

Столы сварочно-сборочные, монтажные 3D (системы d16, d26, d28)
Столы сварочно-сборочные 3D (серии ССД) предназначены для проведения сварочно-сборочных, монтажных работ различных металлоконструкций из труб, листа, профиля различного сечения, частей трубопровода с применением специальной сборочной оснастки, что увеличивает производительность и качество сборки конструкций любой сложности.
Преимущество применения столов сварочно-сборочных 3D d16 и d26:
Столы сварочно-сборочные 3D универсальны и пригодны для единичного и серийного производства. В том числе их можно использовать как позиционер для роботизированной сварки.
Наличие координатной сетки с шагом рисок 50 мм (для системы d16) и 100 мм (для системы d26, d28) значительно упрощает позиционирование сварочно-сборочных приспособлений и свариваемых изделий на рабочей поверхности сборочного стола, позволяет сократить время на установку и переустановку сварочно-сборочной оснастки, повышает производительность труда и позволяет выставлять собираемые, свариваемые детали от риски, что исключает дополнительную установку упора для координации изделия, узла или конструкции в целом на плоскости сварочного стола.
Высокая точность позиционирования заготовок на поверхности стола с отклонением от плоскостности не более 0,5 мм/м.
Наличие пяти рабочих плоскостей на сварочно-сборочных столах серий ССД-05, ССД-11, ССД-15
значительно расширяют возможности по изготовлению конструкции сложной пространственной формы.
Преимущество применения сварочных монтажных столов 3D (серии ССМД) — в конструкции данных изделий реализованы сразу два принципа фиксации сварочно-сборочных приспособлений. Первое — это принцип фиксации приспособлений на столешнице с помощью специальных быстросъемных болтов; второе — принцип фиксации приспособлений с помощью Т-образных пазов.
| Сварочно-сборочные столы 3D (d16) | Сварочно-сборочные столы 3D c 5-ю рабочими поверхностями (d16) | Приспособления для столов сварочно-сборочных (d16) | Универсальные сварочные приспособления |
| Сварочно-сборочные столы 3D (d26) |
| Сварочно-сборочные монтажные столы 3D (d26) | Приспособления для столов сварочно-сборочных (d26) |
| Сварочно-сборочные столы 3D c 5-ю рабочими поверхностями (d28) | Приспособления для столов сварочно-сборочных (d28) | Стол сварочно-сборочный 3D с гидроприводори (d28) |
| Столы сварочно-сборочные 3D поворотные с Т-пазами (d28) |


Требование к сварочному столу
Любой столик, предназначенный для сварочных работ, кроме удобства должен обладать еще и полной безопасностью для сварщика, так как при работе используется ток высокой силы с довольно большим напряжением. Для этого его конструкция должна отвечать следующим требованиям:
- Над столом обязательно должна быть оборудована принудительная вытяжка для отвода сварных газов и пыли из зоны проведения сварных работ на улицу.
- Вытяжной вентилятор рекомендуется устанавливать улиточный, на небольшой высоте от пола.
- По возможности окантовку столешницы желательно сделать из медной полосы. На ней очень удобно сбивать обмазку для электрода при зажигании дуги.
- Обязательно установить местную подсветку зоны работы. Напряжение для подсветки рекомендуется использовать напряжением 36 V, для этого специально используется понижающий трансформатор.
- Под столешницей должны быть полки или специальные кассеты для хранения электродов и различных вспомогательных инструментов (металлическая щетка, зубило, молотки и т. п.).
- Должно быть закрытое отделение для хранения оборудования, которое используется в редких случаях.
И самое основное требование — в его конструкции не должны использоваться, а также храниться огнеопасные и выделяющие при нагреве ядовитые вещества материалы.
https://youtube.com/watch?v=PFHclKUQvvo
#1
Отправлено 20 Март 2019 08:46
Популярное сообщение!
Народ, я тут посчитал…
Столешница для сварочного стола из стали 5 мм, размером 1000х600, перфорация диаметром 16мм шаг — 50 мм.
В общем, если резать на лазере, сама резка обойдется по Новосибирским ценам примерно в 2700 руб — это с запасом 30 метров реза (по 44 руб за метр) + 450 пробоев (по 2,5 руб за шт). Почти любая металлобаза рубит листы 1500 и на сколько надо по длине. Берем с запасом (примерно раскидал на лист) 1500х820х5 — это примерно 50 кг. Даже если брать по 60 руб кг (это обычно цена уже у лазерщиков, если они сами везут металл) — это около 3000 руб.
Стол можно сделать без гибов, просто собираются боковины шип-паз и так же пару ребер жесткости, при том это я считал боковины у столешницы по 100 мм так же с перфорацией. Т.е. если у вас есть чертеж стола, вы можете закинуть его лазерщикам в вашем городе и столешница размером 1000х600х100 обойдется вам всего в 6000 т.р. с учетом доставки по городу.
Вот для примера стол с такой столешницей, чтобы было понятно о чем речь.
Думаю ножки изготовить — это вообще не проблема
В общем, если кому интересно, могу подготовить чертежи стола на лазерку под ваши размеры и любой толщины металла с любой перфорацией за символическую плату — 500р. В ближайшее время выложу чертежи в DXF такого стола, в свободный доступ. Если желающие найдутся — библиотеку будем дополнять разными типоразмерами. Бизнес из этого делать не собираюсь, но и бесплатно это делать — не интересно.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O










