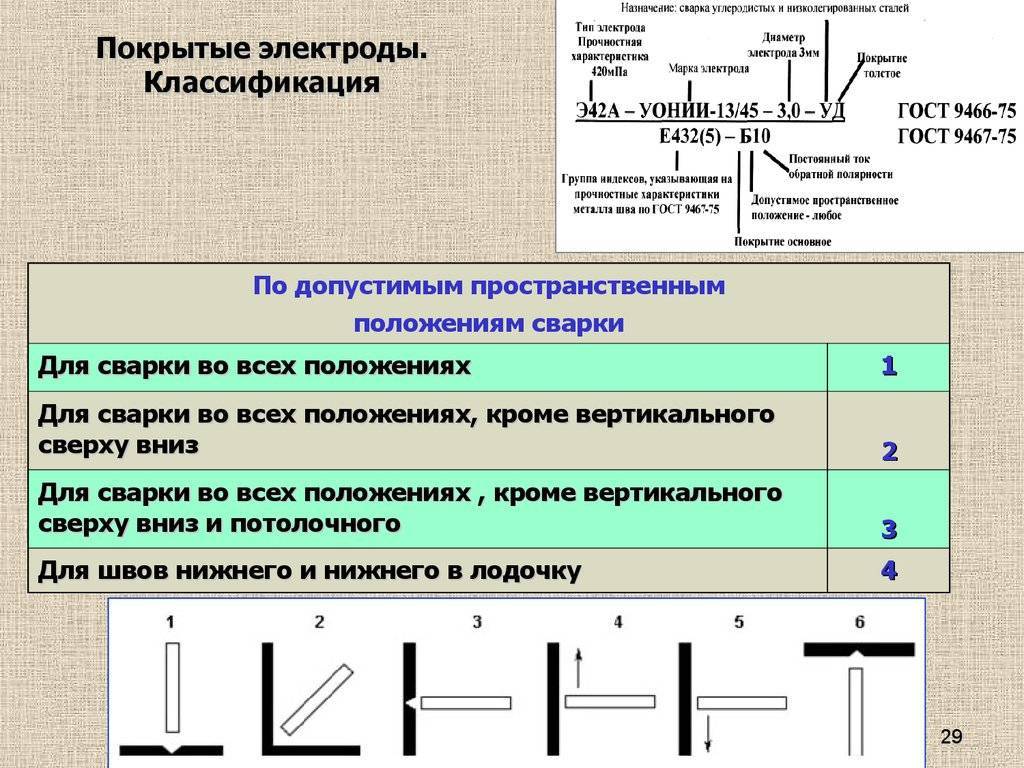
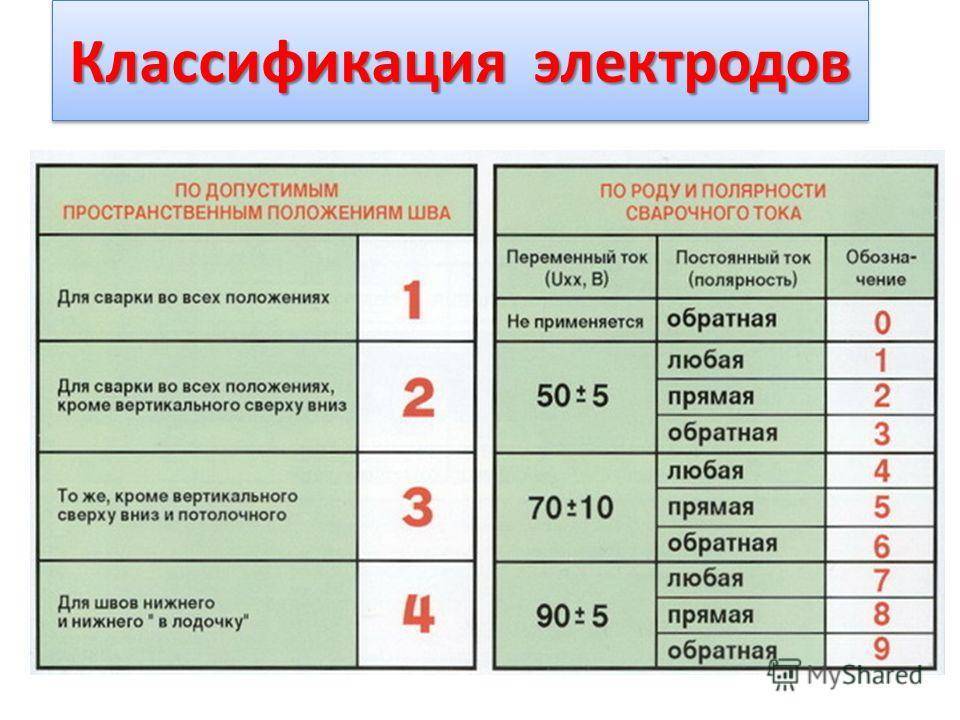
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 – допускается сварка в любом положении;
2 – сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 – сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 – сварка в нижнем положении и нижнем “в лодочку”.
