

Обзор лучших моделей
Среди лучших моделей сверлильно-фрезерных станков по металлу следует отметить. Промышленная модель для крупного производства. Оснащена ЧПУ и АСИ. Массой 5 тонн. Повышенный класс точности. Диаметр растачивания до 8 см. 3 оси управляемых координат.
JET Jmd-1. В своей серии самый малогабаритный станок. Вес оборудования всего 55 кг. Для уменьшения вибрации корпус сделан из серого чугуна. Снабжен правым и левым вращением шпинделя. Поперечный ход рабочего стола – 10 см.
Proma FPX-25 E 25951000. Предназначен для точной обработки металлических изделий. Имеет 2 скорости, вес агрегата – 60 кг. Размер рабочего стола 40х90 см.
Сверлильно-фрезеровальные станки производятся в самых разных ценовых категориях. Это могут быть и огромные промышленные агрегаты для крупных производств и небольшие станки для домашнего использования.
Сверлильно-фрезеровальное оборудование работает практически за два станка. Это позволяет выполнять целый ряд операций. Если станок снабжен ЧПУ, то качество обработки и его точность повышаются. Такое оборудование удобно применять на крупном производстве, поскольку сокращается количество рабочих рук, необходимых для обработки заготовок.
Список поставки оборудования
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану
| Перечень | Наименование | Количество | |
| Список оборудования | Основное оборудование | 1 комплект | |
| Шпиндельный модуль вращения | 3 штуки | ||
| Блок поперечного выравнивания заготовки (установлен на станке) | 1 комплект | ||
| Боковой механизм подачи заготовки | 1 штука | ||
| Система охлаждения под давлением (распыление) | 1 комплект | ||
| Электрический шкаф управления (включая ЧПУ) | 1 комплект | ||
| Гидравлическая станция (установлена на станке) | 1 комплект | ||
| Запасные части станка (прилагается список) | 1 комплект | ||
| Техническая документация | Прилагаемые документы | Инструкция по эксплуатации станка | 1 копия |
| Сертификат соответствия | 1 копия | ||
| Приобретенные части | Инструкция по эксплуатации редуктора SEW | 1 копия | |
| Инструкция по эксплуатации преобразователя EMERSON | 1 копия | ||
| Инструкция по эксплуатации промышленного компьютера | 1 копия | ||
| Прикладное программное обеспечение | Драйверы промышленного компьютера | 1 диск | |
| Резервное копирование программного обеспечения блока управления | 1 диск |
Процесс сверления и рассверливания отверстий на токарных станках
Для образования новых отверстий в заготовке или изменения размеров старых, на токарном станке необходимо выполнить следующие виды операций:
- Выставить заднюю бабку, чтобы ось пиноли совпадала с осью шпинделя.
- Закрепить заготовку в патроне передней бабки таким образом, чтобы она выступала за уровень кулачков как можно меньше.
- Установить в пиноле задней бабки режущий инструмент. Если предстоит его частая смена, то лучше пользоваться быстросменным патроном и набором специальных втулок. Это поможет значительно сократить время на смену инструмента. При использовании быстросменного патрона, все свёрла, зенкеры, развёртки и т.д. должны иметь хвостовики с одинаковым номером конуса Морзе. Пиноль в начале сверления должна быть выдвинута из задней бабки на как можно меньшее расстояние.
- Первая рабочая операция – это подготовка торца заготовки. Он должен быть ровным. Это осуществляется подрезанием торца резцом.
- Сделать небольшое углубление в торце детали. Эта операция поможет выполнить сверление точно в точке вращения заготовки. Выполняется данное углубление упорным резцом или коротким сверлом.
- Произвести сверление с помощью маховика задней бабки. Инструмент подавать плавно. Периодически выдвигать его из зоны резания, чтобы освободить от стружки. Охлаждение зоны резания осуществлять специальной эмульсией.
- При сквозной обработке нужно уменьшить скорость подачи на выходе из заготовки, чтобы не повредить его, когда резко возрастёт нагрузка на режущие кромки.
- Чтобы увеличить диаметр отверстий, нужно: установить сверло большего диаметра и совершить рассверливание; применить зенкер – провести зенкерование; воспользоваться расточным резцом — сделать растачивание.
