

Частые вопросы
Довольно часто у наших читателей возникал вопрос который они озвучивали нам и поэтому мы подготовили специально ответ в одноименной статье на которую вы можете попасть нажав на данное название Как сваривать полуавтоматом нержавейку.
В статье подробно рассказано, как лучше всего это произвести именно этот вариант сварки, есть подсказки какой материал брать и какой не ржавеет со временем, какие расходные материалы лучше всего употребить в работе, подробно описано какие необходимо выбрать газ и проволоку, и какие подготовительные работы следует провести
Что немаловажно очень подробно описаны настройки полуавтоматического сварочного аппарата плюс весь процесс сварки, есть подсказки по скорости варки и много других моментов
Мы (лучше большинства наших конкурентов) разбираемся во всем, что связано со сваркой поэтому кроме описания всех работ вы узнаете, как о плюсах, так и о минусах каждого вида работ со сваркой и уже на основании этой информации вы заранее сможете определить, что выберете для работы и как именно ее произведете.
Это сэкономит вам и время, и деньги (так как вы не будете расходовать лишние средства на покупку ненужных или не качественных материалов, которые вам не пригодятся при сварочных работах). Мы ценим ваше время и хотим помочь, поэтому в каждой статье на сайте все подробно рассказываем с приведением в примерах таблиц, описаний и размеров.
Если вы только начали изучать работу со сваркой, то однозначно возникнет множество вопросов, и самый главный это какие электроды выбрать? На нашем сайте есть полная для сварки металлов. Это поможет вам в начале «пути». И уже когда вы полностью разберетесь со всеми их видами которые нужны в работе, то проще уже будет разобраться – Как правильно варить электродами.
Работа своими руками
Кроме того, если у вас появилось желание сделать своими руками металлоконструкцию, то мы поможем вам в этом.
Тогда вам будет полезна информация в статье Свариваем ворота своими руками где поэтапно все показано, приведены чертежи, предоставлены все виды сварных конструкций для данного вида изделий ( ворот )
И что немаловажно после описаний четкой последовательности работ вы сможете посмотреть сделанную для вас подборку тематических видео, которые помогут вам определиться с выбором
Какая бы задача у вас не стояла, будь то : Сварка профильной трубы 1.5 мм инвертором для начинающих. или например решили разобраться что такое Сварной забор из металла. Как сделать своими руками. у нас есть подробные пошаговые описания на любые задачи и видео инструкции к ним, как например: Видео — Как выполняется сварка забора своими руками.
Невозможно знать все тонкости работы со сваркой, но многие моменты мы постарались вам подсказать. Вы узнаете множество секретов при работе с различными видами: электродов, металлов, оборудования. Кроме того, по всем видам сварки есть полные описания и примеры в видео:
- Ручная дуговая сварка
- Сварка аргоном
- Сварка полуавтоматом
Сайт мистер металл предоставляет море полезной и практичной информации. Особенно если вы новичок и только начинаете изучать сварочные работы
Вы найдете ответы на большинство своих вопросов и что немаловажно в видео изучите как на практике это можно сделать. После этого вам уже будет более понятной последовательность всех шагов от начала работ и до их завершения
Контроль качества сварочных работ

С этим разделом мы закончили, самое время обсудить что же должен делать мастер по окончании работы. Самое первое, с чего стоит начать, это конечно проверка выполненной работы и проведения СНиПов и контроля качества сварных швов.
При больших объемах работы этим занимаются другие мастера, но все таки в большинстве случаев это выполняет сам сварщик. Этот раздел важен и достаточно большой, так что рассмотрим ее повнимательней.
Весь процесс для удобства опишем тремя пунктами:
- Контроль профессионализма мастера
- Проверка результата сварки материала
- Зрительная и физическая проверка проделанного шва
Теперь уделим внимание каждому из них
Обозначения сварных соединений в отечественной технической документации и на чертежах
Правила изображения швов в отечественной документации регламентированы ЕСКД (Единой системой конструкторской документации) ГОСТ 2.312-72.
