

Настольные комбинированные станки
Если настольные компактные станки становятся незаменимыми для малогабаритной или передвижной мастерской, то что уж говорить о комбинированных устройствах.
Мини-токарно-фрезерный станок, мало того что не требует большой площади для установки, он и стоит дешевле, чем два станка по отдельности.
На место резцедержателя устанавливаются тиски фрезерной части или же фрезеруется деталь, установленная в центрах.
На комбинированном станке выполняются токарные операции по резанию, проточке, сверлению, накатке, зенкованию и фрезерные по вырезанию канавок и пазов, получению профильных поверхностей, торцеванию.
Ремонт основных узлов
Станина
Станина 16К20 — это литая конструкция с ребрами жесткости, на которой монтируются все остальные оборудование токарного станка. На верхней части станины расположены четыре продольные направляющие токарного станка: две плоские и две призматические. От состояния их поверхностей зависит точность позиционирования задней бабки и каретки суппорта, а также соосность передней и задней бабок. Состав и порядок выполнения работ регламентируется разделом 6.1 технического руководства «Ремонт токарно-винторезного станка 16К20».
Существует четыре способа механообработки, с помощью которых выполняют ремонт направляющих токарного станка:
- ручная шабровка;
- шлифовка с применением переносного шлифовального оборудования;
- шлифовка на плоскошлифовальном оборудовании;
- строгание на продольно-строгальном станке;
https://youtube.com/watch?v=sJgzGG_6PU0
В общем случае, если износ составляет менее 15 мкм на 1000 мм, геометрию поверхности восстанавливают методом ручной шабровки. Если больше — с применением станочного оборудования или методом напыления.
Шабровка выполняется ручным слесарным инструментом, поэтому ее трудоемкость в несколько раз выше, чем при механизированной обработке.
Кроме того, этим способом можно обрабатывать только незакаленные поверхности. Шабрить станину токарного станка можно без демонтажа станины, поэтому наряду с ручной шлифовкой — это самый распространенный метод восстановления поверхностей направляющих.
Шлифовка направляющих с применением переносного шлифовального оборудования, устанавливаемого на станине, применяется в двух случаях: при невозможности доставки станины в ремонтный цех и в случае, если длина станины больше длины стола шлифовального оборудования. Самый эффективный способ восстановления направляющих станины — это обработка на шлифовальных и продольно-строгальных станках в ремонтных цехах или на специализированных предприятиях. Он обеспечивает самую высокую точность и гарантирует качество.

Станина для станка 16К20
Восстановление глубоких повреждений станины токарного станка производится путем напыления латуни или цинка, а также заливкой баббитом. После заполнения металлом вмятин и выбоин поверхность направляющей обрабатывают шлифовкой или шабровкой.
Каретка
В соответствии с разделом 6.2 Технического руководства ремонт каретки суппорта токарно-винторезного станка 16К20 включает две технологические операции:
- восстановление нижних направляющих, сопряженных с направляющими станины;
- восстановление поперечных направляющих, примыкающих к направляющим нижней части суппорта.
Перед началом работ каретку устанавливают на выставленную станину вместе с рейкой и коробкой подач. После этого на каретку монтируют прижимные планки, фартук, ходовой винт и ходовой вал, выставляют ее на точность, делают замеры и проверяют зацепление шестерни фартука с рейкой.

Каретка для станка 16К20
По результатам контрольных замеров определяют степень износа поверхностей направляющих и обрабатывают их ручным и механическими способами до достижения нормативных прямолинейности, плоскостности и параллельности. На финальной стадии точность прилегания к станине токарного станка обеспечивается обработкой шабером и шлифовальными устройствами.
Задняя бабка
Согласно разделу 6.7 Руководства в номенклатуру работ по ремонту задней бабки токарного станка 16К20 входят технологические операции, по восстановлению параметров следующих компонентов:
- поверхности корпуса, сопряженные с поверхностями плиты;
- поверхности плиты, примыкающие к корпусу и станине;
- отверстие под пиноль.
При восстановлении плоских поверхностей применяют шабровку и шлифовку, а при обработке пиноли — расточку.

Шлифовку плоских поверхностей направляющих выполняют на продольно-шлифовальном станке. Призматические поверхности доводятся до нормативного качества шабровкой. Расточка отверстия под пиноль производится двумя способами: на самом станке с помощью борштанги и с демонтажом на расточном станке.
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:
- малый;
- средний;
- капитальный.
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).
Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.
Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.









Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.
Капитальный ремонт станка 16К20
При капремонте перед полной разборкой выполнятся проверка точности 16К20 и степень изношенности поверхностей трения.