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.



Основные причины прилипания электрода
Сырые электроды. Часто встречающаяся проблема. Связана она с влагой, которую впитало покрытие (обмазка) электрода. Даже если электроды хранятся в сухом помещении, но в открытом виде они будут впитывать в себя всю влагу. Для избегания этого электроды поставляются в упаковке в целлофановом покрытии.
Отсыревшие электрода плохо варят и стреляют в процессе сварки. Шов от сварки таких электродов местами содержит поры и шлаковые включения. Если в гараже или в сарае Вы нашли завалявшиеся электроды, без сожаления их выкидуйте.
Плохое качество электродов. Дело в том, что покрытие электрода могло быть низкого качества. Производитель определённой марки, мог сэкономить на составе.
Визуально качество можно увидеть по обмазки. Когда обмазка осыпается, то это явно плохой вариант для сварки. Стержень электрода без обмазки будет прилипать к металлу. Такие электроды не годятся к применению.
Неподходящая марка электрода к стали. Не зря на рынке очень большой ассортимент сварочного материала. Это связано с большим количеством марок стали. Нельзя взять любой электрод и начать варить любую сталь. Электроды выбираются под марку свариваемой стали. Например: сварка нержавеющей стали выполняется электродами ОЗЛ -8, а низкоуглеродистая сталь – электродами АНО-4.
Неправильные режимы сварки. Низко выставленный сварочный ток не даёт возможность поджогу дуги. Сварочный ток нужно выставлять в зависимости от диаметра электрода и его марки. Обычно все сварочные режимы можно прочесть на печке от электродов. Но не стоит забывать, что сильно большой ток может прожечь металл или перегреть его. Перегрев приводит к деформации металла.
Причины которые редко влияют на прилипание электрода
Свариваемость металла. Метал просто не предназначен для сварки, или плохо варится. Вот статья о свариваемости стали. Дело здесь не в опыте сварщика, а в составе металла. Стали с большим содержанием углерода плохо варится. Для них требуется подогрев. Однако, на глаз вы не сможете определить марку стали, но возможно дело именно в ней.
Загрязнённая поверхность металла. Метал покрытый ржавчиной или краской не будет пропускать сварочный ток для замыкания. Ржавчина может препятствовать качественному и стабильному горению дуги.
Как устранить прилипание электрода
Правильно подобранный сварочный материал, залог качественной сварки. Однако, если приходится работать с тем что есть, поэтому следует выполнять следующие правила:
1.Прокалка электродов. Применяется для прокаливания отсыревших электродов. Обычный прогрев электродов на батареи не годится. Для этого использую специальные электропечи для прокалки. Температуру прокалки можно узнать, прочитав это на пачке от электродов или зная их марку посмотреть в интернете. В основном этот режим колеблется от 100 до 400ºС. 2.Свариваемость стали. Зная марку стали можно просчитать свариваемость стали или проще всего посмотреть это в справочнике. Для плохо свариваемых сталей необходимо вводить дополнительный подогрев. Это не всегда технически возможно.
3.Правильные режимы сварки. Выставив правильно сварочный ток, сварка будет происходить без обрыва дуги. Не завышайте режимы. Соблюдайте точные указания на пачке от электродов.
4.Очистка поверхности. Перед процессом сварки необходимо очищать поверхность металла от всякого рода загрязнения. Это поможет справиться с прилипанием электрода и улучшит качество сварки.
Перед сваркой проверяйте электроды на наличие сколов покрытия. Малейший скол не даст стабильное горение дуги. Всегда храните электроды в сухом месте. И самое главное это практика. Большинство проблем с прилипанием электрода связано с неопытностью сварщика. Практикуйтесь и у вас всё получится.