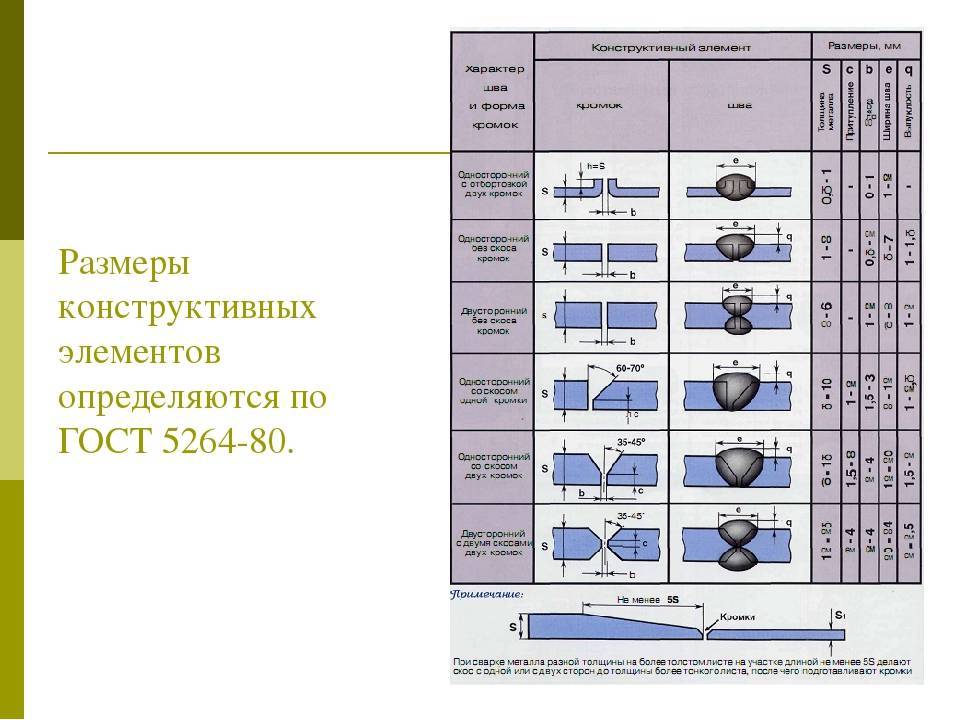
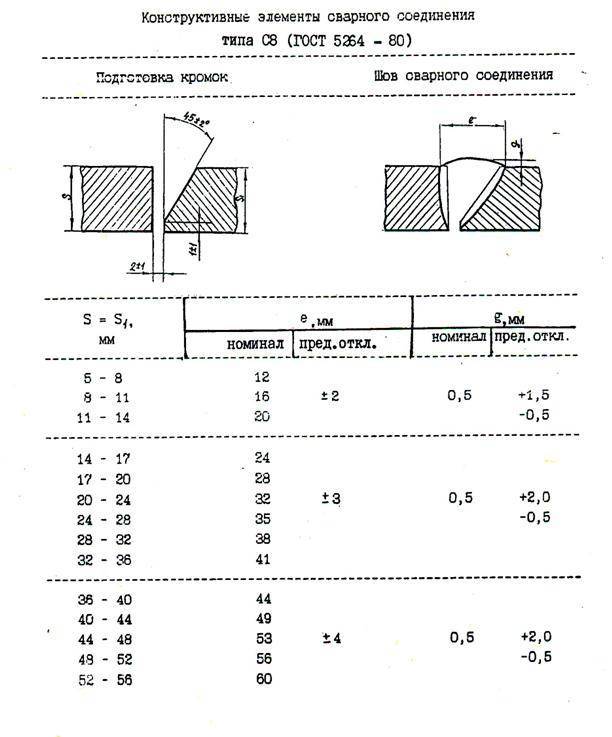
Конструктивные элементы сварных соединений и швов в зависимости от способа сварки должны соответствовать стандартам:
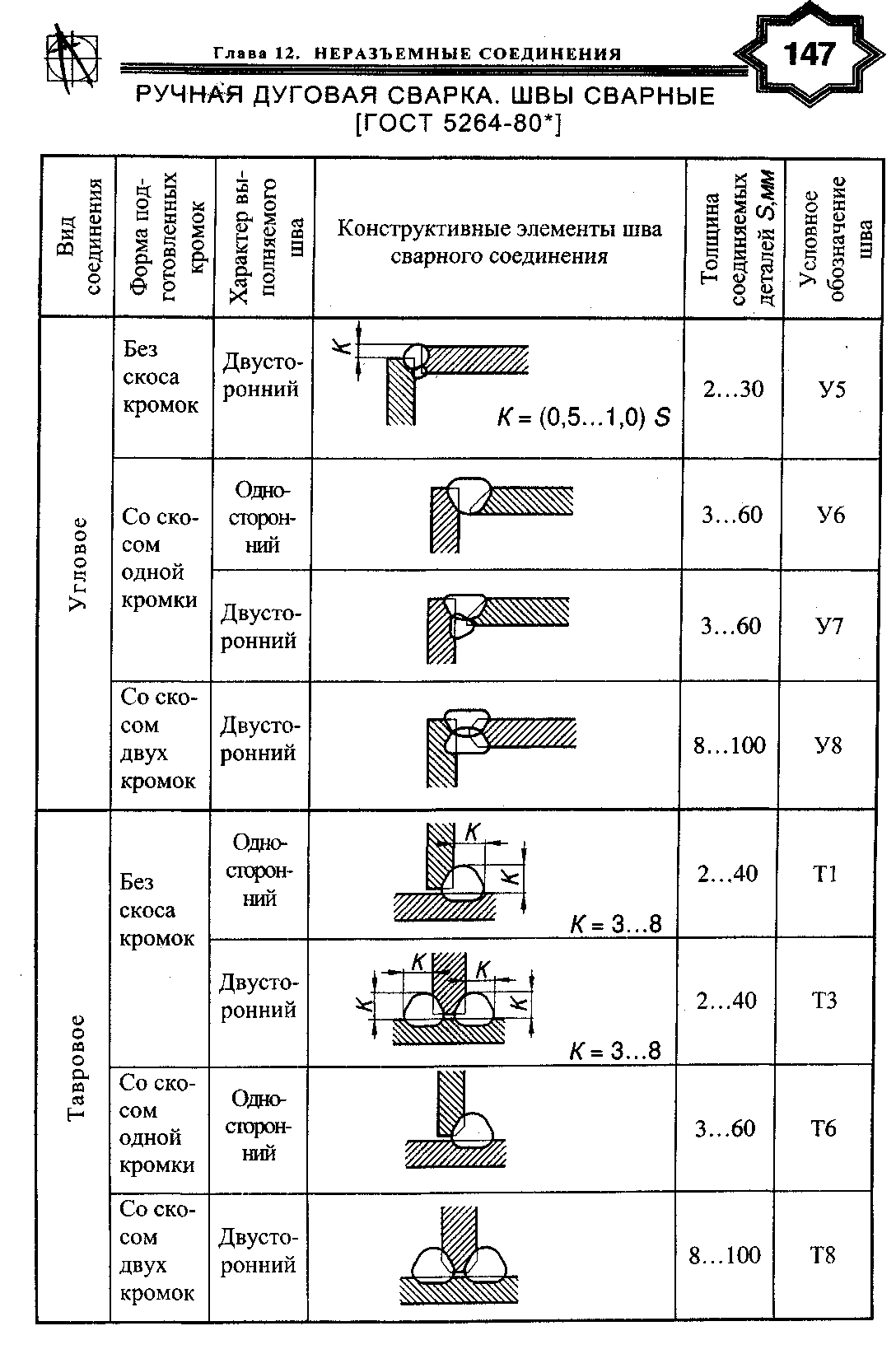
- ГОСТ 5264-80 – ручная дуговая сварка;
- ГОСТ 11534-75 – ручная дуговая сварка под острыми и тупыми углами;
- ГОСТ 14771-76 – дуговая сварка в защитном газе;
- ГОСТ 8713-79 – автоматическое и полуавтоматическое сварки под флюсом.
Видимые швы на чертежах изображают сплошными линиями, а невидимые – штриховыми. Обозначают швы ломаной линией, состоящей из наклонного участка и полочки. Наклонный участок заканчивается односторонней стрелкой, которая указывает местоположение шва.
Видимый и невидимый сварные швы
Характеристика шва соответственно условному обозначению проставляется над полочкой (когда указанный лицевая сторона шва), или под полочкой (когда указанный обратную сторону шва). За лицевую сторону одностороннего шва принимают ту, на которой выполняют сварку, а в двустороннего – любую из сторон. Все элементы условного обозначения располагаются в определенной последовательности и отделены между собой знаком «дефис» (кроме вспомогательных знаков). Обозначение способов сварки буквами проставляют только в случае применения нескольких видов сварки в отдельном изделии. Например,
- Р — ручная электродуговая;
- А — автоматическая сварка;
- П — полуавтоматическая;
- В — дуговая в углекислом газе;
- Г — газовая;
- Аф — автоматическая под флюсом;
- Кс — контактная стыковая;
- Ш — электрошлаковая.
В условном обозначении не указывают стандарт, если все швы выполняются по одному стандарту, но делают соответствующие указания в примечаниях на чертеже.
Описание характеристик шва
Ниже на картинке представлена таблица вспомогательных знаков для обозначения характеристик шва на чертежах.
Характеристика шва в условном обозначении состоит из следующих элементов:
- Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
- Буквенно-цифровое условное обозначение швов.
- Условное обозначение способа сварки (иногда не указывается).
- Знак катета шва и его размер в миллиметрах (только для соединений угловых, тавровых и внахлест).