Это интересно: Потолочная розетка под люстру — читаем суть
Производители, торговые марки
Сварочный стол – фундаментальная оснастка, применяемая для получения качественных изделий сварочной технологии. Поэтому существует множество производителей, выпускающих такое оборудование. Конкуренцию выигрывает предприятие, чей продукт позволяет на одном рабочем месте сваривать совершенно разные виды конструкций.
Совплим
Совместное российско-шведское предприятие основано в 1989 годы, в Санкт-Петербурге. Главная цель — создание вентиляционного оборудования на отечественной базе. Одним из направлений является разработка и изготовление фильтровентиляционного оборудования для сварочных столов.
Siegmund
Оборудование компании Siegmund полностью соответствуют понятиям, вкладываемым в тезис «немецкое качество». В комплексе с оригинальной быстрозажимной оснасткой на столах собираются самые сложные конфигурации заготовок и быстро перенастраиваются на другие виды. Таким образом, сварочные столы Siegmund значительно повышают производительность работ.

Сборочно-монтажный сварочный стол с колесами Siegmund 16 Система. Фото Дом сварки
Foerster
Немецкая компания специализируется на производстве модульных вариантов. Чугунные или не ферритные полосы, образующие их поверхность, легко снимаются, каждая новая сборка способна видоизменить форму стола под конкретную заготовку. Для удобства сварки изделия Foerster выполняются поворотными, вращающимися или подъемными.
Demmeler
Немецкая компания лидер в производстве 3D сварочных столов и приспособлений к ним. Сварочно-сборочные системы отличаются универсальностью и способны создавать конструкции под любые потребности заказчика.
TEMPUS
Немецкая компания Tempus представляет покупателям свое оборудование, как эффективное средство решения производственных вопросов. 3D-cтолы идеально подходят для изготовления сборных сварных конструкций (ограждений, каркасов и других).

Пятисторонний сварочный стол Tempus из серии SSTW fix. Фото Центр сварки
ВТО
Ульяновский выпускает широкую номенклатуру не стандартизированного оборудования, куда входят сварочные столы и комплектующие к ним. Столы могут поставляться в комплекте с вентилятором и вытяжным зонтом.
ВТМ
Российская специализируется на изготовлении сварочно-монтажных вариантов систем «D16» и «D28», а также оснастки как типовой, так и под заказ.
ИРС
Одним из направлений деятельности является производство сварочных столов. Они обладают всем набором элементов для точного позиционирования заготовок. Отличаются сборно-разборной конструкцией, что позволяет их легко транспортировать.
EVIDENCE
Российский — основатель линейки продукции под маркой Evidence. Под данной маркой выпускаются сварочно-сборочное оборудование с различными размерами столешниц. Столы имеют пятистороннюю рабочую поверхность и относятся к 3D системам.
Стол сварочно-сборочный Evidence SS8-2d-as (800х1200). Фото Сварщик Алтая
СЛОТ-СТОЛ
Российская компания изготавливает сварочные столешницы с рабочей поверхностью из наборных пластин. Материал пластин: чугун и алюминиевый профиль – не подвергается прилипанию брызг расплавленного металла. Легко-съемные пластины позволяют трансформировать рабочую поверхность под любые конфигурации деталей. Для облегчения сборки и сварки сварочное оборудование оснащается электромеханическими и гидравлическими механизмами.
SIBAR
Молодая российская компания работает над расширением ассортимента сварочных столов и оснастки к ним. Ориентируется на мнение потребителей продукции.
ESAB
ESAB – один из самых узнаваемых сварочных брендов. Шведская компания помимо великолепного сварочного оборудования и расходных материалов, выпускает профессиональные сварочные столы. Кроме сварочных работ имеется возможность производства шлифовальных, так как качественно организован отвод газов, сварочной пыли и других частиц, образующихся при шлифовке.