- Для уменьшения шероховатости – применяют развёртку (процесс — развёртывание).
- Для работы с кромками – используют зенковку (процесс – зенкование).
Видео сверления шестигранного отверстия на токарно-винторезном станке
Все выше перечисленные процессы можно совершать не только трудоёмким ручным способом, но и воспользовавшись возможностью подключения механической подачи к задней бабке или использования ЧПУ. Если процессы резания будут производиться с помощью токарных станков с ЧПУ, то весь инструмент крепится в самом начале подготовительного процесса в специальных устройствах, которые меняются автоматически в определённой последовательности.
8.7. Сверление с периодическим отскоком инструмента (G183)
Для сверления глубоких отверстий можно использовать постоянный цикл G183 с периодическим отскоком инструмента от дна отверстия, без выхода сверла на начальный или опорный уровень.
Цикл G183 похож на цикл G83, но в отличие от него после каждого этапа обработки сверло не выводится на опорной уровень, а выполняется отскок от дна отверстия на 1 мм.
При работе цикла G183 выполняется следующая последовательность движений (рис. 34):
- Инструмент на быстром ходу перемещается в центр отверстия, определенный параметрами X и Y;
- Выполняется быстрое перемещение по оси Z на опорный уровень R;
- Выполняется сверление по заданной подаче на глубину первого уровня, определенного адресом I;
- Выполняется пауза в P секунд на дне отверстия и отвод по оси Z на 1мм.
- Выполняется сверление по заданной скорости подачи по оси Z на глубину Q–nJ, где n принимает значение от 1 до n.;
- Пауза в P секунд на дне отверстия и быстрый отвод по оси Z на 1мм.
- Повторение операций 5-6 до достижения глубины отверстия и быстрый вывод по оси Z на опорный уровень, или начальный уровень.
Примечание:
Если активна подготовительная функция G98, то возврат инструмента осуществляется в начальный уровень В противном случае, когда активна подготовительная функция G99, возврат осуществляется на опорный уровень R.
Цикл будет выполняться в каждом кадре, содержащем движения по осям X и/или Y, пока постоянный цикл не будет отменен функцией отмены постоянного файла G80.
Рис. 34 Последовательность операций при G183
Подготовительная функция G183 имеет следующий формат:
Назначение, функциональные возможности
Радиально сверлильные станки широко используются как в массовом, так и в единичном производстве для формирования отверстий в деталях из металла, чугуна и цветных сплавов. Основным движением в оборудовании данного класса является вращательное движение рабочего инструмента — сверла, и его возвратно-поступательная подача.
Радиальные агрегаты ориентированы на работу с крупногабаритными деталями, непригодными для рассверливания на обычных вертикальных станках из-за трудоемкости перемещения заготовки по рабочему столу. В отличие от стандартного оборудования, в радиальных механизмах зафиксированная на плоскости стола деталь остается неподвижной, а в требуемое положение перемещается шпиндель с рабочим инструментом.
Станок 2К550
От типа смонтированного на шпиндель рабочего инструмента непосредственно зависят функциональные возможности агрегата. Так, современные радиально сверлильные станки способы выполнять следующие операции:
- сверление;
- зенкерование;
- зенкование;
- развертывание;
- растачивание;
- подрезка торцов;
- нарезание резьбы (метрическая, дюймовая)
Ключевыми характеристиками оборудования являются три параметра: максимальный диаметр сверления, вылет шпинделя по отношению к станине и размеры рабочего стола, последние 2 определяют размеры деталей, которые может обрабатывать конкретный агрегат. к меню
к меню
Особенности конструкции
В зависимости от конструктивных особенностей все радиальные агрегаты классифицируются на три группы:
- универсальные (стационарные);
- переносные (используются для обработки крупногабаритных заготовок, к которым оборудование подается подъемным краном);
- самоходные (перемещаются на тележках по рельсовым путям, фиксируются на деталях посредством башмаков).
Схема конструкции радиального станка 2Е18П
Конструкция станка состоит из следующих узлов:
- Фундаментная плита.
- Несущая колонна.
- Гидрозажим.
- Поворотная гильза.
- Траверса.
- Сверлильная головка.
В процессе обработки сверлильная головка может перемещаться как вдоль направляющей траверсы, так и поворачиваться в пределах 3600 благодаря перемещению поворотной гильзы. Сама деталь устанавливается на рабочем столе либо прямо на фундаментной плите (зависит от конструкции конкретного станка).






Колонна, монтирующаяся на фундаментной плите, выполняется из металлической трубы. На ее верхней части установлен механизм подъема, перемещающий траверсу в вертикальной плоскости. Сверлильная головка представляет собой отдельный конструктивный узел, состоящих из блока скоростей, механизма подачи и шпинделя.
Сверлильная головка в таком оборудовании имеет конструкцию, аналогичную вертикально-сверлильным агрегатам, однако она отличается повышенным числом подач и оборотов. Увеличенная скорость вращения шпинделя требует эффективной смазки, которая обеспечивается системой автоматической подачи СОЖ (резервуар с жидкостью, как правило, размещается внутри фундаментной плиты).
Крутящий момент на шпиндель сообщается от двигателя через коробку скоростей, состоящую из зубчатых колес. В качестве привода используются асинхронные двигатели, в одном станке может устанавливаться 3-8 моторов, каждый из которых отвечает за движения определенного узла конструкции. Для примера: распространенный станок 2А553 имеет 7 движков (электрическая схема демонстрирует расположение каждого из приводов):
Электрическая схема станка 2А554
- M1 — двигатель насоса подачи СОЖ;
- M2 — двигатель шпинделя;
- M3 — двигатель ускоренного отвода шпинделя;
- M4 — двигатель траверсы;
- M5 — двигатель гидронасоса траверсы;
- M6 — двигатель набора скоростей;
- M7 — двигатель набора подач.
Кинематическая схема
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Кинематическая схема данного станка, в свою очередь, состоит из 5-ти кинематических цепей: движения подачи, ускоренного перемещения шпинделя, вертикального движения траверсы, перемещения сверлильной головки по траверсе, вращения шпинделя. к меню
Функция сверлильных станков – проделывание отверстий в различных материалах
Они незаменимы в производстве, где часто требуется сделать резьбу внутри отверстия, зенкеровать его и т.п. При помощи сверлильного станка все это можно сделать быстро и качественно. В зависимости от особенностей конструкции и выполняемых работ существуют станки разного типа. В целом все модели можно разделить на бытовые (как правило, обладают относительно небольшим размером и используются в личных целях) и промышленные (имеют место на предприятиях, где работа такого типа поставлена на поток). Однако вне зависимости от предназначения сверлильные станки представляют собой сложное устройство, при работе с которым необходимо учитывать множество его характеристик.
Типы сверлильных станков
1. Радиально-сверлильные.
Устройства этого типа применяют при работе с отверстиями в заготовках среднего и крупного размера. Благодаря широкому спектру выполняемых операций считаются универсальными. Они находят свое применение как в частных мастерских, так и в крупных цехах. Принцип действия радиально-сверлильных станков выглядит следующим образом: в процессе работы шпиндель перемещается вдоль поверхности заготовки и останавливается в том месте, где нужно сделать отверстие. Траектория его движения может быть любой. Вокруг неподвижной колонны, расположенной на фундаментальной плите, поворачивается гильза, которая обеспечивает возможность работать с любым участком поверхности колонны, не изменяя ее местоположения. Скорость перемещения шпинделя варьируется от 45 до 2000 оборотов в минуту.
2. Вертикально-сверлильные.
Принцип действия устройств этого типа прямо противоположен описанному выше. В этом случае перемещается не шпиндель, а заготовка. Сверло же надежно закреплено. Перемещение обрабатываемой поверхности и стола осуществляется в вертикальном направлении. От того, какое расстояние от торца шпинделя до рабочего стола имеет станок, зависит максимально возможная толщина обрабатываемой детали. Для всего электрооборудования отводится специальный шкаф. В зависимости от модели вертикально-сверлильные станки могут иметь разные типы столов: подвижный, съемный, откидной. Таким образом, каждый покупатель может выбрать устройство, подходящее именно ему. Охлаждение станка происходит путем подачи специальной жидкости насосом по шлангу. В основе строения шпинделя в станках этого типа лежат два шариковых подшипника, расположенных в гильзе. Верхний воспринимает вес самого шпинделя, нижний – силу подачи. Во избежание порчи деталей при работе в станов встроен специальный механизм, прекращающий подачу при достижении глубины обработки, соответствующей заранее заданному значению. Оно устанавливается посредством использования лимба механизма головки.
Среди станков этой группы выделяют:
• Легкие. Второе их название – настольное. Диаметр проделываемого ими отверстия составляет 3-12 мм.
• Средние. Позволяют проделывать отверстия диаметром 18 мм, а также от 25 до 50.
• Тяжелые. Максимальный диаметр сверления здесь достигает 7,5 см.
3. Горизонтально-сверлильные.
С их помощью осуществляется обработка длинномерных деталей и глубоких отверстий, с которой остальные устройства не справляются. Отличительной особенностью этих устройств является удлиненная станина. Перед началом работы заготовка фиксируется на рабочем столе в горизонтальном положении. Она перемещается вдоль станины. Это достигается за счет действия верньерного механизма. В одном блоке располагаются шпиндель, двигатель, коробка передач. С помощью последней обеспечивается возможность регулирования скорости вращения шпинделя. Сам блок может перемещаться по вертикали.
4. Многошпиндельные.
Как следует из названия, в этих устройствах работают несколько шпинделей одновременно. Это крайне удобно, если требуется проделать ряд отверстий за один раз. Кроме этого, многошпиндельные станки применяются, когда нужно нарезать резьбу или сделать развертку при наличии большого количества плоскостей обрабатываемой заготовки. В данном случае это более выгодно, чем использование одношпиндельных станков.
5. Специализированные станки незаменимы при глубоком сверлении. Как правило, имеют место на производстве.
6. Широкое применение сегодня как в частных мастерских, так и в небольших цехах получили настольные станки. В большинстве случаев режущий инструмент у них перемещается вручную. Для этого устройства оснащены рукояткой осевой подачи шпинделя.
Особенности конструкции
Горизонтальный координатно-расточной металлообрабатывающий станок получил весьма большое распространение, так как основные узлы удобно расположены для обработки заготовок больших размеров. Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
- Основная часть конструкции представлена станиной, на которой расположены все узлы.
- Расточка на координатно-расточном современном станке проходит за счет установки особой расточной головкой. В некоторых случаях она предусматривает быструю смену инструмента. Инструмент координатно-расточного современного станка может крепиться через специальную оснастку.
- Крестовой стол. Принцип работы этого оборудования определяет возможность перемещения заготовок в двух направлениях.
Двухстоечные координатно-расточные станки производители выпускают со следующими узлами:
- Все тот же стол, на котором проводится обработка устанавливаемых заготовок. Их можно закрепить для того, чтобы получить отверстие или несколько с точным взаимным расположением.
- Стойка и станина. Многие модели предусматривают расположение инструмента над корпусной или другой деталью. Шпиндель может быть самым различным.
- Расточная головка. Основные технические характеристики определяются особенностями устанавливаемой расточной головки. Некоторое оборудование имеет головки с автоматической сменой инструмента.
Практически во всех случаях двухстоечный координатно-расточной станок или одностоечного типа имеет станину, которая состоит из двух плоских и одной Т-образной направляющей. По данным направляющим проходит передвижение салазок. Нормы точности выдерживаются согласно ГОСТ благодаря точному позиционированию всех элементов относительно друг друга. На самых различных элементах конструкции могут быть расположены блоки управления: их виды зависят от того, какая фирма занимается производством оборудования, и какая система управления установлена.

Электрическая схема координатного-расточного станка на примере 2А450МФ
Зенкерование
Как отметили, зенкерование – это процесс обработки отверстий, предварительно полученных литьем, ковкой, штамповкой и т.п.









Это многолезвийный инструмент число зубьев у зенкера (3-9). Уменьшается размер каждого зуба, увеличивается толщина сердцевины, увеличивается прочность. Соответственно – увеличение числа зубьев и жест кости обеспечивает более устойчивое положение зенкера при обработке отверстий, полученных литьем, ковкой. За счет уменьшения толщины срезаемого слоя достигается точность 10 квалитета 20-15 мкм по Rz.
Режимы резания выбираются аналогично сверлению.
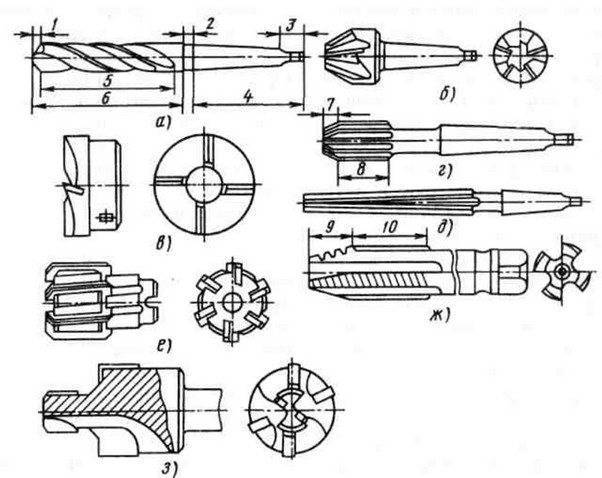
Рисунок 4.5 – Инструменты для обработки отверстий на сверлильных станках:
а – сверло; б, в – зенкеры; г, д, е – развертки; ж – метчик; з – комбинированный зенкер с пластинками из твердого сплава
Механическая обработка алюминиевых профилей
Дюралевые профили владеют многими преимуществами уже так как они сделаны из дюралевых сплавов. Не считая того, дюралевые профили просто поддаются разным видам механической обработки. Обычно инструменты для обработки дюралевых сплавов более дешевенькие, чем, к примеру, для стали, а скорость обработки алюминия выше, чем стали и многих других материалов.
Принципиальным свойством дюралевых профилей будет то, что они могут иметь сложные поперечные сечения для выполнения самых разных функций. Потому они требуют только малой обработки и тем дают экономию на механической обработке по сопоставлению с другими материалами.
Механическую обработку дюралевых профилей делают как до, так и после нанесения на их защитно-декоративных покрытий. Это находится в зависимости от технических требований, которые предъявляются к готовым изделиям либо деталям.
Защитное анодирование с шириной анодного покрытия 3-5 микрометров является неплохим методом для предотвращения повреждения профилей во время их механической обработки.
Разновидности
Под разновидностями дорнирования понимают свободный и несвободный процесс проведения операции. Когда дорнирование свободное, изделие, а именно его поверхность, не ограничивается в возможности деформирования. Приемлем такой вид процесса при объемных работах с трубами электросварными либо при бесшовном литье, где толщина стенки ствола определяется как усредненная величина. Дорнирование свободное не подходит для таких заготовок, как, например, трубы с тонкими стенками ствола. Здесь применяют несвободное дорнирование, которое позволяет избежать следующих последствий:
- осевого смещения заготовки;
- понижения устойчивости вдоль направления ствола;
- выглаживания металла с недостаточным качеством.
Для реализации операции несвободного дорнирования деталь перед прохождением дорна закрепляют в специальных обоймах жесткой и упругой конструкции.
Объемное и поверхностное дорнование
Дорнирование как способ обработки ствола отверстия, когда отсутствует процесс удаления стружки, можно выполнить поверхностным образом либо объемно. При объемном методе операция захватывает всю заготовку (имеется в виду поперечное сечение). Совершая один проход инструментом, рабочая часть которого оснащена несколькими зубьями, добиваются фактической шероховатости в пределах 0.63–0.04 микрон с большой точностью отверстия. Объемное дорнирование ввиду своей эффективности призвано заменять менее эффективный метод, когда заготовки подвергают растачиванию черновому. Применяют объемную деформацию для обработки любых типов труб, цилиндров с длинным стволом, при этом прямолинейность изделий сохраняется в нужных границах.
Применение поверхностного дорнирования позволяет получить в канале ствола шероховатость в пределах 0.32–0.04 микрон. Основное назначение метода – упрочнить поверхностный слой и, возможно, избежать сложных технологических приемов: развертывания, шлифования, выглаживания и хонингования металла.
Пластическое деформирование и калибровка
Суть пластического деформирования заключается в том, что дорн с диаметром рабочей части больше, чем ствол отверстия, вдавливается в последний под воздействием силы станка. Калибровка же внутренней поверхности труб протекает при воздействии на обрабатываемый участок источника тепловой энергии для разогрева и последующего внедрения в область инструмента дорна. Недостаток калибровки – в возможном изменении параметров заготовки и в большей сложности процесса относительно пластической деформации.
Метод ударных импульсов
Способ, при котором подача инструмента дорна по каналу отверстия ствола проходит не в постоянном поступательном режиме, а толчками с одинаковой частотой, называется методом ударных импульсов. Такой процесс очень эффективен, так как снижает нагрузку на инструмент, на канал и позволяет достичь максимальной точности обработки.
Эксплуатация
Станки для сверления, оснащённые ЧПУ, необходимо эксплуатировать в соответствии со следующими требованиями:
- разрешена установка только внутри отапливаемых помещений с оптимальным уровнем влажности;
- допустима обработка заготовок, которые отвечают требованиям производителя конкретной модели;
- все узлы, механизмы нужно поддерживать в чистоте, своевременно смазывать, обслуживать, следить за состоянием, выполнять замену, не допуская критических повреждений;
- перед выполнением работ следует убедиться в полной работоспособности всех агрегатов, проверить наличие защитных экранов, способность станка отключаться в случае аварийных ситуаций;
- в случае обнаружения неисправностей, недопустимо обрабатывать заготовки;
- недопустимо выполнять сверление деталей из материалов, не подходящих под параметры установленных свёрл;
- в случае прекращения подачи охлаждающей жидкости или масел для смазки механизмов нужно прекратить работу станка для устранения неисправностей;
- после начала выполнения программы ЧПУ запрещается прикасаться к вращающимся или движимым узлам.
Преимущества и недостатки
К преимуществам сверлильных станков относятся:
- точное позиционирование сверла над поверхностью детали;
- многоступенчатая обработка;
- регулировка крутящего момента, скорости оборотов, хода сверла вдоль осевой линии;
- сверление под различными углами;
- простота программирования ЧПУ, смены программ для выполнения различных производственных задач;
- автоматический контроль текущего состояния станка;
- высокая надёжность механических частей;
- защита от перегрева сверла;
- высокий ресурс узлов и механизмов;
- много различных моделей, позволяющих перемещать шпиндель со сверлом над рабочим столом либо наоборот;
- простота в эксплуатации, обслуживании, ремонте;
- высокая производительность труда;
- безопасность в работе по причине отсутствия контактов с опасными механическими узлами.
Недостатки станков с ЧПУ для сверления:
- высокая стоимость оборудования;
- большие габариты и масса;
- для работы требуется обученный персонал — операторы, наладчики.

Качественное изготовление деталей
Производители и стоимость
Модели сверлильных станков с ЧПУ выпускаются на следующих предприятиях:
- ОАО «Астраханский станкостроительный завод»;
- ЗАО «КомТех-Плюс»;
- ОАО «Стерлитакамский станкостроительный завод»;
- ;
- ОАО «Рязанский станкостроительный завод»;
- ОАО «Кировский станкостроительный завод».
Стоимость станков в зависимости от их типов следующая:
- профессиональные радиально-сверлильные настольные — от 120 тыс. руб.;
- радиально-сверлильные для ответственных работ — от 150 тыс. руб.;
- тяжёлые промышленные — от 400 тыс. руб.;
- радиально-сверлильные промышленные с вращаемой на 3600 опорой — от 1 млн. 100 тыс. руб.
Станки в зависимости от моделей могут отличаться спецификой работы, взаимодействия с оператором, а также иметь другие особенности. Однако основной принцип обработки заготовок сохраняется.
Какие работы по металлу можно выполнять
Сверлильно-фрезеровальные станки способны выполнять практически любые сверлильные и фрезеровальные операции. Высокая функциональность агрегата обоснована высокой скоростью шпинделя с инструментом. Если станок снабжен ЧПУ, то обработка будет точнее, а качество полученной продукции выше.