- Длина свариваемого участка (для прерывистого шва), шаг (длина не свариваемого участка) и знак, которым обозначается цепной или шахматный шов.
- Обозначение шероховатости механически-обрабатываемой поверхности (ставят в конце условного обозначения или в таблице швов, приведенных на чертеже).
Когда на чертежах есть одинаковые швы, их отмечают единым номером, который ставят на линиях-выносках, а описание характеристик делают только на одном из них. Бывают случаи когда стандарт на метод сварки указан на чертеже, тогда в характеристике шва можно указывать упрощенное буквенно-числовое обозначение шва, которое указывает вид соединения и условный номер шва согласно стандарту.
Соединения
Сварные соединения разделяются на различные виды.
Виды сварных соединений:
- Стыковые. Детали располагаются в одной и той же плоскости.
- Угловые. Детали, подлежащие соединению, располагают под необходимым углом. Наиболее распространенным является прямой угол.
- Тавровые. Торец одной детали располагают перпендикулярно или под небольшим углом по отношению к основной поверхности второй детали.
- Нахлесточные. Положение деталей в пространстве – параллельное. При этом одна деталь частично налегает на другую.
- Торцевые. Воедино сваривают два торца элементов.
Сварной стыковой шов применяется для сварки трубопроводов, различных труб и металлических листов. Сварке подлежат торцовые поверхности. Сварка встык требует проведение подготовительных работ, которые заключаются в тщательной подгонке торцевых поверхностей друг к другу. Для обеспечения точности может применяться предварительный подварочный шов. Сварку встык можно осуществлять как на весу, так и на подкладке – стальной или медной. При стыковых соединениях возможны различные виды скосов кромок или сварка без них.


К преимуществам такого способа относится уменьшенный расход вспомогательного материала, в частности, электродов. Одинаковая толщина элементов не является обязательным требованием. Но при этом электрод следует направлять к более толстой детали. Это обеспечит ее более сильный нагрев, а тонкую деталь убережет от прожогов.
Угловые швы находят применение для соединения частей различных емкостей и резервуаров. Для получения качественного углового соединения рекомендуется установка деталей “лодочкой”.
Сварной шов тавровый применяют при сварке несущих конструкций. Поверхности деталей требуют тщательной подготовки. Такой вид сварки относится к наиболее прочным. Достоинством таврового соединения является то, что его можно применять в труднодоступных местах. Такой вид сварного шва помогает выдерживать повышенные нагрузки.
Соединение нахлесточным способом находит применение при необходимости сварки металлических листов толщиной не более 12 мм. Необходимостью является отсутствие зазоров между поверхностями деталей. Плотность прилегания необходима для качественного соединения. Выполнение нахлесточного соединения не является сложным и может осуществляться сварщиками, имеющими невысокий разряд.
При нахлесточном способе два шва находятся на расстоянии друг от друга. Это придает соединению дополнительную прочность. Если при эксплуатации возможны нагрузки на излом, то применять его не стоит.
Торцевые виды сварочных соединений предусматривают сварку торцов деталей. Таким способом возможно соединение деталей любой толщины. К достоинству относится минимальная деформация свариваемых элементов.
Сварные соединения и их обозначения
Взаимное расположение свариваемых деталей. Классификация соединений
Таблица 4
| Виды соединений | Изображение | |
| Стыковое соединение (С) | заготовки примыкают друг к другу торцевыми поверхностями и находятся в одной плоскости | |
| Угловое соединение (У) | при котором угол примыкания кромок свыше 30° между поверхностями соединяемых деталей | |
| Тавровое соединение (Т) | при котором детали сопрягаются под углом 90 градусов | |
| Нахлесточное соединение (Н) | при котором детали частично перекрывают одна другую и параллельны между собой | |
| Прорезное соединение | у заготовок делается фрезеруется прорезь и одна деталь заходит в другую | |
| Соединения с электрозаклепками | применяется для выполнения угловых, стыковых, нахлесточных и тавровых соединений |
Форма наружной поверхности сварочных швов
Форма сварочного шва влияет на:
- физико-механические свойства соединения;
- расход электродного металла.
Выпуклые швы практически всегда нуждаются в дополнительной обработке — снятие выпуклости механическим способом (фреза, абразивные круги).
По форме наружной поверхности различаются сварочные швы, а также дефекты сварных соединений.