Сварочный и шлифовальный стол ESAB. Фото СваркаPRO
Конструкция сварочного стола
 Самый элементарный стол состоит из тяжелой металлической столешницы с окантовкой из асбеста или несгораемой пленки.
Самый элементарный стол состоит из тяжелой металлической столешницы с окантовкой из асбеста или несгораемой пленки.
Ножки стола выполняются произвольно, но они должны обеспечивать устойчивость и прочность всей конструкции.
Такие столы квадратные или прямоугольные, используются для обычных штатных сварочных работ.
Высота стола не более 1-1,25 метра, ширина избирается целесообразно проводимым работам.
Поворотные сварочные столы выполняются с круглой столешницей, так как это облегчает его вращение относительно заготовки.
 Заготовка помещается в центр стола, а все вращение суппорта осуществляется с пульта.
Заготовка помещается в центр стола, а все вращение суппорта осуществляется с пульта.
Сборочные столы для сварки, как правило используются для сварки прутка и изготовления металлической арматуры.
Сварочные столы такого типа устроены по типу обычных столов, но рабочая зона оснащена вальцами и канавками для проката арматуры и удобной подачи ее к сварщику.
Монтажный стол для сварки параллельно, кроме сварочных работ, используется для сборки агрегатов тяжелого машиностроения, поэтому стол и называют монтажным.
На такие столы устанавливаются фрезерные станки, токарно-револьверные станки, шлифовальные машины и прочее.
Основное требование, которое предъявляется к такого рода столам – устойчивость и способность выдерживать динамические нагрузки от движения крупногабаритных станков.
Такие столы кроме станков оснащены рабочей зоной для проведения огневых работ.
Как выбрать, советы и рекомендации
Определяющую роль в выборе сварочного стола играет фактор времени пользования этим оборудованием. Если использовать его от случая к случаю, т.е. для каких либо мелких работ, то рекомендуется приобретать дешевый простой вариант. При регулярном выполнении квалифицированных сварочных работ, рекомендуется приобретать полупрофессиональное изделие.








В первую очередь следует обратить внимание на наличие в комплекте сварочной оснастки. Без нее невозможно будет закрепить заготовку и выполнить качественный шов
На полупрофессиональных столах лучше предусмотреть наличие вентиляции. Наличие окантовки из медной полосы сделает удобным зачистку электродов во время работы.
Разновидности сварочных столов
Всю серию сварочных столов можно разделить на 3 обширные категории:
- С ровной сплошной столешницей
- С перфорацией или Т-образными пазами
- С поворотным механизмом
Есть и другие варианты сварочных столов, но из-за узкой специализации они не имеют широкого повсеместного распространения. Данные типы столов не принято сравнивать между собой, так как каждый из них предназначен для выполнения какого-то определенного перечня работ.

Сварочный стол с ровной сплошной столешницей
Столы с ровной столешницей предназначены для сварки простейших металлоконструкций. Стандартно такие столы оснащаются крупными тисками. При необходимости можно задействовать струбцины, но только по краю столешницы.
Это простейший вид сварочных столов. За ровной столешницей получится выполнить практические любые базовые операции по сварке. Ровный стол дает возможность без труда делать швы при стыковании и нахлесте. Можно стыковать заготовки вдоль и поперек, в вертикальной и горизонтальной плоскостях.
Одним из главных минусов сварочных столов с ровной сплошной столешницей является возможность проведения сварочных работ с точностью не выше среднего. Дополнительно такие столы слабо приспособлены для стыковки заготовок под углом. А сборку конструкций можно производить только у краев стола, где есть возможность прижать заготовки струбцинами.
Стол для сварки с ровной сплошной столешницей чаще всего устанавливается на ремонтном участке.

Стол с перфорацией или Т-образными пазами
Это отдельная категория сварочных столов, которые предназначены для сборки сложных металлоконструкций. Благодаря перфорации появляется возможность задействовать струбцины не только по краям столешницы, а практически в любой ее точке.
Сварочные столы с перфорацией больше характерны для импортных европейских моделей. На отечественных же машиностроительных предприятиях чаще всего задействуются столешницы с Т-образными пазами. Как понятно, струбцины и прочая оснастка в таких столах фиксируется не в отверстиях, а в пазах. Принцип использования перфорации и пазов является идентичным.
Главным преимуществом этого вида сварочных столов является возможность сборки металлоконструкций с высоким классом точности. Этому способствует вспомогательная оснастка, которую можно надежно закрепить и точно отпозиционировать в любой части столешницы.
Столы с перфорацией устанавливаются на сборочных линиях. Из-за высокой цены столы с перфорированной столешницей рационально использовать только при серийном изготовлении конструкций. При единичном же нечастом использовании лучше отдать предпочтение простенькому столу с ровной сплошной столешницей.
Перед тем, как выбрать сварочный стол, нужно знать про еще одну разновидность столешниц.

Поворотные сварочные столы
Чаще всего это дальнейшее развитие традиционных сварочных столов с перфорированной столешницей. Поворотный стол дает возможность приваривать заготовки под любым углом. При этом достигается практически ювелирная точность сборки металлоконструкций.
Столешница такого стола устанавливается на двух поворотных шарнирах, что и позволяет ей наклоняться в диапазоне 0-90˚. Сварщик может надежно застопорить столешницу под требуемым ему углом. Контроль наклона обычно производится сторонним уровнем. Но есть столы и со встроенным угломером. Точность установки угла наклона во многих моделях достигает 1˚.
Перфорированные столы с поворотным механизмом используются в основном для сборки средних и крупных узловых конструкций. Как и в случае с классическими перфорированными аналогами, сварочные столы с поворотной столешницей рационально использовать лишь при конвейерном изготовлении металлоконструкций. Ведь стоят подобные столы весьма и весьма недешево.
Отдельным видом сварочных столов представлены полностью автоматизированные модели. Они имеют свой собственный электропривод. Чаще всего столешница в таких столах не наклоняется, а вращается по кругу. Подобные столы является составной частью автоматизированных сварочных линий. Такая техника используется исключительно при серийном и массовом производстве металлоизделий.
Ниже указаны советы и рекомендации, как выбрать сварочный стол.

