

Особенности технологии
Процесс сварки термитами отличается применением особых порошковых смесей, которые в ходе сгорания выделяют большое количество тепла. Как правило, это металлические смеси, которые и называются термитами. Традиционная комбинация предусматривает использование двух компонентов – зажигающей массы и состава, из которого выделяется тепло. В качестве окисла выступает окалина из железа, а основным активатором является термит, содержащий магний с алюминием. Кроме того, технология термитной сварки допускает использование оксидов хрома, вольфрама и никеля. Благодаря этим порошкам достигается усиление теплового воздействия. Так, если смесь из алюминия и магния обеспечивает теплоту порядка 2500 °C, то хромированные составы повышают температуру до 3500 °C. Различаются и смеси для запала. Наиболее распространенным составом для этой задачи является комбинация магния, натрия и пероксида бария. К особенностям горящего термита можно отнести поддержание активного тепловыделения даже в условиях контакта с водой. Иными словами, смесь практически невозможно затушить случайным воздействием.
Изготовление термитного карандаша
Термитный карандаш представляет собой стержень из углеродистой стали с нанесенным на него покрытием из термита. Применяется для сварки различных металлических изделий. Изготавливается в форме цилиндра разного диаметра, в зависимости от толщины свариваемого металла. Для розжига смеси используется затравка или шнур.
В домашних условиях простейший термитный карандаш изготавливается из традиционной смеси на основе оксида железа и алюминия, смешанного с клеем. Состав приготавливается как обычное круто замешанное тесто. Полученная масса наносится на кусок стальной проволоки нужной длины и обкатывается до нужного диаметра. Для домашних условий достаточно сформировать цилиндры толщиной 2-3 мм.
На конце полученного цилиндра при помощи клея крепится затравка из смеси бертолетовой соли с алюминиевой пудрой. После высыхания карандаш готов к использованию и не требует предварительного прокаливания.
При необходимости можно сделать карандаши из купленного медного порошкового термита. Цена медной термитной смеси выше, чем у железной термосмеси, а из килограмма купленного порошка можно приготовить несколько десятков палочек для сваривания металлических труб или уголков толщиной больше 5 мм. Процесс изготовления медных термитных карандашей основан на смешивании клея с готовым порошком и формировании цилиндров.
Для розжига медных термитных карандашей используется магниевая стружка или кусочки пластика, имеющие температуру горения около 1600 градусов. Собственноручно пластик можно приготовить из пластиковых бутылок или пенопласта, растворив их в ацетоне до получения однородной тугой массы.
Технологические особенности
Термитная или порошковая сварка ГОСТ 2601-84 – это вид варочных работ, при которых в качестве источника тепла служат термиты, используется для соединения рельсов, ЭХЗ и т. д. Термит – это порошкообразная смесь из различных металлических материалов, в частности, алюминия и магния и окалины железа.
Существуют такие виды термитной сварки:
- Тигельная (алюминиевотермитная);
- Муфельная.
Тигельная используется для создания контуров заземления и при соединении электрических кабелей небольшого диаметра. Технология подразумевает использование термитной смеси в соотношении алюминий / железо в пропорциях 23 / 70. При полном сгорании термита выделяется железо, которое и используется для соединения между собой стыков. Сам процесс горения зависит от размера зернистости термитного порошка. При работе с медью или другими соединениями иногда в состав порошка вводят соединения других металлов для увеличения прочности шва.