Таблица 5
| Виды швов | Иллюстрация | Условное обозначение | Характеристики |
| Нормальные(плоские) | Экономичны.Хорошо работают при нагрузках. | ||
| Вогнутые | Экономичны.Хорошо работают при динамических нагрузках. | ||
| Выпуклые | Наплыв выпуклого металла является не экономичным. |
Различные виды снятия кромки
В зависимости от толщины металла кромки могут быть выполнены под разными углами и с разных сторон. Различают следующие виды:
Под прямым углом:
- для стальных листов толщиной от 4 до 8 мм;
- при односторонней сварке для металлов толщиной до 3 мм;
- при двусторонней сварке для металлов толщиной до 8 мм.
- V-образно (с односторонним скосом), если толщина металла от 4 до 26 мм.
- X-образно (с двусторонним скосом), если листы имеют толщину от 12 до 40 мм.
- Под острым углом, уменьшенным с 60° до 45°, если листы толщиной более 20 мм.
Для хорошего сваривания между кромками оставляют зазор в 4 мм.
Графические знаки типов швов для различных соединений
По способу выполнения сварного соединения различают:
- Одностороннюю сварку. Эту сварку для стыкового соединения выполняют с проплавлением кромок на подкладке, либо на весу.
- Двустороннюю сварку. Сварка второй стороны выполняется только после тщательной зачистки (удаление корня) механическим способом наплавки первой свариваемой стороны. Чаще всего выполняется потолочная сварка таким способом.
- Однослойную сварку.
- Многослойную сварку. Для уменьшения зоны термического влияния или при сваривании металлов большой толщины сварку выполняют подобным способом.
Швы стыковых соединений (форма, обозначение, пример)
Таблица 6
| Характер шва | V — образные | |||
| Без скоса | Со скосомодной кромки | Со скосом двух кромок | С двумя симметричными скосами двух кромок | |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонниес прокладкой |
Таблица 7
| Характер шва | Без скоса |
| Односторонний | |
| Двусторонний | |
| Односторонний впритык | |
| Двусторонний впритык |
Таблица 8
| Характер шва | Без скоса |
| Двусторонний | |
| Двусторонний шахматные |
Швы соединений внахлестку (форма, обозначение, пример)
Таблица 9
| Характер шва | Без скоса |
| Двусторонний | |
| Односторонний прерывистый |
По международным стандартам (ЕСКД) сварные швы плоских листов металла и труб классифицируются по пространственному положению на:
- горизонтальные;
- вертикальные;
- потолочные;
- сваренные в нижнем положении.
В зависимости от этого расположение целесообразно использовать различные виды снятия кромок. При условиях тщательной подготовки, а именно зачистки, правильной подгонки кромок (притупление кромок — предотвращает прожог и протекание металла, параллельность кромок — гарантирует равномерный шов) можно добиться следующих достоинств сварного шва:
- Экономичность. Минимальный расход металла для наплавления.
- Эффективность скорости сваривания. Подобные кромки дают наименьший промежуток времени для сваривания за один подход.
- Прочность. Можно добиться прочности сварного соединения, не уступающего прочности основного металла.
Поэтому в технической документации обязательно должны быть указаны: тип шва и вид снимаемой кромки, который даст лучший результат при сваривании шва.
Радиографический контроль сварных швов — один из самых эффективных и распространенных методов проверки соединений.
Хотите очень качественно украсить свой дом? Сделать это можно при помощи мебели из металла. Подробнее об этом читайте здесь.
Вам нужно качественно очистить металл? Эффективный метод описан по https://elsvarkin.ru/obrabotka-metalla/peskostrujnaya-ochistka-metalla-i-oborudovannie-priminyaemoe-dlya-dannyx-rabot/ ссылке.
Разделка труб под сварку: этапы
Ранее уже говорилось, что разделка труб под сварку должна регулироваться ГОСТ, и мы уже определили, что тип соединения труб может быть:
- стыковым;
- под углом;
- внахлест, если диаметр трубы/трубопровода изменяется или к нему приваривается фланец.
Перед выполнением сварочных процедур проводятся подготовительные мероприятия, для труб это механическая зачистка, которая удаляет загрязнения, далее химобработка и, непосредственно, сама разделка труб под сварку.
Разделка кромки выполняется путем механической обработки. Для монтажа труб используют предназначенное для этого оборудование. Допускается использование угловых шлифовальных машин.
Разделка кромок труб под сварку выполняется только в случае, если толщина труба будет более 4 мм. Скашивание выполняется под углом 45 градусов 1-ой или двух кромок.
Стыки на трубах можно разделить на поворотные и неповоротные. Но в рекомендациях ГОСТ указано применение именно поворотных стыков, так как их сварка более удобна в нижней позиции, а разделка происходит по всей длине стыка.
Прежде, чем приступить к дуговой сварке под флюсом, нужно прихватить торцы труб:
- 4 прихватки для труб диаметром менее 300мм;
- каждые 200-300мм прихватка, если диаметр свыше 300мм.