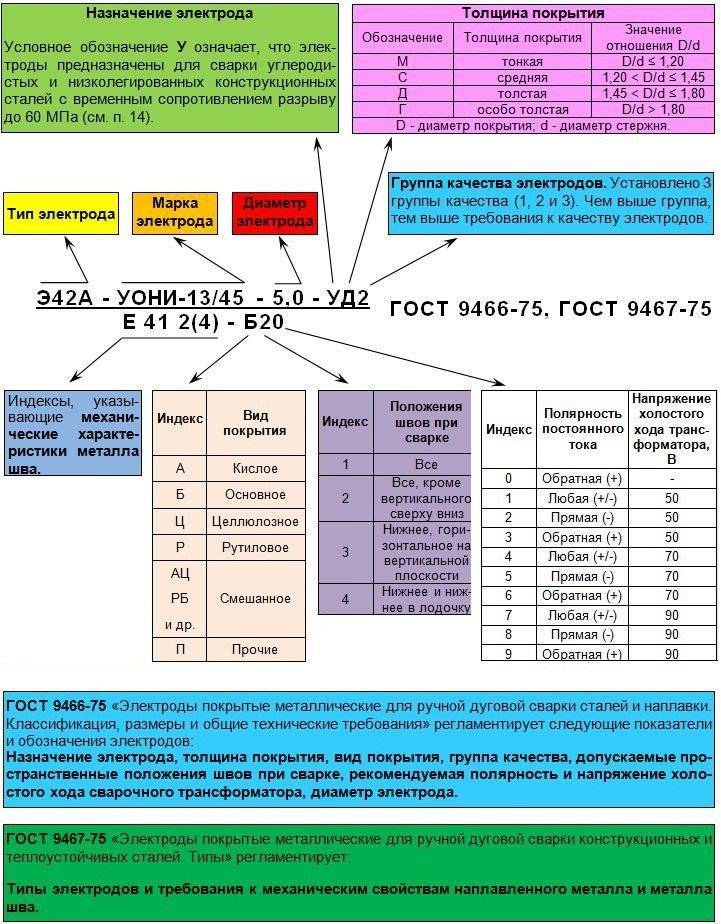
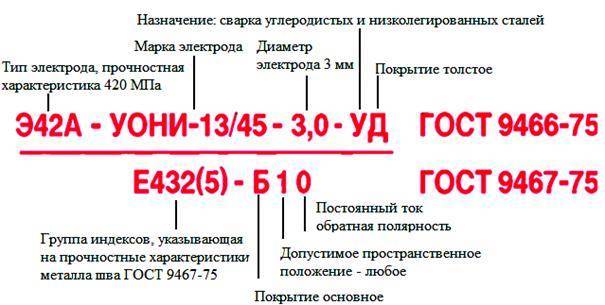
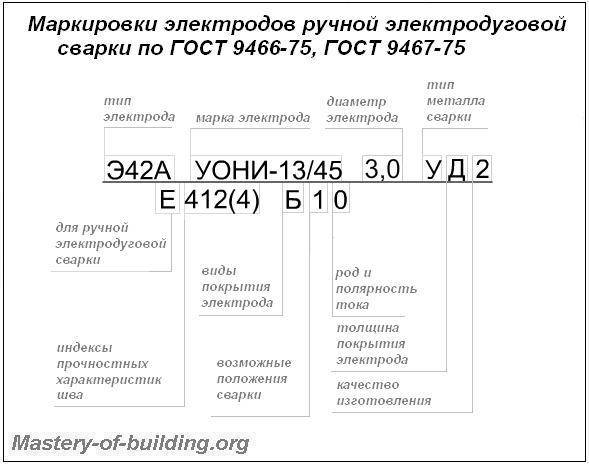
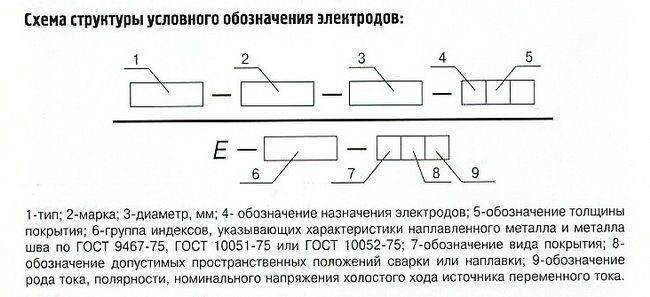
Правила маркировки
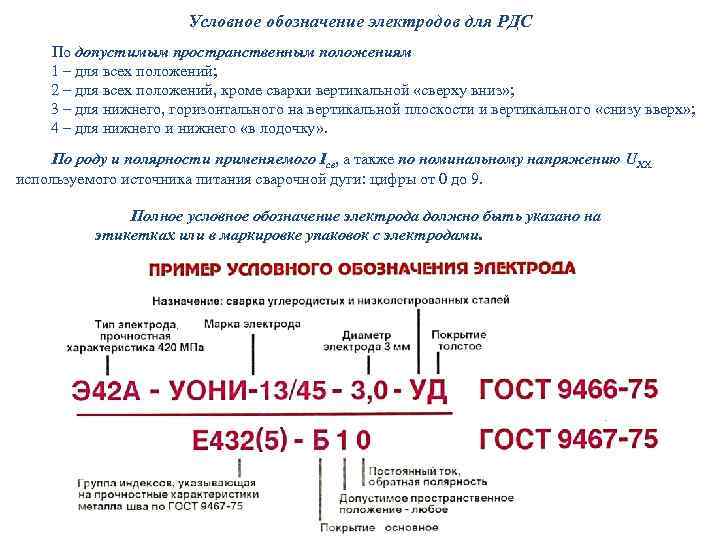
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
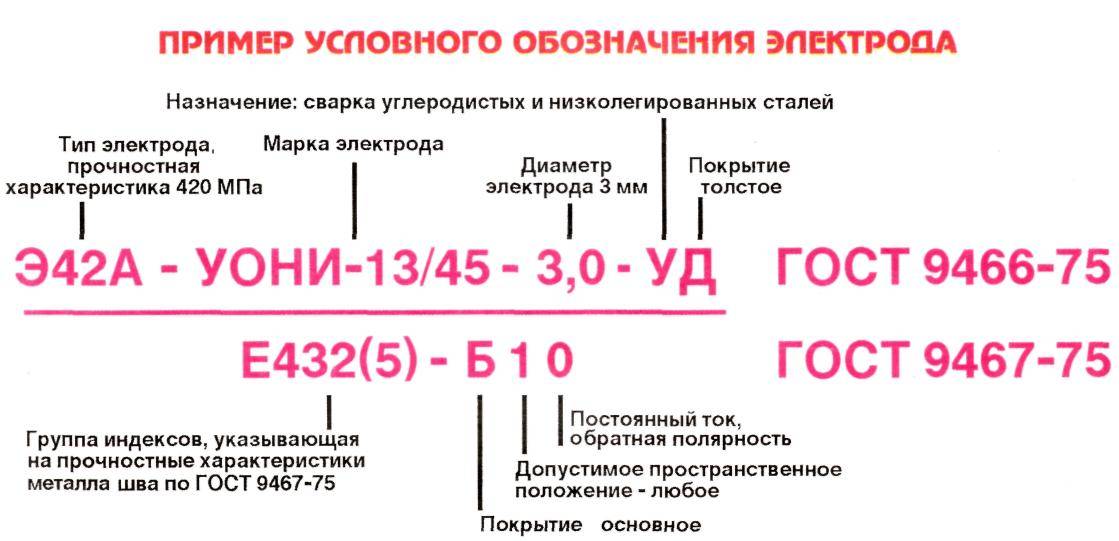
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов. «Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.



Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR |
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия
Помимо этого, принимаются во внимание и сварочно-технологические показатели
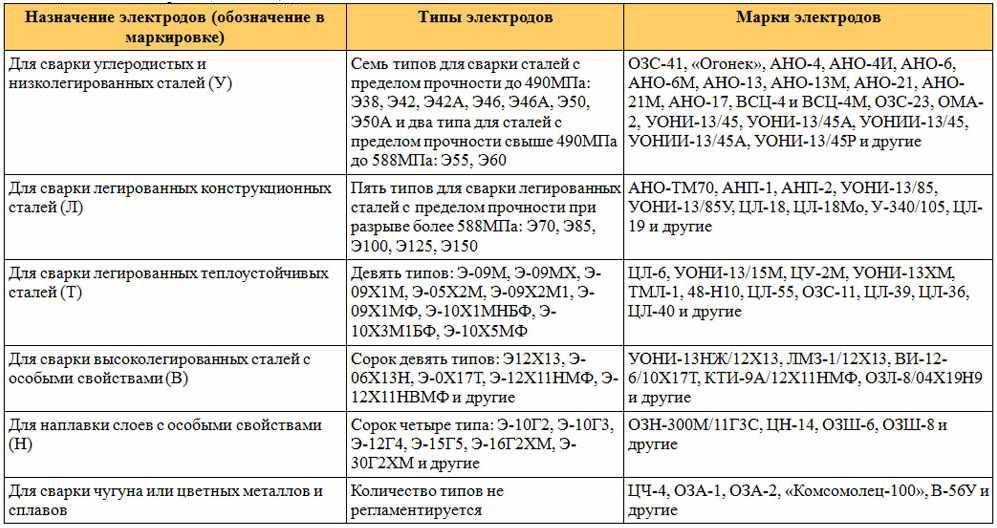
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой «У»;
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой «Л»;
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой «Т»;
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер — буква «В»;
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами. Электроды имеют обозначение — литеру «Н».