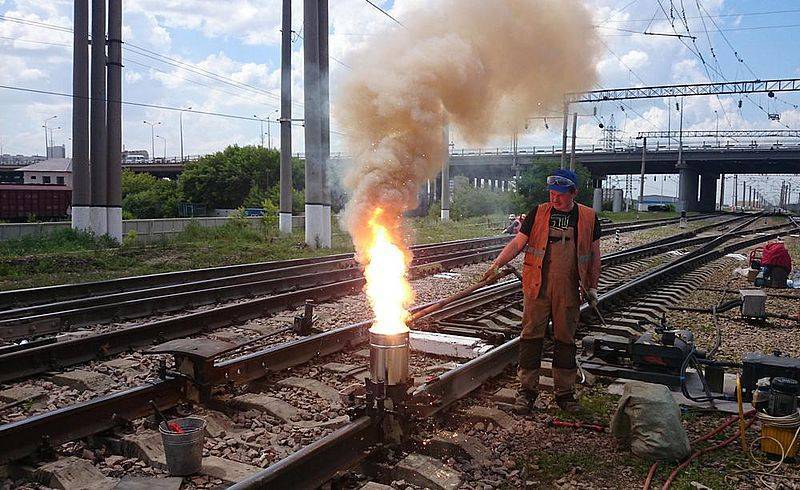
Фото — работа на рельсах
Алюминиевая применяется при необходимости создать на поверхности определенной конструкции наплавку, для ремонта трамвайных рельсов или при работе с хрупкими материалами. Одним из ключевых достоинств такой технологии является возможность сваривания чугуна бесстыковым методом.
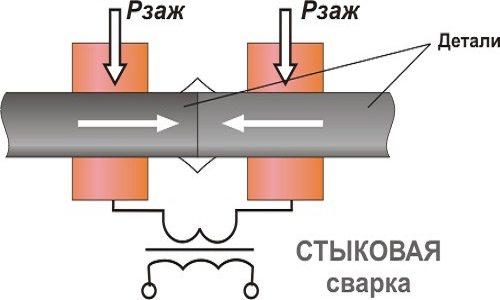
Фото — принципиальная схема
В то же время, тигельная сварка не может использоваться для соединения алюминия, поэтому здесь применяется муфельная. Особенность муфельной работы такова, что при непосредственном контакте высокие температуры плавления термитов способствуют тому, что определенные участки алюминиевых соединений испаряются. Поэтому для создания таких креплений необходимо применять накладки или термитные патроны. Эти патроны значительно облегчают работу с проводами одножильного и многожильного типа. Они представляют собой наконечник, оснащенный металлическим кокилем. Отличие муфельного типа от тигельного в том, что в процессе работы не появляются продукты сварки жидкого типа. Магний под воздействием высоких температур не растекается по соединяемой поверхности, а впитывается в неё, образуя бесшовное соединение.
Фото — шов
Для кабелей из алюминия перед выполнением термитной сварки требуется воздействие флюса. Он растворит оксидную пленку, препятствующую свариванию отдельных частей алюминия, но могут вызвать ржавление проводов. Поэтому профессионалы крайне редко используют эту методику. Для соединения такого вида кабелей применяются кокили или присадочные прутики, в которые вставляются концы проводов и нагреваются до нужной температуры.
Фото — виды термического воздействия
Сварка термитом, в состав которых входит магний, используется для обработки проводов малого сечения (телефонных, интернет-кабелей), различных электрических соединений и т. д. Для создания термита требуется около 20 % магний или алюминия в смеси и 80 % железа (его окалины). При этом, главным источником кислорода в процессе является окись железа, а тепло выделяется чистым металлом.
Достоинства:
- Простота. Эта технология соединения стыков стали, алюминия, чугуна и других металлов может использоваться даже новичками в сварочном деле. Работы не занимают много времени и проводятся компактным оборудованием, которое удобно хранить дома;
- Термиты обеспечивают отличное качество соединений. Стыки прочные и долговечные. При работе с алюминием для уменьшения коррозийных процессов используются флюсы типа ВАМИ;
- Доступность. Оборудование для термитной сварки не нуждается в большом количестве электрической энергии.
Фото — термитная смесь
Но у этого вида сварочных работ есть и определенные недостатки:
- Для осуществления данного типа сварки потребуется вспомогательная и подготовительная обработка металлоконструкций и кабелей;
- Процесс сварки невозможно отследить, поэтому работать бесшовной техникой смогут только профессионалы с аттестацией НАКС.
Последовательность работ:
Подготовительный этап
Существенную роль в том, как сварить шов рельс, играет подготовка, которая предполагает следующие действия: возле стыка надо ослабить крепления рельс, а те которые расположены на участке соединения и вовсе надо снять. Далее при помощи горелки рельсы нагреваются, а также очищаются от ржавчины. На следующем этапе, при помощи клиньев, их надо выпрямить как горизонтально, так и вертикально. Ставить рельсы нужно соблюдая зазор в 2,5 мм, далее к ним подводится резак.











Выравнивание
Изначально надо избавиться от прокладок всех креплений, на их места устанавливаются клинья, используя молоток их нужно подогнать до требуемого состояния. Затем надо проверить насколько точно уложены рельсы, для этого используйте метровую линейку.

Установка
На этом этапе важно подобрать нужную герметичную форму, далее горелку надо поставить по середине на том участке, где предположительно появится шов. Также нужно выполнить и герметизацию зазоров, для этого форму надо максимально плотно прижать к шву, также здесь используется шпатель, который обеспечивает чистую грань между швом и песком

Нагрев и сварка
Предварительный прогрев рельс производится горелкой при следующих параметрах: давление пропана – 1,5 бар, давление кислорода – 5 бар. Пламя подается на протяжение 1,5 – 2 минут. Когда прогрев завершен, горелка убирается, вставляется сердечник и поворачивается тигель. Затем на месте предполагаемого стыка устанавливается специальная бочка, наполненная зарядом. Для того, чтобы поджечь заряд применяет запал с высокой температурой, затем жидкий металл помещается в форму и выдерживается 4-5 минут.
Шлифовка и контроль качества
По окончанию процедуры, стык обрабатывается по краям до гладкого состояния: пока он горячий срезаются наплывы.

Далее, используя абразивные инструменты надо отшлифовать шов. Чтобы проверить качество нужны линейка и щуп
Важно, чтобы все было максимально прямолинейным. Качество шва проверяется по статичности изгиба, все осуществляется при помощи измерительных инструментов
Сварка рельсов: способы и их основные особенности

При осуществлении монтажа, а также ремонтных работах на железнодорожном полотне, крановых установках, и других условиях, где применяются рельсы, используется особая технология сваривания. Так как в описываемых условиях необходима особая прочность, а также стойкость к различного рода нагрузкам, то сварка железнодорожных рельсов относится к отдельной категории сварки.
Электродуговая сварка
Стоит отметить, что одним из самых распространенных методов, который применяется при сварке рельсовых плетей и стыков рельс, является электродуговая сварка. В данном случае рельсы укладываются в необходимом положении, а пространство между их стыками послойно постепенно заполняется необходимым сварочным материалом. Последний расплавляется от температуры дугового разряда. Для сварки торцов железнодорожных рельсов данным способом может применяться переменный ток, поступающий от трансформатора или же постоянный ток, получаемый от мобильного сварочного агрегата.
Самым оптимальным вариантом является ванный метод. При этом концы рельсов, предварительно обрезанные перпендикулярно их продольной оси, монтируются без перелома. При этом в профиле должно быть возвышение от 3 до 5 миллиметров. В такой позиции рельсы должны быть закреплены с зазором от 14 до 16 мм.
Между торцов железнодорожных рельсов вводится электрод, через который пропускается ток 300-350 ампер. В итоге, расплавленный метал электрода заполняет зазор между торцами, равномерно по всему сечению.
Для исключения растекания металла используются различные методы закрывания зазора между рельсами. После сваривания место работы шлифуется по всему периметру.









Термитная сварка
Технология данного типа сварки заключается в реакции, которая возникает при контакте окиси железа и алюминия. Сталь, которая возникает в описываемых условиях при температурах более 2000 градусов, должна заливаться в огнеустойчивую форму, которая полностью идентична геометрии самого рельса.
Термитная технология была открыта еще в 1896 году известным профессором Гансом Гольдшмидтом. По сути термитная технология представляет собой восстановление железа из окиси с использованием алюминия. При этом термитная реакция характеризуется выделением большого количества тепла.
Термитная технология позволяет соединять между собой поверхностно-закаленные, объемно-закаленные, а также термически не упрочненные рельсы в любых комбинациях. Термитная сварка позволяет соответствовать высоким требованиям, которые сегодня выдвигаются к высокоскоростным магистралям и бесстыковым путям.
Газопрессовая сварка
Данная технологи основывается на соединении металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Главные «плюсы» данной технологии:
- Однородная структура металла в области стыка железнодорожных рельсов;
- Высокое качество получаемого соединения.
Ввиду вышеописанных преимуществ, данный тип сварки очень эффективен при сварке тяжелых железнодорожных рельсов. Перед осуществлением собственно сварки, концы железнодорожных рельсов плотно приставляются друг к другу.
При этом при помощи дисковой пилы рельсорезного станка или механической ножовкой осуществляется одновременное прорезывание торцов обеих рельсов. В итоге обеспечивается максимальная чистота металла, а также высокая плотность прилегания. Перед самим процессов сваривания торцы промываются четыреххлористым углеродом. Также дл я этих целей может применяться дихлорэтан.
Процесс термитной сварки
Вся сущность процесса данного вида сварки заключается в восстановительных свойствах алюминия или магния, который при попадании на металл с оксидной пленкой, начинает восстановительную реакцию замещения с огромный выделением тепла – экзотермическая реакция. Благодаря выделению тепла и происходит образование сварочной ванны или наплавки.
Для запала термитной смеси используют или высокочастотный разряд тока или воздействие пиропатроном (в случае с порошковой сваркой, когда порошковый состав наносится на место предполагаемого шва).
При сгорании термитной взвеси происходит оплавление окалины, которая входит в состав термитной сварки как следствие – образование сварочного шва из расплавленной стали и оплавленных кромок.
Термитную сварку можно провести следующим образом:
- в стыке двух заготовок;
- литье в промежуток, когда термит насыпается в промежутки между заготовками или в каверны на запасных частях;
- комбинация;
- дуплекс.
Первый способ является наиболее трудным с технологической точи зрения. Сначала необходимо зачистить поверхности металлов, который будет вариться между собой.
После этого необходимо установить на саму заготовку кроме кромок термальную пленку, которая помешает развитию пластичности по всей заготовке
Термит сжимается в отдельном тигле, после чего на стык заготовок проливается расплавленная сталь от сгорания термита, в этот момент очень важно воздействовать на заготовки сжатием, сжимая их между собой
От нагрева произойдут пластические изменения в металле, и заготовки сварятся между собой, формируя шов.
Алюминотермитная сварка в промежуток самой простой. Термит так же сжигается в отдельной формочке-тигле, после чего сталь выливается в зазор между заготовками.
Происходит взаимное оплавление кромок, деформация. При сжатии заготовок между собой происходит их неразъемное соединение металлосвязью.
Комбинированный способ одновременно соблюдает технологию способов промежуточного литья и литься в стык. Используется метод при сваривании рельсов. Вся технология процесса выглядит следующим образом: кромки рельсов подрезаются место их зачистки, между рельсами укладывается тонкая стальная пластина, а рельсы сильно сжимаются между собой – это приводит к деформации пластины и ее пластическому сжатию.
Появляется зазор, в который заливается расплавленная сталь из отдельного тигля, где предварительно сожгли термитную смесь. Для этого способа используется только алюминиевая пудра.









Дуплекс производится точно так же, как и промежуточная сварка термит. Только вводят дополнительную процедуру сжатия оплавленного зазора между металлическими фрагментами для сварки.
Практические рекомендации
Чтобы получить отличное сварное соединение, требуется иметь материал с хорошей свариваемостью. В основном свариваемость характеризует свойства металла, существующую реакцию на сварочный процесс, а также способность получать такое сварочное соединение, которое будет отвечать всем заданным технологическим требованиям.
Когда детали выполнены из материала, свободно поддающегося сварочному процессу, с получением высококачественного шва особых условий не требуется. Но для деталей из плохо свариваемого материала требуются дополнительные технологические условия. Иногда применяется специальный вид сварки, который намного дороже и сложнее. Причем выполнение работ требует строгого соблюдения технологического процесса.

Сварка рельсов востребована на сегодняшний день так как рельсовая нить разрывается и быстро изнашиваться ходовая часть вагонов.
В состав стали для рельсов входит очень много углерода, почти 82%. Этот материал относится к группе материалов, имеющих плохую свариваемость. При сварке возможно появление трещин, что совершенно недопустимо на рельсах. В них концентрируется напряжение, которое может привести к разрушению стыкового соединения и крушению состава.
Сегодня известно два вида сварки рельсовых стыков:
- контактная;
- алюмотермитная.
Большое распространение получила контактная сварка, однако у нее есть несколько серьезных недостатков, ограничений, когда проводятся ремонтные работы железнодорожных путей:
- для сварки требуются специальные рельсосварочные машины, стоящие очень дорого;
- длительности доставки оборудования и его последующая эвакуация;
- для проведения работ необходимо задействовать многочисленные бригады;
- за неимением большого количества времени, приходится постоянно выполнять работу без соблюдения технологического процесса, в результате чего стык получается очень низкого качества;
- невозможно выполнить сварку стыка прямо в том месте, где переводятся стрелки.
Контактная сварка стыков проигрывает алюминотермитной сварке рельсов. Для нее необходимо иметь:
- сложное и очень дорогое оборудование;
- многочисленную бригаду;
- перерывы при движении поездов.
Алюминотермитная сварка рельсов делается очень быстро. На операцию уходит примерно полминуты. Если считать подготовительные работы и завершающую обработку сварочного шва, требуется около 45 минут.
Надо сказать, что такая сварка позволяет одновременно сваривать несколько стыков, в результате сокращается время, затраченное на работу.

Рельсовые стыки с различной формой стыкуемых торцев.
Для сварки стыка необходимо три человека. Их обучение проходит в самые короткие сроки. Масса применяемого оборудования достигает 350 кг. Для проведения сварочных работ, когда используется алюмотермитная сварка и проводятся другие специальные операции, применяются автономные источники подачи топлива.
Чтобы проводить алюминотермитную сварку рельсов, инженерами было создано переносное миниатюрное оборудование, которое может функционировать в автономном режиме прямо в полу.
Технологи смогли подобрать определенный состав термитного раствора и его зернистость. Это помогло добиться термитной реакции, при которой не возникает взрывов, не наблюдается затухания и поддерживается самая оптимальная скорость и нужная температура всех материалов, участвующих в реакции.
Алюминотермитная сварка состоит из нескольких основных технологических шагов:
- начального высокотемпературного подогрева;
- окончательной сварки рельсов.
Способы сварки рельсов
Рельсы изготавливаются из высокоуглеродистых сталей, особенностью которых является плохая свариваемость. При выборе способа соединения рельсов необходимо учитывать химический состав сплавов, из которых изготовлены рельсы, их текучесть и пластичность. Выбирать надо из следующих имеющихся технологий:
- электродуговая;
- электроконтактная;
- алюмотермитная;
- газопрессовая.
Каждая технология имеет свои преимущества.
Наиболее привычным является электродуговой способ. Сварка рельсовых стыков электродами применяется следующим образом:
- Подлежащие соединению концы рельс укладывают с небольшим зазором между ними величиной в несколько миллиметров.
- Их концы проваривают электродами, расплавляемыми посредством температуры сварочной электрической дуги.
- Расплав постепенно начнет заполнять весь стык.
- После того, как окончательно закончится охлаждение сварной ванны, полученный стык подвергают зачистке, убирают окалину, поверхность рельса в месте стыка выравнивают.
Для получения тока, переменного или постоянного, используется передвижная сварочная станция. В качестве оборудования применяются трансформаторы, выпрямители и инверторы.










Предварительно необходимо решить вопрос, какими электродами варить рельсы. Диаметр у них должен быть размером приблизительно 5-6 миллиметров. Применяются электроды, имеющие основной вид покрытия. Среди электродов, выпускаемыми в нашей стране, можно порекомендовать УОНИ 13/45 и УОНИ 13/55, а среди импортных – LB 52U. Перед тем, как сваривать рельсу встык электродами, необходимо подвергнуть их прокаливанию.
Разновидностью дугового способа, которую можно назвать удачной, является сварка рельс ванным способом. Он состоит в том, что у рельсов заранее обрезаются торцы. Затем их укладывают с небольшим зазором четко вдоль протяженности путей, но при небольшом поднятии. Между уложенными таким образом кусками рельс вводят электрод и пропускают ток величиной приблизительно 300-350 Ампер.
Образовавшаяся раскаленная масса начинает растекаться вдоль зазора, пока не заполнит его полностью. Это происходит постепенно и равномерно. Чтобы стекание не начинало происходить наружу, зазор ограждают блокираторами. Качественное соединение рельсов получается также при контактной сварке.
Сварка осуществляется в автоматическом режиме. Рельсы размещают поблизости с их постоянным местонахождением. Микроструктура стыкового контактного сварного шва рельсов должна по возможности соответствовать основному составу. К недостаткам контактной сварки можно отнести необходимость участия в этом процессе нескольких сварщиков, трудность доставки оборудования, длительность процесса, высокая стоимость оборудования.
Газопрессовой способ основан на соединении стыков рельс при более низких температурах, но при высоком давлении. Необходимо производить подготовительные операции, заключающиеся в тщательной обработке свариваемых концов рельс, чтобы обеспечить необходимую плотность прилегания.
Рельсы в ходе процесса сдавливают гидравлическим прессом со значительным усилием и разогревают горелкой до температуры 1200 градусов. К преимуществам этого метода относится однородность получаемого шва и его прочность, а к недостаткам не слишком высокую производительность. Газопрессовую сварку имеет смысл применять для ремонта железнодорожных путей, где нагрузка на рельсы имеет большое значение.
Виды и используемые составы
Термитная сварка делится на 2 основных вида:
- Тигельная (алюминиево-термитная). Первый подвид используется для соединения кабелей и проводов небольшого диаметра. Термит на 70% состоит из железа и на 25% – из алюминия. Когда он сгорает, оставшееся железо образует надежное соединение. Второй подвид применяют для выполнения наплавки при восстановлении рельс. Он позволяет сваривать чугун бесстыковым способом, но для работы с алюминиевыми деталями не подходит.
- Муфельная. Здесь используют термит на основе магния. При его сгорании происходит не растекание, а впитывание состава в стык. Так образуется бесшовное соединение.
Существуют разные техники применения такого вида сварки:
- Встык. Проводят зачистку стыков соединяемых деталей, после чего их оборачивают термитной пленкой. Когда металл из тигля расплавляется, он заполняет зазор и сдавливает поверхности между собой.
- Промежуточный. Применяют, когда надо соединить детали в нужном ракурсе. При этом предварительная подготовка поверхностей не требуется. Расплавленный состав заполняет расстояние между деталями и застывает.
- Комбинированный (объединяет 2 предыдущих варианта). Используют для ремонта рельс: сначала их соединяют встык, затем повторно проваривают образовавшийся шов.
- Дуплекс. После заливки металла в стык проводят его опрессовку.

Чаще всего используются термиты, которые состоят в основном из железа и на 25% из алюминия, но могут применяться и другие компоненты (флюсы, присадки, железная обсечка).
Существуют такие комбинации элементов:
- на 31% из магния;
- на 31% из титана;
- на 43% из кальция;
- на 21% из кремния.
Остальная часть смесей состоит из оксида железа.
При соединении легированных сталей в термит добавляют присадки из ферротитана или феррованадия. Для сварки чугуна в смеси обязательно должен быть кремний. Выбор правильного состава позволяет получать качественное соединение.
Какие преимущества такой технологии следует выделить
Если говорить о главных достоинствах рассматриваемого процесса, то к ним следует отнести:
- Высокую скорость выполнения работ. Нужно отметить, что это один из наиболее быстрых методов соединения изделий из металла. К примеру, для стыковки железнодорожных рельсов требуется в среднем около 50 минут. При этом если одновременно будет работать несколько бригад, то эффективность такой работы будет лишь возрастать (всего за 2 часа три бригады могут сваривать до 12 стыков).
- Хорошее качество швов. Места стыковки деталей обладают высокой стойкостью к механическим нагрузкам и воздействию химических веществ. Кроме того, такие швы выглядят эстетически привлекательно.
- Легкость выполнения задачи. Такая технология не требует наличия особых навыков и знаний, так как справиться с ней может любой специалист при условии прохождения непродолжительного обучения. Количество задействованных работников также невелико.
- Доступность материалов. Необходимые для этого порошковые смеси и дополнительные материалы можно приобрести в специализированных магазинах, при этом их цена не будет высокой.
- Отсутствие необходимости использования дорогостоящего оборудования. В отличие от методов контактного сваривания металлических элементов, при использовании термитных смесей не обязательно использовать дорогую сварочную технику. Это особенно актуально для работы на отдаленных объектах, когда нет возможности найти источник электрического тока или транспортировать громоздкие газовые баллоны.
При этом есть и некоторые недостатки, к которым можно отнести необходимость соблюдения строгих правил по безопасности
Во-первых, сам по себе термит является легко воспламеняемым веществом, поэтому следует проявлять особую осторожность при его транспортировке и хранении. Во-вторых, во время выполнения задачи нужно позаботиться о том, чтобы вода или любые другие жидкости не попали в горящую смесь, так как это может стать причиной взрыва
Какие альтернативные методы существуют
Безусловно, по уровню популярности и распространенности эта технология уступает электрическому дуговому методу. С целью получения дополнительной информации о нем, вы можете ознакомиться с материалом о применении газов и сварочных смесей для создания защитной среды при использовании электродуги.