В случае, когда толщь стенки трубопровода больше 12 мм включительно, то проварка должна осуществляться в 3 этапа. На первом формируется валик с возвышением от 1,5 до 3 миллиметров, который распределяется на протяжении всего стыка.
По ГОСТ для труб регламентирована U-образная разделка кромки – это, если толщина заготовки большая. А все делается для того, чтобы уменьшить площадь сечения шва, тем самым, снизив объемы расходников и увеличивая скорость выполнения работы. Какой скос использовать, если толщина трубы составляет:
- Х или V–образная — 3-25 миллиметров;
- U–образная — 26-60 миллиметров;
- другие специальные формы — более 60 миллиметров.
Разделка труб пол сварку подразумевает следующие способы:
- Газовый резак. Имеет низкую точностью и не совсем качественное покрытие. Нуждается во вспомогательной мехобработке.
- Механический способ обработки труб. Благодаря строгальным или фрезерным станкам получается в результате чистая поверхность.
Торцовочные машины предназначены для разделки кромок труб под сварку значительного диаметра. В то время, когда на магистралях отопления полным ходом идет ремонт, разделку выполняют шлифовальными машинами.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Основные типы сварочных соединений
Все вопросы, касающиеся сварочного дела, так или иначе, стандартизированы. Один из основополагающих документов это ГОСТ 2601-92. Этот документ нормирует термины и основные понятия в области сварочного дела. В этом же документе определены и основные виды соединений при помощи сварки. К ним относят:
Стыковые
Торцы плотно прилегают друг к другу. Это широко применяемый вид соединения, который можно получать при использовании различных сварочных технологий. Стыковые швы обладают рядом преимуществ, в сравнении с другими – высокая скорость выполнения работ, соответственно высокая производительность, выполняемых работ. Минимальный расход материала. Высокая прочность сварного соединения, разумеется, она достигается при полном соблюдении всех технологических норм и правил. Но использование стыкового соединения требует предварительной подготовки кромок, то есть, подготовить фаску, кроме того, необходимо обеспечить точность установки заготовок.

Такой вид используют для соединения листового, трубного и сортового проката.
Нахлесточные
При этом способе сборки, заготовки располагают так, что их плоскости расположены параллельно друг другу и при этом частично перекрывают друг друга. Соединения этого типа чаще всего используют при выполнении точечной и контактной сварки. В других случаях при выполнении такого шва неоправданно увеличивается расход самого металла и электродов. При выполнении соединения внахлест нет необходимости в предварительной разделке кромок. Но в любом случае листы должны быть обрезаны с применением специального оборудования, например, механических ножниц. Во избежание коррозии, которая может возникнуть между листами металла, целесообразно проварить такое соединение по всей длине.
Такое скрепление заготовок целесообразно использовать если их толщина не превышает 10 мм.
Угловое
Заготовки располагают друг относительно друга под определенным углом, а шов пролегает в месте их контакта.
Угловые соединения могут иметь одно- или двустороннее исполнение. Их используют при слиянии деталей из листового проката, фасонных изделий и труб. Угол может быть различным, все зависит от назначения конструкции. Небольшое осложнение вызывает то, что необходимо разделать кромки примыкающей заготовки.
Тавровое
Торец одной заготовки примыкает к плоскости другой, чаще всего под прямым углом.
Деталь, устанавливаемая вертикально должна в обязательном порядке иметь обрезанную кромку. Таким образом, обеспечивается примыкание одной детали к другой. Кстати, при подготовке ее к сварке, в зависимости от толщины, может потребоваться предварительная разделка кромки. Если металл довольно толстый, к примеру, свыше 20 мм, то фаску необходимо снимать с двух сторон заготовки. Такой подход обеспечит провар соединения.
Торцовое
Такая форма слияния поверхностей, при котором края свариваемых заготовок прилегают друг к другу и получаемая деталь напоминает бутерброд в разрезе.
Соединения, выполненные при помощи сварки, получили распространение в промышленности, строительстве. Сварка широко используется для замены кованых изделий и деталей, которые изготавливают с помощью литья.
Понятие катета и общепринятые нормативы
Формирование сварного шва начинается сразу с расплавом металла и заканчивается после его полного остывания. Принятой классификацией предусмотрена группировка сварных соединение по нескольким признакам:
- форма шва;
- длина;
- способ соединения заготовок;
- ориентация стыка в пространстве (вертикальный, горизонтальный и т.п.);
- количество положенных слоев.
В положениях ГОСТа есть определение каждого типа соединения, его основные характеристики, включая и катет сварочного шва.