Охрана труда (ОТ) И техника безопасности (ТБ)
Навигация
- ОТ аккамуляторщика
- ОТ для операторов копировальных аппаратов
- ОТ для работающих на ПЭВМ
- ОТ при обслуживании, ремонте и регулировке РЭА и приборов
- ОТ при обслуживании аппаратуры системы ИКМ.
- ОТ при погрузочно-разгрузочных работах
- ОТ при проведении паяльных работ свинцовым припоем
- ОТ при работах с применением переносных лестниц и стремянок
- ОТ при работе в помещениях с возможным наличием опасных газов
- ОТ при работе на фидерных линиях
- ОТ при работе с ручным инструментом.
- ОТ при работе с электроинструментом
- ОТ при проведении сварочных работ
- Виды электротравм
- Газопламенная обработка металлов
- Защита органов дыхания при сварке
- Защита органов зрения, лица и головы при сварке
- Защита от излучения сварочной дуги
- Защита от световой радиации
- Защитные приспособления
- Защитные средства
- Меры безопасности при эксплуатации баллонов и емкостей с газами
- Меры обеспечения электробезопасности
- Основные требования к инструменту
- Охрана труда при выполнении сварочных работ
- Предотвращение опасности поражения лучами электрической дуги
- Предотвращение опасности поражения электрическим током.
- Предупреждение травматизма при сварке
- Противопожарные мероприятия при сварке
- Рабочее место электросварщика
- Санитарно-гигиенические требования
- Средства индивидуальной защиты
- ТБ при при термитной сварке
- ТБ при различных видах сварки
- ТБ при ручной дуговой сварке
- Технические средства защиты
- Требования к безопасности сварочного оборудования
- Электробезопасность при выполнении сварочных работ
Рабочее место электросварщика
Производительность труда электросварщика и повышение качества сварки зависят от условий, в которых производятся сварочные работы, т. е. от правильности организации рабочего места сварщика (сварочного поста). Рабочее место сварщика может быть расположено непосредственно у свариваемого изделия (больших размеров) или в специальной кабине. Непосредственно у свариваемого изделия организуют, как правило, передвижное рабочее место (сварочный пост), огражденное переносными рабочими щитами. Специальные кабины оборудуют на постоянных местах при сварке изделий небольших габаритов. Переносные рабочие щиты и кабины служат защитой всех работающих от излучения электрической дуги.










Кабина для одного сварщика имеет размеры 2 х 2 или 2 х 2,5 м и высоту не менее 2 м. Для улучшения вентиляции в кабине стены ее не доводят до пола на 200. 250 мм. Каркас кабины металлический, а стены изготовляют из огнестойкого материала, а иногда из фанеры. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах. Пол в кабине выполняют из огнеупорного материала: кирпича, бетона и др. Окрашивают кабины в светлые тона.
В кабине устанавливают следующее оборудование: источник питания (при отсутствии централизованной разводки тока); металлический рабочий стол сварщика; стул для сварщика с подъемным винтовым сиденьем; ящик для электродов; ящик для инструмента; стеллажи для деталей и готовых изделий; электропечь для прокалки электродов (при отсутствии электродного цеха); сетевой закрытый рубильник. При источниках питания от генератора постоянного тока, а также при питании постов от многопостовой машины или нескольких параллельно соединенных генераторов источники питания желательно устанавливать за пределами кабин, в специальном помещении.
Эффективность местного отсоса вредных примесей, которые выделяются в процессе сварки, из зоны дыхания сварщика в большой мере зависит от максимального приближения вытяжных заборников к месту горения дуги. С этой точки зрения лучшими рабочими столами сварщика являются столы с вытяжкой газов и пыли в сторону или вниз. Можно рекомендовать столы сварщика моделей С10020 и С10040 . На столы устанавливают свариваемые изделия при ручной и механизированной сварке. Применение столов значительно улучшает условия труда сварщика. В конструкции стола сварщика мод. С10020 предусмотрено приточно-вытяжное устройство, обеспечивающее одновременно эффективное удаление вредных веществ и подачу чистого воздуха в зону дыхания сварщика.
Малышев Б.Д. Сварка и резка в промышленном строительстве, т.2. -М. 1989
Болты
Болты Siegmund – изделия с запатентованным механизмом и внушительным набором достоинств:
- увеличение зажимной силы;
- простота использования благодаря тому, что между рукояткой и заготовкой остаётся достаточно пространства;
- удобная рукоятка за счёт максимально оптимизированной поверхности;
- площадь в области отверстий после закалки дополнительно корректируется, что даёт максимальную точность;
- очень прочный корпус из закаленной высоколегированной стали;
- нет необходимости использовать уплотнительное кольцо, так как внутреннее трение сведено к минимуму;
- зажим по принципу рычага благодаря шарикам-фиксаторам (часто возможен зажим рукой);
- большая поверхность прижима;
- оптимальное распределение нагрузки благодаря опоре на три шарика.
Делаем кованый столик