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 16К20
Описание станка
Металлообрабатывающие станки являются одними из ключевых узлов технологического процесса в любом промышленном производстве. Как следует из статистики, более 50% всех изготовляемых деталей предварительно обтачиваются на токарном станке. Токарно-винторезный станок – оборудование, предназначенное для полной обработки заготовок, цена одной единицы на рынке механического оборудования варьируется от 30 тысяч и до 9 миллионов рублей. Все зависит от их габаритов, технических характеристик и функциональных возможностей. В числе последних: токарная отделка черных и цветных металлов, выточка конусов, нарезка метрической, модульной, дюймовой резьбы.
В зависимости от назначения станки также бывают универсальными и специализированными. Название говорит само за себя, универсальное оборудование способно осуществить самые разнообразные операции: внутреннюю и наружную обработку как торцовых, цилиндрических, так и конических поверхностей, шлифование, обрезку, развертывание отверстий. Устройства данного типа могут быть с горизонтальным и вертикальным расположением шпинделя.
Специализированные установки предназначены для выполнения более конкретных задач: обточки гладких и ступенчатых валов, прокатных валков, труб, муфт и так далее.
В домашнем хозяйстве и промышленности токарно-винторезные станки эксплуатируются уже давно. Отечественные промышленные предприятия изготавливают данное оборудование самых разных модификаций: настольные и стационарные тяжелые, для работы с заготовками длиной от 12,5 см до 2,4 м, и с максимальным диаметром обрабатываемых поверхностей от 8,5 см до 0,5 м.
Основным рабочим узлом станка является шпиндель, который вращается вместе с заготовкой, при этом поперек и параллельно оси заготовки вращается режущий инструмент. Производительность станка напрямую зависит от мощности шпинделя. Чем она выше, тем качественнее станок снимает металло-стружку с детали и обрабатывает более массивные детали.
По точности изготовления они подразделяются на: станки нормальной и повышенной точности, (Н) и (П); высокоточные (В); особо высокоточные (А); особо точные (С).
Технические характеристики токарно-винторезных станков – это главный показатель готовности прибора к работе. Токарное оборудование должно обладать следующими характеристиками:
- максимальный диаметр заготовки, которая обрабатывается;
- максимальное расстояние между центрами РМЦ;
- максимальная длина обрабатываемой детали;
- количество оборотов шпинделя за одну минуту.
Токарно-винторезные приборы, как правило, применяются в работе небольшого производства, для изготовления единичных деталей. При необходимости станок оборудуется дополнительными устройствами, которые позволяют расширить спектр его возможностей до серийного масштаба.
Конструктивные особенности:
- задний узел станка с разворотом на 5 мм;
- станина выполнена из чугуна серого цвета;
- материал закаленных и отшлифованных зубчатых колес – хромоникелевая сталь, верхние салазки могут поворачиваться на 60 градусов;
- направляющие узлы станков имеют отшлифованные поверхности и индукционную закалку;
- на шпинделе три регулируемых конических роликовых подшипника.

Как происходит смазка станка в автоматическом режиме
Смазка токарно-винторезного станка, вернее движущихся его частей, должна происходить во время работы постоянно. О поступлении смазочных веществ на ротор говорит вращающийся диск на шпиндельной бабке. Вращение его должно начаться в течение минуты после запуска оборудования. Этого времени должно хватить, чтобы шестерённый насос, соединённый ременной передачей с основным двигателем агрегата, подал масло в резервуар. К подшипникам двигателя и маслораспределительным лоткам смазка попадёт через сетчатый фильтр, имеющий магнитный вкладыш. Система замкнутая – стекая в шпиндельную бабку, масло опять попадает в резервуар, где проходит очистку от соринок фильтром и опять попадает на движущиеся части.
Прерывистое движение или остановка диска, показывающего поступление смазки к деталям токарно-винторезного станка, говорит о том, что фильтр засорён или в системе недостаточно смазки. В этом случае станок необходимо
- отключить,
- обесточить,
- снять фильтр,
- промыть его керосином,
- проверить уровень смазки в резервуаре,
- при необходимости долить масло,
- вставить фильтр на место и запустить агрегат.
Как снять фильтр
Сетчатый фильтр состоит из нескольких элементов. Чтобы достать его из резервуара, который служит фильтру корпусом, необходимо отсоединить от него шланги и открутить нижнюю гайку, снять фильтры вместе с пластиковой оправой.
Плановое техническое обслуживание с обязательной промывкой фильтра производится в соответствии с указаниями в техническом паспорте оборудования.