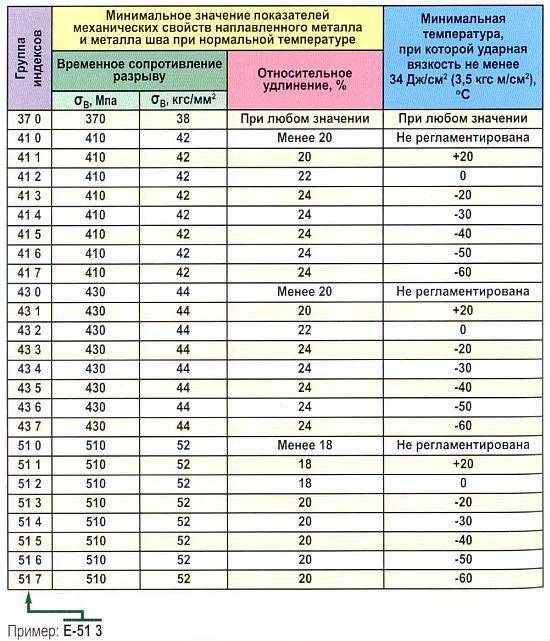
Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d — величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой «М»;
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой «С»;
- толстое. Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»;
- особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка «Г» является отличительной особенностью продукта.
Согласно положениям ГОСТа 9466 — 75 предусмотрено деление на три группы, которые отличаются по качеству. Оно определяется состоянием покрытия, точностью исполнения покрытия и стержня, содержанием фосфора и серы в наплаве.
Типы покрытия электродов
Значения приведены в таблице ниже:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении — обозначается «1»;
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз — «2»;
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх — «3»;
- для работы в нижнем положении, в том числе способом в лодочку — «4».
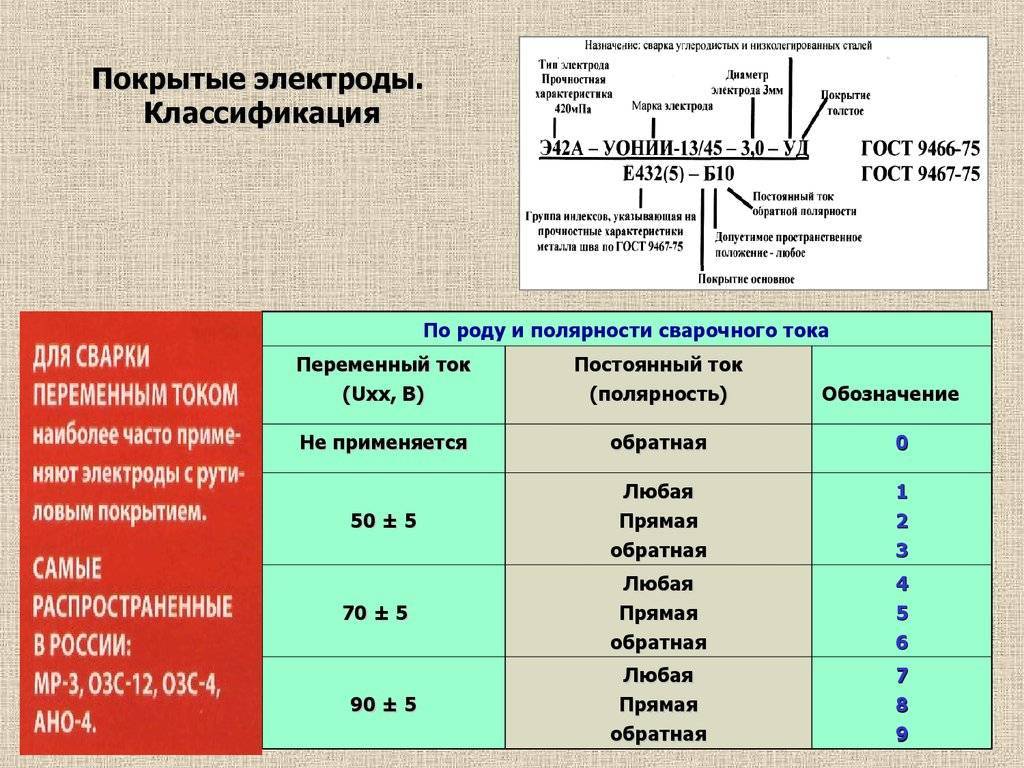
По виду и полярности тока
Все значения собраны в виде таблицы:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |