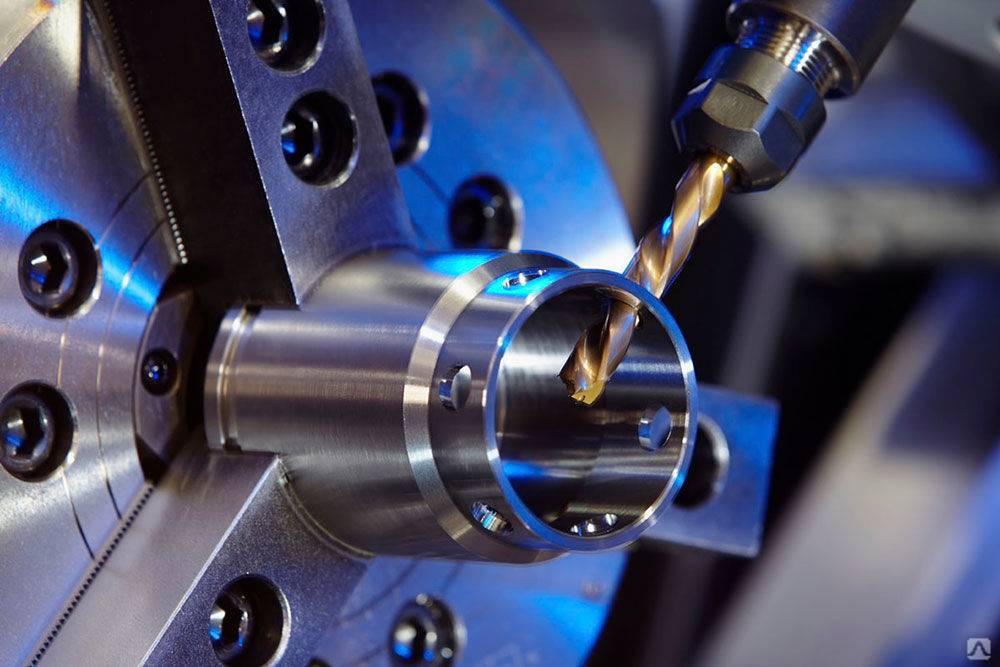
Сверление
На станке можно производить как глухое, так и сквозное сверление. Отверстие получается точного размера только в случае строгого выполнения подготовительных и основных работ. При осуществлении сквозного сверления необходимо в момент выхода из него сверла переключить автоматическую передачу на ручную. Это ослабит нажим на сверло. В процессе необходимо периодически выводить сверло из отверстия и удалять оттуда стружку.

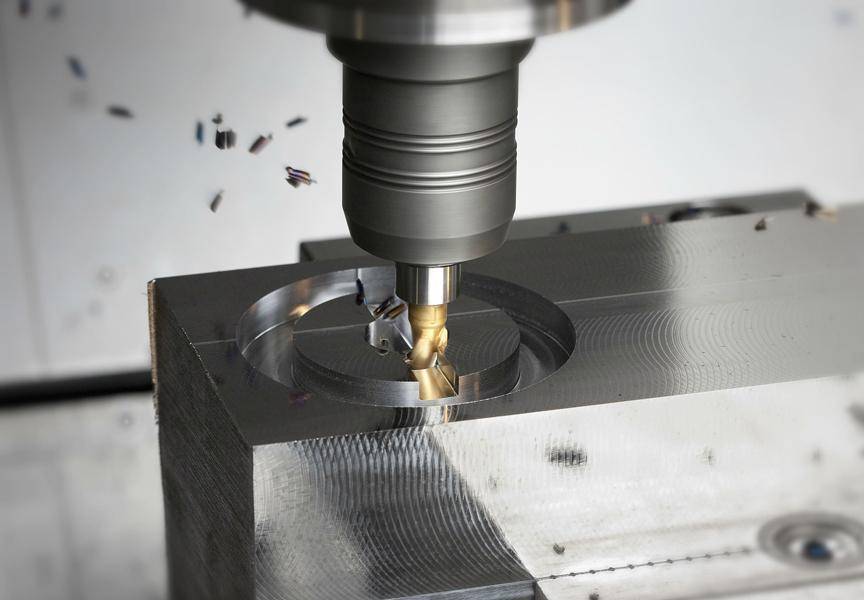
Фрезерование
В зависимости от выполняемых операций на станке меняется оборудование. Для фрезерования используются различные шлифовальные круги конической и дисковой форм. Они позволяют произвести шлифовку как по плоскости, так и внутри отверстий. Точность выполнения фрезерования зависит от конкретной модели. От точности зависит конфигурация металлических деталей, которые изготавливают с помощью копиров.