Мебель с коваными ножками всегда красива и эффектна. Она используется как декоративное украшение помещения или садового участка.
Яркая окраска придает мебели игривости, а сдержанная черная, белая или металлическая – деловой стиль, дороговизну и эстетичность.
Ковка – это воздействие на горячий металл при помощи молота и наковальни или загибание холодного металла при помощи молотка и приспособлений из приваренных к ровной поверхности круглых шпилек.
Горячая ковка дает немыслимый полет фантазии и может удовлетворить даже самые смелые задумки, потому что она более точная. Холодная ковка выглядит менее эстетичной.
Для того чтобы сделать ковку, нужно иметь специальный инструмент для загибания металлических прутов. Если такой инструмент имеется в вашем арсенале домашнего мастера, то с ковкой не будет никаких проблем. Если же вы далеки от этого, но хотите изготовить металлический столик с коваными ножками или элементами, то лучше ковку металла лучше будет заказать у профессионалов.
Этапы изготовления

- Металл очищается от ржавчины и грязи с помощью стальной щётки. Затем делается трафарет. Создать гнутые ножки можно самостоятельно, если не использовать слишком затейливые трафареты. Для этого используется любое листовое дерево. Рисунок делаем в масштабе 1:1.
- Привариваем две шпильки (крепеж в виде стержня с резьбой) на расстоянии около 2-3 см друг от друга. Между этими шпильками просовывается металлопрофиль или металлопрокат. При помощи силового воздействия и молотка металл гнется в нужных местах. При этом результат сгибания необходимо сверять с трафаретом. Если этого не делать, то нельзя будет добиться симметрии ножек.
Примите к седению:
для того чтобы узнать размеры металла, который потребуется для изготовления вензелей, можно использовать обычную веревку, которая не растягивается. Веревкой измеряется каждый виток и его размер переносится на металл
- Собираем все металлические части по нарисованному трафарету и срезаем лишнее. Свариваем изделия сначала с одной стороны, а затем с другой. Сварку нужно производить аккуратно, чтобы не образовались сварочные наросты. Металлической щеткой зачищаем всю конструкцию.
- Готовые элементы ковки также аккуратно привариваем к гнутому металлу. Снова зачищаем все щеткой.
- Белой грунтовкой по металлу проходим по всем частям ножек для стола. Светлый цвет поможет не пропустить ни одного миллиметра при окраске металла.
- Окраска проводится валиком или неширокой кистью. Кованые ножки чаще всего окрашиваются в белый, черный, бронзовые, золотистые или серебряные цвета.
- Столешница из дерева крепится к кованым ножкам при помощи шурупов. В каркасе стола делаются отверстия, которые чуть больше по диаметру, чем шурупы, затем закрепляется поверхность стола.
Совет от редакции:
чтобы скрыть место крепления столешницы и ножек стола можно использовать металлические уголки. Для этого, в металле делаются небольшие отверстия под болты. Уголки соединяются со столешницей при помощи саморезов.
Крепление ножек к столешнице полностью зависит от того, какие именно ножки делаются под столик – их размер, форма, количество кованых элементов и их расположение. Если брать стеклянную столешницу, то она крепится при помощи УФ – клея или специальных резиновых присосок. Металлическая столешница аккуратно приваривается с обратной стороны, зачищается, грунтуется и окрашивается.
Стол со столешницей из камня подойдет для установки на улице, например в , и в помещении. Лучше использовать гранит – он более прочный и износостойкий, чем другие камни (например, часто используемый для столов мрамор).

Виды и чертежи
В зависимости от конструкции все сварочные столы, предназначенные для частных мастерских, делят на две разновидности: простые и полупрофессиональные. Для временной или несложной работы подходит первый вариант. Для изготовления усложненных изделий требуется полупрофессиональная (поворотная или сборочно-монтажная) конструкция.
Проще всего сделать своими руками первую разновидность сварочного стола. Простая модель состоит из жесткой прямоугольной рамы, к которой приварены четыре опоры. В качестве последних используют уголок или стальную трубу. Для большей устойчивости ножки скреплены по периметру металлическими перекладинами. Столешница простого стола оснащена пазами перфорации для закрепления свариваемых деталей.
Как своими руками сделать кухонный стол из дерева или древесных плит
Конструкция полупрофессионального верстака оборудована круглой платформой, которая может плавно вращаться. Движение возможно благодаря установленному электродвигателю. Такая модель позволяет сварщику создавать сложные изделия, не передвигаясь вокруг мебели. Сборочно-монтажный стол предусматривает дополнительные вмонтированные элементы: головчатые устройства для сверления, шлифования, фрезеровки, а также встроенный вентилятор.
Для самостоятельного монтажа необходимо подготовить чертежи приспособления. На них должны быть прорисованы все детали с точными размерами. Если готового варианта нет, составлением чертежа сварочного стола занимаются вручную. Для этого формируют ведомость материалов. Сводную таблицу с размерами стола, наименованиями материалов отражают на одном листе с самим эскизом. При расчетах учитывают, что высота верстака должна укладываться в пределы от 700 до 850 мм, а его площадь составлять не менее 800 × 1000 мм.

Простой

Полупрофессиональный

Сборочно-монтажный
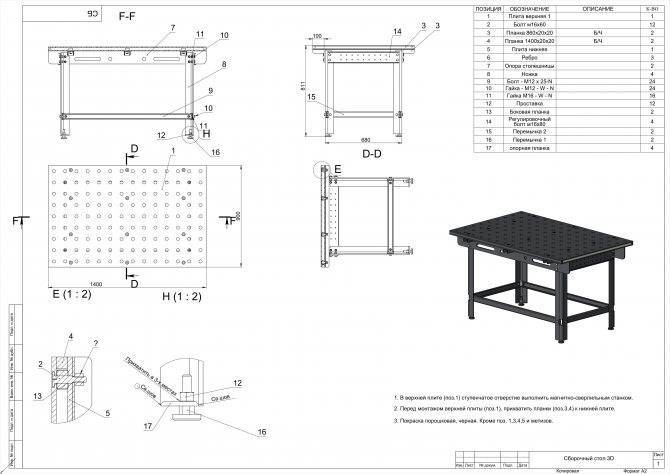
Чертеж










Конструкция стола для сварки
Устройство и схему верстака необходимо подбирать в зависимости от роста человека, характера свариваемых деталей, габаритов и веса. Наиболее значимыми условиями, обеспечивающими комфортную работу и обращение со сварочным аппаратом, считаются следующие факторы:
- Высота стола
для сварочных работ. В условиях работы стоя столешница или рабочая поверхность должна находиться на уровне пояса сварщика; - Габариты столешницы
. Как правило, для профессиональных работ выбирается ширина и длина рабочей поверхности 70-75 см. Максимальная точность сварки достигается, если сварочная зона удалена не более ¾ длины рук сварщика; - Размеры сварочного стола
для работы в сидячем положении можно скопировать с обычного домашнего табурета или стула, но в этом случае приспособление приходится оборудовать защитным экраном на высоту 70-80 см, чтобы избежать попадания искр и раскаленного шлака на ноги и одежду работника.
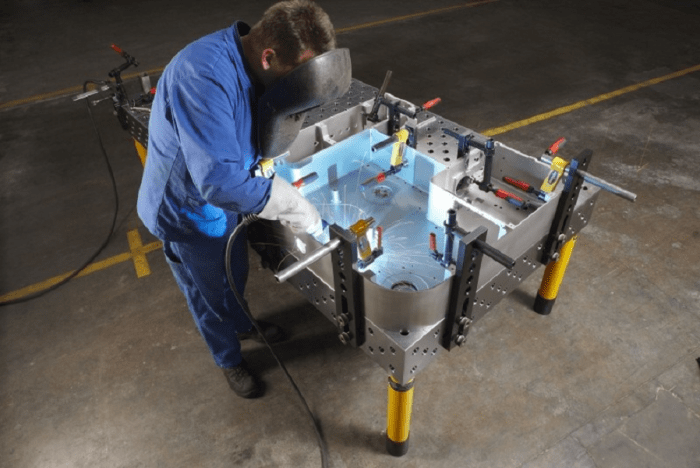
Сварочно-сборочные столы
Верстаки и столы, используемые для одновременного проведения монтажно-сборочных и сварочных работ, условно выпадают из общего ряда оборудования для сварки. Обычные столики, подставки и держатели заготовок изготавливают, что называется, в формате тумбочки, небольшая квадратная столешница обеспечивает удобный доступ к деталям с любой стороны.
По габаритам и устройству столешницы сварно-сборочные столы ближе к слесарным верстакам.
Рабочая поверхность изготавливается из толстолистового металла с просверленными отверстиями под установку струбцин, монтажных фиксаторов или измерительного инструмента.
На столешнице могут располагаться дополнительные приспособления для фиксации заготовок, например, при проведении сварочных работ объемных деталей из тонкого проката на столе приходится устанавливать ложементы, опорные плиты, штативы, обеспечивающие надежное удержание свариваемых кромок до окончания сборочных работ.
Поворотный сварочный стол
Поворотный стол-верстак больше похож на часть промышленного сварочного оборудования. Рабочая поверхность выполняется в форме сплошного металлического диска с несгораемым термостойким покрытием, приподнятым над станиной стола. Свободная наружная кромка диска позволяет фиксировать соединяемые детали в любом месте сварочного приспособления.
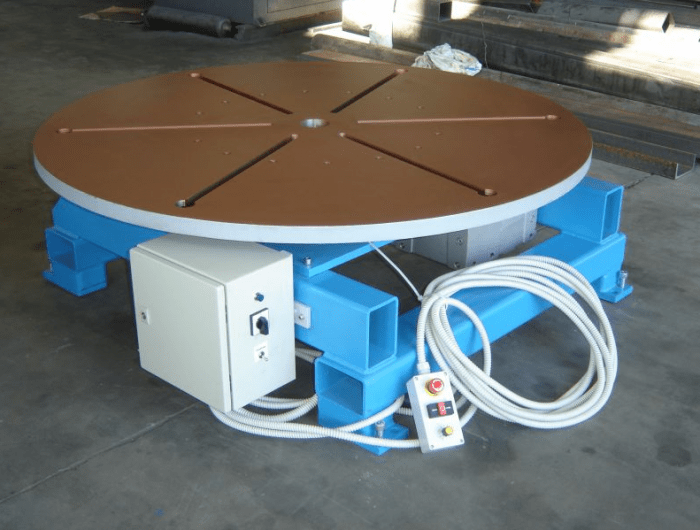
Как правило, на столешнице наносятся специальные маяки или разметка, позволяющие максимально точно совместить оси вращения и избежать биения сварного шва в процессе поворота детали. Это наиболее сложный вариант сварочного приспособления, но иногда без такого стола просто не обойтись. Например, если требуется сварить кольцевой шов на баллоне, круглом корпусе буржуйки, соединить заготовки двух стальных трубопроводов. В этом случае сварочный стол обязательно оборудуется поворотным ременным приводом
За счет вращения столешницы сварщик может сварить тяжелый шов, не меняя свое положение относительно приспособления, что очень важно для обеспечения высокого качества сварки
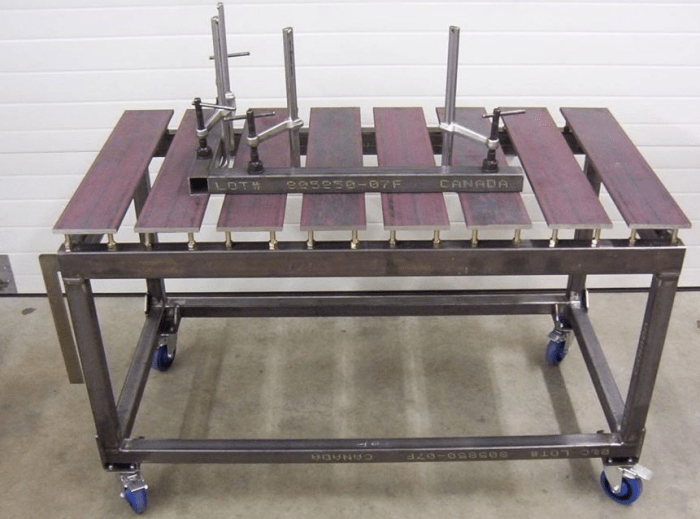
Простой стол для сварочных работ
Простейший вариант стола может быть изготовлен по схеме, приведенной на фото. Из двух отрезков двутавра №70 сваривают основание рамы. Ножки высотой 60-65 см можно сделать из квадратной профильной трубы. Для изготовления столешницы потребуется десять метров двутавра №50 или пятерку профильной трубы 40х60 мм.
Трубу режут болгаркой по короткому ребру на две половинки, шлифуют и приваривают на готовую раму.