Катетом принято считать сторону равнобедренного треугольника, который можно вписать в поперечное сечение сварочного шва. На рисунке данный параметр показан наглядно.
Важно правильно уметь рассчитывать его величину, так как от этого зависит прочность соединения. Если операции выполняются с заготовками разной толщины, то площадь сечения рассчитывается для более тонкой ее части. Умышленное увеличение катета расчетным путем не приведет ни к чему хорошему, поскольку никак не укрепит сварочный шов
В конечном итоге неоправданные манипуляции приведут к деформации конструкции
Умышленное увеличение катета расчетным путем не приведет ни к чему хорошему, поскольку никак не укрепит сварочный шов. В конечном итоге неоправданные манипуляции приведут к деформации конструкции.
В профессиональной литературе есть справочники, позволяющие проверить размер катета при помощи специальных шаблонов.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Типы швов по форме наружной поверхности
Форма соединительного стыка непосредственно влияет на его физико-механические характеристики, а также на расход электродов. При выпуклости швов практически всегда требуется их дополнительная обработка с использованием абразивных кругов или фрезы.
В таблице ниже приведены разновидности выпуклых стыков и каким образом сварное соединение условно обозначается на проектных чертежах.
| Типы соединений | Как выглядит стык | Изображение | Характеристики |
| Нормальные | _____ | Отличаются экономичностью при создании, обладают высокой выносливостью при постоянных нагрузках | |
| Вогнутые | Эффективны при динамических нагрузках, просты и экономичны в исполнении | ||
| Выпуклые | Если на стыках присутствуют выпуклости, то на них уходит намного больше расходников и экономичными они не являются |
Виды снятия кромок
С разных сторон и под разными углами могут выполняться кромки в зависимости от того, металл какой толщины используется при сваривании. Существуют следующие разновидности:
- перпендикулярно под углом 90°: металл не должен превышать 8 мм в толщине при двусторонней сварке, до 3 мм – при одностороннем соединении, 4-8 мм – для стальных листов;
- V-образно с выполнением одностороннего скоса с диапазоном толщины листов в пределах 4-26 мм;
- Х-образно с созданием двухстороннего скоса, при этом 12-40 мм должна быть толщина металла;
- под острым углом, который от 60° уменьшается до 45° при толщине от 20 мм и больше.
Чтобы швы получались прочными и качественными, то расстояние между кромками должно составлять 4 миллиметра.
Положение электрода во время сварочного процесса
Наклон электрода зависит от видов сварных соединений и швов. Угол наклона влияет на скорость разогрева металла. При дуговой сварке для того, чтобы зажглась дуга, электрод следует держать перпендикулярно. Затем необходимо осуществлять небольшой наклон. Сварочный шов получится более качественным, если сварку проводить короткой дугой.
Применять сварку способом “углом вперед” имеет смысл, когда процесс осуществляется в труднодоступных местах. Однако, способ не лишен недостатков. Процессу сварки будет мешать жидкий шлак, находящийся все время впереди. Сварная дуга может или совсем погаснуть, или начать “блуждать”. Качество шва может быть значительно снижено, если появятся пропущенные участки.
Способ “углом назад” находит применение в угловом варианте и при соединении стыков. При сварке под прямым углом электрод держат перпендикулярно поверхности. Это позволяет контролировать жидкий шлак и следить за тем, чтобы он перемещался вслед за сварочной ванной. На качество шва это будет оказывать благоприятное воздействие. Если шлак окажется перед электродом, то это можно исправить, перейдя на некоторое время на способ “назад углом”.
Разделка кромок под сварку
Сварной шов получится качественным после тщательно проведенных подготовительных работ. Они необходимы перед сваркой конструкций, толщина элементов которой превышает 5 миллиметров. При односторонней сварке. Подготовительная операция называется разделка кромок. Правила и качество таких работ определяется требованиями ГОСТ. Снятие загрязнений всего края должна производиться на расстоянии минимум 20 миллиметров до места будущей сварки.
Основными видами этой операции являются:
- посредством тщательной разделки;
- без предварительной разделки;
- так называемая отбортовка.