Ремонт и техническое обслуживание станков
Всегда понятие техническое обслуживание металлорежущих станков не зацикливалось на одном каком-то действии. Это всегда комплексная процедура, состав которой определяется данными конкретной ситуации. Если оперировать общими понятиями, то это набор мероприятий, призванных поддерживать оборудование предприятия в максимально работоспособном состоянии
Внимание к подобным аспектам позволяет:
- Заметно увеличить ресурс станочного парка.
- Поддерживать качество выпускаемой продукции всегда на самом высоком уровне.
- Максимально убрать из технологической цепочки предпосылки для возникновения внештатных ситуаций, серьезных внезапных поломок, ведущих к простою оборудования и нарушающих регламентное течение производственного цикла.
- В конечном счете, все затраченные усилия приводят к экономии средств организации и улучшения ее логистических цепей.
Структура и характер ТО
Все мероприятия в рамках ТО делятся на два основных сектора, взаимно дополняющих друг друга:
Подготовка. Это достаточно разнообразный и очень важный пласт, отработанный
Включает в себя планирование последовательности и характера действий, сбор информации с целью определения тонкостей в эксплуатации и конструкции станков, изучение важной документации, составление перечня нужных инструментов, составление графика работы, изучение и подготовка различных технических жидкостей и масел, задействованных в оборудовании. При этом заказчик в СПб может заключить с ИП Емельяновым И
Г. на дополнительную диагностику. Как правило потребность в ней возникает там, где требуется высокая точность обработки. По итогам проведенной диагностики составляется акт, по итогам которого будут проведены дополнительные работы и составлен список рекомендаций, касающийся тонкостей эксплуатации конкретного оборудования.
Непосредственное выполнение ТО. Это практическая часть, состоящая из перечня действий, составленного по результатам предварительной работы. Персонал, занятый на выполнении этих работ, имеет высокую квалификацию и способен производить ремонт любой степени сложности. Это касается всех членов рабочей группы. Поэтому все виды ремонта и отладки оборудования будут произведены в кратчайшие сроки с надлежащим качеством. Будут учтены все пожелания заказчика. Возможна дополнительная установка оборудования.
На всех этапах ТО участники способны ответить на вопросы заказчика и скорректировать свои действия, исходя из существующего ТЗ.
В конце работ обязательны тестирование оборудования, проверка работоспособности всех его систем и передача его в эксплуатацию с составлением списка рекомендаций.
Регламент работ
Сроки и длительность технических работ регулируются на стадии подписания договора. При необходимости могут быть заключены дополнительные соглашения, регулирующие и дополняющие ту или иную сторону вопроса.
В типовой набор технического обслуживания входят чистка, продувка, смазка, проверка, тестирование систем безопасности, ревизия электрической части, определение надежности заземляющего контура, наладка оборудования, его тестирование. Этот перечень может дополняться и другими работами — по согласованию с заказчиком. С полным списком производимых услуг можно ознакомиться, загрузив дополнительное приложение.
Все технические параметры станка потом проверяются с привлечением высокоточной измерительной оснастки, что позволяет выявлять неисправности на ранних стадиях. При соответствующей корректировке можно предотвратить возникновение более серьезных неполадок.








Стоимость работ зависит от объема, срока эксплуатации оборудования, частотности проведения регламентных работ, сложности механизмов и других факторов.
Возможно как единовременное проведение ТО, так и стандартное техническое обслуживание на постоянной договорной основе. Все вопросы, возникшие в процессе, можно обсудить онлайн, используя контактную информацию сайта.
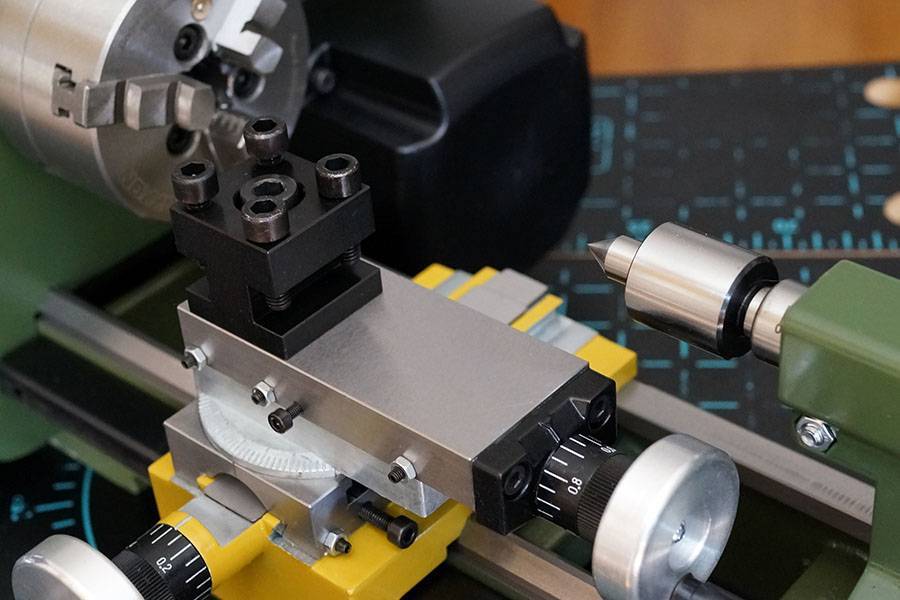
Конструкция токарных мини-станков по металлу
Его главный элемент — это станина, к которой крепятся все остальные части. Она является основой всех узлов и имеет отверстия для крепления к столу. Обычно изготовлена из чугуна.
Следующий элемент — это суппорт, в который укрепляется сверло, резец или другой обрабатывающий инструмент.
Он же отвечает за перемещение сверла в нужном направлении, не отклоняясь от курса. Он передвигается при помощи вала хода и устройств передачи.
Деталь фиксируется на шпинделе — ещё одной части станка, выполненной в форме цилиндра. Именно от его параметров зависит качество работы всего устройства. Он питается энергией от электродвигателя.
На задней стойке есть специальный центр, удерживающий длинные детали во время их точения. Стойка приводится в движение специальным рычагом и фиксируется после установки необходимой позиции. Впрочем, такая тонкая регуляция есть не на всех аппаратах.
Привод у станка чаще всего бывает ременным — это наиболее удобный вариант, так как он более надёжен в случаях, когда заготовку заклинивает и механизм останавливается.
Самые маленькие станки имеют только одно место для резца в держателе, поэтому каждый раз перед сменой операции придётся вставлять его заново и регулировать высоту. Есть и возможность надстройки мини-станка — вы можете купить специальный держатель с поворотом.
Системы смазки
Работа смазочных устройств основана на простых физических законах, позволяющих доставить масло в необходимую точку:
- Сила тяжести позволяет жидкости перетечь к месту трения самотеком (капельное смазывание).
- Капиллярные силы поднимают масло на некоторую высоту при помощи фитилей, войлочных подушек, пористых втулок.
- Силы вязкого трения между смазкой и поверхностью удерживают жидкость, не давая ей стекать вниз.
- Давление на поверхность смазочного материала используется в масленках и ручных поршневых насосах.
- Центробежные силы заставляют смазочную жидкость под давлением поступать к сопряженным поверхностям.
- Силы инерции разбрасывают смазочные частицы при захвате их вращающимися элементами узлов станка.
- Перепад давлений, создаваемый самим механизмом, создает самовсасывание масла.
Ручная периодическая смазка определяется техническим регламентом и производится с помощью масленок, шприцев через технологические отверстия в оборудовании, закрытые в рабочее время подпружиненным шариком или поворотной крышкой. Применение ручного поршневого насоса, подающего смазку под избыточным давлением, позволяет доставить смазочный материал в труднодоступные места.
Фитильная и капельная смазка. Производится при непрерывном поступлении масла к поверхностям. Предварительно происходит заполнение специальных емкостей смазкой, из которых оно поступает к месту назначения. Для этого применяются простые по конструкции фитильные и капельные масленки, ввернутые в смазочные каналы. В капельных масленках интенсивность подачи масла можно регулировать специальным игольчатым устройством.
Циркуляционный способ заключается в принудительной подаче масла под давлением к трущимся деталям с помощью гидравлического насоса. Далее масло стекает в поддон самотеком. Для каждого ответственного узла станка может быть использован индивидуальный насос. Специальные устройства контролируют количество подаваемого к узлу масла.
Картерная смазка или подача смазывающей жидкости разбрызгиванием применяется для механизмов, заключенных в отдельный корпус и имеющих емкость для масла. Крыльчатка, установленная на быстроходном валу механизма, захватывает жидкость и разбрасывает ее по внутреннему пространству. Разбрызгивание возможно и с помощью одной из шестерен, погруженной в масло на определенную глубину.
Комбинированная схема смазки включает совокупность нескольких методов, когда трудно добиться оптимального смазывания деталей каким-то одним из способов.
Ремонт направляющих станин токарных станков
Выбор способа ремонта направляющих станины зависит от степени их износа и условий ремонта (оснащенность предприятия специальным оборудованием и приспособлениями).
Задача состоит в том, чтобы выбрать такой способ восстановления этих деталей, при котором обеспечивалась бы необходимая их точность при наименьших затратах времени и средств.
В ремонтной практике направляющие восстанавливают шабрением, шлифованием, тонким фрезерованием, строганием с последующим шлифованием, строганием с последующим шабрением и притиркой.
Если ремонт выполняется силами цеховой ремонтной бригады, то специальные станки для механической обработки станин применять нецелесообразно, так как загрузка их будет чрезмерно низкой.
Для восстановления направляющих станин с износом до 0,12 мм в этих условиях используют шабрение, которое, несмотря на большую трудоемкость и низкую производительность, обеспечивает высокую точность контакта сопрягаемых поверхностей (до 30 пятен на площади 25 мм 2 ).
В последние годы станины станков стали изготовлять со стальными или чугунными направляющими, закаленными токами высокой частоты или наклепанными (вибрационным обкатыванием и др.). Эти направляющие шлифуют или фрезеруют.
Для их механической обработки иногда применяют продольно-строгальные станки, оснащенные шлифовальными и фрезерными приспособлениями, а в крупных ремонтных цехах — специализированные шлифовальные и фрезерные станки.
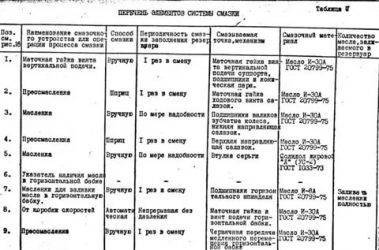
В табл. приведены данные, характеризующие трудоемкость и эффективность некоторых способов ремонта направляющих станин.
Величина износа, мм
Отклонение (в мкм) от прямолинейности при длине направляющих 1000 мм
ООО «ФЕНИКС», входящий в ГК «РСПК» осуществляет шлифовку направляющих станин. Шлифовка производится на станках для шлифовки направляющих ф. «Waldrich Coburg».
Читать также: Что делать с глазами после сварки
Мы осуществляем шлифовку станин различных типов станков:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
- Средний срок исполнения работ — пять рабочих дней.
Максимальные параметры обрабатываемых изделий:
- Наибольшая длинна шлифования, мм — 8590
- Ширина стола, мм — 1800
- Проход между стойками, мм — 2020
- Высота шлифования, мм — 1580
- Наибольший вес обрабатываемого изделия, кг — 12500
В процессе эксплуатации любого станка все его детали подвергаются износу, в том числе и станина. Износ станины – образование трещин, перепадов уровня и т.д. крайне сильно влияет на качество изготавливаемых на данном станке изделий. Ввиду чего станина, каретка, стойки, консоли и некоторые другие элементы станков нуждаются в периодическом восстановлении геометрии путем шлифовки направляющих.







Шлифовка направляющих станины, она же шлифовка станины токарного станка, занимает особое место. Она должна быть выполнена с высочайшей точностью. Мы рады сообщить Вам, что теперь ООО “ФЕНИКС” оказывает различные услуги шлифовки станин в Рязани.
Цены на шлифовку направляющих станин
Просто познакомьтесь с нашим прайс-листом на шлифовку. Цены на шлифовку у нас приятно удивят Вас!
Если вашего станка нет в списке, то Вы можете узнать стоимость шлифовки у нашего специалиста.
Контроль качества при шлифовке станин
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин. Раз в неделю выборочно производится проверка станин на геометрию с помощью автоколлиматора. Также, при необходимости качество шлифовки проходит проверку на шероховатость профилометром “Hommel-Etamic T1000″.
Читать также: Мтз расшифровка в электрике
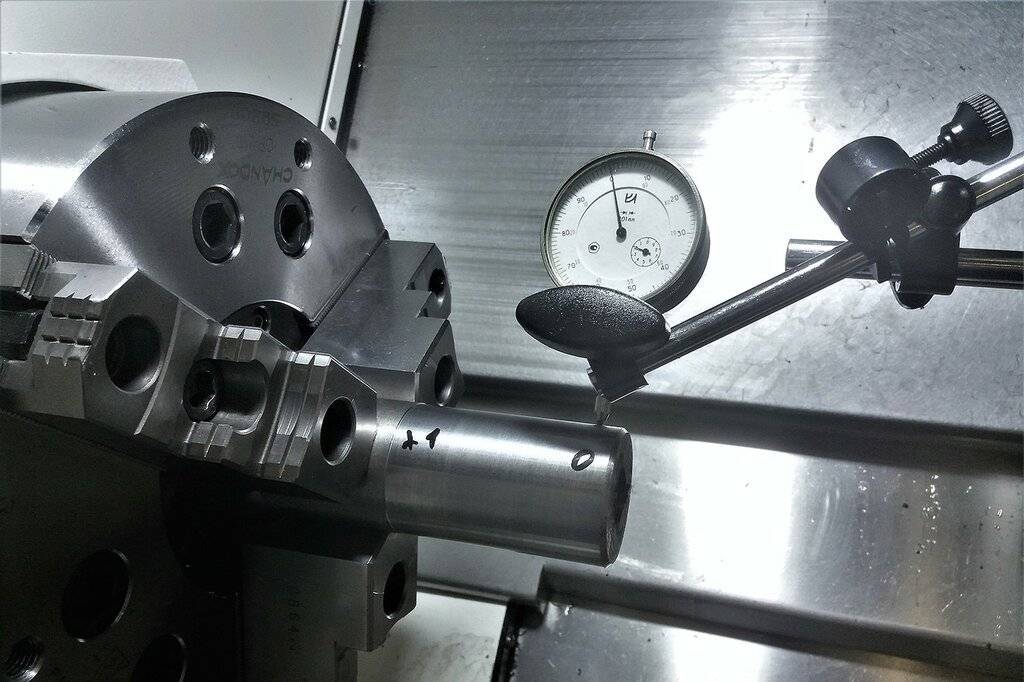
Фото процесса шлифовки на 4 метровом станке Waldrich Coburg и ее результаты
Станина токарного станка используется для монтажа узлов, применяемых на станке. Станину изготавливают из чугуна. В итоге получается массивная, прочная и долговечная конструкция, но именно станина подвергается наибольшему износу в процессе эксплуатации станка. Это влияет на точность изготавливаемых на данном станке деталей.
Работа по шлифовке направляющих станины восстанавливает геометрические характеристики станка, а также ликвидирует задиры, забоины сложные повреждения и иные дефекты. Станина устанавливается на столе и выставляется с использованием индикаторной головки. Оценивается степень износа, прямолинейность направляющих. После чего начинается сам процесс шлифовки.
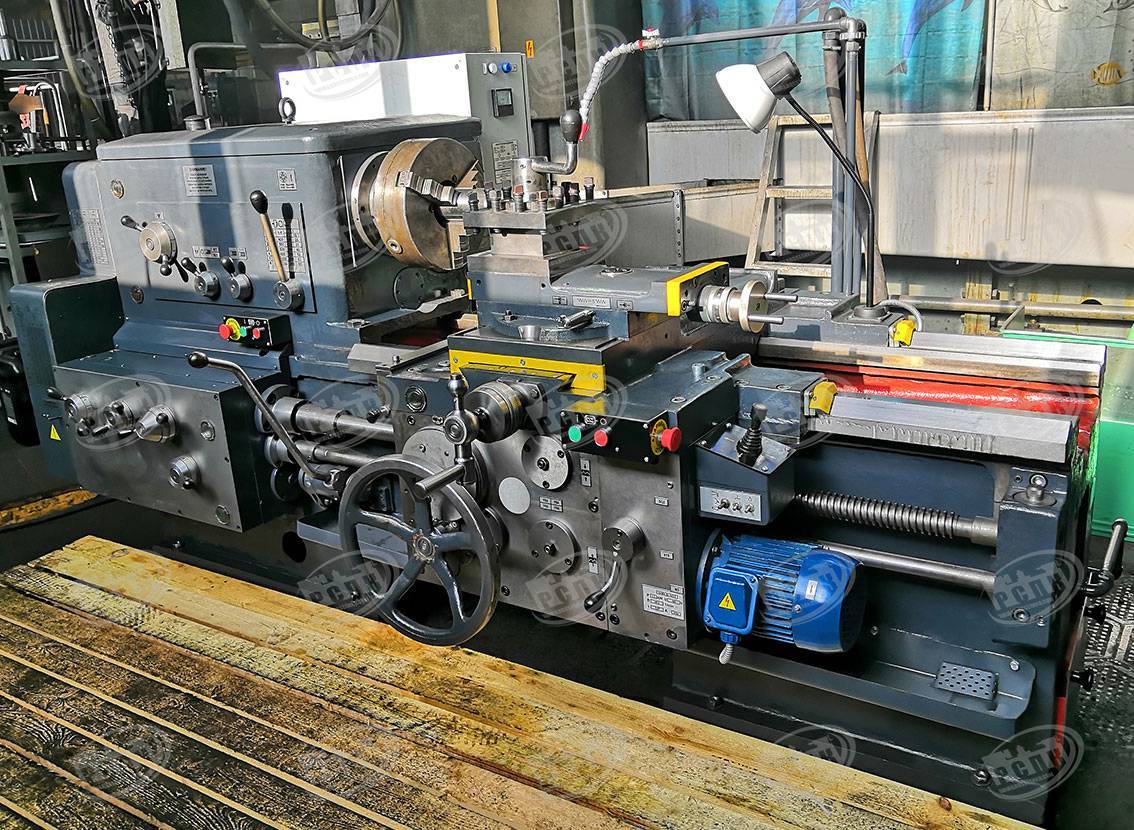
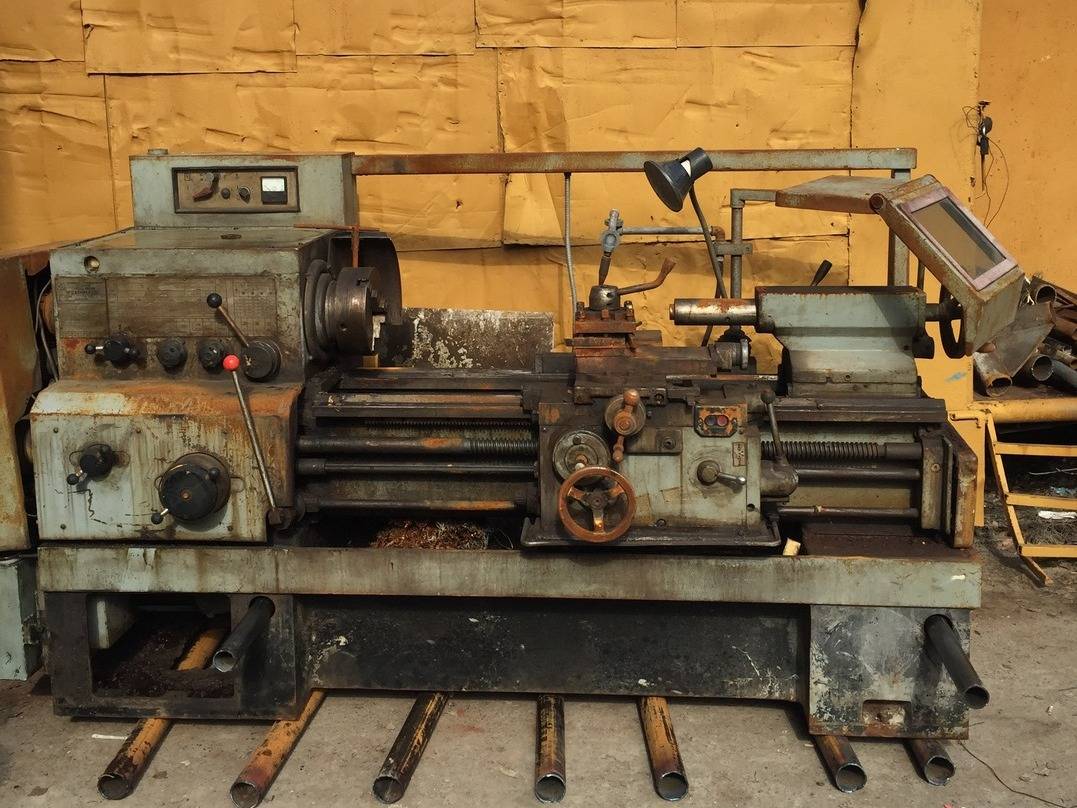
Техническое обслуживание токарно-винторезных станков
Токарно-винторезный станок используется в разных отраслях промышленности, наиболее часто их можно встретить в машиностроительных производствах. Любая работа должна производиться качественно, но детали, от которых может зависеть жизнь и здоровье человека, должны производиться с особой филигранностью, что можно сделать только на отлично отрегулированном, исправно работающем станке. Для того чтобы он служил долго, а резьбовые детали соответствовали своему назначению, необходимо исправно проводить техническое обслуживание токарного оборудования.
Общий вид токарно-винторезного станкаОбщий вид токарно-винторезного станка с УЦИ
Ежедневный уход
Самый надёжный уход за токарным станком – это не допустить его повреждения. Подготовка к следующей рабочей смене должна производиться сразу после окончания работы и отключения станка от электропитания. На этом этапе технического обслуживания производятся следующие операции:
- С поверхности сметаются стружки и прочий технический сор.
- Керосином необходимо растворить масло и грязь, вытереть насухо ветошью.
- Во избежание появления коррозии, все детали, не имеющие красочного покрытия, смазываются маслом.
- Маслёнки заполняются консистентной смазкой.
Перед началом смены необходимо проверить наличие смазки, осмотреть оборудование на предмет повреждения или ослабления деталей. В процессе работы необходимо соблюдать технику безопасности при работе с токарными механизмами – это до минимума сведёт травматизм на рабочем месте и уменьшит риск поломки оборудования. Во время работы необходимо:
- Использование защитных экранов, что позволит избежать засорения токарного станка металлической стружкой и мелкими абразивными частичками, возникающими при обработке детали.
- Своевременная замена сверлящих и режущих деталей.
- Контроль над надёжностью креплений резцов и свёрл.
- Не допускать во время работы образования длинной стружки, которая наматываясь на вращающиеся части, может вывести механизм из строя.
- Включать станок можно лишь после того, как на болванку, в определённом чертежом месте, опущен резец.
Ремонт и обслуживание металлорежущих станков
В книге рассматриваются вопросы ухода за станками, технологические процессы восстановления деталей и ремонта металлорежущих станков, пути и средства механизации ремонтных работ и методы проверки станков после ремонта. Книга предназначена для повышения квалификации слесарей – ремонтников, а также будет полезна рабочим – станочникам, работающим на металлорежущих станках.
Могучим фактором снижения себестоимости промышленной продукции, ускорения оборачиваемости оборотных средств и сохранения основных фондов социалистических предприятий является рациональная эксплуатация и ремонт оборудования.Массовое движение передовых людей производства за высокую культуру эксплуатации оборудования доказало полную возможность значительного сокращения объема ремонта и повышения долговечности машин, станков и т.д. Многие предприятия достигли значительного сокращения трудоемкости ремонта и удешевления его стоимости за счет внедрения прогрессивных технологических методов и механизации ремонтных работ.
Новаторы производства промышленных предприятий Москвы, Ленинграда и других городов проявляют много творческой энергии. Добиваются дальнейшего повышения производительности труда, экономии материалов, топлива, электроэнергии. Тщательно продумывая и рационализируя процесс обработки, они широко используют различные приспособления, обрабатывают детали одновременно несколькими резцами, лично принимают участие в профилактическом осмотре станка и т.д. Правильная организация ухода за оборудованием, применение совершенной технологии ремонтных работ, механизация ремонтных операций и правильная организация труда в ремонтных цехах открывают большие возможности к сокращению объёма и стоимости ремонтных работ, а также простоя станков в ремонте.
Передовая технология ремонта предусматривает также строгое соблюдение норм точности на станки, выпускаемые на ремонте. Нормы точности приведены на основании данных по ряду заводов с различной организацией ремонтного хозяйства, его оснащенностью, и с учетом норм, указанных в ГОСТ, инструкциях и положениях по планово – предупредительному ремонту. Каждый слесарь по ремонту металлорежущих станков должен хорошо знать все основные процессы, связанные с разборкой станков, восстановлением и ремонтом деталей, а также сборкой и испытанием станков, выпускаемых из ремонта. Он должен знать системы планово – предупредительного ремонта, материалы, применяемые для изготовления и ремонта деталей, приспособления и механизмы, используемые при ремонте деталей и т.д.
В связи с этим на заводах в настоящее время широко развернута сеть школ по повышению квалификации рабочих. Это обстоятельство вызывает необходимость в специальной литературе для рабочих, освещающей практику ремонтного дела. Имеющаяся литература по этому вопросу в основном рассчитана на инженерно – технических работников. Автор поставил перед собой задачу в данной книге восполнить указанный пробел.
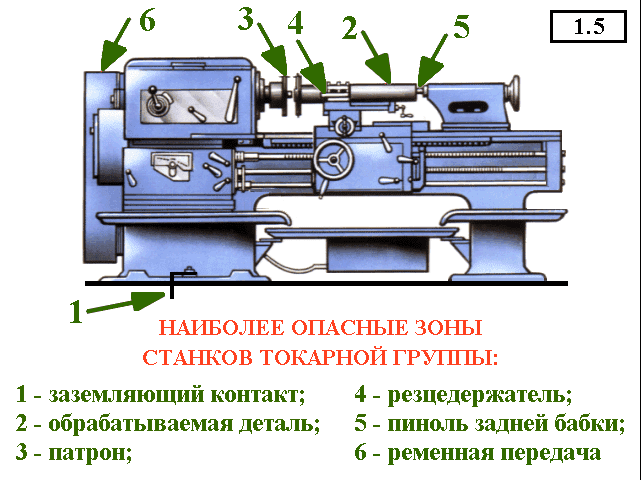
Общие правила ухода за станками
Основные правила ухода за станком перед началом работы:
- проверить системы смазки и охлаждения, натяжение приводных ремней, надежность затяжки зажимных элементов, исправность управляющих механизмов, инструмента, вспомогательных приспособлений, защитных ограждений, зануляющих и заземляющих устройств;
- смазать трущиеся пары, к которым нет централизованной подачи масла;
- убрать из рабочей зоны посторонние предметы.
Уход за станком после окончания смены:
- сложить инструмент, оснастку, готовые изделия и заготовки в отведенные для их хранения места;
- удалить с поверхностей и из пазов стружку, загрязнения;
- нанести смазку на направляющие (правила ухода за токарным станком предусматривают также смазывание пиноли, ходового винта, винта задней бабки, ходового валика с подшипниками).
https://youtube.com/watch?v=PxPnaGfJ2IE