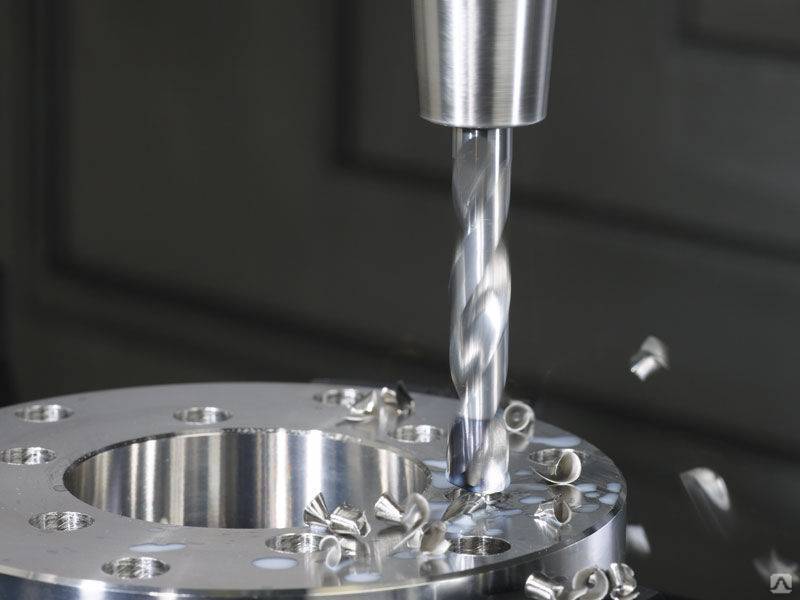
Расточка
Расточка – процесс увеличения диаметра отверстия, а также его зачистки. При сквозной расточке используют проходные резцы, При растачивании глухих отверстий применяются проходные упорные резцы. Расточка отличается меньшей производительностью, чем сверление, но при этом позволяет обрабатывать детали с большим диаметром.
Нарезка резьбы
Для нарезания резьбы применяется метчик. Он применяется для внутренней метрической резьбы. Метчики могут быть двух видов: для черновой и чистовой работ. Диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Глухую резьбу выполнить без функции реверса невозможно. Сквозную можно выполнить и на станке, где отсутствует реверс, но в таком случае, метчик нужно вытащить вручную.
Выборка пазов
Паз – выемка металла в детали, которая ограничена фасонными или плоскими поверхностями. Паз может быть:
- Т-образным;
- ласточкин хвост;
- фасонным;
- сквозным;
- открытым или закрытым.
Для выемки пазов используются фасонные, дисковые и концевые фрезы. При фрезеровании точных пазов, размер дисковой фрезы должен быть меньше ширины паза. Для фрезерования специальных профилей, например, ласточкин хвост, необходимо использовать вертикаль — или продольно-фрезерные станки за 3 или 2 перехода.
Фрезерование шлицев
Существует 3 вида шлицевых соединений:
- прямобочные;
- треугольные;
- эвольвентные.
Шлицы используются для передачи вращательного движения между валами и втулками. Нарезание шлицев происходит в несколько этапов, которые включают черновую и чистовую обработку, фрезерование пазов канавок, снятие заусенцев, шлифование и термическую обработку.
Нарезка гребней
Это еще одна операция, которая наравне с нарезкой шлицев применяется на фрезеровально-сверлильном станке. Деталь обрабатывается по трем сторонам. Для обработки длинных деталей используется шпиндель и суппорт, установленные на столе.