Также предлагаем вам изучить ассортимент продукции нашей компании «ПРОМТЕХГАЗ». Сделать это можно, проследовав по этой ссылке. Обращайтесь!
Особенности сварки рельсовых стыков
Мы уже выяснили, что профили для укладки в колею выполняют из особо прочного металла, а именно из высокоуглеродистой стали. Это материал, у которого есть своя специфика термообработки: превышение температуры воздействия обернется внутренними напряжениями, появлением трещин и других мелких дефектов, способных стать причиной аварии.
Чтобы обеспечить достаточное качество шва и одновременно минимизировать вероятность возникновения микроповреждений, при соединении двух элементов ВСП необходимо соблюдать следующие правила:
Пользоваться именно профессиональным оборудованием – как наиболее точным, производительным и безопасным в своем классе.
Ответственно подойти к покупке расходников (мы уже упоминали о важности тех же электродов).
В обязательном порядке применять флюсы (там, где они необходимы) и другие вспомогательные средства припоя.
Придерживаться оптимального режима работы, выбранного ранее (особенности каждого мы еще рассмотрим).
Уделить внимание постобработке шва, а дальше проверить его соответствующими приборами на предмет целостности.
В процессе эксплуатации колеи сварные плети необходимо периодически осматривать на предмет микроповреждений, чтобы своевременно предупредить более значительные разрушения.
Достоинства и недостатки
У любой технологии соединения металлических деталей есть сильные и слабые стороны. К преимуществам относятся:
- Высокая скорость выполнения работ. При достаточном опыте, качественной соединительной смеси, правильном оборудовании сварщик сделает надёжный шов менее чем за полчаса.
- Оборудование, инструменты можно купить в строительных магазинах.
- Для освоения техники достаточно попробовать метод алюмотермитной сварки 2-3 раза.
Недостатки:
- Требуется аккуратно работать с оборудованием для сварки, термитом. Связанно это с тем, что смесь легко воспламеняется.
- Технология узкоспециализированная. Не подходит для соединения большинства металлических конструкций.
- Необходимо крайне аккуратно хранить, транспортировать, применять термит.
Если же рабочая смесь загорелась, потушить её не получится. Вода только разбрызгает горящую массу вокруг.
Сварные швы в вагонах, локомотивах, рельсах и машинах различного назначения, применяемых на транспорте, являются наиболее повреждаемыми местами в процессе эксплуатации. Это связано с характерными особенностями сварных соединений. В сварном шве и околошовной зоне после сварки изменяются механические свойства, При сварке термитным способом образуются остаточные растягивающие напряжения, близкие к пределу текучести материала, а сам сварной шов, кроме того, является концентратором напряжений
Это интересно: Точечная сварка для аккумуляторов своими руками — как изготовить в короткие сроки и без особых затрат?