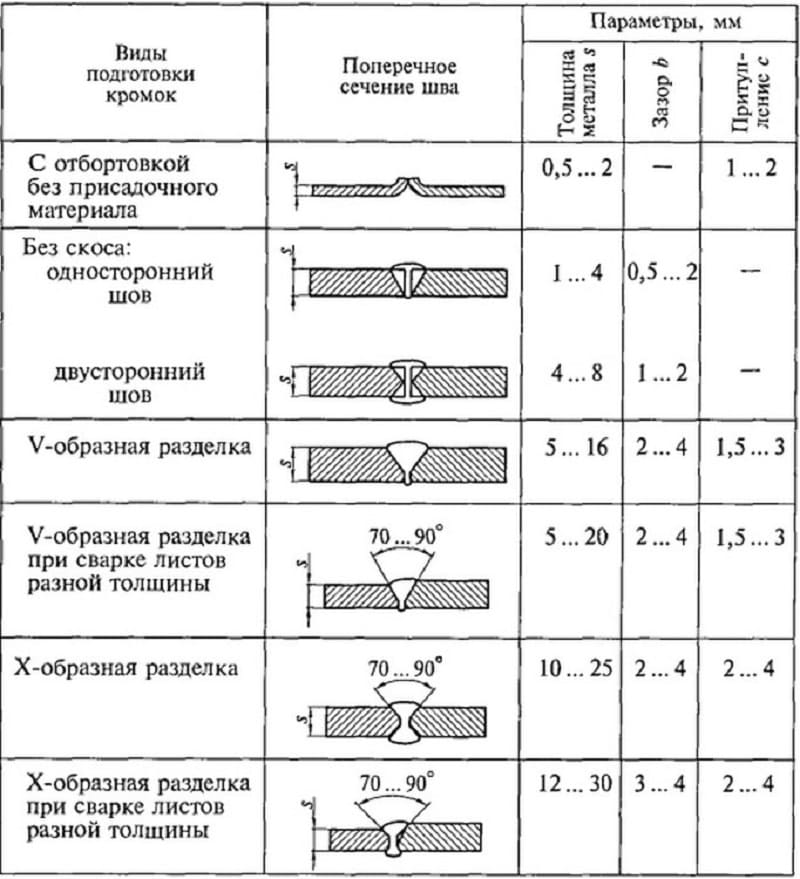
Подготовка кромок и их параметры
Подготовка осуществляется вручную (используя напильник, наждачную бумагу, щётку для металла) или применяя электрический инструмент (дрели, оснащённые необходимыми насадками, шлифовальные машины, заводское оборудование).
Для металла толщиной начиная 3 мм, заканчивая 26 мм, используется V-образный односторонний или двусторонний тип скоса края. Для металла толщиной от 12 до 60 мм делается Х-образный тип скоса.
Порядок подготовки кромок
Установлен порядок подготовки материала к последующей работе с любым типом сварных соединений. Он включает следующие пункты:
- зачистка края металла (снимаются любые загрязнения, налёты, коррозия);
- снятие необходимых фасок (эта операция зависит от способа, используемого при сварке);
- подготовка зазора (величина, качество должны соответствовать определённому типу).

Зачистка края металла
Параметры подготовки кромок
Чтобы правильно выполнить подготовку необходимо выдержать следующие параметры:
- величина угла разделки края;
- размер интервала между краями образующими надёжный контакт;
- степень притупления края заготовки.
Примеры условных обозначений
Чтобы вам было понятнее, и вы смогли быстрее разобраться во всех обозначениях, мы приведем несколько простых и наглядных примеров. Итак, начнем.
Пример №1
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2
Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3
Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Пример №4
В четвертом примере шов тавровый, не имеет скосы или кромки. Он прерывистый и выполнен двусторонним методом. Шов как бы в шахматном порядке. Работа выполнена с помощь РДС в среде газа и с использованием неплавящегося металлического стержня. Катет шва равен 6 миллиметров, а длина шва составляет 50 миллиметров, с шагом в 100 миллиметров (обозначается буквой «Z»). t ш — это протяженность шва, а t пр — протяженность шага прерывистого соединения.
Пример №5
В нашем последнем примере шов выполнен нахлестом, не имеет скосов и кромок. Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Особенности
- Если имеется малая толщина материала, которая составляет от 3 до 25 мм, то необходимо применять одностороннюю V-образную разделку. Скос можно выполнить на 2 торцах или только на одном.
- Если металл имеет толщину в 12−60 мм, то лучше всего сваривать с двухсторонней X-образной разделкой.
- Для толщины в 20−60 мм желательно использовать расход металла при U -образной разделке. Так будет намного экономнее. Скос можно выполнить по двум или одному торцам. Тогда притупление составит 1 или 2 мм, а значение зазора равняется двум миллиметры.
- Если имеется большая толщина металла, то наиболее эффективным способом является щелевая разделка.
Чтобы произвести качественное сварное соединение необходимо правильно выбрать процедуру, поскольку всё это будет влиять на несколько факторов шва:
- Работоспособность.
- Прочность и качество соединения.
- Экономичность.