В результате получился очень надежный и удобный сварочный столик, на котором можно выполнить большую часть сварных работ.
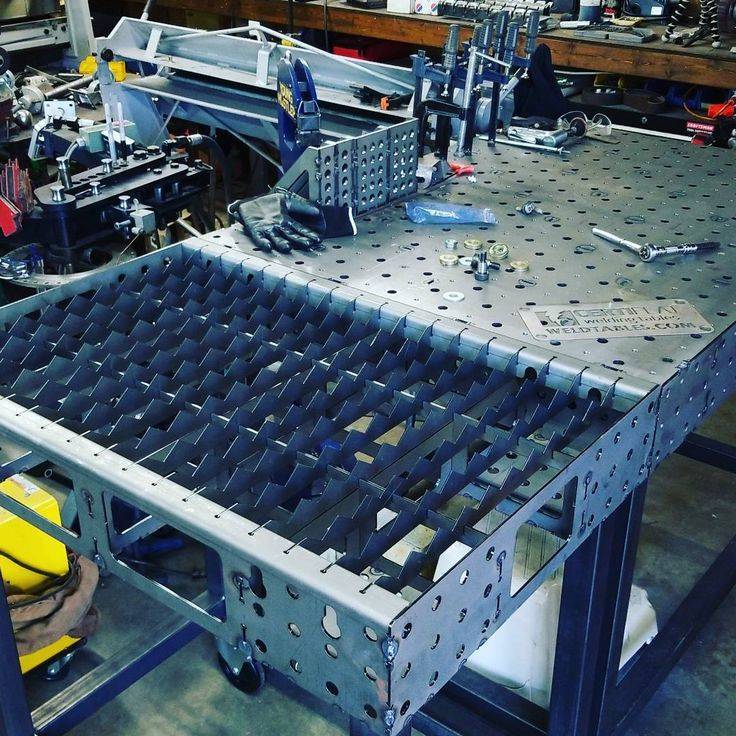
Полупрофессиональный стол сварщика
Для выполнения сварных швов в изделиях более высокого уровня потребуется сварочный стол более сложного устройства. Одна из моделей современных приспособлений приведена на фото. Конструктивно стол отличается от любых других только наличием регулируемых по высоте опор и столешницей особого устройства.

Рабочая поверхность изготавливается из перфорированных ламелей. Набор стальных уголков обеспечит надежную фиксацию на сварочном столе изделия даже самой сложной конфигурации.
Общепринятые правила и полезные советы
Профессия сварщика относится к числу вредных специальностей, поскольку во время работы сварочного аппарата специалист подвергается:
- негативному воздействию высоких температур;
- риску травмироваться брызгами раскаленного металла;
- вредному ультрафиолетовому облучению;
- вероятности поражения электрическим током.
Чтобы минимизировать и даже полностью исключить негативные последствия, связанные с профессиональной деятельностью, следует придерживаться правил:
- в обязательном порядке рабочая комната оснащается эффективной приточно-вытяжной вентиляцией;
- перед началом работы следует проверить оборудование на целостность изоляции, надежность креплений и контактов;
- во время сварочных работ использовать средства защиты: маску, респиратор, специальную одежду, обувь и перчатки. Спецодежда должна быть изготовлена из огнезащитного материала;
- не допускается загромождение стола и пространства вокруг него посторонними предметами, которые не используются для данного цикла сварочных работ;
- строго воспрещается работа с неприспособленных опор;
- предназначенные для сваривания элементы должны быть надежно зафиксированы струбцинами или зажимами;
- в случае выполнения работ в помещениях с горюче-смазочными материалами, расстояние до них должно быть не меньше пяти метров.
Для обеспечения максимального комфорта следует укомплектовать рабочий стол сварщика вспомогательными устройствами. Точность сварки зависит в том числе и от надежности фиксации заготовок. Струбцины и зажимы должны быть неотъемлемой частью инструментария сварщика. Мелкие заготовки, которые сложно закрепить механическим способом, удерживаются при помощи магнитного поля.
Техника безопасности при сварочных работах
Так как все этапы процесса непосредственно связаны со сваркой, необходимо придерживаться стандартных правил безопасности. Они касаются размещения и оснащения сварочного поста, спецодежды, физических параметров работы приборов. Техника безопасности включает следующие пункты:
- Мастерская должна быть оборудована вентиляционной системой. Помещение должно предусматривать возможность проветривания.
- Если сварка проводится на открытом воздухе, рабочее место должно находиться под навесом. При этом во время сильного дождя или снегопада процесс останавливают.
- Сварщик должен быть одет в защитную одежду, которая включает маску (щиток), рукавицы из спилка или замши, обувь и костюм из невоспламеняющегося материала.
- Если проводится сварка деталей из оцинкованного металла, мастеру для защиты дыхательных путей необходим респиратор.
- У сварочных кабелей должна быть неповрежденная обмотка, а у мест их стыковки — качественная изоляция. При обнаружении дефекта работу следует прекратить и восстановить целостность провода.
- Длина электрокабелей, идущих к сварочному аппарату, не должна превышать 10 м. Шнуры подвешивают на высоте 2,5 м или опускают на пол в заземленной стальной трубе.
- Оборудование можно использовать под напряжением не более 90 В. Оптимальная сила тока для работы составляет не более 0,05 А.
Как собрать своими руками простой стол-трансформер, подсказки мастерам
Для мастера, обладающего необходимыми навыками, изготовление стола для сварочных работ — несложное мероприятие. Главное — соблюдать все правила техники безопасности, придерживаться подготовленного чертежа и выполнять действия в определенной последовательности. В этом случае конечный результат будет отличаться надежностью и устойчивостью, а прочное готовое изделие на долгие годы обеспечит сварщику удобство при работе.










Мастерская должна быть оборудована вентиляционной системой, а в помещении предусмотрена возможность проветривания

Сварщик должен выполнять сварочные работы в специальной защитной одежде

Сварочные кабели должны иметь неповрежденную обмотку, а места их стыковки — качественную изоляцию





